Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Tank Manual2 Of2
Caricato da
AlbertDescrizione originale:
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Tank Manual2 Of2
Caricato da
AlbertCopyright:
Formati disponibili
& & TANK
Manual Sponsor: D. M. Bosi / CTN 242-7218 / E-mail: bosd@chevron.com
50 Using This Manual
100 Gener al Infor mation
200 Fir e Pr otection
300 Mater ials Consider ations
400 Tank Design
500 Foundations and Gr oundwater Pr otection
600 Appur tenance Design
700 Instr umentation/Measur ement
800 Evapor ation Losses
900 Constr uction
1000 Inspection and Testing
1100 Maintenance
1200 Special Types of Tanks
Glossar y
Appendix A - Tank Appur tenance Vendor s
Appendix B - Conver sion Tables
Appendix C - Guidelines For Seismically Evaluating And Retr ofitting
Existing Tanks
800 EVAPORATION LOSSES
This section of the Tank Manual has been deferred. For information and details about evaporation, please consult
the sponsor of this manual. More information may also be obtained from the documents listed below. They can
be ordered directly from API.
API Bulletin 2516 Evaporation Loss from Low-pressure Tanks
API Publication 2517 Evaporation Loss from External Floating Roof Tanks
API MPMS19.1 Evaporative Loss from Fixed Roof Tanks
API Publication 2519 Evaporation Loss from Internal Floating Roof Tanks
API Bulletin 2521 Use of Pressure-vacuum Vent Valves for Atmospheric Pressure Tanks to Reduce
Evaporation Loss
Tank Manual 800 Evaporation Losses
June 1994 800-1
T
O
C
O
N
T
E
N
T
S
900 CONSTRUCTION
Abstract
This section is designed for the Company representative or engineer responsible for construction of a new tank
or replacement of major components (bottom and/or roof) of an existing tank. More than any other factors, good
communication with the contractor and careful dimensional checks, especially early in construction, influence the
success of the job. A useful tank hold points checklist is included. Appendix A lists suppliers of appurtenances
and other tank materials.
Contents Page Page
910 Foundations 900-2
911 Concrete Work
912 Installing the Secondary Containment
and Leak Detection System
913 Bottom-to-Foundation Seal
920 Bottom Construction 900-4
921 Bottoms for New Tanks
922 Bottom Replacement
930 Shell Construction 900-6
940 Roofs 900-7
941 Aluminum Dome Roofs
950 Tank Hold Points Checklist 900-17
990 References 900-17
Tank Manual 900 Construction
June 1994 900-1
T
O
C
O
N
T
E
N
T
S
910 FOUNDATIONS
The Company has installed many types of tank foun-
dations over the years: oiled sand or dirt pads, plank,
crushed rock, rock, brick and concrete ringwalls, etc.
More recently it has used the ringwall design with sec-
ondary containment and leak detection. This section
will discuss what to watch out for during the construc-
tion of the latter design, although most of the critical
factors and checks will apply to other designs as well.
The remarks below apply both to new foundations and,
during bottom replacement, to the spacer installed be-
tween the old and the new bottom.
The foundation consists of a concrete ring on which
the tank shell will rest. Inside the ring is a layer of
compacted fill. An HDPE membrane liner is stretched
over the fill and impaled on the reinforcing bars that
stick up from the ring about 1-1/2 inches. For bottom
replacement, the membrane is placed on top of the old
bottom (see Section 912).
A concrete pad (or spacer, for bottom replacements) is
poured on top of the membrane liner. If the pad is to
be reinforced with polypropylene fiber or wire mesh,
this material is placed on the membrane before the
concrete is poured. After the pour, grooves in a pie
shape arrangement are cut in the pad to drain any liq-
uid leaking from the tank to the outside where it can
be seen.
Standard Drawings GD-D1120 and GF-S1121 provide
excellent illustrations of the requirements for new leak
detection bottoms and foundations.
911 Concrete Work
Dimension Checks
During construction of the foundation, critical dimen-
sions such as diameters, depths, levels, ringwall depth,
fill depth, waterdraw basin dimensions, telltale line lo-
cation, etc., must be checked for accuracy against the
drawings.
Excavation and Fill
Before Concrete is Poured. Any backfilling of the ex-
cavation made for the foundation should be well
tamped into place. The bottom of the excavation
should be checked for adequate compacting. Forming
for the vertical walls of the foundation should extend
below the grade specified.
After Concrete is Poured. Backfill around the ring-
wall and waterdraw basin after removal of forms
should be well compacted.
Concrete for Foundation
Before ordering the concrete, check mix proportions
and mix timing with concrete subcontractor. Chloride
salts should not be added to the mix to accelerate hard-
ening, and soluble chlorides should not exceed 0.15%,
as recommended by the American Concrete Institutes
publication 201.2R-77 Guide to Durable Concrete.
Also check proportion of concrete to polypropylene fi-
ber reinforcement material, where used for the pad.
Before Pouring
Slump Test. Be sure you have cylinders on hand
to perform slump tests.
Ringwall Forms. Before concrete is poured, the
top of the ringwall forms should be checked for
level by survey: the elevation of the top of the con-
crete must be within 1/2 inch of the specified ele-
vation at all points. In addition, elevations should
not vary by more than 1/8 inch in any 30-foot cir-
cumferential length, nor more than 1/4 inch about
the entire circumference.
Reinforcing Bars. Before concrete is poured,
check that the bars are the correct size and dimen-
sions and that they are placed according to the
drawings and specifications. The bars must be at
least 1-1/2 inches away from the foundation forms
for adequate coverage when the concrete is poured.
Concrete Pad. If wire mesh is used as a concrete
pad reinforcement instead of the recommended
polypropylene fiber, check that there are sufficient
chairs to hold the wire the proper distance above
the fill or old bottom. Before pouring, check the
slope to ensure there will be sufficient concrete
over the wire reinforcement.
During Pouring
Mix Consistency. Perform slump test and check
that concrete is worked into all areas so there are
no voids or trapped bubbles of air.
Coverage, Concrete Pad. The minimum concrete
coverage depth should be checked against the
specification.
After Pouring
Concrete Ringwall. Immediately after the ringwall
is poured, elevations and tolerances should be
900 Construction Tank Manual
900-2 June 1994
checked by survey. Swelling of the formed area
usually results in a slight lowering of the top edge
of the form. A slight variation in the ringwall di-
ameter is not critical but any variation in the top
of the ringwall and pad elevation is. The height (top
elevation) of the pad edge form should be checked
for elevation by survey, not by measuring from the
top of the ringwall pour.
Check that drain pipes through the concrete ring-
wall are clear, not plugged.
Exposed Edges. All exposed edges of final pours
should be chamfered. Minimum thicknesses should
be checked immediately following the pour.
Concrete Pad. After the forms are removed and
needed patching completed on the outside edge of
the pad, check that the concrete patches or grout
adhere properly.
When to Cut the Leak Detection Grooves. Saw-
cutting of the grooves in the concrete pad should
be done as soon as the concrete is cured enough
for foot traffic. Usually this is 24 to 48 hours after
the pour. This is the optimum time for ease of cut-
ting and to avoid broken edges. See Section 912
below for the proper method for saw-cutting the
grooves.
912 Installing the Secondary Containment
and Leak Detection System
Together, the membrane liner and the grooves cut into
the concrete pad are the secondary containment and
leak detection system. This section tells you what to
watch for during membrane liner installation. Also re-
fer to the following additional sources of information
in the Tank Manual: Section 500, Foundations and
Groundwater Protection; Specification TAM-MN-1,
Tank Bottom Replacement and Membrane Place-
ment; and Specification TAM-MS-4763, Membrane
Liner for New Tanks.
When to Install the Membrane Liner
New foundations: the membrane is placed after
completion of the concrete ringwall, removal of the
internal ring forms, and backfilling and compacting
(to the proper slope) of the area inside the ringwall.
Cone up bottom foundations: the membrane is in-
stalled under the waterdraw basin prior to its pour.
Cone down bottom foundations: the center sump
and sump liner along with the telltale line from the
sump liner to the standpipe outside the tank are
placed prior to membrane installation.
How the Membrane Liner is Attached
New foundations: the membrane liner is impaled
over the concrete ring foundation reinforcing bars
extending vertically from the foundation (see
Standard Drawing GF-S1121).
Replacement bottoms: the membrane is attached to
the old bottom at the shell by adhesive/sealant and
by impaling (see Standard Drawing GD-D1120).
The old center sump is cut out and replaced with
a new sump and sump liner, and telltale line run to
a standpipe outside the tank for cone down bot-
toms.
Forming the Membrane Liner. The membrane liner
should be level, smooth and free of wrinkles as prac-
tical before the sheets are extrusion welded (or bonded)
together. Check extrusion welds (or lap joint adhesion)
for bond and leakage. Bond can be checked with a
dulled ice pick, and leakage by vacuum test similar to
that used for welded steel plate seams.
On replacement bottoms, the membrane at the rat
holes should be well sealed with adhesive/sealant. (On
bottom replacement jobs, rat holes are the cutouts in
the old shell that allow leaks to drain from the grooves
in the concrete pad and out to a gutter.)
Telltale Pipes. These pipes carry the liquid from leaks
away from the tank to where an operator can see it.
On cone down bottoms, telltale pipes should be
checked for level and tested for leakage. The backfill
should be tamped. On replacement bottom installation
of the telltale line, the area under the concrete ringwall
(or area under the shell) should be back filled with
concrete to avoid local settlement.
Sump. Center sump elevation should be exactly to
specification. The sump should rest fully on well com-
pacted soil. If the base under the center sump has any
tendency to shift or settle, an unformed, polypropylene
fiber reinforced 4-inch thick pad should be installed
and checked for elevation before the basin is installed.
Leak Detection Grooves. Follow the rules below for
grooves:
Grooves in the concrete pad are best made by saw-
cutting.
Grooves should line up and extend to the rat
holes cut in the existing shell on cone up bottom
Tank Manual 900 Construction
June 1994 900-3
replacements. The last 12 to 15 inches will have to
be chiseled. On cone down bottoms, grooves shall
stop 12 to 15 inches from the shell, which will not
have ratholes.
Grooves should extend to the distance from the
shell that the concrete saw can cut on replacement
cone down bottoms.
The groove layout should be checked against
proper drawing detail. Note the difference between
the cone up and cone down groove pattern.
913 Bottom-to-Foundation Seal
Before placing the new bottom plates (or annular ring),
a band of sealant is placed at the edge of the founda-
tion or pad. This sealant prevents groundwater from
entering under the tank.
920 BOTTOM CONSTRUCTION
This section covers field installation of steel bottoms.
921 Bottoms for New Tanks
Bottoms Not Requiring Annular Rings. The new
bottom sheets are tacked into place, then welded.
Watch for excessive overlapping of plates and grinding
down of the upper plate to hide a less-than-full fillet
weld. Before welding, check that enough plate extends
beyond the outside edge of the shell radius to meet the
specified overlap.
Cone up Bottoms Requiring Annular Rings. The an-
nular ring plate should be installed first. Annular plate
must be welded with full penetration welds. As many
plates as can be handled may be back welded into a
single section for installation. Welding these assembled
sections together in place requires the use of backup
strips (see Figure 900-1). After installation of the an-
nular ring, the bottom plate is tack welded in place and
then welded. The plates should shingle toward the low
point, i.e., the outside row of plates should be installed
first with the higher center plate row installed last.
Cone down Bottoms with Annular Rings. The pre-
ferred method of installing a new cone down bottom
with annular ring is to install the bottom deck plate
first, shingled toward the center (i.e., the row of plates
running through the center is placed first). The annular
ring is then placed on top of the deck plate with its
installation being the same as detailed above. Installing
the annular ring first traps a small amount of liquid
near the edge of the shell. The finished fillet weld at-
taching the annular ring to the bottom deck plate
should, as a minimum, be equal to the bottom deck
plate thickness. If the surface is to be coated, the weld
should be ground to a smooth radius.
922 Bottom Replacement
For a complete description of the requirements for re-
placing tank bottoms, see the commented version of
Maintenance Specification TAM-MN-1, Tank Bottom
Replacement, and the discussion above. Below is a
summary of the procedure to follow for tank bottom
replacement for small and large tanks.
Small Tanks
Small tank bottom replacement is best done by lifting
(or jacking up) the tank, placing a prefabricated bottom
on the foundation, then lowering the tank to within 2
inches of the new bottom, cutting the tank shell just
above the old bottom weld, sliding the old bottom out
and then lowering the shell and roof into place. The
shell is then welded into place and tested.
Large Tanks
For replacing the bottoms of large tanks, follow the
steps described below for each of the replacement
phases: preparation, bottom-to-shell welding, weld
seam testing, and welding of pads and reinforcing
plates to bottom.
Preparation Phase
To prepare the shell for bottom replacement follow
these steps:
X22844.DXF
TAM900-1.GEM
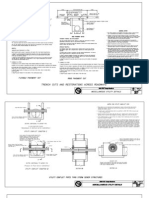
Fig. 900-1 Details of Annular Ring Butt Weld and
Backup Strip Installation
900 Construction Tank Manual
900-4 June 1994
1. Remove internal appurtenances, supports, and
brackets.
2. Cut horizontal slots in the shell. These slots are
usually about 5-1/2 to 8-1/2 feet long with 6
inches of shell left between the slots. The height
of the slot should be 3/4 inch. The lower face of
the slot should be relieved (notched out) for butt
welded annular ring backup strips. The bottom
edge of the slot will act as a form for the concrete
spacer. See Figure 900-2.
3. Weld square C-shaped support clamps (or dogs)
of heavy steel to the shell so that the open area of
the C allows the new bottom plate to slip
through the shell with the required overhang. See
Figure 900-2.
4. Install membrane under roof supports. Form
around fixed roof supports and wrap floating roof
legs as discussed in Specification TAM-MN-1.
5. Install the membrane liner as discussed in Section
910 and shown on Drawing GD-D1120.
6. Install the concrete spacer. Complete concrete
around supports as discussed in the specification.
7. Remove 6-inch spacers between slots, install annular
ring through shell slots and install bottom plate.
Relieving Shell over Bottom Plate Weld. A portion
of the shell plate directly over the field welded bottom
lapped plate or butt welded annular ring joint should
be notched in order to permit completion of the weld
under the tank shell. Each of the lap welded bottom
plates or butt welded annular ring joints under the shell
should be inspected before the notch can be welded up.
Failure in this weld joint can produce a bottom leak
almost impossible to track down. See Figure 900-1.
Bottom-to-Shell Weld Seam
Minimum weld thickness is specified in API 650, Para-
graph 3.1.5.7. There is no increase in strength by ex-
ceeding the thinner plate thickness dimension with the
weld. However, since this particular weld is subject to
considerable potential corrosion, on cone up bottoms
in particular, some extra corrosion allowance in the
weld is useful.
X25508.DXF
TAM900-2.GEM
Fig. 900-2 Slot Configuration for Replacement Bottom
Tank Manual 900 Construction
June 1994 900-5
Procedure. The ideal step-by-step procedure in making
and testing the bottom-to-shell welds is to weld the in-
side weld first, leak test the weld by applying diesel
oil or penetrant to the weld side and visually inspecting
for leakage on the exterior of the shell. The exterior
weld is then made. This method ensures a leak-free
stockside weld. It should be used wherever the bottom
design does not include a thick welded annular ring.
Bottoms equipped with annular rings cannot be welded
this way. Making the stockside weld first causes the
annular ring plate to rotate about the bottom edge of
the shell. For this reason, the outer weld must be made
first and tested before the inner weld is made.
Verify that all traces of diesel oil or penetrant are re-
moved by detergent washing from the opposite side
prior to making the weld.
Replacement Bottoms. After the bottom-to-shell weld
has been completed and tested, the dogs supporting
the shell are removed and the tank permitted to settle
down on the spacer pad.
Vacuum Testing of Weld Seams
Vacuum testing of weld seams is often done as the bot-
tom seam welding progresses; however, this practice is
not recommended. Sometimes slag inclusions occur in
the welds, particularly at stop and start weld points.
Vacuum testing immediately after welding does not
give these inclusions enough time to open up. For this
reason, vacuum testing of bottom welds should be de-
layed for 4 or more days (if possible) after welding.
Failure due to hydrogen cracking should be evident af-
ter 1 day.
Pads and Reinforcing Plates
All pads or reinforcing plates welded to the tank bot-
tom should be, as a minimum, seal welded all around.
No clip, support, bracket, etc., should be welded to the
bottom plate without a pad between the item welded
on and the bottom plate. This precaution avoids con-
centrated loads that might tear the bottom.
930 SHELL CONSTRUCTION
Building a tank shell round and plumb is of critical
importance for all floating roof tanks and for those
fixed roof tanks that might have internal floating roofs
installed in the future. A round and plumb shell mini-
mizes the annular space variation between the shell and
floating roof and, therefore, gives better sealing and
less maintenance of the seal. The key to constructing
a truly round and plumb tank is to ensure that the top
edges of the shell courses are level, especially the edge
of the first course.
Plate Preparation and Shop Inspection
Tank erectors have fabrication shops where tank plate
is processed and tank appurtenances are fabricated.
Plate processing includes:
Cutting each plate square to size
Beveling edges for field welds
Forming plate to required curvatures
Abrasive blasting and priming the plate
A Company representative should inspect work done
at the shop. A checklist for shop inspectors is included
in Section 1040.
Leveling
Leveling the top of the first course is critical for shell
roundness. The smaller the degree of variation from level,
the more perfectly round the tank will be, and the remain-
der of the shell will be easier to erect. The shell level
should be checked after the plate is tack welded or
dogged in place. The level of the top of the first course
may be corrected by wedges placed between the tank
steel bottom and foundation. The level of the remainder
of the courses should also be checked. Squared plates will
reduce out-of-level problems.
Welding
Peaking and Banding
API 650, Paragraphs 5.5.4. and 5.5.5, cover peaking
and banding. These terms refer to the distortion or
dimpling of shell plate and seams inward or outward.
Ideally, the welding of shell horizontal and vertical
seams should be done with alternating weld bead in-
side and outside to avoid peaking and banding. The
weld joint should be closely checked by use of a
straight edge on horizontal seams and by a board cut
to the exact tank radius on the vertical seams. If peak-
ing or banding is detected, no further welding should
be done on that seam until a procedure is developed
that will not worsen the condition.
900 Construction Tank Manual
900-6 June 1994
Improper shop forming of the shell plates and inade-
quate cribbing of the rolled plates during shipping and
storage can also contribute to peaking and banding.
Welding and Welder Qualification
Section 7 of API 650 covers welding procedure and
welder qualifications. In addition, most operating
companies have extensive welding specifications and
welder qualification documents.
Weld Quality Control
Onsite weld quality control by a knowledgeable and
experienced welding inspector is strongly recom-
mended. Most major operating organizations have
their own welding inspection capability. Smaller or-
ganizations that do not should either arrange for that
service from a nearby Company organization or con-
tract the service.
Wind Girders and Preventing Wind
Damage During Erection
All open-top tanks over 50 feet in diameter have wind
girders to stabilize the shell. Wind girders are covered
in API 650, Section 3.9. All plate-to-plate junctures
should be seal welded to prevent corrosion product
from breaking welds.
Preventing Wind Damage
Before the fixed roof is installed (and for open-top
tanks, before the wind girder is installed), failure to
protect the shell from wind-caused buckling can result
in major damage and delay in tank erection.
Protection against buckling should begin with the
erection of the third course.
Protection can be in the form of temporary clips
installed at the top of the shell and connected by
steel cables to ground anchors.
On floating roof and open-top tanks, the wind
girder can be raised and temporarily attached to
each shell course as the shell is erected. It then
can act as not only protection against wind dam-
age, but as a work platform and walkway.
Dimensional Checks During Erection
Shell Plate
As mentioned earlier, the level of each shell plate and
course should be checked during erection. The level
of each plate should be checked as it is set in place
with corrections made by adjusting the thickness of the
wedges placed between plates on the horizontal seam.
Plate surfaces should be flush with lower and upper
plates on the stockside.
Tank Diameter
The tank diameter is checked by measuring the tank
circumference as each course is erected. Hourglass
or barrel shaped shells are not an unusual occur-
rence. This problem is prevented by adhering strin-
gently to the gap specification between plates,
checking individual plate lengths, and using scribed
points for lineup at the top edge of the shell course
plate being installed. Often the last plate on a course
being installed is designated to be trimmed to fit in
the field to adjust for errors. At other times weld spac-
ing is used.
Peaking and Banding Checks
These checks should be made during the placing and
weld up of each shell plate. The checks are made us-
ing a long straight edge (held vertically on the stock-
side surface) or a board cut to the exact shell radius
(held horizontally across the vertical weld seam).
940 ROOFS
This section discusses the construction of fixed and
floating roofs and roof drains.
Fixed Roof
A fixed roof is constructed after the bottom and shell
are erected. Lap welded roof deck plate should be laid
in reverse shingle orientation to prevent capture of
condensate in the stockside overlapped seam. The
fixed roof should be built with a frangible joint (roof-
deck-plate-to-top-angle weld) as described in Section
400. Excess weld material should be removed by
grinding. This joint is critical to protect the shell and
bottom-to-shell seam during internal overpressure.
