Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- str-w6754 Ds enDocumento8 paginestr-w6754 Ds enAdah BumbonNessuna valutazione finora
- Naval TV SystemDocumento24 pagineNaval TV Systemsharmasandeep0010Nessuna valutazione finora
- Aristotle - OCR - AS Revision NotesDocumento3 pagineAristotle - OCR - AS Revision NotesAmelia Dovelle0% (1)
- Functions of Theory in ResearchDocumento2 pagineFunctions of Theory in ResearchJomariMolejonNessuna valutazione finora
- Control ValvesDocumento95 pagineControl ValvesHardik Acharya100% (1)
- Press Statement - Book Launching Shariah Forensic 27 Oct 2023Documento4 paginePress Statement - Book Launching Shariah Forensic 27 Oct 2023aNessuna valutazione finora
- Darkle Slideshow by SlidesgoDocumento53 pagineDarkle Slideshow by SlidesgoADITI GUPTANessuna valutazione finora
- BSS Troubleshooting Manual PDFDocumento220 pagineBSS Troubleshooting Manual PDFleonardomarinNessuna valutazione finora
- Banking Ombudsman 58Documento4 pagineBanking Ombudsman 58Sahil GauravNessuna valutazione finora
- Resume - James MathewsDocumento2 pagineResume - James Mathewsapi-610738092Nessuna valutazione finora
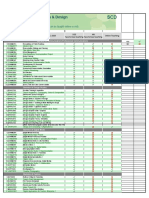
- SCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Documento2 pagineSCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Nguyễn Hồng AnhNessuna valutazione finora
- Logistic RegressionDocumento7 pagineLogistic RegressionShashank JainNessuna valutazione finora
- AP8 Q4 Ip9 V.02Documento7 pagineAP8 Q4 Ip9 V.02nikka suitadoNessuna valutazione finora
- solidworks ขั้นพื้นฐานDocumento74 paginesolidworks ขั้นพื้นฐานChonTicha'Nessuna valutazione finora
- CPD - SampleDocumento3 pagineCPD - SampleLe Anh DungNessuna valutazione finora
- CE162P MODULE 2 LECTURE 4 Analysis & Design of Mat FoundationDocumento32 pagineCE162P MODULE 2 LECTURE 4 Analysis & Design of Mat FoundationPROSPEROUS LUCKILYNessuna valutazione finora
- Supply List & Resource Sheet: Granulation Techniques DemystifiedDocumento6 pagineSupply List & Resource Sheet: Granulation Techniques DemystifiedknhartNessuna valutazione finora
- FINAL SMAC Compressor Control Philosophy Rev4Documento6 pagineFINAL SMAC Compressor Control Philosophy Rev4AhmedNessuna valutazione finora
- Abnt NBR 16868 1 Alvenaria Estrutural ProjetoDocumento77 pagineAbnt NBR 16868 1 Alvenaria Estrutural ProjetoGIOVANNI BRUNO COELHO DE PAULANessuna valutazione finora
- Passage To Abstract Mathematics 1st Edition Watkins Solutions ManualDocumento25 paginePassage To Abstract Mathematics 1st Edition Watkins Solutions ManualMichaelWilliamscnot100% (50)
- Code of Ethics For Civil Engineers PiceDocumento3 pagineCode of Ethics For Civil Engineers PiceEdwin Ramos Policarpio100% (3)
- Types of Chemical Reactions: Synthesis and DecompositionDocumento3 pagineTypes of Chemical Reactions: Synthesis and DecompositionAlan MartínNessuna valutazione finora
- A Short Survey On Memory Based RLDocumento18 pagineA Short Survey On Memory Based RLcnt dvsNessuna valutazione finora
- Determinant of Nurses' Response Time in Emergency Department When Taking Care of A PatientDocumento9 pagineDeterminant of Nurses' Response Time in Emergency Department When Taking Care of A PatientRuly AryaNessuna valutazione finora
- Inverter 2 chiềuDocumento2 pagineInverter 2 chiềuKhánh Nguyễn MinhNessuna valutazione finora
- KK AggarwalDocumento412 pagineKK AggarwalEnrico Miguel AquinoNessuna valutazione finora
- 28 TerminalsDocumento42 pagine28 TerminalsAlin FazacasNessuna valutazione finora
- VOTOL EMController Manual V2.0Documento18 pagineVOTOL EMController Manual V2.0Nandi F. ReyhanNessuna valutazione finora
- Pitch DeckDocumento21 paginePitch DeckIANessuna valutazione finora
- Load Chart Crane LiftingDocumento25 pagineLoad Chart Crane LiftingLauren'sclub EnglishBimbel Sd-sma100% (1)