Potrebbero piacerti anche
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineDa EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineValutazione: 5 su 5 stelle5/5 (1)
- Sulzer Vertical Turbine PumpDocumento6 pagineSulzer Vertical Turbine PumpJericho Parulian SitumorangNessuna valutazione finora
- Vertical Pump Guide & IntroDocumento7 pagineVertical Pump Guide & IntrobryandownNessuna valutazione finora
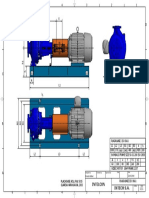
- Base Plate Gould PumpDocumento1 paginaBase Plate Gould PumpErnestoNessuna valutazione finora
- Influence of Impeller Suction Specific Speed On Vibration LCCDocumento32 pagineInfluence of Impeller Suction Specific Speed On Vibration LCCjuan villarroelNessuna valutazione finora
- Bombas Sumergibles KSBDocumento92 pagineBombas Sumergibles KSBArturPNessuna valutazione finora
- Vertical Turbine PumpsDocumento6 pagineVertical Turbine PumpsadehriyaNessuna valutazione finora
- Impeller - KSBDocumento6 pagineImpeller - KSBEd0% (1)
- Goulds Egpm9 CD - FinalDocumento1.249 pagineGoulds Egpm9 CD - Finalalejandrogrande100% (8)
- Mixer LightninDocumento41 pagineMixer LightninDennis WinartaNessuna valutazione finora
- SM 3026 PDFDocumento8 pagineSM 3026 PDFMiguel CasasNessuna valutazione finora
- KSB Mechanical Seals: For Industrial ApplicationsDocumento8 pagineKSB Mechanical Seals: For Industrial ApplicationsMarco Bruna EspinozaNessuna valutazione finora
- KSBDocumento94 pagineKSBhachanNessuna valutazione finora
- 1K1 5x1-82RVDocumento8 pagine1K1 5x1-82RVJulio Vega100% (1)
- Very Usefully CourseDocumento174 pagineVery Usefully CourseSudhakar Rao100% (1)
- Slurry PumpDocumento97 pagineSlurry Pumpsmendoza100% (1)
- Warman Ah Pumps BrochureDocumento8 pagineWarman Ah Pumps BrochureJeniffer Rayen100% (1)
- Whitepaper - BaseplatesDocumento10 pagineWhitepaper - Baseplatesrhusseinpos4765Nessuna valutazione finora
- Goulds 3700Documento9 pagineGoulds 3700JackNessuna valutazione finora
- Warmanslurrypumps 160409025643 PDFDocumento25 pagineWarmanslurrypumps 160409025643 PDFCleyton L. AlvesNessuna valutazione finora
- Mechanical Seals (Compatibility Mode)Documento81 pagineMechanical Seals (Compatibility Mode)mechanikyNessuna valutazione finora
- The Magic of Magnetic Drive Pumps - July03!13!15Documento3 pagineThe Magic of Magnetic Drive Pumps - July03!13!15ho-faNessuna valutazione finora
- Ms Megachem A2740 8e 3Documento23 pagineMs Megachem A2740 8e 3nata siagianNessuna valutazione finora
- Indupump Process Pump Brochure SmallDocumento16 pagineIndupump Process Pump Brochure SmalljasonventNessuna valutazione finora
- KSB Serie MPDocumento12 pagineKSB Serie MPJose ValenzuelaNessuna valutazione finora
- Resources Mechanical Flowserve Pusher P50Documento2 pagineResources Mechanical Flowserve Pusher P50Suresh Kumar MittapalliNessuna valutazione finora
- Coti GIW Rep 26x28LSA PDFDocumento3 pagineCoti GIW Rep 26x28LSA PDFjohan diazNessuna valutazione finora
- What Is The Best Silicon Carbide Wear Face Material For My Mechanical SealDocumento3 pagineWhat Is The Best Silicon Carbide Wear Face Material For My Mechanical SealMahmoud Al HomranNessuna valutazione finora
- A New Large Pump For Oil SandsDocumento62 pagineA New Large Pump For Oil SandsAdam BartonNessuna valutazione finora
- b5860 For Slurry ApplicationDocumento6 pagineb5860 For Slurry Applicationpeach5Nessuna valutazione finora
- 04-Gearbox 311 - OkDocumento61 pagine04-Gearbox 311 - OkNaveedullah Awan100% (1)
- Krebs Millmax-E Pump: The New High-Efficiency Slurry Pump Designed For Abrasive Slurry ApplicationsDocumento4 pagineKrebs Millmax-E Pump: The New High-Efficiency Slurry Pump Designed For Abrasive Slurry ApplicationsPhaniNessuna valutazione finora
- P10C-D201 Especificaciones Model CDocumento9 pagineP10C-D201 Especificaciones Model CWilliam ValenciaNessuna valutazione finora
- Balancing Axial Force in Centrifugal Pumps With Pump Out VanesDocumento5 pagineBalancing Axial Force in Centrifugal Pumps With Pump Out VanesGunjanNessuna valutazione finora