Floating Roof
Some tank builders prefabricate sections of the pon-
toon for assembly inside the tank while others merely
cut plates and assemble the roof in place. Erection of
the floating roof usually begins after completion of the
first shell course. An even annular space all around the
roof is of primary importance. The roof is usually as-
sembled on low temporary supports (see Figure 900-3).
The roof is then raised by air or is floated on water to
the high leg position where the leg assemblies are in-
stalled. Once the roof leg assemblies have been in-
Tank Manual 900 Construction
June 1994 900-7
stalled and entry to the tank under the roof is possible,
the roof leg or guide assembly should be welded to the
reinforcing pad or roof deck plate from the underside
of the roof. See Figure 900-4.
All floating roof pontoon compartment bulkheads
should be welded so as to make the pontoon vapor
tight. This requires that each inspection hatch cover be
equipped with a gooseneck vent.
Roof Drains
General
At all times during floating roof construction and while
the tank is out of service for repair or rebuilding, a
drain system for the floating roof must be operational.
This can be done by leaving the flexible section of the
drain system unconnected, permitting rainwater from
the roof to drain into the tank. It also can be done by
leaving the drain system open (unplugged at the roof
basin and with the valve on the shell open).
Articulated Joint Roof Drains
Roof drain systems consisting of rigid pipe sections
and articulated joints (such as the externally sealed
Chicksan) must be installed accurately to the drawing
dimensions.
The drain system must be designed to accommodate
the floating roof at any position, from its resting posi-
tion on low legs to its design safe oil height.
Two common errors made by people unfamiliar with
articulated joint roof drains is to adjust the dimensions
to better fit the high leg position, and to get the articu-
lated joints with their counterbalance bosses in the
wrong orientation.
Flexible Pipe Roof Drains
The lay pattern of the flexible pipe roof drain
(Coflexip or Mesa brands) and the twist in the pipe
when connecting the flange are critical to proper op-
eration. The flexible pipe manufacturers design and
dimensions must be followed. If an error is apparent
even though construction dimensions were accurately
followed, the manufacturer of the flexible pipe should
be notified and any re-dimensioning delayed until the
manufacturer has corrected the discrepancy in design.
The lay pattern and installation dimensions and orien-
tation must be designed to avoid obstructions, particu-
larly roof legs, at both the low or operating roof
level and at the high or out-of-service level. The de-
sign is peculiar to each tank.
941 Aluminum Dome Roofs
Introduction
This section covers the aluminum dome roof, its appli-
cations, use guidelines, and a comparison of alternative
tank-covering methods. Figure 900-5 shows an alumi-
num geodesic dome plan and elevation.
Aluminum geodesic dome roofs, or storage tank cov-
ers, offer two unique advantages over other covering
material:
1. They are clear-span structures meaning that the
support of the structure is provided at the periph-
ery only, without the need for column supports in-
x25478.DXF
TAM900-3.GEM
Fig. 900-3 Temporary SupportsNew Floating Roof
X25479.DXF
TAM900-4.GEM
Fig. 900-4 Welding of Roof Leg to Roof Deck
Plate
900 Construction Tank Manual
900-8 June 1994
side the projected plan area of the roof. Clear
spans of up to 300 feet or more are possible.
2. They are economically competitive and in many
cases the lowest cost option for covering a tank.
Originally aluminum geodesic dome roofs were used
to convert external floating-roof tanks to internal float-
ing-roof tanks, minimizing the effects of weather on
maintenance and operation. By the late 1970s the alu-
minum geodesic dome roof gained widespread use as
a cover for both retrofitted and new tanks. Following
the implementation of the Clean Air Act, the aluminum
dome roof enjoyed a resurgence as a means of reduc-
ing air emissions. Today there are several thousand
dome roof tanks in existence.
Applications
Weather Covers
Tank covers or roofs are used to reduce many weather
related problems associated with external floating roof
tanks. External floating roof tanks must be periodically
drained to eliminate the bottom water layers that form
when rainwater runs down the inside wall of the tank
shell and past the roof seals. This water must then be
treated to remove environmentally unacceptable mate-
rials before it is discharged. Additionally, external roof
drains are subject to freezing, plugging with debris, and
require frequent inspection to assure that they are
working. An aluminum dome roof eliminates all of
these problems. Figure 900-6 shows this schematically.
Product Purity
Many diesel fuel tanks are covered to reduce water in-
filtration. Too much water in the tank can lead to tur-
bidity and off-spec material. To purge the fuel of
water, the tank must be allowed to settle then water
coalescing units (or other types of water removal sys-
tem) must be used.
Keeping water out of fuels is particularly important for
materials which do not easily phase-separate in tanks.
Examples include alcohols, such as motor fuel oxygen-
ates. It is preferable to store products such as MTBE
(Methyl Tertiary Butyl Ether, a gasoline oxygenate ad-
ditive) in covered tanks because water content may
cause the product not to meet specifications.
If aluminum is compatible with the product being
stored, these domes should be considered for fixed roof
tanks that have been internally coated to eliminate
product contamination problems resulting from iron,
iron salts or rust contamination as a result of shell cor-
rosion.
X47216.HPG
TAM9005.GEM
Fig. 900-5 Aluminum Dome Roof
X47205.HPG
TAM9006.GEM
Fig. 900-6 Weather Related Problems of External
Floating Roof Tanks
Tank Manual 900 Construction
June 1994 900-9
External Corrosion Resistance
Because aluminum dome roofs are corrosion resistant
in most atmospheres, they can be used in any geo-
graphical area. However, in marine environments the
aluminum roof must be located at least 200 yards from
seawater or shoreline.
Internal Corrosion Resistance
Due to its corrosion resistance to hydrogen sulfide, an
aluminum dome roof is useful for sour product service,
sour crudes, sour waste water, and many other corro-
sive environments.
In steel roof applications where underside corrosion is
a problem, corrosive vapors condense and get into the
crevices of lap welded joints, initiating corrosion. To
prevent corrosion in these applications, steel roofs are
designed as follows:
A reverse shingle layout is often used to minimize
condensing liquid on the underside of plates and in
crevices.
Seal welding the laps on the bottom side is another
alternative.
Some roofs use external rafters so that the there are
no crevices (API 650 does not allow welding the
roof plates to the rafters). In all the above cases,
the use of an aluminum dome roof should be con-
sidered.
Emission Reduction
An internal floating roof tank suffers less evaporation
loss and emissions than a comparable external floating
roof tank. Emission and losses from roof seals are ef-
fected by wind speed. Since the wind speed above the
seals in an internal floating roof is almost zero, the
emission of air pollutants is minimized. Either a con-
ventional steel roof or a dome roof will have the same
effect on emissions. However, the geodesic dome has
an advantage that is not available with a conventional
roof. Large steel roofs, on internal floating roof appli-
cations, must be supported by columns. These support
columns must penetrate the roof. At each penetration
there are some emissions. Because the geodesic dome
roof is a clear-span structure, or a structure that is sup-
ported entirely at the perimeter, there is no internal
roof penetration. See Figures 900-7 and 900-8.
Figure 900-9 shows some typical emissions compari-
sons for covered tanks.
Pressurized Applications
Applications that may involve pressure are usually
fixed-roof tank applications with inert gas blanketing
under some small pressure (less than 2" wc) or in va-
por recovery systems. Although API 650, (Appendix
G) allows pressures under the dome of up to 9 inches
wc, this is never used in practice. The typical values
are around 2 inches of water column maximum. Prob-
lems with leakage have been significant above this
pressure and larger tanks are not designed to handle
X47209.HPG
TAM9007.GEM
Fig. 900-7 Wind Effect on External Floating Roof
Emissions
X47206.HPG
TAM9008.GEM
Fig. 900-8 Aluminum vs Cone Roof Emissions
900 Construction Tank Manual
900-10 June 1994
more pressure. Dome manufacturers are, however,
making improvements to the joint details of domes,
and increased pressure allowances are becoming more
common.
In vapor tight, pressurized-hydrocarbon services, or
fuel-gas blanketed services, silicone seal materials
should not be used. The migration of hydrocarbon into
the joints has caused many problems. Neoprene or Se-
coflex polysulfide used around hub covers and baton
strips work well as sealants.
Fire Susceptibility
Because external floating roof tanks are subject to rim-
seal fires caused by lightning strikes, covering the tank
reduces the possibility of fires. However, lightning-
caused fires have occurred in aluminum dome covered
tanks. Such fires occur because flammable vapors ac-
cumulate above the floating roof and are ignited by a
lightning strike to the circulation vents. This occur-
rence is extremely rare and is usually caused by some
kind of plant upset. Normally the venting specified by
Appendix H of API 650 is adequate, even under low
wind conditions, to maintain all flammable petroleum
products well under the lower flammable limit.
It should be noted that no fires have occurred that have
significantly heated the interior vapor space of an in-
ternal floating roof tank. Because aluminum loses its
strength at relatively low temperatures compared to
carbon steels, a temperature rise in the vapor space
could cause the dome to collapse onto the floating roof.
Because fire probability in dome-covered floating roof
tanks is low, fixed fire fighting equipment need not be
installed on these tanks. If they do occur, fires may be
fought through the hatches or light panels in the roof.
In spite of having a dome roof, some fire regulations
call for installation of fixed foam systems on tanks
with flammable materials.
Design Requirements
Standards
API 650 (Appendix G) is the only aluminum dome
standard that sets out design criteria for structurally sup-
ported aluminum dome roofs. However, the domes, be-
ing part of a larger structure, are often regulated as
building structures and are subject to local building per-
mit and fire department requirements. Live and dead
loadings, as well as maximum height requirements, are
often regulated by the building permit authorities. API
650, (Appendix G) recognizes the following applica-
tions of aluminum domes on tanks:
For new tanks
For atmospheric pressure
For internal pressure up to nine inches water column
However, there are numerous practical design consid-
erations that are not covered by the standard, some of
which are covered below.
Physical Characteristics
Dome size is not limited; however, the radius of the
aluminum dome must be within 0.7 - 1.2 times the di-
ameter of the tank. For carbon steel dome roofs the ac-
ceptable dome radius is 0.8 - 1.2 times the diameter of
the tank. The flatter dome (1.2D) is the same as the
carbon steel dome, however, the allowed steeper alumi-
num dome has been limited arbitrarily to a steepness of
0.7D. Steeper domes can be built.
Skylights are sometimes used on tank domes. When
they are used, a typical usage is at a ratio of 1% of the
projected area of the dome. They can be used to let in
light and to do visual inspections required by EPA. The
use of skylights is optional, but when used they must
be constructed of 0.25 inch minimum thickness clear
acrylic or polycarbonate plastics.
Materials
The structural members are typically 6061-T6. The pan-
els are series 3000 or 5000 aluminum with a required
minimum thickness of 0.05 inch. Fasteners are alumi-
num or stainless steel. All aluminum must be electri-
cally isolated from carbon steel by an austenitic
TAM900-9.TIF
Fig. 900-9 Emission Loss Comparison Covered
Tanks - No Guide-Pole
Tank Manual 900 Construction
June 1994 900-11
stainless steel spacer or elastomeric isolator bearing
pad. The aluminum dome must be electrically bonded
to the tank shell using 1/8 inch stainless steel cable
conductors at every third support.
Coatings
It is very rare for domes to be coated or painted inter-
nally or externally because the cost is quite high. As-
thetic considerations would be the only reason to paint
a dome. If painted, the surfaces must be first degreased
and etched for good adhesion.
Two Basic Dome Designs
The weight of the aluminum dome structure generates
an outward thrust as shown in Figure 900-10. The flat-
ter the structure the greater the outward radial thrust.
To handle this force, the dome manufacturers have
standardized on two basic type of roof designs:
1. Fixed Base Design. In this design the tank shell
absorbs the horizontal thrust caused by the domes
weight.
This is the preferred method of construction for new
tanks. Since there is no tension ring, the radial thrust
is taken by the top of the tank, requiring less struc-
tural aluminum. However, the dome manufacturer
must supply the load conditions that the tank will be
required to handle as a result of the horizontal thrust
from the dome. Additionally, the tank must have
some stiffening at the top to withstand the dome is
horizontal thrust loads, often a wind girder.
This design has one other advantage. The dome
flexes less due to a given load because the base is
restrained by the tank shell. Less movement in the
dome means less possibility for fatigue or leaks.
2. Sliding Base Design. In this configuration, the out-
ward thrust is handled by a tension ring in the
structure. The only force acting on the tank is
gravity. This design works well when modifying
existing tanks because there is no need to modify
the shell which is already designed to handle the
dead weight of the dome. A detail of the tension
ring is shown in Figure 900-11.
Attachment of Dome To Tank Shell
The dome is attached to the tank shell for both the
fixed and sliding base design by means of support
points as shown in Figures 900-12A and 900-12B. The
specific details of attachment vary from one manufac-
turer to another. The detail for the fixed or sliding
base design is similar, but in the sliding base design
(where the support points must be free to move ra-
dially) a sheet of teflon is used as the bearing surface
and a slotted-bolt hole allows the radial movement.
Elevation Of Aluminum Dome
Figure 900-13 shows typical dome mounting details for
existing tanks. To provide ventilation the dome is ele-
vated slightly above the top of the tank. The support
points (sliding type) transfer the loading through col-
umns to wind girders so that the top of the tank shell
will not be over-stressed at the points of attachment.
Figure 900-13 appears on page following.
A retrofitted tank dome poses a business decision:
either lose some tank capacity or spend the extra
money to add sufficient height to the dome so that no
tank space is lost. Tank space is lost due to floating
roof appurtenances, such as seals or floating roof legs
that project upward. This can vary up to several feet.
To raise the roof high enough to avoid loss of tank
space, free-board must be installed above the top of the
tank shell to support the dome. Any open space must
be covered. This is usually done with aluminum roll
formed into sidewall panels.
Design Loadings
The minimum dead loading is the weight of the roof
itself and all accessories attached to it. Typically, alu-
X47210.HPG
TAM90010.GEM
Fig. 900-10 Forces on Dome Structures
900 Construction Tank Manual
900-12 June 1994
X47204.HPG
TAM90011.GEM
Fig. 900-11 Tension Ring
X47200.HPG
TAM90012A.GEM
Fig. 900-12 Support Point
X47208.HPG
TAM90012B.GEM
Tank Manual 900 Construction
June 1994 900-13
minum dome roofs average 2.5 psf (
1
2
inch wc), which
is about 1/3 the weight of conventional 3/16 inch thick
carbon steel roofs.
The live load is 25 psf or greater if required by the
regulatory agencies or building codes. API 650, Ap-
pendix G includes requirements for unbalanced loads,
panel loading, and concentrated loading. It also gives
requirements for the load combinations such as dead-
load-plus-seismic. The suppliers are required to run
through a series of load combinations to assure that
the roof is structurally adequate for the application. If
there is any internal pressure, that number must be in-
cluded in the load calculations.
One of the design-loading conditions that requires
good communication between the purchaser and the
supplier is the means of transferring the roof loads
to the tank shell. The tank and foundation must be
checked to assure that they are adequate to assume
the increased loading from the added roof. Since the
top of an existing tank is rarely round, the dome
must be constructed to accommodate this tolerance
problem. This is done by the allowance for large tol-
erances made at the support points. It must also accom-
modate thermal expansion of the roof within a
temperature range of 120F. For existing tanks, the
easiest way to handle some of these problems is to de-
sign the roof to shell junction with a sliding surface so
that only vertical loads are transferred to the tank shell.
For new tanks, the tank rim is often strengthened suf-
ficiently so that the roof is rigidly attached to the shell
which is designed to take all of the roof loadings. When
tanks have internal pressure, the preferred design is to rig-
idly affix the roof to the shell. If a sliding joint is used,
a sealing fabric must be installed to contain the internal
pressure. This design is more subject to failure than the
fixed-base design.
Shell Buckling
Local and general shell buckling must have a mini-
mum safety factor of 1.65. General shell buckling
can be determined from:
NOTES:
1. SUPPORT POST TRANSFERS REACTIONS
TO THE WINDGIRDER TO PREVENT OVER-
STRESSING OF THE TOP OF THE TANK
SHELL AT POINTS OF ATTACHMENT.
2. FREEBOARD IS ENCLOSED BY ROLL
FORMED SIDEWALL PANELS WHICH ARE
ATTACHED TO SUPPORT POSTS.
3. POST ELEVATES DOME ABOVE TOP OF
TANK.
X47207.HPG
TAM90013.GEM
Fig. 900-13 Tension Ring
900 Construction Tank Manual
900-14 June 1994
W 2258 x 10
6
I
x
A
(SF) LR
2
(Eq. 900-1)
where:
W = allowable live load, psf
I
x
= moment of inertia of beam about the
strong axis, in
2
A = cross section area of beam, in
2
R = spherical radius of dome, in
L = average dome beam length, in
SF = safety factor
= 1.65
Tension Ring Area
The minimum tension ring area is determined from:
A 11
D
2
ntansin
|
.
180
n
`
,
F
t
(Eq. 900-2)
where
A = net area of tension beam, in
2
D = tank diameter, ft
n = number of dome supports
=
1
2 the central angle of the dome or
the roof slope at the tank shell
F
t
= allowable stress of the tension ring, psi
Roof-Shell Junction
A dome roof is never considered to be frangible. How-
ever, internal pressure would probably blow out dome
panels or destroy the roof long before the shell or bot-
tom would be affected and could therefore be an ef-
fective means of preserving the integrity of the tank
contents during an over-pressure situation.
Temperature Limits
API establishes a maximum operating temperature for
aluminum dome roofs of 200F.
Wind Loading
Unless specified by the tank/owner operator, the de-
fault wind loading condition is 100 mph.
Seismic Loading
The seismic loading is presumed to act uniformly over
the dome and the design basis for the dome is:
F .24ZIW
r
(Eq. 900-3)
where
F = horizontal force
Z = zone coefficient
I = essential facilities factor
= 1.0 for most cases
W
r
= weight of tank roof, lb
Testing
For atmospheric applications the roof is simply hosed
down and checked on the underside for the evidence
of leakage. When the tank is designed for internal pres-
sure, it should be pressurized with air and soap-bubble,
and leak tested.
Appurtenances
Roof hatches are optional. However, most tank appli-
cations use only 1 hatch. If there is a rolling ladder
left in a tank, a hatch is often supplied for it. Figure
900-14 shows the details of a roof hatch.
Roof nozzles should be constructed per Figure 900-15.
They are used for high level alarms or for thief hatch
purposes. Many applications do not have any roof noz-
zles.
Skylights are optional See Figure 900-16. However,
they provide natural lighting for the interior and also
provide a means to do visual inspection of roof seals
that are required to be performed annually by EPA.
They are recommended and they should be provided at
a rate of 1% of the projected area of the dome.
Tank Manual 900 Construction
June 1994 900-15
Dome roofs are vented by the gap between the roof
and the shell, making peripheral shell vents unneces-
sary. One center vent at the top is required per API
650 (Appendix 11), usually an 8 inch vent. Typically,
there is no special access provided for this hatch.
Internal Rolling Ladders
When an existing tank is retrofitted with a dome, the
existing rolling ladder can be left in place. Because the
dome usually interferes with the operation at the top
of the ladder, the dome manufacturers often reattach
the ladder to the structural members of the dome. This
requires that the bottom of the rolling ladder be ex-
tended to suit the modifications.
Often the tank owner/operator does not wish to make
the modifications or there are no modifications that can
be made to accommodate the new dome and the full
travel range of the floating roof. In these cases the lad-
der is removed and tank owners do one of two things
for access to the internal roof:
1. They use a rope ladder for access when needed.
2. They wait until the floating roof is at its high level
X47201.HPG
TAM90014.GEM
Fig. 900-14 Typical Access Hatch Detail
X47202.HPG
TAM900-15.GEM
Fig. 900-15 Typical Nozzle Section at Duct
Penetration with Flanged Connection
X47203.HPG
TAM900-16.GEM
Fig. 900-16 Skylight Panel Detail
900 Construction Tank Manual
900-16 June 1994
in the tank and simply access the top of the roof
by stepping onto it.
Access to the internal roof is required periodically for
seal, appurtenance and roof condition inspections.
Platforms and Walkways
In existing tanks retrofitted with domes, some problems
related to the tank gagers platform often arise. In these
cases modification must be made to raise or relocate
the platform to clear the dome.
Walkways are rarely used on domes as there is really
no reason to access the top of the dome. The center
vent at the top does not need maintenance in most
cases. However, when many tanks are located near one
another, walkways have been used to provide access
as shown in Figure 900-17.
Construction
Domes can be constructed on operating tanks that are
filled with flammable materials since there is no hot-
work involved. The typical construction sequence be-
gins with the loading of the structural materials and
sheet panels onto the top of the floating roof. The roof
structure is assembled using jackstands with bolted and
other types of fasteners. The entire roof fits within the
shell space. The roof can be raised until the dome is
higher than the top of the tank shell and then lowered
onto its support points. The support points have suffi-
cient radial adjustment to accommodate the typical out-
of-round that exists in tank shells near the top.
Typical construction times will be according to Figure
900-18.
Costs. For rough estimating purposes for aluminum
domes, refer to Figure 900-19.
950 TANK HOLD POINTS CHECKLIST
Figure 900-20 is a tank hold points checklist to be used
when constructing a tank.
990 REFERENCES
1. Morovich, The Use of Aluminum Dome Tank
Roofs, Proceedings of the 2nd International Sym-
posium on Aboveground Storage Tanks, January
14-16, 1992, Houston Texas, Materials Technology
Institute, 1992
2. Barnes, New Tank Roofs Capture Evaporating Va-
pors, Louisiana Contractor, 12/1992
3. Barrett, Geodesic-dome Tank Roof Cuts Water
Contamination, Vapor Losses, Oil and Gas Journal,
7/10/1989
Diameter, ft Time, Weeks
30 - 70 1
70 - 100 2
100 - 120 3
TAM9018.WP
Fig. 900-18 Aluminum Dome Roof Construction
Period
Diameter, ft Installed Cost, $/ft
3
0 - 50 20 - 40
50 - 100 15 - 20
100 - 200 10 - 15
Fig. 900-19 Costs for Aluminum Domes
TAM90019.WP
TAM90017.TIF
Fig. 900-17 Aluminum Dome Roof Walkways
(Courtesy of Conservatek)
Tank Manual 900 Construction
June 1994 900-17
TANK HOLD POINTS CHECKLIST
The items below are inspection hold points for the construction of ____ Tank in the ____________ Tank Field
and are part of the contract. Company Engineer or Company Representative will initial this checklist after each
item has been satisfactorily completed. Contractor will notify Company when these items are ready for inspec-
tion. Company will have the time length indicated to inspect and approve or disapprove each item. Repairs
and/or delays necessary to make each installation satisfactory will be at Contractors expense and will not
constitute delay by Company.
Item Engr. Initial
Company Rep.
Initial
1. Ringwall Installation
(8 Dayshift hours after completion)
2. Soil Compaction & Sand Fill
(8 Dayshift hours after completion)
3. Membrane Installation
(8 Dayshift hours after completion)
4. Concrete Pad Placement
(8 Dayshift hours after completion)
5. Concrete Cure Time/Clean Up
(8 Dayshift hours after completion)
6. Bottom Plate Vacuum Test
(8 Dayshift hours after completion)
7. Annular Ring Diesel Test
(48 Dayshift hours after completion)
8. Shell 1st Course Inserts Installation and X-Ray
(8 Dayshift hours after completion)
9. Shell 2nd Course Installation and X-Ray
(8 Dayshift hours after completion)
10. Shell 3rd Course Installation and X-Ray
(8 Dayshift hours after completion)
11. Shell 4th Course Installation and X-Ray
(8 Dayshift hours after completion)
12. Shell 5th Course Installation and X-Ray
(8 Dayshift hours after completion)
13. Shell 6th Course Installation and X-Ray
(8 Dayshift hours after completion)
14. Shell 7th Course Installation and X-Ray
(8 Dayshift hours after completion)
15. Shell 8th Course Installation and X-Ray
(8 Dayshift hours after completion)
16. Roof Plate Vacuum Test
(8 Dayshift hours after completion)
17. Hydrotest Tank & Install Roof Seal
(8 Dayshift hours after completion)
18. AQMD Roof Seal Inspection
(8 Dayshift hours after completion)
TAM90020.WP
Fig. 900-20 Tank Hold Points Checklist
900 Construction Tank Manual
900-18 June 1994
1000 IN-SERVICE ABOVEGROUND STORAGE TANKS: GUIDELINES
FOR INSPECTION, REPAIR, ALTERATION, AND
RECONSTRUCTION
Abstract
This section covers the inspection, repair, alteration, and maintenance of in-service, aboveground storage tanks
(ASTs) welded and riveted, non-refrigerated, and atmospheric and focuses on the American Petroleum In-
stitutes (API) Standard 653 relating to these activities. A synopsis of this recently released standard is included
as Figure 1000-1 of this chapter.
Contents Page Page
1010 Background 2
1011 Industry Standards
1012 Intent of API 653
1013 Responsibility and Compliance
1014 Implementation: Time and Costs
1015 Other Considerations
1016 Recommended Implementation
1020 Preventing Failures: API 653 6
1030 Assessing Suitability for Service 6
1031 Reasons for Assessing Suitability for
Service
1032 Physical Considerations
1040 Inspection 7
1041 Inspection Philosophy
1042 Three Types of Periodic Inspections
1043 General Requirements for
Post-installation Inspections
1044 Inspection Methods
1045 Typical AST Bottom Inspection
Techniques
1046 Other Inspection Methods and Tools
1047 Leak Detection Methods of Inspection
1050 API 653 Repair and Alteration
Guidelines
24
1051 Repairs of AST Components
1052 Welding
1053 Shell Plates and Penetrations
1054 Bottom Plates and Slumps
1055 Roofs and Foundations
1056 Hot Taps
1057 Hydrostatic Testing of Repaired,
Altered, or Reconstructed ASTs
1058 Dismantling and Reconstruction
1060 The Mechanical Integrity Element
of OSHA 29 CFR 1910.119
34
1070 API Recommended Practice RP 575 35
1080 References 35
1090 Other Resources 35
Tank Manual 1000 Inspection and Testing
March 1993 1000-1
T
O
C
O
N
T
E
N
T
S
1010 BACKGROUND
Recent incidents involving ASTs have caused public
and legislative bodies to view them as environmentally
hazardous equipment. The most notable event occurred
in 1988 in Floreffe, PA, when a sudden and cata-
strophic spill released over one million gallons of fuel
oil into the Monagahela river, a drinking water source
for several municipalities.
Such episodes have contributed to the current attitude
of local, state, and federal agencies toward ASTs: i.e.,
any leak or spill that contaminates subsurface or navi-
gable waters often results in:
Severe financial and legal penalties, and
The potential for new and stricter regulations (cor-
rective, not preventive) that specify secondary con-
tainment or post-incident regulatory requirements.
Recently, API issued several, new, preventive stand-
ards and recommended practices (RPs) for in-service
ASTs.
1011 Industry Standards
Many standards (e.g., API 620 and 650, AWWA D-100,
UL-142), based on industry experiences, assist engineers
in the design or construction of ASTs and assure a rea-
sonably failure-free AST at installation. There were,
however, no industry standards or practices for the in-
spection or maintenance of in-service ASTs until API re-
cently issued:
1. API 653, Tank Inspection, Repair, Alteration, and
Reconstruction. (See synopsis in Figure 1000-1.)
2. API RP 651, Cathodic Protection.
3. API RP 653, Interior Linings.
These documents are intended to reduce AST failures
and their associated environmental problems.
Note: Figure 1000-1 appears on page following.
1012 Intent of API 653
API 653, in conjunction with the several other API
publications (see 1080 References), provides a compre-
hensive AST spill-or-release-protection plan. This
standard is, in fact, an inspection document that out-
lines a program of minimum maintenance require-
ments for the foundations, bottoms, shells, structures,
roofs, appurtenances, and nozzles of in-service ASTs.
While it does not provide AST owners with cookbook
answers to all problems, this standard does offer the
best and most cost-effective current technology to en-
sure that in-service ASTs:
1. Do not leak.
2. Do not fail catastrophically because of brittle frac-
ture or structural breakdown.
1013 Responsibility and Compliance
Responsibility
Owner/Operator. The owner/operator of the AST has
the ultimate responsibility for complying or not com-
plying with the provisions of API 653. This standard
places the burden of determining long-range suitability
of service on the owner/operator and defines the degree
of quality by:
Establishing the qualifications of inspection personnel.
Requiring that findings be documented at the time
of inspections.
The Company. The Company can assign certain tasks
such as repairs or data collection to others, but must
define clearly the limits of responsibility for these tasks
before the work commences.
Compliance
For most facilities, a standard in itself is rarely man-
dated under law, except by implication; i.e., to comply
with local, state, or federal authorities references to in-
dustrial standards or good engineering practice.
OSHAs Process Safety Management Regulation
1910.119 states, for example, that employers must
maintain written on-going integrity procedures, follow
generally accepted good engineering practices, and
document each inspection.
API 653 sets minimum requirements for ASTs and,
therefore, authorities having jurisdiction may impose
this standard because nothing better exists. Such is the
case with EPAs Spill Prevention Control and Coun-
termeasures (SPCC) regulations that require regularly
scheduled, documented inspections of ASTs in facili-
ties near navigable waterways. While EPAs SPCC
program does not mandate API 653, it is prescribed by
default unless the owner/operator is already complying
with all requirements of API 653.
1000 Inspection and Testing Tank Manual
1000-2 March 1993
1014 Implementation: Time and Costs
Implementation Timeframe
API 653 does not specify a deadline for compliance
but does require owner/operators to perform internal
inspections at ten-year intervals (longer ones being an
exception). All in-service ASTs should, therefore, be
scheduled for an initial, comprehensive, internal in-
spection within ten years. (See also Cost of Internal
Inspections later in this section.) Many companies may
complete this work within a three- to five-year period,
depending on the size of their facilities.
A standard does exist; therefore, any delay in compli-
ance translates into an unnecessary risk for the
owner/operator. A major AST failure now in a facility
that has not begun to initiate API 653 would most
probably:
Outrage the public and devastate the owner/opera-
tors image.
Raise jurisdictional inquiries into the owner/opera-
tors reasons for non-compliance with an industry
standard.
Incur environmental penalties and liabilities in civil
and possibly in criminal courts.
Suggestions for Mitigating Costs
Planning can mitigate the cost of implementing API
653, particularly in three broad areas: cost of internal
inspections, assessing suitability for service, estab-
lishing and maintaining recordkeeping systems.
Cost of internal inspections. Attributed to preparing
ASTs for internal inspections and to interrupting their
operations, these costs can reach millions of dollars per
year for a large, integrated oil company. API 653 sug-
gests ways to increase the interval between internal in-
spections to as many as 20 years, thus reducing the
cost dramatically.
Assessing suitability for service. Engineering evalu-
ations of ASTs can lower the costs of attaining fit-for-
service status. For a AST with many violations of the
current standard, the difference in cost is appreciable
between simply correcting everything and correcting
only those items an engineering evaluation deems nec-
essary.
Establishing and maintaining recordkeeping sys-
tems. Establishing a Companywide standard for re-
cordkeeping a standardized system, including
software would be cost-effective, particularly if API
653 were to become a Company policy in the future.
There are other, less obvious items that have an impact
on controlling the overall cost of complying with API
653:
Recouping costs. The costs associated with instituting
API 653 are more than recouped by ensuring that the
owner/operator does not:
Incur post-incident costs of site remediation and
heavy EPA-imposed fines.
Experience costly business interruption.
Expend additional funds to ensure that ASTs al-
ready involved in incidents now comply with the
many new AST regulations.
Note: The standards fitness-for-service program
could, in itself, have prevented many notable
AST catastrophes.
Cost-saving, new designs. Operating costs of ASTs can
be expected to benefit from new AST designs which
should incorporate those factors that will extend the pe-
riod between internal inspections: e.g., liners, corrosion
allowance, cathodic protection, and leak detection.
1015 Other Considerations
Assuming that the decision or policy is made to com-
ply with API 653, there are several issues to consider
before launching the program, including establishing:
A budget for compliance
An inspection team of employees, contractors, or a
combination (see Inspection Agencies later in this
section)
The procedures for
Recordkeeping
Inspections
* Operators monthly (required by API 653)
* Periodic external
* Internal (and the means of safe entry to
ASTs)
A compilation of data on all in-service ASTs: ages,
last inspections, problems, construction data, draw-
ings, etc.
Tank Manual 1000 Inspection and Testing
March 1993 1000-3
API Standard 653 is based upon and extends the principles of API 650.
Section 1 - Summary
API 653 provides minimum requirements for maintaining the integrity of in-service, aboveground storage tanks (ASTs). These
requirements includes inspection, repairs, alterations, relocation, and reconstruction. The owner/operator is responsible for comply-
ing with these standards and for following safe working practices.
Section 2 - Suitability for Service
General: When a change occurs in the original condition of the AST, personnel experienced in tank design must evaluate
the ASTs suitability for service.
Tank Roof Evaluation: When roof plates corrode to an average thickness of less than .09 inch per 100 square inches of
area, they must be repaired or replaced. The principles in API 650, Appendix C offer guidance for evaluating an existing
floating roof but upgrading is not mandatory.
Change of Service: Any change of service involving internal pressure, operating temperatures or venting requirements must
be evaluated according to the principles of API 650.
Tank Shell Evaluation: API 653 describes methods of determining the minimum thickness of corroded areas for evaluation
for suitability for service. Distortions, flaws, cracks, shell welds and shell penetrations must be assessed and evaluated on
an individual basis.
Tank Bottom Evaluation: As leaks in tank bottoms are unacceptable, the causes of any potential failure mechanism (such
as settlement and corrosion) must be considered. If a tank bottom is being replaced, consider installing a leak-detection
system. Lining and cathodic protection of bottoms is covered by API RP 652.
During internal inspections, AST bottoms must be measured and the thickness determined. The minimum thickness of AST
bottoms is 0.1 inch unless the tank is lined in accordance with API RP 652 or has leak detection and containment for which
the minimum thickness is decreased to 0.05 inch.
The minimum thickness of annular plates is usually greater than 0.1 inch; however, thicker values may be required for
seismic reasons. (See API 653, Table 2-2 for minimum thicknesses.)
Section 3 - Brittle Fracture Considerations
This section provides a means of assessing an ASTs susceptibility to brittle fracture. Owner/operators must evaluate any
change of service (such as operation at a lower temperature) to determine if it increases the risk of failure due to brittle
fracture. Industrial experience indicates the risk of brittle fracture is minimal if:
The shell is less than 1/2-inch thick;
The shell metal temperature is 60 degrees F or above;
The shell stresses are less than 7 ksi; or
The AST was hydrostatically tested at the lowest operating temperature.
The decision tree in API 653, Figure 3.1 helps determine susceptibility to brittle fracture.
Section 4 - Inspection
Three inspections are required:
1. Routine in-service inspection: This inspection must be performed monthly and can be performed by anyone. It includes
a visual inspection of the ASTs exterior surface to check for leaks, shell distortions, settlement, corrosion, and any
other deleterious conditions.
2. Formal external inspection: This inspection must be performed at every five years of service or the quarter corrosion-
rate life of the shell, whichever is less. (See checklist in API 653, Appendix C.) An API 653 certified inspector must
do the inspection.
3. Formal internal inspection: The inspection interval is based on corrosion rates. The minimum thickness of the bottom
plate at the next inspection cannot be less than 0.1 inch for ASTs without leak detection or leak containment and 0.05
for ASTs with leak detection and leak containment or ASTs with reinforced linings greater than 0.05 inch thick in
accordance with API RP 652. An API 653 certified inspector must do the inspecting.
For each AST in service, the owner/operator must retain construction records, inspection history, and repair/alteration history
records, and the results of any material tests and analyses.
Inspectors must have the following education:
1. A degree in engineering plus one years experience.
2. A two-year certificate in engineering plus two years experience.
TA1000-1.WP
Fig. 1000-1 Synopsis API Standard 653, Edition 1, January 1991
Tank Inspection, Repair, Alteration, and Reconstruction (1 of 2)
1000 Inspection and Testing Tank Manual
1000-4 March 1993
3. A high school diploma and three years experience.
Section 5 - Materials
All new materials used in repairs, alterations or reconstruction must conform to the current applicable standard. For recon-
structed tanks, the material must be identified.
Section 6 - Design Considerations for Reconstructed Tanks
Reconstructed tanks are not common; therefore, this section is not included in this summary
Section 7 - Tank Repair and Alteration
The basis for repairs and alterations is equivalent to those in API 650. The minimum dimension of shell plate repairs is 12
inches or 12 times the shell thickness, whichever is greater. Shell plates must be welded with complete penetration and
complete fusion. Fillet-welded, lapped patches are not allowed. Details are given for shell penetration repairs/additions and
defective weld repairs.
Information about repairs for AST bottoms includes the critical zone. This area is defined as being within 12 inches of the
shell or the inside edge of the annular plate where no welding or patching is allowed except for repairing widely scattered
pits or cracks. In the critical zone, defective areas must be replaced with new plate.
When replacing the ASTs bottom, a new bottom may be installed, separated from the old bottom with a non-corrosive
material cushion. Consider providing a means of preventing galvanic corrosion. Shell penetrations may have to be raised.
The old bottom may be removed.
Rules for repairing fixed roofs, self-supported roofs, and floating roofs are given.
Hot taps must be carried out in accordance with API 2201.
Section 8 - Dismantling and Reconstruction
This section provides procedures for dismantling and reconstructing existing welded ASTs that are to be relocated from their
original site.
Section 9 - Welding
Welding procedures, welders, and operators are required or must be qualified in accordance with Section 9 of the ASME
Code.
The weldability of the existing AST steel must be verified.
Welders identification mark must be hand- or machine stamped next to completed welds at three-foot intervals.
Section 10 - Examination and Testing
The methods of NDE for visual, magnetic particle, liquid penetrant, ultrasonic, and radiography must follow API 650 and
the supplemental requirements of API 653. Any welding on the shell-to-bottom joint must be inspected along its entire length
by the vacuum box method. Rules for inspection of other repairs are given.
A full 24-hour hydrostatic test must be performed on reconstructed ASTs or any AST that has undergone major repairs or
alterations, including:
Shell penetrations larger than 12 inches
New bottoms
Repairs to the critical zone near the shell to bottom joint
Shell jacking
API 653, Section 10.3.2 gives cases where hydrostatic testing may be exempted.
AST settlement shall be surveyed before and after a hydrostatic test.
Section 11 - Marking and Recordkeeping
Reconstructed tanks must be identified by a nameplate with the information given in this section.
When an AST is evaluated, repaired, altered, or reconstructed in accordance with API 653, the owner/operator must retain
the following information as part of the records: calculations, construction and repair drawings, examinations, and test data.
API 653: Appendices
Appendix A Background on Past Editions of API Welded Storage Tank Standards
Appendix B Evaluation of Tank Bottom Settlement
Appendix C Checklists for Tank Inspection
Appendix D Reserved for Future Material
Appendix E Technical Inquiries
TA1000-1.WP
Fig. 1000-1 Synopsis API Standard 653, Edition 1, January 1991
Tank Inspection, Repair, Alteration, and Reconstruction (2 of 2)
Tank Manual 1000 Inspection and Testing
March 1993 1000-5
Inspection Agencies
As API 653 was issued recently, there are few people
experienced in inspecting in-service ASTs. The
owner/operator may choose to contract this work or to
handle it within the Company. The considerations are
cost (employee vs. contractor) and availability of
trained and experienced inspectors.
If the owner/operator chooses to select an in-house in-
spector, that individual must have not only experience
in inspecting in-service ASTs but also the necessary
freedom and authority to carry out the intended pur-
pose of API 653.
1016 Recommended Implementation
We recommend implementing a program to ensure the
integrity of ASTs by complying with API 653 for the
reasons stated above and also because most Opcos:
Take a highly responsible attitude towards environ-
mental protection.
Will want to comply with Company Policy 530,
Operating Facilities Safety, Fire, Health, and En-
vironment.
1020 PREVENTING FAILURES:
API 653
In API 653, there are three basic mechanisms to pre-
vent potential AST failures:
1. Assessing suitability of service
2. Inspection
3. Repair and alteration guidelines
1030 ASSESSING SUITABILITY FOR
SERVICE
API 653 emphasizes that organizations that maintain
or have access to engineering and inspection personnel
technically trained and experienced in tank design,
fabrication, repairs, construction and inspection must
conduct AST evaluations. (See also API 653, Section 2,
for rules governing AST evaluations.)
1031 Reasons for Assessing Suitability for
Service
Assessing suitability for service is generally required
under the following circumstances:
1. The results of an inspection show a physical
change from the ASTs original condition.
2. The owner/operator believes it necessary or desir-
able to change certain aspects of the service
(whether or not a physical change has occurred).
Examples of such changes include:
Storing fluids that are incompatible with the
ASTs construction materials (leading to pitting,
unpredictable corrosion rates, stress corrosion
cracking, etc.)
Changing the density of the stored product
Distortion of the ASTs shell, roof, or bottom
A noticeable change or movement in shell dis-
tortions
A very high transfer rate of fluid into or out of
the AST
High, low, or varying service temperatures
Locally thin areas in the shell
The presence of cracks
Brittle fracture considerations
Foundation problems
1032 Physical Considerations
The physical conditions discussed in this subsection are
brittle fractures and AST components, including roof,
shell, bottom, foundation; and design assessments.
Brittle Fractures
Brittle fractures often result in catastrophic failures be-
cause the tear in the metal propagates at sonic speeds
and travels through the material for great distances.
These disasters occur in carbon steels at low ambient
temperatures and at relatively low stress levels.
There are three prerequisites for inducing brittle frac-
tures:
1. Tensile stress must be at least 7 ksi, based upon
empirical data.