- Pumps and Seals PDFDocumento1.024 paginePumps and Seals PDFBung TromixNessuna valutazione finora
- Pump OnlineDocumento62 paginePump OnlineAlWaleed KhalidNessuna valutazione finora
- I.O.M. Diffuser Casing, Multistage, Process Barrel PumpDocumento44 pagineI.O.M. Diffuser Casing, Multistage, Process Barrel Pumpsf wNessuna valutazione finora
- Hda Operational ManualDocumento48 pagineHda Operational ManualDouglas DuarteNessuna valutazione finora
- Flowserve Reg Pump PDFDocumento66 pagineFlowserve Reg Pump PDFeduinNessuna valutazione finora
- RPKDocumento4 pagineRPKnazir305Nessuna valutazione finora
- Training - Flowserve Apm Pump CW Pump Part3-2Documento4 pagineTraining - Flowserve Apm Pump CW Pump Part3-2hasan099Nessuna valutazione finora
- Multistage Pump - Kirloskar PDFDocumento63 pagineMultistage Pump - Kirloskar PDFpsuvarnasNessuna valutazione finora
- API 610 - Why BEP Should Be Between Normal Point and Rated PointDocumento7 pagineAPI 610 - Why BEP Should Be Between Normal Point and Rated PointMuhammad ImranNessuna valutazione finora
- DRAFT 36 Ways To Kill Your PumpDocumento15 pagineDRAFT 36 Ways To Kill Your PumpEfosaUwaifoNessuna valutazione finora
- 2020 Style 688 Split SealtekDocumento8 pagine2020 Style 688 Split SealtekdiamsamNessuna valutazione finora
- Warman Slurry Pumping Manual - Jun1999 PDFDocumento357 pagineWarman Slurry Pumping Manual - Jun1999 PDFHazwan HairollahNessuna valutazione finora
- Training - Flowserve Apm Pump CW PumpDocumento19 pagineTraining - Flowserve Apm Pump CW Pumphasan099100% (1)
- Vertical Sump PumpDocumento6 pagineVertical Sump Pumpsahildhingra100% (1)
- Pump BrochureDocumento10 paginePump Brochuresen_subhasis_58100% (1)
- Cavitation and Pump NPSHRDocumento39 pagineCavitation and Pump NPSHRRicardo BarrosNessuna valutazione finora
- Tyre-Flex Coupling DeatilsDocumento19 pagineTyre-Flex Coupling DeatilsDnyanesh BhaleraoNessuna valutazione finora
- ITT Gould PumpsDocumento2 pagineITT Gould PumpsBilly ZununNessuna valutazione finora
- Gabbioneta RDocumento6 pagineGabbioneta Rvrider81Nessuna valutazione finora
- Technical Specifications of Mechanical Seal S.NO. Description Specifications Eagle Poonawala Flowserve Sanmar Roto - Seals Hi - Fab Operating DetailsDocumento3 pagineTechnical Specifications of Mechanical Seal S.NO. Description Specifications Eagle Poonawala Flowserve Sanmar Roto - Seals Hi - Fab Operating Detailssushant_jhawerNessuna valutazione finora
- 1-Pump Selection Guide by Goulds - Rev - PSG PDFDocumento24 pagine1-Pump Selection Guide by Goulds - Rev - PSG PDFMelvin MagbanuaNessuna valutazione finora
- Pump Care ManualDocumento52 paginePump Care ManualGreenbuild ZM-JVNessuna valutazione finora
- Man Industrial Gas Engines 0836 Le 202 Repair ManualDocumento10 pagineMan Industrial Gas Engines 0836 Le 202 Repair Manualjohnathan100% (49)
- Compressor I SeriesDocumento52 pagineCompressor I SeriesLPG Equipment Consulting and ServicesNessuna valutazione finora
- Man Industrial Gas Engines e 2876 Te 302 Repair ManualDocumento10 pagineMan Industrial Gas Engines e 2876 Te 302 Repair ManualMichael100% (49)
- Dean Manual RADocumento24 pagineDean Manual RAAntonio VelardeNessuna valutazione finora
- Fiber Optic Cables and Installation StandardDocumento72 pagineFiber Optic Cables and Installation StandardAmol Patki33% (3)
- PR-1708 - Lifting and Hoisting Procedure Part 1 Framework, Part 2 Inspection, Testing and CertificationDocumento113 paginePR-1708 - Lifting and Hoisting Procedure Part 1 Framework, Part 2 Inspection, Testing and Certificationmac1677Nessuna valutazione finora
- CraneEngineering - Centrifugal Pumps HandbookDocumento24 pagineCraneEngineering - Centrifugal Pumps Handbookjosegabrielrosas100% (1)
- API Plans - FlowserveDocumento66 pagineAPI Plans - FlowserveJosé Alberto Herrera100% (2)
- Delayed Coking GeneralDocumento20 pagineDelayed Coking GeneralMarcFer2611Nessuna valutazione finora