2. Notches and other stress risers must be present.
Examples are as follows:
Improperly welded, temporary erection brackets
that have been left in place
1000 Inspection and Testing Tank Manual
1000-6 March 1993
Improperly repaired tears in shells resulting from
inflicting hammer blows to remove erection gear
that was welded to the shell
Deep undercutting and weld flaws in the AST
seams
Stress concentrations resulting from improper re-
pairs, such as square patches in the shell
Unremoved arc strikes
Improperly repaired cracked welds
3. Material toughness must be insufficient for the par-
ticular service conditions of temperature, constraint,
and loading rate.
It is important to evaluate any change in AST service to
ensure that it does not increase the risk of brittle fracture.
Figure 1000-2 is a decision tree which can be used to
evaluate this risk. An exemption curve for ASTs con-
structed of unknown steels is shown in Figure 1000-3.
See also the example in Figure 1000-4.
AST Components
The following AST components must be evaluated for
suitability for service: (See also 1051 Repairs of AST
Components.)
AST Roof. API 653, Section 2, provides qualitative
guidelines for evaluating both fixed and floating AST
roofs. API 653, Section 7, offers quantitative guidelines
for any repairs.
AST Shell. API 653 provides quantitative guidelines for
personnel experienced in AST design to evaluate AST
shells. This experience is required as many of these de-
cisions and procedures depend on good engineering judg-
ment and a thorough understanding of the behavior of
membrane structure. See Figure 1000-5 for an example
of how to make a determination of shell thickness.
Note: Figures 1000-3 through 1000-5 appear on
pages following.
AST Bottom. API 653 requires that essentially two major
factors be considered in evaluating the bottom of an AST
for suitability for service:
1. The AST must be inspected for conditions that are
known to cause bottom leakage or failure.
2. The actual thickness of the bottom, and annular
plates, if applicable, must be determined.
AST Foundation. API 653 provides few quantitative
guidelines for evaluating an ASTs foundation for suit-
ability for service. (See Section 1055 for more details on
foundation settlement and the need for repairs).
Design Assessment.
The design considerations in API 653, Section 6, apply
equally to reconstructed ASTs and alterations to in-serv-
ice ASTs. The following is a list of requirements of par-
ticular importance that are not addressed elsewhere:
The owner/operator should stipulate any specific de-
sign considerations other than normal product loading.
To prevent applying old and potentially inaccurate in-
spection data, measurements should be taken within
180 days of relocating or altering an AST to deter-
mine the thickness which is to be applied to each shell
course for checking the ASTs design.
There are specific design considerations related to
product height, test water level, corrosion allowance,
joint efficiency, and allowable stress levels. (See API
653, Section 6.4)
ASTs altered by increasing their height may require
additional wind stiffening.
There are specific seismic design considerations. (See
API 653, Section 6.8.)
1040 INSPECTION
There are several types of AST inspections:
1. Shop inspections of
Shop-fabricated ASTs
Portions of shop-fabricated, field-erected ASTs
2. Inspections of in-service ASTs which is the focus of
API 653 and this section of this manual.
3. Formal internal inspections of ASTs also covered by
API 653 and this section. See Figures 1000-6, 1000-
7, 1000-8, and 1000-9 respectively for checklists for
these types of inspections.
Note: Figures 1000-6 through 1000-9 appear at
the end of this Section.
Tank Manual 1000 Inspection and Testing
March 1993 1000-7
N
O
T
E
:
T
H
I
S
D
O
E
S
N
O
T
E
X
E
M
P
T
T
A
N
K
S
F
R
O
M
O
T
H
E
R
H
Y
D
R
O
T
E
S
T
R
E
Q
U
I
R
E
-
M
E
N
T
S
S
T
I
P
U
L
A
T
E
D
I
N
T
H
I
S
S
T
A
N
D
-
A
R
D
.
X
4
6
3
4
0
.
P
L
T
T
A
M
1
0
0
0
2
.
H
P
G
F
i
g
.
1
0
0
0
-
2
D
e
c
i
s
i
o
n
T
r
e
e
f
o
r
B
r
i
t
t
l
e
F
r
a
c
t
u
r
e
C
o
n
s
i
d
e
r
a
t
i
o
n
s
(
A
P
I
S
t
a
n
d
a
r
d
6
5
3
,
T
a
n
k
I
n
s
p
e
c
t
i
o
n
,
R
e
p
a
i
r
,
A
l
t
e
r
a
t
i
o
n
,
a
n
d
R
e
c
o
n
s
t
r
u
c
t
i
o
n
,
F
i
r
s
t
E
d
i
t
i
o
n
,
J
a
n
u
a
r
y
1
9
9
1
.
R
e
p
r
i
n
t
e
d
C
o
u
r
t
e
s
y
o
f
t
h
e
A
m
e
r
i
c
a
n
P
e
t
r
o
l
e
u
m
I
n
s
t
i
t
u
t
e
.
)
1
0
0
0
I
n
s
p
e
c
t
i
o
n
a
n
d
T
e
s
t
i
n
g
T
a
n
k
M
a
n
u
a
l
1
0
0
0
-
8
M
a
r
c
h
1
9
9
3
X46289.PLT
TAM10003.GEM
Fig. 1000-3 Exemption Curve for Tanks Constructed of Carbon Steel of Unknown Toughness
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute)
The use of the decision tree format is illustrated by the following example.
A hypothetical tank was storing heated No. 6 Fuel Oil and now is being considered for ambient temperature storing a
product with a specific gravity of 1.1. The tank is 180 feet-0 inches in diameter and 48 feet high. The tank was built of
A283-C shell plate material and is located in a region
where the lowest one-day mean low temperature is -
15F. The design metal temperature then is 0F. A sketch
of the tank, including the shell plate thicknesses, is
shown in the figure to the right. No significant shell cor-
rosion has been recorded. The tank was constructed prior
to publication of the API 650, 7th Edition.
Each of the key steps in Figure 1000-2 is numbered cor-
responding to the explanation provided. These explana-
tions, together with comments pertaining to the tank in
the example, are given below.
1. These tanks meet the API Standard 650, 7th Edition
or later, requirements to minimize the risk of failure
due to brittle fracture. Tanks may also be shown to
meet the toughness requirements of API Standard
650, 7th Edition or later, by impact testing coupon
samples from a representative number of shell plates.
TAM1000-4.WP
Fig. 1000-4 Example Illustrating Use of Figures 1000-2 and 1000-3 (1 of 3)
X46292.PLT
TA1000-4.GEM
Tank: 180 Foot in Diameter,
1.232 Inches Nominal Plate
Thickness First Course
EXAMPLE 1
Tank Manual 1000 Inspection and Testing
March 1993 1000-9
This tank was constructed before the API 650, 7th Edition was issued and it exceeds the thickness limitations of this
standard for A283-C material.
In order to justify using this tank under ambient conditions, one should make CVN impact tests on all shell plates
over 1/2 inch thick. Also, since the heat affected zone of the vertical weld seams can have lower CVN impact values
than the parent metal, the vertical weld seams and the heat affected zone should also be impact tested. API 650 requires
impact testing the heat affected zone of the vertical weld seams if they were welded using an automatic or semiauto-
matic process. API 650 requires impact testing the heat affected zone of the vertical weld seams if they were welded
using an automatic or semiautomatic process.
The tank shell material, the weld metal, and the heat affected zone should meet the acceptance requirements of API
650, Table 2-2, at the design metal temperature 0F.
CVN impact tests were run for the A283-C material. From these tests it was determined that the tank does not have
the required notch toughness at 0F and further evaluation is required.
2. Many tanks that continue to operate successfully in the same service were not built to the requirements of API Standard
650, 7th Edition or later. These tanks are potentially susceptible to failure due to brittle fracture and require an assess-
ment as illustrated by the decision tree. (Figure 1000-2).
Since this tank may not remain in the same service, additional evaluation is required.
3. For the purposes of this assessment, hydrostatic testing demonstrates that an above ground atmospheric storage tank
in a petroleum or chemical service is fit for continued service and at minimal risk of failure due to brittle fracture,
provided that all governing requirements for repairs, alteration, reconstruction, or change in service are in accordance
with this standard (including a need for hydrostatic testing after major repairs, modifications, or reconstruction). The
effectiveness of the hydrostatic test in demonstrating fitness for continued service is shown by industry experience.
The records indicate the tank was originally hydrotested.
The original hydrotest loading will tend to blunt any pre-existing crack tips and greatly reduce the changes of a brittle
fracture. In this case however, the product to be stored has a higher specific gravity; therefore the original hydrotest
will not stress the tank to the same degree as the product. The blunting of any previous cracks by the hydrotest may
not be sufficient to overcome the effect of the additional stresses imposed by the the more dense product.
A possible solution is to lower the product level sufficiently so that the tensile hoop stresses at the tank bottom do
not exceed the hoop stresses from the hydrostatic test.
Consideration should be given to tank shell settlements and foundation erosion which can impose additional tensile
forces in the hoop direction at the base of the tank. These additional forces, together with the liquid head forces, can
create very high tensile forces, which at the lower operating temperature could precipitate a brittle fracture at some
defect.
4. If a tank shell thickness is no greater than 0.5 inches, the risk of failure due to brittle fracture is minimal, provided
that an evaluation for suitability of service per Section 2 has been performed. The original nominal thickness for the
thickest tank shell plate shall be used for this assessment.
Thinner plates generally have better impact properties than thicker plates. In this case the shell plate exceeds 0.5 inches
and this exemption does not apply.
5. No known tank failures due to brittle fracture has occurred at shell metal temperatures of 60F or above. Similar
assurance against brittle fracture can be gained by increasing the metal temperature by heating the tank contents.
Heating the tank contents is an expensive option in this case, requiring heater and insulation. The Company has de-
termined heating to be not economically practical.
6. Industry experience and laboratory tests have shown that a membrane stress in tank shell plates of at least 7 ksi is
required to cause failure due to brittle fracture.
In this example, the design stress is 21,000 psi, so this exemption does not apply, unless one were to drop the operating
level to 14 ft-6 inches. This would lower the tensile hoop stresses to 7,000 psi for the product density of 1.1.
TAM1000-4.WP Fig. 1000-4 Example Illustrating Use of Figures 1000-2 and 1000-3 (2 of 3)
EXAMPLE 1 (Continued)
1000 Inspection and Testing Tank Manual
1000-10 March 1993
TAM10004.WP
7. Tanks constructed from steels listed in Figure 2-1 of API Standard 650 can be used in accordance with their exemption
curves, provided that an evaluation for suitability of service per Section 2 of this standard has been performed. Tanks
fabricated from steels of unknown toughness thicker than 1/2 inch and operating at a shell metal temperature below
600F can be used if the tank meets the requirements of Figure 3-2. The original nominal thickness for the thickest tank
shell plate shall be used for the assessment. For unheated tanks, the shell metal temperature shall be the design metal
temperature as defined in 2.2.2.9.3 of API Standard 650.
The tank material in this example does not meet the exemptions of API 650. Under no circumstances can Group
I materials, such as A283-C, be used at a design metal temperatures less than 100F, without impact testing. Also the
maximum thickness limitation for Group I materials is one-inch. In this example, the lower two shell courses are over
one-inch thick.
The combination of the design temperature and the plate thickness places this tank in the additional assessment required
region of the API 653 impact testing exemption curves, Figure 1000-03.
8. The risk of failure due to brittle fracture is minimal once a tank has demonstrated that it can operate at a specified
maximum liquid level at the lowest expected temperature without failing. For the purpose of this assessment, lowest
expected temperature is defined as the lowest one-day mean temperature as shown in Figure 2-2 of API Standard 650
for the continental United States. It is necessary to check tank log records and meteorological records to ensure that the
tank had operated at the specified maximum liquid level when the one-day mean temperature was as low as shown in
Figure 2-2 of API Standard 650.
This tank is to operate at lower temperatures and store products of higher specific gravity so additional considerations
are necessary.
9. An evaluation can be performed to establish a safe operating envelope for a tank based on the past operating history.
This evaluation shall be based on the most severe combination of temperature and liquid level experienced by the tank
during its life. The evaluation may show that the tank needs to be re-rated or operated differently; several options exist:
a. Restrict the liquid level
b. Restrict the minimum metal temperature
c. Change the service to a stored product with a lower specific gravity.
d. Combinations of a, b, and c above.
The Company can also make a more rigorous analysis to determine the risk of failure due to brittle fracture by performing
a fracture mechanics analysis based upon established principles and practices. The procedures and acceptance criteria for
conducting an alternative analysis are not included in this standard.
In the case being considered, past operating history does not provide any assurance against brittle fracture. Dropping the
operating level will not satisfy the requirements of API 653 unless the product level is reduced to 14 feet-6 inches which
will reduce the maximum tensile stresses to 7,000 psi.
If this tank is to operate under the proposed product density and temperature, a more rigorous analysis is required, such
as fracture mechanics. Consult CRTC for any cases involving fracture mechanics or other, more rigorous analyses.
The more rigorous fracture mechanics evaluation may indicate that the tank can operate at the lower temperature. How-
ever, if any repairs or alterations are required, they must conform to API 653 before the tank can be put into the more
severe service conditions.
10. An assessment shall be made to determine if the change in service places the tank at greater risk of failure due to brittle
fracture. The service can be considered more severe and creating a greater risk of brittle fracture if the service temperature
is reduced (for example, changing from heated oil service to ambient temperature product), or the product is changed
to one with a greater specific gravity and thus increasing stresses.
Since this tank is to store product with a higher specific gravity and at ambient temperature, it is being considered for
a more severe service. This places the tank at a greater risk of failure due to brittle fracture and further assessment is
required.
TAM1000-4 WP
Fig. 1000-4 Example Illustrating Use of Figures 1000-2 and 1000-3 (3 of 3)
EXAMPLE 1 (Continued)
Tank Manual 1000 Inspection and Testing
March 1993 1000-11
X46293.PLT
TA10005A.GEM
X46294.PLT
TA10005B.GEM
API 653 provides quantitative guidelines for evaluating the shells of tanks and further requires that such evaluation be
conducted by personnel experienced in tank design. This experience requirement is based on the fact that many of the
decisions and procedures described in API 653 in this regard require good engineering judgment and a thorough under-
standing of membrane structure behavior.
Corrosion will vary in severity and extent from tank to tank, depending on product, age, service, and environmental condi-
tions, and many other factors. Recognizing this factcoupled with the fact that the Standard requires experienced and
qualified inspectorsthe intent of API 653 is to allow the inspector sufficient latitude to evaluate the corrosion on a case
basis, and not to apply specific rules, in terms of numbers and locations of measurements, which may not be appropriate
for all cases.
In evaluating the tank shell for suitability for service, one
must first determine the actual thicknesses. Two actual
thicknesses, t
1
and t
2
, are calculated for comparison to
the minimum calculated required thicknesses. The actual
thickness determination is made from a grid applied to
the corroded area in accordance with Figure 1000-5A.
By reference to Figure 1000-5C, API 653 allows the in-
spector to first determine t
2
, the least minimum thickness
in the corroded area, by any means deemed appropriate
by the inspector. This might be strategically placed UT
readings located by visual observation, or by more so-
phisticated mapping techniques.
Once t
2
is established, L can be calculated.
One procedure for determination of the actual thickness,
including the placement of L is as follows:
It is important to recognize that neither API 653 nor the
following procedure can address every individual case.
The following are minimum requirements which should
be supplemented by the individual inspector with addi-
tional inspection as the circumstances dictate.
1. Visually observe each shell plate in every shell
course to identity any areas of obvious corrosion. Ar-
eas of particular concern include the first shell course
immediately above the bottom plate, heat affected
zones adjacent to welds, and long term liquid-vapor
transition zones.
2. Measure and record the thicknesses at the corners
and midspan edge of each plate in accordance with
Figure 1000-5B. For tanks in which there are no cor-
roded areas of considerable size, and for tanks in
which the shell corrosion is uniform over the entire
shell surface, the least of the thicknesses measured in
each course represents the minimum thickness for
that course.
3. If corroded areas of considerable size are obvious by
visual observation, the area must be evaluated in ac-
cordance with API 653, Section 2.3.2. This is done
by mapping the area with five plane lines as shown
in Figures 1000-5A and 1000-5C.
TAM10005.WP
Fig. 1000-5 Example Illustrating Use of API 653, Figure 2-1 (1 of 2)
EXAMPLE 2
Fig. 1000-5A Determining Minimum Wall
Thickness in Thinnest Shell Area
Fig. 1000-5B Spot Checking Plates for Thickness
1000 Inspection and Testing Tank Manual
1000-12 March 1993
4. A minimum of 25 measurements should be taken
in each corroded area of considerable size to es-
tablish t
2
. It is not necessary to record the locations
of these readings, but the inspector should use
good judgment in selecting the locations for these
measurements in order to develop a representative
map of the corroded area.
5. Once t
2
is established, L can be calculated.
6. Having established t
2
and calculated L, the inspec-
tor will then determine visually or otherwise which
one, or more, of five vertical planes in the area is
likely to be most affected by corrosion. A mini-
mum of five profile measurements shall be made
over the length L on the plane(s) determined to be
most affected by corrosion. The lowest average
thickness from the sets of profile measurements for
each affected plane is t
7
.
7. In placing L, it is important to recognize that L is
not fixed at a particular location, but rather is
movable and should be located based on the
judgment of the inspector. In practice, the inspector
should locate L by visually determining which
plane and which part of the plane looks the worst. If this is not obvious, he may elect to try different placements of
L over one or more planes. Note that t
2
need not be located directly on a plane line, as shown in Figures 1000-5A and
1000-5C.
8. t
1
and t
2
shall be recorded for each shell course for subsequent comparison to the minimum permitted values determined
by calculation.
The following example illustrates the above steps.
1. Figure C shows an area of corrosion visually observed in the first shell course of a 180-foot diameter tank with a
nominal first course thickness of 1.232 inches.
2. For the purposes of this example, corner and midspan edge thicknesses do not control.
3. The area is mapped with five vertical plane lines as shown in Figure 1000-5A.
4. t
2
, the minimum of 25 angle beam ultrasonic thickness measurements, is 1.11 inches.
5. L 3.7 Dt
2
52.3 inches.
6. The Inspector determines that vertical plane lines c and d are the planes likely to be most affected by corrosion. The
five thicknesses measured along length L for planes c and d are:
For plane c: 1.07, 1.19, 1.10, 1.04, and 1.20 inches. Average thickness = 1.12 inches.
For plane d: 1.20, 1.17, 1.05, 1.12, and 1.16 inches. Average thickness = 1.14 inches.
The lowest average thickness, t1, from plane c, is 1.12 inches.
7. The location of t
2
for this case is not located on a vertical plane line.
8. Record t
2
= 1.11 inches and t
l
= 1.12 inches for comparison to calculated minimum permitted values.
API 653 permits a design by formula or an alternative design by analysis to calculate the minimum required thickness for
butt welded tanks.
TAM10005.WP
Fig. 1000-5 Example Illustrating Use of API 653, Figure 2-1 (2 of 2)
EXAMPLE 2 (Continued)
X46295.PLT
TA10005C.GEM
Fig. 1000-5C Determining Minimum Wall Thickness
Tank Manual 1000 Inspection and Testing
March 1993 1000-13
1041 Inspection Philosophy
The philosophy of API 653 is that the owner/operator
conduct a thorough initial inspection of each AST to
establish a baseline. Future inspections are compared
to the baseline to determine either the rate of corrosion
or those changes that might affect the ASTs suitability
for service. The owner/operator also observes physical
changes and rates of change over a specified period.
From this data, an experienced AST engineer judges
the ASTs suitability for continued service or its need
of repair.
For new construction: The Company inspects an
AST from fabrication to the end of its service life.
For field-erected ASTs: Fabrication inspections help
to avoid delays caused by delivery of faulty material at
the erection site.
For shop-fabricated ASTs: Inspection assures compli-
ance with design and material specifications.
1042 Three Types of Periodic Inspections
To ensure that the AST bottoms and shells have neither
existing nor potential leaks or failures before the next in-
spection, API 653 requires three different types of peri-
odic inspections, as described below:
1. Routine In-Service Inspection
Description: A visual inspection to determine if there
has been a change since the previous routine inspec-
tion; includes such observations as shell buckling,
leaks, foundation problems, settlement. We recom-
mend adopting a form similar to Figure 1000-10 for
this inspection.
Inspector: AST operator or someone who does not
have to meet the strict qualification requirements for
the formal inspections in Section 1043 Inspection
Personnel Requirements.
Frequency: Once per month
2. Formal In-Service Inspection
Description: Examine all parts of an AST accessi-
ble without removing it from service. (See API
653, Appendix C, for a checklist of the details for
this level of inspection.)
Inspector: Qualified personnel. (See API 653 Inspec-
tion Personnel Requirements later in this section.)
Frequency: At the quarter corrosion-life of the shell
or every five years, whichever is less.
3. Formal Internal Inspection
This level of inspection represents a major change to
the practices of most owner/operators.
Description: Examine an AST after it is removed
from service and prepared to all the inspection agency
safe entry. This is usually a costly and inconvenient
aspect of the program but API 653 states that it is
required to ensure that the bottom is not severely cor-
roded and leaking, to gather the data necessary for
the minimum bottom and shell thickness assessments,
and to assure that the AST will not fail during the
next in service run. [1]
Inspector: Qualified personnel. (See API 653 Inspec-
tion Personnel Requirements later in this section.)