- Difference Between 53 A B CDocumento3 pagineDifference Between 53 A B CAmol PatkiNessuna valutazione finora
- Lightroom 5Documento57 pagineLightroom 5Ree DexterNessuna valutazione finora
- Donkey and Lion StoryDocumento2 pagineDonkey and Lion StoryAmol PatkiNessuna valutazione finora
- Donkey and Lion StoryDocumento2 pagineDonkey and Lion StoryAmol PatkiNessuna valutazione finora
- Iom Manual Sce en PDFDocumento82 pagineIom Manual Sce en PDFcool47guy09100% (1)
- Mech Seal System Difference 53 A B CDocumento3 pagineMech Seal System Difference 53 A B CAmol PatkiNessuna valutazione finora
- Chapter 1Documento23 pagineChapter 1sgrsthNessuna valutazione finora
- FF Hart Functional ComparisonDocumento15 pagineFF Hart Functional ComparisonjggirishNessuna valutazione finora
- NM3196 - E744e722Documento2 pagineNM3196 - E744e722Amol PatkiNessuna valutazione finora
- Power Stream Couplings-Specn SheetsDocumento6 paginePower Stream Couplings-Specn SheetsAmol PatkiNessuna valutazione finora
- Bulletin210-B 2005Documento24 pagineBulletin210-B 2005rudrakrNessuna valutazione finora
- Centrifugal PumpDocumento40 pagineCentrifugal PumpAmol PatkiNessuna valutazione finora
- Mechanical Seal - Eagle BurgmanDocumento149 pagineMechanical Seal - Eagle BurgmanAmol Patki71% (7)
- Byk B-Ri21 Laponite enDocumento24 pagineByk B-Ri21 Laponite enKanagarajan VijayakumarNessuna valutazione finora
- HW021-350-E-PR-DS-002 Instrument Process Datasheet - Rev CDocumento42 pagineHW021-350-E-PR-DS-002 Instrument Process Datasheet - Rev CSumantra ChattopadhyayNessuna valutazione finora
- Two - Phase Line Sizing GelamDocumento5 pagineTwo - Phase Line Sizing GelamElias EliasNessuna valutazione finora
- Fountain GuidelineDocumento27 pagineFountain GuidelineNiaz Khan MuhammadNessuna valutazione finora
- JI2048-974-MS-DAT-0036 - Rev001 (T-1001)Documento9 pagineJI2048-974-MS-DAT-0036 - Rev001 (T-1001)Tech DesignNessuna valutazione finora
- Grade-8-Q1-Removal 2Documento1 paginaGrade-8-Q1-Removal 2melinda villenaNessuna valutazione finora
- S3 - S4 - LA PHYSICS 2nd 2017 2009-1 PDFDocumento242 pagineS3 - S4 - LA PHYSICS 2nd 2017 2009-1 PDFMutungi FelixNessuna valutazione finora
- VELAMMALDocumento3 pagineVELAMMALPujasabiNessuna valutazione finora
- Pump TerexDocumento40 paginePump TerexHillal TamsaoueteNessuna valutazione finora
- BVA Refrigeration Catalog 2010 WebDocumento12 pagineBVA Refrigeration Catalog 2010 WebyaderNessuna valutazione finora
- Phase Changes Worksheet 01Documento4 paginePhase Changes Worksheet 01Camille FrancoNessuna valutazione finora
- ChemistryDocumento29 pagineChemistrynasyieNessuna valutazione finora
- Accident Prevention Manual For Business & Industry:: Engineering & Technology 13th EditionDocumento45 pagineAccident Prevention Manual For Business & Industry:: Engineering & Technology 13th EditionDwayne BrownNessuna valutazione finora
- Rr210106 Fluid MechanicsDocumento8 pagineRr210106 Fluid MechanicsSrinivasa Rao GNessuna valutazione finora
- Chemistry 9701 Complete Book For A LevelsDocumento117 pagineChemistry 9701 Complete Book For A LevelsXamiyaNessuna valutazione finora
- A Pragmatical Physics-Based Model For Predicting Ladle LifetimeDocumento17 pagineA Pragmatical Physics-Based Model For Predicting Ladle Lifetimecarlylomax333Nessuna valutazione finora
- Sfo NotesDocumento56 pagineSfo NotesJdNessuna valutazione finora
- 3.types of Fluids - Properties of Fluids and SelectionDocumento3 pagine3.types of Fluids - Properties of Fluids and SelectionAnya CooperNessuna valutazione finora
- Matrix of Curriculum Standards (Competencies), With Corresponding Recommended Flexible Learning Delivery Mode and Materials Per Grading PeriodDocumento3 pagineMatrix of Curriculum Standards (Competencies), With Corresponding Recommended Flexible Learning Delivery Mode and Materials Per Grading PeriodRaffy TabanNessuna valutazione finora