Frequency: Governed by the minimum thickness of
the bottom. Both topside and bottom-side corrosion
Date
Facility or Location
Tank Number
Condition
Yes
/ No *
Comments and
Location
Berm erosion No
Standing water No
Product leaks No
Shell distortion No
Shell settlement No
Paint problems No
Corrosion No
Foundation damage No
Insulation damage No
Faulty level gage No
Other faulty gage No
Other No
* If a change has occurred since the last monthly
inspection, note a Yes or No in this column and enter
a description of the problem, the location, and the nature
of the change.
TA100010.WP
Fig. 1000-10 Monthly Inspection Form
1000 Inspection and Testing Tank Manual
1000-14 March 1993
are considered. The time interval is complete when
the bottom reaches a computed minimum thickness
shown in Figure 1000-11. In no case, however, is
the interval allowed to exceed 20 years.
1043 General Requirements for
Post-installation Inspections
After the AST is installed, the Company should con-
duct regular in-service and internal inspections, follow-
ing the principles of API 653, and should use the data
collected to:
Determine if the AST is suitable for continued
service.
Reduce the possibility of leaks and spills entering
the environment while the AST is in service and
until the next scheduled internal inspection.
Plan preventive maintenance for the AST.
Compare the history of each AST with others in
similar service.
Develop a baseline of data to assist in conducting
an engineering evaluation of the ASTs present con-
dition and in projecting its future condition.
Make wise, long-range decisions.
Schedule future inspections.
Although many consider API 653 to be primarily an
inspection standard applicable to in-service ASTs, this
comprehensive document helps owner/operators deter-
mine each ASTs suitability for service. Inspection,
however, is a major part of the standard. In essence,
the inspector is making a judgment that the AST is
suitable for service and unlikely to fail until at least
the required inspection deadline.
The following paragraphs highlight API 653s inspec-
tion requirements, and this standards impact on cur-
rent industrial practices.
API 653 Compared to Current Inspection Programs
Those operating facilities that have AST inspection
programs should compare their programs to API 653
to ensure that they meet the minimum requirements of
API 653, especially in terms of:
Evaluating ASTs for suitability for service
Reviewing concerns for brittle fracture
Conducting engineering evaluations of any AST
that shows non-compliance in such areas as exces-
sive settlement.
API 653 strongly emphasizes effective inspection tech-
niques; yet, this standard was designed for practical ap-
plication: to perform inspections and implement
improvements while minimizing service interruptions.
Inspection Records: API 653, Section 4.10, requires
that the owner/operator maintain a complete set of re-
cords, including:
Construction records nameplate information,
drawings, specifications, completion reports, mate-
rial tests, etc.
Inspection history measurements, condition of
parts inspected, examinations and tests, descrip-
tions, corrosion rates, and inspection interval rate
calculations.
Repair/Alteration history any repairs, alterations,
replacements, and service changes.
Federal EPA Regulations, 40 CFR 112.7 (e), require
filing the ASTs inspection report with the SPCC Plan
at the facility/terminal. As the EPA and each of the
states adopt API 653, owner/operators will be required
to satisfy the record keeping requirements of API 653
and to keep those records reasonably accessible to the
subject facility/terminal.
Several prepackaged computer programs store new
construction data along with the inspection report data;
but, at present, these programs can store neither inspec-
tion reports with the AST data nor calculate corrosion
rates with predicted new inspection dates.
Inspection Reports: Inspection reports must include,
as a minimum:
Computed Minimum
Thickness at the
Next Inspection AST Bottom Design
0.1" No Leak Detection
or Containment of
Bottom
0.05" With Leak Detection
and/or Containment
OR With Reinforced
Lining > 0.05"
TA100011.WP
Fig. 1000-11 Internal Inspections Based on ASTs
Bottom Thickness at Next Inspection
Tank Manual 1000 Inspection and Testing
March 1993 1000-15
Any metal-thickness measurements
Conditions found for applicable components listed on
the Inspection Checklist (see API 653, Appendix C or
Figures 1000-6 through 1000-9).
Description of any previous repairs or alterations
found during the inspection
Any elevation readings taken
Settlement evaluation (if previous elevation readings
are available)
Recommendations for repairs and/or alterations, if re-
quired
Additionally, if repairs or alterations are recommended,
the report must also include:
Reasons for the repairs or alterations or both
Sketches showing the location and extent of recom-
mended repairs or alterations or both
Inspection reports become part of the owners permanent
records and should be written appropriately for review by
regulatory authorities.
AST Files: Each AST should have a file associated with
it including:
All previous inspection reports
Contract face sheets, authorizations, charges, specifi-
cation, and work lists
Thickness-gaging records and calculation printouts
Swingline ballasting information (ballast calculations,
drawings with dimension, etc)
Bills of material for special or unusual materials or
equipment incorporated into the AST
Air Quality Management District calculations and
permit applications
Work lists and work requisitions of permanent work
Data sheets on operating levels, such as safe oil
heights, low pump outs, hold-off distances, etc.
Construction drawings or references to where draw-
ings can be found
Photographs and dimension of internals that are not
available while the AST is in service
Inspection Checklists: API 653, Appendix C provides
complete checklists for in-service and internal inspec-
tions. These checklists are reproduced at the end of this
section as Figures 1000-8 and 1000-9.
Inspection Personnel Requirements: API 653 specifies
that qualified inspection personnel or agencies (either
contractor or owner/operator employees) must carry out
inspections. The qualified inspector must meet certain
education and experience requirements:
An engineering degree plus one years experience in
AST inspection.
A two-year certificate in engineering (or equivalent)
and two years experience.
A high school education and three years experience.
All inspectors must be API certified.
The inspector gathering the data should be certified to
meet the requirements in the Society of Nondestructive
Testing Technical Council, Document 1A, 1988 edition.
The inspector actually responsible for the inspection
should meet the requirements in API 653.
1044 Inspection Methods
All inspection methods have one goal: to define the pre-
sent physical condition of the AST. They range from the
sight and touch of an experienced person to state-of-the-
art technologies; and a combination of methods and tools
is necessary to carry out a complete inspection.
Note: Many techniques for inspecting AST bottoms
may also be applied to roof and shell plates.
Since every method has advantages and limitations, the
condition of the AST and the objective of the inspection
are two main factors in selecting the appropriate tech-
nique. For instance, if the AST is in fairly good condition
and should be returned to service as soon as possible, the
owner/operator may elect to use magnetic flux leakage
equipment for inspecting the bottom and manual ultra-
sonic testing for spot checking the shell and the roof.
Minimum Testing for General Inspections: The follow-
ing tests are the recommended minimum for general in-
spections:
Formal external inspection:
Visual
Straight Beam Ultrasonic
1000 Inspection and Testing Tank Manual
1000-16 March 1993
F
o
r
m
a
l
i
n
t
e
r
n
a
l
i
n
s
p
e
c
t
i
o
n
:
V
i
s
u
a
l
V
a
c
u
u
m
B
o
x
M
a
g
n
e
t
i
c
F
l
u
x
E
x
c
l
u
s
i
o
n
S
t
r
a
i
g
h
t
B
e
a
m
U
l
t
r
a
s
o
n
i
c
F
i
g
u
r
e
1
0
0
0
-
1
2
i
s
a
s
u
m
m
a
r
y
o
f
t
h
e
m
o
r
e
c
o
m
m
o
n
t
y
p
e
s
o
f
i
n
s
p
e
c
t
i
o
n
w
h
i
c
h
S
e
c
t
i
o
n
s
1
0
4
5
a
n
d
1
0
4
6
d
i
s
c
u
s
s
i
n
d
e
t
a
i
l
.
(
U
s
e
t
h
e
f
i
g
u
r
e
a
s
a
g
u
i
d
e
o
n
l
y
.
)
T
A
1
0
0
0
1
2
.
W
P
F
i
g
.
1
0
0
0
-
1
2
I
n
s
p
e
c
t
i
o
n
M
e
t
h
o
d
s
f
o
r
A
b
o
v
e
g
r
o
u
n
d
S
t
o
r
a
g
e
T
a
n
k
s
T
a
n
k
M
a
n
u
a
l
1
0
0
0
I
n
s
p
e
c
t
i
o
n
a
n
d
T
e
s
t
i
n
g
M
a
r
c
h
1
9
9
3
1
0
0
0
-
1
7
1045 Typical AST Bottom Inspection
Techniques
AST bottom integrity and leak prevention is probably
the single, most important issue facing the majority of
AST facility owner/operators who are considering
compliance with API 653.
Bottom-assessment difficulties have led many
owner/operators to ignore this item unless there is evi-
dence of a leak. API 653, however, states that leaks in
tank bottoms are not acceptable while tanks are in-
service and also requests that, when replacing an
ASTs bottom, the owner/operator consider installing a
leak-detection system.
API has intentionally made allowances for improving
technology or advanced inspection practices to increase
the basic inspection intervals if the owner/operator has
other means of determining suitability for service. In
no case, however, is the interval allowed to exceed 20
years.
The owner/operator must conduct a quantitative evalu-
ation of the ASTs bottom plates to determine the cor-
rosion allowance, corrosion rate, and internal
inspection intervals required by API 653. When the
corrosion rates are unknown and records of similar
service experience are unavailable, the maximum inter-
val between internal inspections is decreased from 20
years to a maximum of 10 years.
The underside of AST bottoms that rest on pads or on
the soil cannot be inspected readily from the outside
for corrosion or other damage; however, there are sev-
eral methods practiced:
Tunneling
When the AST is empty, a tunnel may be cut under it
but only near the edge as it is difficult to refill a tunnel
properly. Clean sand or crushed limestone are the best
types of fill material for tunnels. Coupon cutting, dis-
cussed later in this section, is safer and usually a
quicker method of inspection.
Damming
The following methods are used very infrequently and
may require hydrostatic testing of the AST after in-
spection. In each case, a temporary clay dam or seal
is placed around the base outside the AST. Going over
the entire bottom of the AST with an air-operated ham-
mer improves the effectiveness of these methods. The
sharp jarring of the bottom plates frequently causes
sufficient scale to pop out of pits to make them leak
detectably. Seek guidance by consulting with CRTC
personnel and with contractors experienced in these
methods.
Soap Solution. The inside surface of the ASTs bottom
is coated with soap solution; a hose applies air pressure
(less than three inches of water) under the bottom of
the AST through the clay seal or through a drilled and
tapped hole (or holes) in the bottom. The bottom is
then inspected for soap bubbles that indicate leaks.
Water Leaks. Water is pumped under the AST (held
by the clay dam) to a depth of approximately six
inches above the level of the highest point of the
ASTs bottom. Vents are required to allow trapped air
to escape. Leaks are then evident if the water seeps
through to the inside of the AST. This approach can
cause the ASTs pad to wash out or shift, depending
on its construction. To build the air pressure to the de-
sired value may involve considerable plastering of the
clay seal.
Water In/Air Under. Approximately six inches of
water are pumped into the AST, and nine inches wc
of air are pumped under the AST. (The water must be
pumped into the AST before applying air pressure un-
der the AST.) Leaks are identified by air bubbling
through the water in the AST.
Hammer Testing
Usually, the hammer is a brass ballpeen that weighs 16
to 18 ounces. When an experienced inspector wields a
hammer to strike the steel, the sound, vibration, dent-
ing, and movement produced can reveal such defects
as reduced thickness in the AST walls, loose joints,
and intergranular cracking. Primarily a means for ex-
amining the interior of the ASTs bottom and the ex-
terior chime area, hammer testing is usually useful only
for determining gross flaws and imminent failure as it
has many limitations:
Only a small fraction of the bottom surface can be
tested, therefore, many areas can and are missed.
Hammer testing should not be performed on certain
materials, as damage may result:
Enameled, ceramic, or glass-lined ASTs,
where the lining may be damaged by the
hammer.
Equipment storing caustics, even if stress-re-
lieved, as stress-corrosion cracks have been
found at hammer marks in such equipment,
regardless if hammered from the outside.
1000 Inspection and Testing Tank Manual
1000-18 March 1993
Nipples and small piping that may crack when
rigidly supported and struck too vigorously.
Brittle materials, such as cast iron, some high
alloys of steel, and some nonferrous materials,
such as brass and bronze: light tapping with a
hammer may be permissible on some of these
materials.
Equipment containing toxic or combustible
materials under pressure.
Other materials where hammering might result
in stress corrosion or cracking.
Hammer testing should be used with visual inspection
to complete a first inspection of the AST bottom.
Hammer testing should be considered as a first line
of defense to focus on areas that may be nearing
failure.
Follow-up techniques, coupon cutting, ultrasonic test-
ing, and radiography are necessary to complete a thor-
ough inspection job. Radiography is impossible unless
there is access to the underside of the AST.
If hammering reveals defects, perform verification test-
ing in these areas using ultrasonic, vacuum box, or ra-
diographic methods (if possible).
Advantages: Hammering is a simple, inexpensive, and
effective tool for identifying defects in steel ASTs.
Disadvantages: Hammering is a subjective, acquired
skill rather than an objective, easily defined test pro-
cedure, and hence is subject to human error.
Vacuum Testing
The vacuum box has an open bottom covered with a
rubber gasket and a clear-glass top. A vacuum gage
and connection are installed through the side of the
box. (See diagram Figure 1000-13.) The seam or sur-
face of the ASTs shell is first wetted with a soap so-
lution, then the vacuum box is pressed tightly over the
area to be tested. The gasket forms a seal; and a vac-
uum pump or air ejector, connected to the box by a
hose, allows a vacuum to be maintained inside the box.
Leaks appear as soap bubbles to those looking through
the glass top of the vacuum box.
Precautionary Note: Recent experience has shown that
traditional vacuum pressures of 2 psi below atmos-
pheric pressure are insufficient to detect leaking, low-
surface-tension, mobile liquids such as MTBE. It is
recommended that the vacuum box pressures be in-
creased to at least 10 psi below atmospheric pressure
to reduce the possibility of leaks occurring through
minute fissures in the weld seams.
The vacuum box test is a simple procedure that re-
quires very little training and can detect three types of
defects:
Leaks in seams or welds
Small pinpoint leaks in pitted areas
Intergranular corrosion which occurs in the grain
structure of steel and can result in the steels actu-
ally becoming porous even though it does not ap-
pear corroded. (Intergranular corrosion typically is
a phenomenon of ASTs in the chemical industry.)
Vacuum testing may be used on welds in the bottom,
floating roof, and floating roof pontoons during new
construction, post-repair, and general surveillance in-
spections. API 653 requires this test on the shell-to-
bottom weld and on the bottom-plate-weld seams. This
method is good for determining pinhole leaks. How-
ever, it cannot find poor welding problems such as
X46369.PLT
TA100013.GEM
Fig. 1000-13 Vacuum Box
Tank Manual 1000 Inspection and Testing
March 1993 1000-19
cracks, lack of fusion, and other defects that do not
produce leaking.
Coupon Cutting
When underside corrosion is suspected (as indicated by
other tests, such as hammering or ultrasonic), or when
accurate checks are desirable, cut at least 12-inch-di-
ameter representative sections, otherwise known as
coupons, from the bottom plate. These coupons are
cleaned and then may be inspected in detail for corro-
sion or other defects, including inspection under labo-
ratory conditions by a qualified metallurgist.
API 653, Section 7, details methods for removing
specimens and repairing holes. We recommend that re-
pairs be made in accordance with Figure 1000-14 to
areas of AST bottoms from which coupons were re-
moved.
Advantages: The advantage of using coupons is that
a complete visual picture of the bottom side is avail-
able for study. The pH, presence of moisture and set-
tlement can also be examined.
Disadvantages: The disadvantage of this method is that
it is a destructive testing method.
Magnetic-flux Exclusion Test
Magnetic-flux exclusion is a relatively new, general
surveillance inspection method that the oil industry is
accepting rapidly. Magnetic-flux exclusion testing as-
sesses pitting corrosion and other defects on the under-
side and topside of AST bottoms. This test will see
approximately 95 percent of the bottom compared to
the 10 percent to 25 percent for the grid techniques of
hammer testing, coupon cutting, or ultrasonic testing.
It must, however, be followed by ultrasonic tests on
identified pits to obtain a comprehensive view of the
physical condition of the bottom.
For this method, the AST must be taken out of service,
emptied, and the floor cleaned of loose scale, dirt, and
oil. Broom cleaning of the AST bottom may be ade-
quate; but, where layers of corrosion and flakes of
scale and corrosion exist, hydroblast cleaning of the
surface is preferred as loose scale gives false readings.
Magnetic-flux exclusion is a form of eddy current test-
ing that uses Hall Effect sensors to detect the changes
in the magnetic flux field of the floor plate. This
method is a very useful qualitative test that detects pit-
ting on both sides of the plate but detects neither gently
changing thicknesses nor flaws at the lap joint welds.
This method will read through thin film coatings that
are in good condition.
Magnetic-flux exclusion is highly recommended as a
general qualitative inspection tool. Results are more re-
liable than a statistical grid pattern which is safe for
inspecting a fairly new bottom, but can be misleading
for a bottom that is nearing the end of its useful life.
For example, an AST was considered liquid tight after
a grid pattern inspection. A trial of the magnetic-flux
exclusion was run on this AST and revealed three pin
holes, each one nearly 1/32 of an inch in diameter.
Note: An AST with 30 feet of liquid can lose nearly
600 gallons a day through one 1/16-inch hole.
The cost of magnetic flux exclusion testing is about
$300 per hour. The total cost of testing is dependent
upon the size of the AST and the extent of defects.
Advantages: Magnetic-flux exclusion testing is rapid
and scans the entire AST bottom, rather than just por-
tions of the AST.
Disadvantages: Magnetic-flux exclusion equipment is
heavy and cumbersome; ultrasonic confirmation is re-
quired in the areas where anomalies in the magnetic
field indicate that defects may be present.
X46278.PLT
TA100014.GEM
Fig. 1000-14 Patching Areas in Existing Bottoms
1000 Inspection and Testing Tank Manual
1000-20 March 1993
1046 Other Inspection Methods and Tools
Visual Examination
Visual examination is one of the most important, basic,
and indispensable testing methods available to the in-
spector and is conducted on all new construction and
for routine and repair related inspections. The inspector
usually has a portable set of tools to assist with the
visual examination: mirrors, magnifying glasses, scrap-
ers, hammers, probes, and measuring tools. (See Figure
1000-15.) The visual method requires that an experi-
enced inspector locate problems quickly then choose
and apply the best method(s) to define more clearly the
physical condition of the problems.
The following inspection techniques are not recom-
mended:
Not recommended for visual inspections of the
ASTs bottom underside: Raising the AST on air
bags and with timber blocking.
Not recommended for the internal inspection of
the AST bottom: Floating the entire AST on water
and then going inside to look for leaks (the float
test).
Air Testing
New or altered nozzle reinforcement pad welds are
tested by applying air pressure of up to 7 psig to the
reinforcement pad or other enclosed area. The welds
are brushed with a soap solution, and the resulting bub-
bling indicates the flawed weld areas. For this test, the
reinforcing pad must have a drilled and tapped NPT
hole.
Dye Penetrant
The penetrant dye (such as Zyglo or Dychex) is
brushed or sprayed on a cleaned and dried surface.
After approximately five minutes of contact time, the
dye is cleaned off; and a chemical developer (that
gives a white appearance when dry) is sprayed on the
surface. Through its absorptive nature and by capillary
action, the developer draws the dye out of the irregu-
larities and exposes defects.
Penetrant dyes are applied to new and repaired welds
and to check root passes. In AST shells, penetrant dyes
can also detect surface cracks that are not apparent by
visual inspection. This method also is a useful for in-
specting piping, welds, or nozzle/shell connections.
Advantages: The dye-penetrant method provides not
only a clear, visible clue to potential problems but also
easily interpreted test results.
Disadvantages: The dye-penetrant method is highly labor
intensive, requiring very clean surfaces; does not reveal
subsurface defects; and will not reveal lamination and po-
rosity unless the edge of the plate is examined.
Magnetic-particle Testing
The magnetic-particle method is based on the principle
that a change in the materials continuity distorts any
magnetic lines of force present in a ferromagnetic ma-
terial, such as a sharp dimensional change or a discon-
tinuity.
Magnetic-particle testing primarily detects surface or
near-surface defects in magnetic materials. The area to
be inspected is first wirebrushed vigorously, sand-
blasted, and cleaned of oily residues; then it is mag-
netized. Magnetic-particle powders are applied in
various contrasting colors to spotlight defects.
If the discontinuity is at or close to the surface of a
magnetized material, flux lines are distorted at the sur-
face, a condition that is termed flux leakage. When fine
magnetic particles are distributed over the area of the
discontinuity where the flux leakage exists, they are
Useful hand tools include:
Sliver broken hacksaw blade, to pry into lap joints,
cracks or corrosion craters where dirt and scale obscure
vision.
Scraper chisel, for scraping dirt and scale.
Digger a combination hammer and chisel to peck at
scale, or to sound objects; the chisel end can be used
as a scraper.
Mirrors and Reflectors for viewing hidden surfaces.
Magnifiers for finding small, difficult-to-detect
defects.
Lights spark-proof.
Internal Visual Scope for providing a 360 view of
internal surfaces such as pipes.
Binoculars for more careful observation of inacces-
sible points.
Hammer for tapping metal surfaces; sound variations
may indicate corrosion weakness.
Calipers for measuring plates or openings.
TA100015.WP
Fig. 1000-15 Aboveground Tank Inspection Tools
Tank Manual 1000 Inspection and Testing
March 1993 1000-21
held in place. The accumulation of particles is visible
under proper lighting, thus highlighting the area of the
discontinuity. If a discontinuity is exposed to the sur-
face, the flux leakage is a maximum for a given size
and shape of discontinuity. When a discontinuity is be-
low the surface, flux leakage diminishes; therefore, dis-
continuities must be open to the surface or in the near
subsurface to create flux leakage of sufficient strength
to accumulate magnetic particles.
The type of defect can be determined from the shape
of the accumulated magnetic powder. Surface cracks
are indicated by a fine line of accumulated powder
along the crack.
Subsurface cracks or incomplete weld penetration are
indicated by a coarser or broader line of accumulated
powder. Cracks are not indicated if they are parallel to
the magnetic lines, therefore, it is necessary to vary the
direction of magnetism. This method causes a residual
magnetization undesirable for some equipment and,
therefore, requires demagnetization.
A number of different types of magnetic-particle in-
spection machines are available. Selection of a specific
type depends on the intended application, the type and
magnitude of the magnetizing current required, and the
desired level of productivity. The magnetic powder
may be obtained in various colors and should be se-
lected to contrast with the article that is being in-
spected. For a critical inspection, a fluorescent powder
may be chosen and is usually applied as a liquid sus-
pension; however, a darkened area and ultraviolet light
is needed to interpret the results.
Post-inspection cleaning follows magnetic-particle test-
ing and may include:,
Blowing off dry magnetic particles with com-
pressed air
Drying wet particles and removing them by brush-
ing or with compressed air
Removing wet particles by flushing with solvent
Advantages: Magnetic-particle testing is simple and
economical.
Disadvantages: Magnetic-particle testing works only
on materials that can be magnetized, can only detect
surface and near-surface discontinuities, and does not
reveal the depth of a defect.
Ultrasonic Testing
Ultrasonic testing is a powerful method of determining
the thickness of a corroded plate. Ultrasonics is a
sound wave that can propagate through most materials
at very high frequencies. The piezoelectric effect of a
crystal in a transducer converts electrical pulses into
mechanical sound waves. Electronic instrumentation
then captures the return sound wave to determine the
depth. To calibrate the instrument, readings are taken
of standard thicknesses of gage blocks. Two different
instruments have been developed to use this ultrasonic
pulse-echo technique: the straight beam and the shear
wave.
The Straight Beam: During the general surveillance
inspection, the straight-beam ultrasonic test can be
used on all plates. For specific areas, this test can con-
firm and enhance the results of other broad-scope sur-
vey methods. When tracking the general corrosion rate,
a minimum of six easily identifiable points per plate is
recommended.
The straight-beam instrument determines the results of
a plates general corrosion. It finds the depth of the
first flaw (which could be a lamination or carbon in-
clusion) or the opposite surface. This instrument is ex-
cellent for monitoring the remaining thickness of a
plate and the depth of a pit. This instrument takes a
single point reading and requires a clean first surface
contact. Readings are taken on a grid pattern or at
problem areas already identified by other methods.
The straight-beam instrument has been added to a re-
mote operated crawler to increase the usefulness of ul-
trasonic testing on shell, roof, and bottom plates. The
shots this instrument takes are still single points and
require a reasonably smooth surface. The instrument
cannot take shots on the weld lines. Continuing devel-
opments of the crawlers will produce a machine that
will take a continuous strip of shots across a plate ex-
cept at a weld.
The Shear Wave: The shear wave (or angle beam)
test is normally used on welds during new construction
or on weld repairs.
The shear-wave instrument detects stress-induced
cracks that are always perpendicular to the surface.
This instrument needs a skillful operator and is cali-
brated from standardized reference material. In shear-
wave examination, the sound wave enters the material
or weld at a known angle.
While the capital cost of an instrument is probably
somewhat unimportant since the operator usually owns
1000 Inspection and Testing Tank Manual
1000-22 March 1993
his own, an ultrasonic thickness gage costs about
$2500. The capital cost for an ultrasonic analysis in-
strument is about $6000. The cost for an operator is
about $300 to $400 per day.
Advantages: Ultrasonic gaging can find surface or
backsurface discontinuities.
Disadvantages:
Ultrasonic gaging tests only portions of the AST,
and a statistical evaluation assesses the integrity of
the entire AST; and
The AST may have to be taken out of service, emp-
tied, and cleaned prior to testing; and
This method is highly dependent on the operator,
particularly for shear-wave examination.
Radiographic Testing
X-rays and gamma rays are the most common radia-
tions in AST inspections. Each type of radiation has
unique advantages in penetration power and ease of
mobility. The X-ray is produced by an X-ray machine;
the gamma ray is generated by the decay of a radio-
active isotope material that is contained in a small cap-
sule. Radiography is excellent for detecting volumetric
type flaws, such as slag inclusions, porosity, lack of
penetration and internal undercut.
Cracks and fusion problems can be more difficult to
detect because the orientation of the flaw to the film
must be within about plus or minus 2 degrees to show
up clearly on the exposure. For these types of flaws,
ultrasonic testing is the preferred inspection tool; and
the component to be inspected is placed between an
electromagnetic radiation source (of relatively short
wavelength) and a photographic film plate. When the
rays pass through the object, cracks or other voids ab-
sorb rays less than solid material. On the photographic
film plate, the flaws appear as darkened areas while
the remainder of the exposed object appears lighter.
Objects of uniform density and thickness, with no
flaws, produce images of a uniform shade.
Special health and safety precautions must be taken
where there is the possibility of exposure to X-rays or
gamma rays. Radiography may only be conducted by
qualified radiographers who, in the United States, have
successfully completed a course in radiation health
physics as prescribed by the U.S. Nuclear Regulatory
Commission (NRC). Radiographers performing radio-
graphic examination must be certified by the manufac-
turer as meeting the requirements of certification
outlined in American Society for Nondestructive Test-
ing (ASNT) Recommended Practice SNT-TC-1A.
Training and experience are required to interpret cor-
rectly the images produced on the radiographic film.
To use radioactive isotopes, a company in the U.S.
must be licensed by the NRC and also comply with
California, Title 8, Health and Safety Code (which is
stricter that the NRC requirements).
Advantages: Radiographic testing can find internal or
subsurface discontinuities and provides a permanent re-
cord (the radiograph) which is available for others to
view.
Disadvantages: Radiographic testing requires that both
sides of the material to be tested must be accessible,
an uncommon situation for AST bottoms.
Other Radiation-Type Instruments
In addition to the X-ray and gamma ray instruments,
portable gamma ray instruments are particularly useful
for measuring piping, and, to a lesser extent, AST wall
thickness. Radiographic testing is used on new welds
but seldom for general surveillance inspections and
uses penetrating radiation from a radioactive source to
transmit the rays through the material to the recording
film. With this method, gamma rays are sent through
the wall being analyzed; and a detector helps to count
the rays that pass through the wall. The rays that do
not pass through are a function of the density and
thickness of the wall. Because the density is a known
constant, the thickness is determined to an average er-
ror of less than three percent.
These instruments contain a radioisotope; but, because
the amount is small, there is limited danger when pre-
cautions are taken. Considerable experience is required
to operate radiation-type instruments proficiently and
safely. Personnel must be trained fully to work with
these instruments which are delicate and must be han-
dled with care.
Advantages: Radiographic testing is very good at de-
tecting localized material degradation in welds.
Disadvantages: Radiographic testing is poor at detect-
ing plate lamination.
1047 Leak Detection Methods of
Inspection
The following external inspection methods have poten-
tial as leak detectors, but all need to be more accurate.
Consider them only as screening devices for prioritiz-
ing AST internal inspections. If, however, an AST is
Tank Manual 1000 Inspection and Testing
March 1993 1000-23
equipped with a double bottom, the leak-monitoring
feature of this design provides the best indication of a
leak.
Acoustic Emission Method: Acoustic emissions are
stress waves produced by movement in materials. The
waves result from the action of a stimulation force,
such as sound, introduced into a AST by strategically
located instrumentation. The sound emissions are
monitored, the location of the sounds generator (the
leak) located by triangulation. Attaining the degree of
accuracy needed to detect small leaks is not, however,
within current technological capabilities.
Advantages: Acoustic emission testing may identify
those ASTs that may be leaking and help to set priori-
ties for large storage fields.
Disadvantages: The method is sensitive to extraneous
noise sources such as nearby roads, other equipment,
pipelines; trains or airplanes may also interfere with the
testing.
Soil-gas Chromatography Method: An electrochemi-
cal analysis; this method finds a known chemical com-
pound in a general sample of material. A volatile,
organic, AST-liquid-compatible chemical is added to
the AST. After a specified length of time, vapor sam-
ples are taken from soil probes around the AST and
then analyzed for the known chemical tracer com-
pound.
Advantages: This method has an advantage in that it
is more sensitive than groundwater monitoring methods
and can detect leaks soon after they occur.
Disadvantages: Soil-gas chromatography is very time
consuming; requires the AST to be isolated too long;
and would require huge amounts of tracer chemical in
an operating AST.
Hydrostatic Monitoring Method
Hydrostatic AST gaging has led some researchers to
adapt the theory of the U-tube manometer for AST
leak testing. The AST is one leg of the manometer and
a reference standpipe is the other leg. Leakproof valves
and very highly sensitive differential-pressure
transducers are installed in the U section of the ma-
nometer. Comparing the reference pressure to a chang-
ing pressure in the AST indicates the leak and over
time indicates the leak rate. In theory, this is a very
simple and easy test method.
At this time, the Company does not recommend us-
ing this method for leak detection.
Disadvantages:
Hydrostatic monitoring requires isolating the AST
for a long period of time as a test of one day or
less always gives erroneous results, and averaging
the diurnal volume fluctuations of the AST each
day for three to five days increases the accuracy.
Complicated mathematical adjustments to the pres-
sure data are necessary in both the AST and stand-
pipe to account for the volume change due to the
thermal expansion of their shells.
Another difficult adjustment to the pressure data is
to account accurately for the vaporization losses in
both the AST and the standpipe that are not pro-
portionate to their cross-sectional areas.
Eliminating the standpipe does not simplify the test
because temperature profiles, volume adjustments,
and evaporation losses become even more critical
to the accuracy of the test.
Temperature profiles must be taken in the horizon-
tal and vertical planes of the liquid; and tempera-
tures must be taken on the circumference of the
shell to accurately determine the differential expan-
sion of the shell.
1050 API 653 REPAIR AND
ALTERATION GUIDELINES
API 653 addresses all aspects of work involving ex-
isting petroleum ASTs, including repairs, alteration,
and relocation. In many cases, very little specific in-
formation is given about the details of the repairs;
therefore, an engineer experienced in AST design, re-
pair, and constructions should review and endorse spe-
cific details.
To ensure comparable quality of workmanship and
level of quality control measures (such as NDE) be-
tween new construction and alternations/repairs, many
API 653 requirements and practices are derived from
or are extensions of API 650. At the same time, since
few specific details are given for alterations and repairs
and many requirements are identical, the principles of
design and construction for new ASTs offer guidance
for repairs and alterations.
NDE Procedures/Qualifications/Acceptance Standards:
API 653, Sections 10.1.1.1 and 10.1.1.2 state that Non-
destructive Examination Procedures, qualifications and
acceptance criteria shall be prepared for visual, mag-
netic particle, liquid penetrant, ultrasonic, and radio-
graphic methods and that API 650 sets the
1000 Inspection and Testing Tank Manual
1000-24 March 1993
qualifications for personnel performing nondestructive
examinations.
Welding Procedures/Qualifications/Acceptance Stand-
ards: API 653, Section 9 describes welding require-
ments. API 653, Section 9.1.1, identical to API 650
requirements, states that Welding Procedure Specifica-
tions (WPS), and welders and welding operators shall
be qualified in accordance with Section IX of the
ASME Code [2].
The requirements for welders identifying, marking,
and recording detailed in API 653, Section 9.2.1 are
identical to those of API 650.
Figure 1000-16 lists the common types of work on
ASTs, the problems encountered with this type of
work, and the recommended inspection and testing.
While industrial standards may dictate acceptable test-
ing methods, the Company often requires supplemen-
tal methods to increase reliability or to accommodate
situations that warrant additional or unusual testing
methods.
Consult the local inspection organization or CRTCs
Material and Equipment Engineering Unit for more
information.
Repairs: API 653, Section 1.5.9 discusses both minor
(or routine) and major repairs which are generally re-
placement of components or restoration to a safe con-
dition. Nameplates and API 653 certification are not
required and should not be used on ASTs repaired in
accordance with API 653.
Alterations: API 653, Section 1.5.1 defines alterations.
They are any work involving cutting, burning, welding,
or heating operations that change the physical dimen-
sions or configuration of the AST. Alterations may be
the result of suitability for service evaluations or AST
inspections. Nameplates and API 653 certification are
not required and should not be used on ASTs altered
in accordance with API 653.
Alterations may be required under the following cir-
cumstances:
The owner/operator may wish to increase the ca-
pacity of an AST by increasing shell height. The
altered shell design must take into consideration all
anticipated loadings, including wind and seismic, if
applicable, and allowable soil-bearing capacity.
The owner/operator may want to add new penetra-
tions to accommodate changes in piping systems.
Similarly, existing penetrations may be altered for
increased external loadings or to comply with cur-
rent API 650 details.
Dismantling and Reconstruction: Although uncom-
mon, an AST may be relocated by cutting it down and
re-erecting it. This task must be planned and executed
carefully to ensure a quality finished product. For defi-
nitions, see API 653, Sections 1.5.7 and 1.5.8.
1051 Repairs of AST Components
Those AST components for which API 653 provides
rules for repair are listed and then discussed individu-
ally below (numbers in parentheses refer to paragraphs
in API 653):
Shell plates (Sections 7.1, 7-2)
Defective welds (Section 7.5)
Shell penetrations (Sections 7.6, 7.7)
Bottom plates (Section 7.9)
Slumps (Section 7.9.1.3)
Fixed roofs (Section 7.10)
Floating roofs (Section 7.11)
Floating roof seals (Section 7.12)
Foundations (Appendix B)
1052 Welding
Minimum Weld Spacing Requirements
API 653, Figure 7-1 shows minimum dimensions and
weld spacing requirements for repair and patch plates;
however, Figure 7-1 has an error. Until it is revised,
use Figure 1000-17.
Figure 1000-17 appears on page following.
As with other API 653 requirements common to all
work, API 650s criteria for weld spacing applies. Al-
though the figures and wording are somewhat confus-
ing, the intent of API 653 and API 650 is to follow
the same weld-spacing criteria.
In practice, the current API 650 weld-spacing require-
ments were not observed in many original AST con-
structions. It is not the intent of API 653 to require
that weld spacings be corrected in such cases, pro-
vided the service history of the AST has been main-
tained satisfactorily. If, however, either or both of two
adjacent welds are disturbed (as in the case of a new
bottom installation), the resulting weld spacings
must satisfy the requirements of the current edition
Tank Manual 1000 Inspection and Testing
March 1993 1000-25
Tank Repairs, Problems, and Recommended Tests/Inspections
Repair Common Problems Inspection Methods
Weld Repairs
Lap weld patches on
plate (bottom and roof
only)
Pinhole leaks
Burn through
Cracking
One side visible: vacuum test.
2 sides visible: penetrant test.
On bottoms: hydrotest to safe oil height
If indications of leakage, add biodegradable dye to
confirm
Butt welded patches on
plate
Weak weld
Pinholes
Cracking
Radiograph, if accessible. Otherwise, penetrant test
or magnetic particle test
Hydrotest to the safe oil height.
Major Component Replacement
Annular ring
replacement
Seam leaks Shell-to-ring fillet weld: Penetrant or diesel test
outer weld before making inner weld. Penetrant
test inner weld.
Radial butt welds: spot radiograph per API 650.
Penetrant test.
Ring-to-plate lap welds: vacuum test.
Hydrotest to safe oil height
Bottom replacement Bottom leaks Annular ring: See above
Bottom plate lap welds: vacuum test weld seams.
Hydrotest to safe oil height.
Door sheet or shell
course replacement
Weld leaks Penetrant test first and last weld pass
100% radiograph
Hydrotest to safe oil height
Check for peaking and banding
TA100016.WP
Fig. 1000-16 Tank Repairs, Problems, and Recommended Tests/Inspections (1 of 2)
1000 Inspection and Testing Tank Manual
1000-26 March 1993
TA100016.WP
Tank Repairs, Problems, and Recommended Tests/Inspections
Repair Common Problems Inspection Methods
Shell nozzle installation Weld cracks Nozzle welds: penetrant test first and last pass or
magnetic particle test. Ultrasonic test.
Reinforcing pad: soap test welds by pressurizing
space between pad and plate to 10 psig per API
650. Hydrotest to safe oil height.
Installation of a new in-
ternal floating roof in a
fixed roof tank
Roof hangup Check plumb of columns.
Inspect all column surfaces and entire shell over
entire travel distance of IFR.
Installation of a new
floating roof
Roof hangup
Annular space variation
causing problems with
roof seals
Pontoon leaks
Have surveyor check shell roundness and plumb.
Check tank diameters at multiple levels. Measure
annular space variations as roof rises.
Vacuum test fillet welds.
Insert smoke generator inside pontoon or visually
inspect. Inspect pontoons during hydrotest.
Appurtenance Replacement or Repairs
Floating roof leg
replacement
Leaks at leg reinforcing
pad weld
Penetrant test or magnetic particle test the weld.
Verify that reinforcing is on underside of roof.
Roof drain repairs Roof drain leaks Pressure test to 50 psi per API 650.
Check layout dimensions closely.
New swing
pontoons
Leaking Pressurize pontoons to 7 psig and block in. Check
pressure loss over 30 minutes. Soap test weld
seams while pressured.
Gagewell installation Floating roof jams
Vapor plug or sampler
hangup
Check plumb of pipe with level. Measure edge of
pipe to shell spacing at multiple levels.
Visually inspect. Lower plug and check for drag.
Fig. 1000-16 Tank Repairs, Problems, and Recommended Tests/Inspections (2 of 2)
Tank Manual 1000 Inspection and Testing
March 1993 1000-27
of API 650. New welds must satisfy these minimum
spacing requirements.
Defective Welds
API 653 distinguishes between existing welds and new
welds. New welds include repair welds of existing
welds with flaws.
Existing Welds. When found to have cracks (during
inspections or at any other times), all existing welds,
including shell-to-bottom welds, must have the defec-
tive area removed and repaired by welding. Welds that
have lack of fusion, slag, and porosity must be evalu-
ated. If they meet the requirements of the original stand-
ard of construction, they need not be repaired. If,
however, such flaws are not acceptable to the original
standard, the defective area must be removed and re-
paired by welding. Weld undercuts, corrosion, and pitting
must be evaluated and, if unsuitable for service, repaired.
Weld reinforcement of existing welds in excess of API
650 criteria is acceptable, provided it does not cause op-
erational problems (e.g., undue wear of seals).
Limits of Repairs for Existing Welds. If the NDE of
repairs, installation of new plates, or reconstruction
X46291.PLT
TA100017.GEM
Fig. 1000-17 Acceptable Details for Replacement for Shell Plate Material
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
1000 Inspection and Testing Tank Manual
1000-28 March 1993
(dismantling and reconstructing) reveals flaws in exist-
ing welds, the acceptance criteria for such flaws and
the limits of any needed NDE and repairs may be
based on the original standard of construction. If the
original standard cannot be established, the acceptance
criteria and the limits of any repairs must be made in
accordance with the current edition of API 650.
Quality and Details of Repair, New Plate Installa-
tion, and Reconstruction Welds. The material and de-
tails of such welds must comply with the current
edition of API 650. For example, the repair of a partial
fusion butt weld is complete penetration and complete
fusion. For reconstructed ASTs, shell replacement and
new butt joints must have complete penetration and be
complete fusion welds.
NDE of Repaired Existing Welds and of New
Welds. Areas in which defects in existing welds have
been removed must be examined visually and by MT
(or PT) before welding:
Completed repairs of existing butt welds should be
RT (or UT) examined for the full length of the re-
pair.
Completed repairs of existing fillet welds should be
MT (or PT) examined.
Butt welds for inserting new shell plates or door
sheets should be spot RT examined.
Each vertical and horizontal seam and new inter-
section between shell vertical and horizontal welds
should be RT examined.
New butt welds in reconstructed ASTs should be
spot RT examined.
1053 Shell Plates and Penetrations
Shell Plates
API 653 regulates the repair and replacement of shell
plates and focuses on minimum thickness, minimum
dimensions of replacement plate, weld-joint design for
replacement plates, and repair of defects such as flaws,
cracks, gouges and tears (such as those left after re-
moving the contractors temporary accessories).