- Ch1 Introduction Fundamentals of Fluid MechanicsDocumento45 pagineCh1 Introduction Fundamentals of Fluid MechanicsAsif SunnyNessuna valutazione finora
- Science TestDocumento2 pagineScience TestJeist HideNessuna valutazione finora
- Flare SystemDocumento39 pagineFlare Systemrahult19Nessuna valutazione finora
- 1 States of MatterDocumento18 pagine1 States of MatterTram VuongNessuna valutazione finora
- MECH 333fluid Chapter3Documento22 pagineMECH 333fluid Chapter3Zion HelloNessuna valutazione finora
- APPENDIX SLB PUMP-dirotasiDocumento60 pagineAPPENDIX SLB PUMP-dirotasiadhitya suzari putraNessuna valutazione finora
- Maquinas de HidrosiembraDocumento37 pagineMaquinas de HidrosiembraDiego LabarcaNessuna valutazione finora
- 3.2 Pressure in LiquidsDocumento15 pagine3.2 Pressure in Liquidssaeed akhtar100% (1)
- Engine LubeDocumento43 pagineEngine LubeBruce LyndeNessuna valutazione finora
- Development of An ASPEN PLUSDocumento36 pagineDevelopment of An ASPEN PLUSkiny81Nessuna valutazione finora
- Tutorial Problems StatementDocumento21 pagineTutorial Problems StatementAbni AbhiNessuna valutazione finora
- Transformed: Moving to the Product Operating ModelDa EverandTransformed: Moving to the Product Operating ModelValutazione: 4 su 5 stelle4/5 (1)
- Analog Design and Simulation Using OrCAD Capture and PSpiceDa EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNessuna valutazione finora
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDa EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tValutazione: 4.5 su 5 stelle4.5/5 (27)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDa EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceValutazione: 4 su 5 stelle4/5 (19)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDa EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureValutazione: 4.5 su 5 stelle4.5/5 (2)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsDa EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsValutazione: 5 su 5 stelle5/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDa EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNessuna valutazione finora
- Laws of UX: Using Psychology to Design Better Products & ServicesDa EverandLaws of UX: Using Psychology to Design Better Products & ServicesValutazione: 5 su 5 stelle5/5 (9)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneDa EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneValutazione: 4.5 su 5 stelle4.5/5 (5)
- Design for How People Think: Using Brain Science to Build Better ProductsDa EverandDesign for How People Think: Using Brain Science to Build Better ProductsValutazione: 4 su 5 stelle4/5 (8)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDa EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchValutazione: 4 su 5 stelle4/5 (10)
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsDa EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsValutazione: 4 su 5 stelle4/5 (2)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersDa EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersValutazione: 4 su 5 stelle4/5 (13)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDa EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNessuna valutazione finora
- 507 Mechanical Movements: Mechanisms and DevicesDa Everand507 Mechanical Movements: Mechanisms and DevicesValutazione: 4 su 5 stelle4/5 (28)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsDa EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNessuna valutazione finora
- Understanding Automotive Electronics: An Engineering PerspectiveDa EverandUnderstanding Automotive Electronics: An Engineering PerspectiveValutazione: 3.5 su 5 stelle3.5/5 (16)
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesDa EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesValutazione: 3 su 5 stelle3/5 (1)
- Design Recipes for FPGAs: Using Verilog and VHDLDa EverandDesign Recipes for FPGAs: Using Verilog and VHDLValutazione: 2 su 5 stelle2/5 (1)