Although not referred to specifically in API 653, Sec-
tion 7, specifications for all materials used when re-
placing shell plates, inserts, and reinforcing plates must
conform to the applicable material requirement stand-
ards. In the case of repairs to an API 650 or API 12C
AST, the material-temperature-toughness requirements
of the current edition of API 650 and of the material
apply; and it must be able to be welded (by an ap-
proved welding procedure) to the existing material.
Installing a replacement plate or a section of a plate
on an existing AST introduces the potential for dis-
tortions. These arise from shrinkage stresses in weld-
ing, especially when welding an already distorted
shell. To reduce such effects, consideration must be
given to proper fit-up, heat input, and welding se-
quence (API 653, Par. 7.2.3.4).
No specific limiting distortion values are given. The re-
paired (reconstructed) shell is expected to satisfy the
wind-buckling and seismic-stability requirements (Par.
6.6.2 and Par. 6-8) of the applicable standard. The im-
plication is that API 650 tolerances should apply and that
the tolerances in API 653, Paragraph 8.5 for dismantled
and reconstructed ASTs could also be considered.
All flaws (defects) in the shell plates such as cracks,
scars, gouges, tears, lamination, arc strikes are to be
removed by grinding or by welding (using qualified
procedures). Further grinding may be necessary as de-
termined by an engineering evaluation. Welded repairs
are made when the remaining plate thickness is inade-
quate after grinding. Flaws, such as scars with a
smooth profile, may be exempt from repairs if an en-
gineering evaluation accepts them.
Shell Penetrations
API 650 Section 3 for Design is the basis for any repairs
to shell penetrations, including the addition of any re-
quired reinforcing plates to unreinforced penetrations.
1054 Bottom Plates and Slumps
Depending on the extent of damage to the bottom, re-
pairs may range from replacing only a portion of the
bottom plates to the entire bottom.
Critical Zone
If repairs within the critical zone are more extensive
than those permitted by API 653, a new section of bot-
tom plate must be installed. API 653 defines the limits
of a critical zone (see Figure 1000-18) as the bottom
plate adjacent to the shell. This area is considered criti-
cal for two basic reasons, namely:
1. High Stress: The level of stress in this high-stress
area cannot be predicted by the membrane theory
alone. The rotational forces and discontinuity
stresses (resulting from the geometry of the junction
and the presence of penetrations in the first shell
Tank Manual 1000 Inspection and Testing
March 1993 1000-29
course) subject the area to high-stress concentra-
tions.
2. Corrosion: Historically, this area is subject to corro-
sion.
Repairing the Bottom Plate away from the Critical
Zone: API 653 does not restrict repairs to the bottom
plate away from the critical zone. In accordance with the
current API 650, Company practice for repairs of the bot-
tom plate away from the critical zone is generally to use
lap welded round cornered cover plates of material se-
lected. (See Figure 1000-14.)
Slumps
API 653 does not permit repairs to slumps within the
critical zone (see Figure 1000-18). If a slump, or a portion
of it, is located in the critical zone and is in need of re-
pair, the slump must be removed, repaired, and then re-
installed (if required) in accordance with the weld spacing
requirements of API 650.
Replacing Entire AST Bottoms
API 653 permits new bottoms to be installed with or with-
out removing the existing bottom. When the existing bot-
tom is to be removed and replaced with a new one,
Company practice is to cut through and remove the bottom.
Other Reasons for Complete Replacement: Under cer-
tain circumstances, the owner/operator may choose to re-
place the entire bottom plate rather than repairing several
small portions because:
The physical damage to the bottom plate is so extensive
that complete replacement is more economical than lo-
cal repair.
The remaining bottom-plate thickness is within the ac-
ceptance criteria for suitability for service evaluation,
but the owner/operator wishes to upgrade or extend the
ASTs service life by incorporating thicker plates to
increase the corrosion allowance.
The owner/operator wants to incorporate one or a com-
bination of systems: leak detection, secondary contain-
ment, cathodic protection.
Replacing without Removing Existing Bottom
API 653 specifies the following requirements when in-
stalling a complete new AST bottom and not removing
the existing bottom.
1. The new bottom plate must be installed by slotting
the shell. All rules for weld spacing in current API
650 must be observed. (See Figure 1000-19 for
details.)
2. The new bottom floor may rest on a layer of sand,
gravel, concrete, or other suitable noncorrosive
X46290.PLT
TA100018.GEM
Fig. 1000-18 Critical Zone for Tanks With and
Without Annular Plates
X46288.PLT
TA100019.GEM
Fig. 1000-19 Slotted Shell Detail for New Bottom
in Existing Tank
1000 Inspection and Testing Tank Manual
1000-30 March 1993
material. (By suitable, API 653 means a material
that provides uniform support of the new bottom
plate to the same extent as required by API 650
for new construction.)
3. All foundation subgrade voids must be filled with
sand, gravel, crushed limestone, concrete, or grout.
4. Existing shell penetrations near the existing floor
may need to be modified to satisfy weld-spacing
requirements of the current API 650. (See Figures
1000-17, 1000-20, and 1000-21 for details.)
5. Modification of floating roof support legs may be
necessary.
6. Bearing plates for floating roof support legs and
roof support columns must be installed.
1055 Roofs and Foundations
Fixed and Floating Roofs
Fixed Roofs: API 653 provides no specific require-
ments for the repair of fixed roofs. The intent of API
653 is to meet API 650s minimum requirements for
repaired or replaced parts in roof design.
Floating Roofs: Similar to fixed roofs, API 653 pro-
vides few guidelines for the repair of internal and ex-
ternal floating roofs. No leaks are permitted, and any
leaks must be repaired by rewelding the leaking joint
or by patch plates.
Floating Roof Seals: API 653 specifically permits the
repair of primary and secondary seal systems while the
AST is in service, provided that, for primary seals, no
more than one-fourth of the seal is removed for repair
at a time. For some types of primary seals, in-service
accessibility may limit the extent of repairs that can be
accomplished.
Proper seal-to-shell gaps must be maintained to ensure
that the seal functions properly and that the final re-
paired seal system complies with the regulatory re-
quirements of all applicable jurisdictions.
Foundations
API 653, Appendix B provides guidelines for the
evaluating AST bottom settlement.
X46286.PLT
TA100020.GEM
Fig. 1000-20 Method for Raising Shell Nozzles
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction,
First Edition, January 1991. Reprinted Courtesy of the American Petroleum
Institute.)
X46287.PLT
TA100021.GEM
Fig. 1000-21 Shell Nozzle Modification
Tank Manual 1000 Inspection and Testing
March 1993 1000-31
If AST settlements are outside the guidelines of API
653, Appendix B, repairs are not necessarily mandated,
but consideration should be given to making repairs or
a rigorous stress analysis should be performed to evalu-
ate the deformed profile ... The judgement on repairs
should be tempered with knowledge of AST service his-
tory, previous repairs, previous inspections, AST founda-
tion conditions, soil characteristics, the material of (AST)
construction, and estimates of future settlement [3].
API 653 recognizes that an ASTs settlement is not
necessarily a single type (edge settlement versus local-
ized settlement versus planar tilting) but rather is usu-
ally a combination of several types.
When settlements exceed the guidelines of API 653,
Appendix B, this standard only mentions the following
approaches for correcting settlement and gives no de-
tailed requirements for any of them:
Localized repairs of the bottom plate
Partial re-leveling of the AST periphery
Major re-leveling of the entire AST bottom
Filling foundation subgrade voids with sand, gravel,
crushed limestone, concrete, or grout
1056 Hot Taps
API 653 permits hot tapping of ASTs, provided it is
performed in accordance with specific procedures (e.g.,
API Publication 2201) and details (see Figure 1000-22
in this section or API 653, Figure 7-5).
If, in the course of an inspection, a hot tap is found
on an existing AST, its suitability for service must be
evaluated and action taken depending on the outcome:
No change in service: The hot tap should be evalu-
ated for compliance with the details shown in API
653, Figure 7-5.
A change in service: The hot tap should be removed
and, if necessary, replaced with a permanent penetra-
tion in accordance with API 653, Section 6.5.
It is recommended that all hot taps be removed
when the AST is cleaned and gas freed and replaced
with complying details.
1057 Hydrostatic Testing of Repaired,
Altered, or Reconstructed ASTs
Required Hydrostatic Testing
API 653, Section 10 covers hydrostatic testing require-
ments. Figure 1000-23 summarizes the conditions for
which hydrostatic testing is required.
Note: There is a loophole in API 653, Table 10.
Use this manuals Figure 1000-23 instead.
A full hydrostatic test is required for reconstructed
ASTs and after major repairs or major alterations to a
AST, unless it is exempted as described below. A ma-
jor repair or alteration is defined as follows:
Installation of any shell penetration beneath the design
liquid level and larger than 12 inches or any bottom
penetration located within 12 inches of the shell.
Replacement of any shell material beneath the de-
sign liquid level or any annular plate ring material
where the longest dimension exceeds 12 inches.
X46370.PLT
TA100022.GEM
Fig. 1000-22 Exemption Curve for Hot Tapping
Tanks with Steels of Unknown
Toughness
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction,
First Edition, January 1991. Reprinted Courtesy of the American Petroleum
Institute.)
1000 Inspection and Testing Tank Manual
1000-32 March 1993
Complete or partial removal or replacement of more
than 12 inches of vertical weld joining shell plates, or
radial welds joining the annular plate ring.
Replacement of an AST bottom.
Removal and replacement of any part of the shell-
to-bottom weld.
Whenever there has been shell jacking.
Hydrostatic Testing Exemption
Hydrotesting may be exempted under the following
conditions:
1. The toughness (resistance to brittle fracture) of the
existing AST material is unknown; but the shell
metal temperature/shell thickness combination falls
above the curve of Figure 1000-24; and all of the
following specific conditions are satisfied:
a. An engineer, experienced in AST design per
API 650, has reviewed and approved the
method of repair.
b. Repair materials meet current API 650 require-
ments.
c. Existing vertical and horizontal shell joint welds
shall have complete penetration and complete
fusion. The root pass and completed weld pass
of new welds, attaching shell plate to shell plate
must be examined visually and in accordance
with API 650 radiographic methods.
In addition, for plate thicknesses greater than
one inch, each side of the complete length of the
Basic Condition
Specific
Requirements
Shell Condition
1. Tank material of unknown
toughness, but satisfies the
exemption criteria of
Figure 10-1.
a,b,c,d
2. Tank material meets the
toughness requirements of
API 650, seventh edition
or later.
a,b,c,d
Bottom Condition
3.
Tank repairs limited to
bottom plates or annular
plate ring (excluding shell-
to-bottom weld).
a,b
Specific Requirements:
a. The repair method has been reviewed and approved by
an engineer experienced in storage tank design in ac-
cordance with API Standard 650.
b. Material used for the repair shall meet API Standard
650 requirements.
c. Vertical and horizontal shell joint welds shall have
complete penetration and complete fusion. The root
pass and final pass examination shall be in accordance
with 10.1.5 of API 653. In addition, the finished weld
shall be fully radiographed.
d. Shell penetrations shall be installed with complete
penetration and complete fusion welds for the reinforc-
ing plate to nozzle neck and nozzle neck to shell joints.
The root pass of the nozzle attachment weld shall be
aback gouged and examined by magnetic particle or
liquid penetrant methods; the completed weld shall be
examined by ultrasonic method. Examination and ac-
ceptance criteria for nondestructive examinations shall
be in accordance with 10.1.1 of API 653.
TA100023.WP
Fig. 1000-23 Conditions for Exemption from Tank
Hydrostatic Test for Major Repairs and
Alterations
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction,
First Edition, January 1991. Reprinted Courtesy of the American Petroleum
Institute.)
X46371.PLT
TA100024.GEM
Fig. 1000-24 Exemption Curve for Hydrostatic
Testing of Tanks
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction,
First Edition, January 1991. Reprinted Courtesy of the American Petroleum
Institute.)
Tank Manual 1000 Inspection and Testing
March 1993 1000-33
back-gouged surface of the root pass and final
pass must be examined by magnetic particle or
liquid penetrant methods; the finished weld must
also be radiographed fully.
d. Shell penetrations must be installed with com-
plete penetration and complete fusion welds for
the reinforcing plate to nozzle neck and nozzle
neck to shell joints. The root pass of the nozzle
attachment weld must be back-gouged and ex-
amined by magnetic particle or liquid penetrant
methods; the completed weld by the ultrasonic
method. Examination and acceptance criteria
must meet the requirements in the current edi-
tion of API 650 for nondestructive examina-
tions.
2. The AST material must meet not only the tough-
ness requirements of API 650 ( 7th edition or later)
but also the specific conditions in 1.a. through 1.d.
(above).
3. AST repairs that are limited to the bottom plates
or annular plate rings, exclude the shell-to-bottom
weld, and satisfy specific conditions in 1.a.
through 1.b. (above). Note that whenever the
shell-to-bottom weld is involved, a hydrostatic
test is required.
4. After replacing a door sheet to facilitate repairs or
alterations, provided both of the following condi-
tions are satisfied:
a. The spacing between the shell-to-bottom weld
and the weld of the lower edge of the door sheet
is either of the following:
Greater than three inches for ASTs less than
or equal to 1/2-inch thick; or
Greater than eight times the shell thickness
or ten inches for ASTs greater than 1/2-inch
thick.
b. The AST is otherwise exempt from hydrostatic
testing.
Other Considerations for Hydrostatic Testing
Although API 653, Section 10 defines the conditions
for which hydrostatic testing is definitely required and
not required, some situations may require a case-basis
assessment to determine if hydrostatic testing is
needed. An example is an AST converted from heated
to non-heated service. API 653 Paragraph 3.2.2 advises
the need to consider a hydrostatic test for a change of
service. Depending on the type of changes, the service
history, and reduction in the level of operating tem-
perature, an experienced AST engineer may need to
conduct a review and decide whether or not hydrostatic
testing is required.
1058 Dismantling and Reconstruction
It is the intent of API 653 that the structural integrity
and serviceability of an AST not be compromised dur-
ing dismantling and reconstruction.
For existing ASTs, API 653, Section 8 gives specific
details for these processes and should be reviewed
carefully and understood fully before initiating a dis-
mantle/reconstruct contract. Among the most important
API 653 requirements are that:
Without exception, a reconstructed AST requires a
hydrostatic test.
An AST reconstructed in accordance with API 653
must be:
Identified with a nameplate similar to that
shown in API 653, Figure 11-1.
Certified with a statement as shown in API
653, Figure 11-2.
Different organizations should not dismantle and
subsequently reconstruct ASTs.
A written dismantling procedure must be prepared
in accordance with the OSHA requirement.
While API 653 permits less restrictive tolerances
than API 650 for reconstruction of the AST itself,
the foundation tolerances specified in API 653, Sec-
tion 8.5.6 are as restrictive as those in API 650.
1060 THE MECHANICAL INTEGRITY
ELEMENT OF OSHA 29 CFR
1910.119
Figure 1000-25 summarizes inspection, testing and
maintenance requirements published in national and
Corporate standards, codes, procedures, practices and
specifications. It is included to assist you in developing
written procedures needed to comply with OSHA 29
CFR 1910.119.
Figure 1000-25 appears on pages following.
1000 Inspection and Testing Tank Manual
1000-34 March 1993
The mechanical integrity element of OSHA 29 CFR
1910.119 requires that facilities:
Revise, develop, and implement written maintenance,
inspection, and integrity measures to ensure the con-
tinuing mechanical integrity of these facilities.
Develop procedures that follow good engineering
practice and generally accepted industrial standards.
Document inspections.
Figure 1000-25 does not provide details, designs, nor
procedures but merely represents a list to start devel-
oping compliance tailored to the facility in question; it
is not intended to:
Cover every standard or code of practice.
Endorse, recommend, or approve any inspection,
procedure, guideline or standard.
1070 API RECOMMENDED PRACTICE
RP 575
API RP 575, Inspection of Atmospheric and Low-Pres-
sure Storage Tanks is a new, tutorial document that
provides many good diagrams and figures to help with
conducting AST inspections.
1080 REFERENCES
[1], [2], [3]
API Std. 653; Tank Inspection, Repair, Alteration, and
Reconstruction
1090 Other Resources
API RP 651; Cathodic Protection for Aboveground Pe-
troleum Storage Tanks
API RP 652; Lining of Aboveground Petroleum Stor-
age Tanks
API Std. 650; Welded Steel Tanks for Oil Storage
API Std. 620; Design and Construction of Large,
Welded Low-Pressure Storage Tanks
API Std. 2000; Venting Atmospheric and Low-Pressure
Storage Tanks
API RP 2003; Protection Against Ignitions Arising Out
of Static, Lightning, and Strong Currents
API Pub. 2015; Cleaning Petroleum Storage Tanks
API Pub. 2207; Preparing Tank Bottoms for Hot Work
API Pub. 2217; Guidelines for Continued Space Work
in the Petroleum Industry
Tank Manual 1000 Inspection and Testing
March 1993 1000-35
T
A
1
0
0
0
2
5
A
.
P
C
X
F
i
g
.
1
0
0
0
-
2
5
I
n
s
p
e
c
t
i
o
n
,
T
e
s
t
i
n
g
,
a
n
d
M
a
i
n
t
e
n
a
n
c
e
R
e
q
u
i
r
e
m
e
n
t
s
(
1
o
f
9
)
1
0
0
0
I
n
s
p
e
c
t
i
o
n
a
n
d
T
e
s
t
i
n
g
T
a
n
k
M
a
n
u
a
l
1
0
0
0
-
3
6
M
a
r
c
h
1
9
9
3
T
A
1
0
0
0
2
5
B
.
P
C
X
F
i
g
.
1
0
0
0
-
2
5
I
n
s
p
e
c
t
i
o
n
,
T
e
s
t
i
n
g
,
a
n
d
M
a
i
n
t
e
n
a
n
c
e
R
e
q
u
i
r
e
m
e
n
t
s
(
2
o
f
9
)
T
a
n
k
M
a
n
u
a
l
1
0
0
0
I
n
s
p
e
c
t
i
o
n
a
n
d
T
e
s
t
i
n
g
M
a
r
c
h
1
9
9
3
1
0
0
0
-
3
7
T
A
1
0
0
0
2
5
C
.
P
C
X
F
i
g
.
1
0
0
0
-
2
5
I
n
s
p
e
c
t
i
o
n
,
T
e
s
t
i
n
g
,
a
n
d
M
a
i
n
t
e
n
a
n
c
e
R
e
q
u
i
r
e
m
e
n
t
s
(
3
o
f
9
)
1
0
0
0
I
n
s
p
e
c
t
i
o
n
a
n
d
T
e
s
t
i
n
g
T
a
n
k
M
a
n
u
a
l
1
0
0
0
-
3
8
M
a
r
c
h
1
9
9
3
T
A
1
0
0
0
2
5
D
.
P
C
X
F
i
g
.
1
0
0
0
-
2
5
I
n
s
p
e
c
t
i
o
n
,
T
e
s
t
i
n
g
,
a
n
d
M
a
i
n
t
e
n
a
n
c
e
R
e
q
u
i
r
e
m
e
n
t
s
(
4
o
f
9
)
T
a
n
k
M
a
n
u
a
l
1
0
0
0
I
n
s
p
e
c
t
i
o
n
a
n
d
T
e
s
t
i
n
g
M
a
r
c
h
1
9
9
3
1
0
0
0
-
3
9
T
A
1
0
0
0
2
5
E
.
P
C
X
F
i
g
.
1
0
0
0
-
2
5
I
n
s
p
e
c
t
i
o
n
,
T
e
s
t
i
n
g
,
a
n
d
M
a
i
n
t
e
n
a
n
c
e
R
e
q
u
i
r
e
m
e
n
t
s
(
5
o
f
9
)
1
0
0
0
I
n
s
p
e
c
t
i
o
n
a
n
d
T
e
s
t
i
n
g
T
a
n
k
M
a
n
u
a
l
1
0
0
0
-
4
0
M
a
r
c
h
1
9
9
3
T
A
1
0
0
0
2
5
F
.
P
C
X
F
i
g
.
1
0
0
0
-
2
5
I
n
s
p
e
c
t
i
o
n
,
T
e
s
t
i
n
g
,
a
n
d
M
a
i
n
t
e
n
a
n
c
e
R
e
q
u
i
r
e
m
e
n
t
s
(
6
o
f
9
)
T
a
n
k
M
a
n
u
a
l
1
0
0
0
I
n
s
p
e
c
t
i
o
n
a
n
d
T
e
s
t
i
n
g
M
a
r
c
h
1
9
9
3
1
0
0
0
-
4
1
T
A
1
0
0
0
2
5
G
.
P
C
X
F
i
g
.
1
0
0
0
-
2
5
I
n
s
p
e
c
t
i
o
n
,
T
e
s
t
i
n
g
,
a
n
d
M
a
i
n
t
e
n
a
n
c
e
R
e
q
u
i
r
e
m
e
n
t
s
(
7
o
f
9
)
1
0
0
0
I
n
s
p
e
c
t
i
o
n
a
n
d
T
e
s
t
i
n
g
T
a
n
k
M
a
n
u
a
l
1
0
0
0
-
4
2
M
a
r
c
h
1
9
9
3
T
A
1
0
0
0
2
5
H
.
P
C
X
F
i
g
.
1
0
0
0
-
2
5
I
n
s
p
e
c
t
i
o
n
,
T
e
s
t
i
n
g
,
a
n
d
M
a
i
n
t
e
n
a
n
c
e
R
e
q
u
i
r
e
m
e
n
t
s
(
8
o
f
9
)
T
a
n
k
M
a
n
u
a
l
1
0
0
0
I
n
s
p
e
c
t
i
o
n
a
n
d
T
e
s
t
i
n
g
M
a
r
c
h
1
9
9
3
1
0
0
0
-
4
3
T
A
1
0
0
0
2
5
I
.
P
C
X
F
i
g
.
1
0
0
0
-
2
5
I
n
s
p
e
c
t
i
o
n
,
T
e
s
t
i
n
g
,
a
n
d
M
a
i
n
t
e
n
a
n
c
e
R
e
q
u
i
r
e
m
e
n
t
s
(
9
o
f
9
)
1
0
0
0
I
n
s
p
e
c
t
i
o
n
a
n
d
T
e
s
t
i
n
g
T
a
n
k
M
a
n
u
a
l
1
0
0
0
-
4
4
M
a
r
c
h
1
9
9
3
Shop Work for Field-Erected Tanks: Inspection and Checklist
The Quality Assurance Team of CRTCs Materials and Equipment Engineering Unit can arrange shop inspections.
The principal reason for shop inspection of field-erected tank components is to avoid receipt of faulty material at
the erection site which can result in delay or force the user to accept something that is less than required or
desired. The following inspection plan is typical for API 650 or API 12D tanks. It can be adjusted to fit special
circumstances or to reduce costs.
INSPECTION CHECKLIST
Item: Report #:
Specific Location:
Check if
Completed
Activity Comments
Pre-inspection meeting at Vendors Shop (prior to start of plate
processing or fabrication).
Review purchase order, supplements, list sheets, referenced
specifications.
Review Chevron inspection requirements.
Review fabrication schedule.
Check weld procedures for compliance with ASME Section IX.
Verify welders are qualified to follow the appropriate procedures.
Shell Plate Inspection
With a micrometer, gage every shell plate at five equally spaced
points on each end (or at the frequency required by the AST
specification) to verify it is within API tolerance on specified
thickness.
Measure diagonals of each plate to verify squareness; difference
in diagonals not to exceed 1/8 inch.
Visually inspect both sides of every shell plate for:
1. Laminations, scars, and pits. A few small scars and pits may be
weld repaired and ground to bring plate up to required
thickness. A plate is rejected if scars or pits are prevalent.
Laminated plate is rejected.
2. Straightness after rolling (freedom from buckles or waves).
3. Imperfections or damage along weld bevels or edges that would
interfere with fit-up or welding.
4. Curvature across plate width caused by worn plate rolls. Plates
are rejected if curvature in this direction exceeds API 650
banding limits.
Verify that plate is cribbed after rolling to prevent flattening
plates at bottom of stack and that it will also be cribbed for
transport.
Material Test Reports:
1. Compare the heat number and slab number found on every
shell plate with the heat/slab numbers found on the material
test reports.
2. Review the material test reports to verify that chemical and
physical test results meet the applicable ASTM requirements.
For some plate materials, ASTM does not require that the mill
mark every plate with the heat/slab number. If plates are not
marked, the Vendor must mark each plate with a code number
or piece number so that thickness readings can be traced back
to a particular plate to help track plates visually inspected.
TAM10006.WP
Fig. 1000-6 Field-Erected Tanks Inspection Checklist (1 of 2)
Tank Manual 1000 Inspection and Testing
March 1993 1000-45
TAM10006.WP
INSPECTION CHECKLIST
Item: Report #:
Specific Location:
Check if
Completed
Activity Comments
Check shell and roof plate cleaning and painting.
1. Make random inspections of surface preparation of plate
(usually by sandblast or gritblast) prior to painting. Check
degree of cleaning and anchor pattern against what is
specified.
2. Visually inspect primer on every plate for runs, sags, mud
cracking, holidays, entrapped dirt, or other deficiencies.
Verify that all edges were masked to keep paint two inches
from joints to be field welded.
3. Measure primer thickness on every plate at five locations, one
foot in from each corner and in the center of each plate to
verify specified minimum thickness is present.
Appurtenance Inspection (Appurtenances will in most cases be
shop-fabricated.)
Spot check fit-up of appurtenances prior to welding.
Witness approximately 25 percent of magnetic-particle
examinations of nozzle/reinforcing pad welds that do not require
stress
relief and all magnetic particle examination for manway, nozzle,
and reinforcing pad welds that require stress relief. Magnetic
particle examination of welds requiring stress relief are
witnessed after stress relief.
Review furnace charts for correct time and temperatures on shell
plate assemblies requiring stress relief.
Witness approximately 25 percent of the air/soap film testing of
reinforcing pad welds. Witness all of the air/soap film testing of the
reinforcing pad welds which require stress relief (after stress relief).
Spot check handrails, grating, and stairs against the structural steel
Specification CIV-EG-398 and details shown on standard drawings.
Verify that the shop can trace nozzle neck and reinforcing pad
materials back to material test reports.
Make random dimensional checks.
Visually inspect all welds on nozzles, AST plate, and floating roof
sections. Weld quality is expected to be per ASME Section VIII
for types of flaws not specifically covered by API 650 or API
12D.
Visually inspect all welds on structural parts for compliance with
AWS Structural Welding Code D-1.1.
Records and Documents (to be obtained from Vendor)
Retain material test reports for all shell plate and bottom plate.
Retain furnace charts for all items requiring stress relief.
Fig. 1000-6 Field-Erected Tanks Inspection Checklist (2 of 2)
1000 Inspection and Testing Tank Manual
1000-46 March 1993
TAM10007.WP
Shop-fabricated Tanks: Inspection and Checklist
Shop inspection is done by the Quality Assurance Team of CRTCs Materials and Equipment Engineering Unit.
The following inspection plan is typical for API 650 and API 12F ASTs. It can be adjusted to fit special circum-
stances.
INSPECTION CHECKLIST
Item: Report #:
Specific Location:
Check if
Completed
Activity Comments
Pre-inspection meeting at Vendors Shop (prior to start of plate
processing or fabrication).
Review purchase order, supplements, list sheets, referenced
specifications.
Review Chevron inspection requirements.
Review fabrication schedule.
Check weld procedures for compliance with ASME Section IX.
Verify welders are qualified to follow the appropriate procedures.
Inspection Checklist
Make one or two inspection visits during fabrication to verify that:
1. Joint details, materials, and workmanship are within API 650 or
API 12F requirements.
2. Qualified welding procedures and welders are being used.
Inspect after fabrication but prior to pressure/leak test.
1. Review material test reports for all AST plates to verify that
plates are the specification/grade and thickness shown on Tank
and Appurtenance Schedule or approved Vendor drawing.
2. Visually inspect all welds inside and outside. Weld quality is
expected to be per ASME Section VIII for types of flaws not
specifically covered by API 650 or API 12F.
3. Check joint misalignment, weld reinforcement, plumbness,
roundness, peaking, and banding against API 650 or API 12F
limits
4. Review radiographs (if required) of welds.
5. Make a complete dimensional and orientation check.
6. Check connections for correct size and rating.
7. Check ladders and platforms against standard drawings or
approved Vendor drawings.
Witness a leak test per API 650 or API 12F, or witness a
hydrostatic test. A hydrostatic test in the vertical position is
preferred over an air test since this more closely represents AST
loading in service.
Inspect after external painting if painting is required. (Internal
coating will require two or three additional visits.)
1. Inspect surfaces for runs, sags, mud cracking, holidays,
entrapped dirt or other deficiencies.
2. Check paint thickness at random locations and compare to
thickness required by the specification. Also measure any areas
which appear visually to be thin. Verify that paint is the
brand/type specified or approved.
Fig. 1000-7 Shop-fabricated Tanks: Inspection and Checklist
Tank Manual 1000 Inspection and Testing
March 1993 1000-47
(This page reserved for future use.)
1000 Inspection and Testing Tank Manual
1000-48 March 1993
INSPECTION CHECKLIST
Item: Report #:
Specific Location:
Check if
Completed
Activity Comments
1.1. FOUNDATION
Measure foundation levelness and bottom elevations (see
Appendix B for extent of measurements).
1.1.1 Concrete Ring
a. Inspect for broken concrete, spalling, and cracks, particularly
under backup bars used in welding butt welded annular rings
under the shell.
b. Inspect drain openings in ring, back of waterdraw basins, and
top surface of ring for indications of bottom leakage.
c. Inspect for cavities under foundation and vegetation against
bottom of tank.
d. Check that runoff rainwater from the shell drains away from
tank.
e. Check for settlement around perimeter of tank.
1.1.2 Asphalt
a. Check for settling of tank into asphalt base which would
direct runoff rainwater under the tank instead of away from
it.
b. Look for areas where leaching of oil has left rock filler
exposed, which indicates hydrocarbon leakage.
1.1.3 Oiled Dirt or Sand
Check for settlement into the base which would direct runoff
rainwater under the tank rather than away from it.
1.1.4 Rock
Presence of crushed rock under the steel bottom usually results
in severe underside corrosion. Make a note to do additional
bottom plate examination (ultrasonic, hammer testing, or
turning of coupons) when the tank is out of service.
1.1.5 Site Drainage
a. Check site for drainage away from the tank and associated
piping and manifolds.
b. Check operating condition of dike drains.
1.1.6 Housekeeping
Inspect the area for buildup of trash, vegetation, and other
inflammables buildup.
1.2 SHELLS
1.2.1 External Visual Inspection
a. Visually inspect for paint failures, pitting, and corrosion.
b. Clean off the bottom angle area and inspect for corrosion and
thinning on plate and weld.
c. Inspect the bottom-to-foundation seal, if any.
1.2.2 Internal (Floating Roof Tank)
Visually inspect for grooving, corrosion, pitting, and coating
failures.
TAM10008.WP
Fig. 1000-8 Tank In-Service Inspection Checklist (1 of 6)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
Tank Manual 1000 Inspection and Testing
March 1993 1000-49
INSPECTION CHECKLIST
Item: Report #:
Specific Location:
Check if
Completed
Activity Comments
1.2.3 Riveted Shell Inspection
a. Inspect external surface for rivet and seam leaks.
b. Locate leaks by sketch or photo (location will be lost when
shell is abrasive cleaned for painting).
c. Inspect rivets for corrosion loss and wear.
d. Inspect vertical seams to see if they have been full fillet lap
welded to increase joint efficiency.
e. If no record exists of vertical riveted seams, dimension and
sketch (or photograph) the rivet pattern: number of rows,
rivet size, pitch length, and note whether the joint is butt
riveted or lap riveted.
1.2.4 Windgirder (Floating Roof Tanks)
a. Inspect windgirder and handrail for corrosion damage (paint
failure, pitting, corrosion product buildup), especially where
it occurs at tack welded junctions, and for broken welds.
b. Check support welds to shell for pitting, especially on shell
plates.
c. Note whether supports have reinforcing pads welded to shell.
1.3 SHELL APPURTENANCES
1.3.1 Manways and Nozzles
a. Inspect for cracks or signs of leakage on weld joints at
nozzles, manways, and reinforcing plates.
b. Inspect for shell plate dimpling around nozzles, caused by
excessive pipe deflection.
c. Inspect for flange leaks and leaks around bolting.
d. Inspect sealing of insulation around manways and nozzles.
e. Check for inadequate manway flange and cover thickness on
mixer manways.
1.3.2 Tank Piping Manifolds
a. Inspect manifold piping, flanges, and valves for leaks.
b. Inspect fire fighting system components.
c. Check for anchored piping which would be hazardous to the
tank shell or bottom connections during earth movement.
d. Check for adequate thermal pressure relief of piping to the tank.
e. Check operation of regulators for tanks with purge gas systems.
f. Check sample connections for leaks and for proper valve
operation.
g. Check for damage and test the accuracy of temperature
indicators.
h. Check welds on shell-mounted davit clips above valves 6
inches and larger.
1.3.3 Autogage System
a. Inspect autogage tape guide and lower sheave housing
(floating swings) for leaks.
b. Inspect autogage head for damage
TAM10008.WP
Fig. 1000-8 Tank In-Service Inspection Checklist (2 of 6)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
1000 Inspection and Testing Tank Manual
1000-50 March 1993
INSPECTION CHECKLIST
Item: Report #:
Specific Location:
Check if
Completed
Activity Comments
c. Bump the checker on autogage head for proper movement of
tape.
d. Identify size and construction material of autogage tape guide
(floating roof tanks).
e. Ask operator if tape tends to hang up during tank roof
movement (floating roof tanks).
f. Compare actual product level to the reading on the autogage
(maximum variation is 2 inches).
g. On floating roof tanks, when the roof is in the lowest position,
check that no more than 2 feet of tape are exposed at the
end of the tape guide.
h. Inspect condition of board and legibility of board-type autogages.
i. Test freedom of movement of marker and float.
1.3.4 Shell-Mounted Sample Station
a. Inspect sample lines for function of valves and plugging of
lines, including drain or return-to-tank line.
b. Check circulation pump for leaks and operating problems.
c. Test bracing and supports of sample system lines and equipment.
1.3.5 Heater (Shell Manway Mounted)
Inspect condensate drain for presence of oil indicating leakage.
1.3.6 Mixer
a. Inspect for proper mounting flange and support.
b. Inspect for leakage.
c. Inspect condition of power lines and connections to mixer.
1.3.7 Swing Lines: Winch Operation
a. Nonfloating. Raise, then lower the swing line with the winch,
and check for cable tightness to confirm that swing line
lowered properly.
b. Floating. With tank half full or more, lower the swing line, then
let out cable and check if swing has pulled cable tight,
indicating that the winch is operating properly.
c. Indicator. Check that the indicator moves in the proper
direction: Floating swing line indicators show a lower level
as cable is wound up on the winch. Nonfloating swing line
indicators show the opposite.
1.3.8 Swing Lines: External Guide System
Check for leaks at threaded and flanged joints.
1.3.9 Swing Lines: Identify Ballast Varying Need
Check for significant difference in stock specific gravity.
1.3.10 Swing Lines: Cable Material and Condition
a. For nonstainless steel cable, check for corrosion over entire
length.
b. All cable: check for wear or fraying.
1.3.11 Swing Lines: Product Sample Comparison
TAM10008.WP
Fig. 1000-8 Tank In-Service Inspection Checklist (3 of 6)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.).
Tank Manual 1000 Inspection and Testing
March 1993 1000-51
INSPECTION CHECKLIST
Item: Report #:
Specific Location:
Check if
Completed
Activity Comments
Check for water or gravity differences that would indicate a
leaking swing joint.
1.3.12 Swing Lines: Target
Target should indicate direction of swing opening (up or down)
and height above bottom where suction will be lost with
swing on bottom support.
1.4 ROOFS
1.4.1 Deck Plate Internal Corrosion
For safety, before accessing the roof, check the ultrasonic
instrument or lightly use a ball peen hammer to test the deck
plate near the edge of the roof for thinning. (Corrosion
normally attacks the deck plate at the edge of a fixed roof
and at the rafters in the center of the roof first.)
1.4.2 Deck Plate External Corrosion
Visually inspect for paint failure, holes, pitting, and corrosion
product on the roof deck.
1.4.3 Roof Deck Drainage
Look for indication of standing water. (Significant sagging of
fixed roof deck indicates potential rafter failure. Large
standing water areas on a floating roof indicates inadequate
drainage design or, if to one sided, an unlevel roof with
possible leaking pontoons.)
1.4.4 Level of Floating Roof
At several locations, measure distance from roof rim to a
horizontal weld seam above the roof. A variance in the
readings indicates a nonlevel roof with possible shell out-of-
round, out-of-plumb, leaking pontoons or hangup. On small
diameter tanks, an unlevel condition can indicate unequal
loading at that level.
1.4.5 Gas Test Internal Floating Roof
Test for explosive gas on top of the internal floating roof.
Readings could indicate a leaking roof, leaking seal system,
or inadequate ventilation of the area above the internal
floating roof.
1.4.6 Roof Insulation
a. Visually inspect for cracks or leaks in the insulation weather
coat where runoff rainwater could penetrate the insulation.
b. Inspect for wet insulation under the weather coat.
c. Remove small test sections of insulation and check roof deck
for corrosion and holes near the edge of the insulated area.
1.4.7 Floating Roof Seal Systems
a. Measure and record maximum seal-to-shell gaps:
at low pumpout
at midshell
at high liquid level
TAM10008.WP
Fig. 1000-8 Tank In-Service Inspection Checklist (4 of 6)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.).
1000 Inspection and Testing Tank Manual
1000-52 March 1993
INSPECTION CHECKLIST
Item: Report #:
Specific Location:
Check if
Completed
Activity Comments
b. Measure and record annular space at 30-foot spacing
(minimum of 4 quadrants) around roof and record.
Measurements should be taken in directly opposite pairs.
Opposite Pair 1
Opposite Pair 2
c. Check if seal fabric on primary shoe seals is pulling shoes
away from shell (fabric not wide enough).
d. Inspect fabric for deterioration, holes, tears, and cracks.
e. Inspect visible metallic parts for corrosion and wear.
f. Inspect for openings in seals that would permit vapor
emissions.
g. Inspect for protruding bolt or rivet heads against the shell.
h. Pull both primary and secondary seal systems back all around
the shell to check their operation.
i. Inspect secondary seals for signs of buckling or indications
that their angle with the shell is too shallow.
j. Inspect wedge-type wiper seals for flexibility, resilience,
cracks, and tears.
1.5 ROOF APPURTENANCES
1.5.1 Sample Hatch
a. Inspect conditions and functioning of sample hatch cover.
b. On tanks governed by Air Quality Monitoring Districts rules,
check for the condition of seal inside hatch cover.
c. Check for corrosion and plugging on thief and gage hatch
cover.
d. Where sample hatch is used to reel gage stock level, check for
marker and tab stating hold off distance.
e. Check for reinforcing pad where sample hatch pipe penetrates
the roof deck.
f. On floating roof sample hatch and recoil systems, inspect
operation of recoil reel and condition of rope.
g. Test operation of system.
h. On ultraclean stocks such as JP4, check for presence and
condition of protective coating or liner inside sample hatch
(preventing rust from pipe getting into sample).
1.5.2 Gagewell
a. Inspect visible portion of the gagewell for thinning, size of
slots, and cover condition.
b. Check for a hold off distance marker and tab with hold off
distance (legible).
c. On floating roofs, inspect condition of roof guide for a
gagewell, particularly the condition of the rollers for
grooving.
TAM10008.WP
Fig. 1000-8 Tank In-Service Inspection Checklist (5 of 6)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
Tank Manual 1000 Inspection and Testing
March 1993 1000-53
INSPECTION CHECKLIST
Item: Report #:
Specific Location:
Check if
Completed
Activity Comments
d. If accessible, check the distance from the gagewell pipe to the
tank shell at different levels.
e. If tank has a gagewell washer, check valve for leakage and for
presence of a bull plug or blind flange.
1.5.3 Fixed Roof Scaffold Support
Inspect scaffold support for corrosion, wear, and structural
soundness.
1.5.4 Autogage: Inspection Hatch and Guides (Fixed Roof)
a. Check the hatch for corrosion and missing bolts.
b. Look for corrosion on the tape guides and float guides wire
anchors.
1.5.5 Autogage: Float Well Cover
a. Inspect for corrosion.
b. Check tape cable for wear or fraying caused by rubbing on
the cover.
1.5.6 Sample Hatch (Internal Floating Roof)
a. Check overall conditions.
b. When equipped with a fabric seal, check for automatic sealing
after sampling.
c. When equipped with a recoil reel opening device, check for
proper operation.
1.5.7 Roof-Mounted Vents (Internal Floating Roof)
Check condition of screens, locking, and pivot pins.
1.5.8 Gaging Platform Drip Ring
On fixed roof tanks with drip rings under the gaging platform
or sampling area, inspect for plugged drain return to the tank.
1.5.9 Emergency Roof Drains
Inspect vapor plugs for emergency drain: that seal fabric
discs are slightly smaller than the pipe ID and that fabric
seal is above the liquid level.
1.5.10 Removable Roof Leg Racks
Check for leg racks on roof.
1.5.11 Vacuum Breakers
Report size, number, and type of vacuum breakers. Inspect
vacuum breakers. If high legs are set, check for setting of
mechanical vacuum breaker in high leg position.
1.5.12 Rim Vents
a. Check condition of the screen on the rim vent cover.
b. Check for plating off or removal of rim vents where
jurisdictional rules do not permit removal.
1.5.13 Pontoon Inspection Hatches
1.6 Accessways (See Figure 1000-9 Item 2.12)
TAM10008.WP
Fig. 1000-8 Tank In-Service Inspection Checklist (6 of 6)
API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
1000 Inspection and Testing Tank Manual
1000-54 March 1993
INSPECTION CHECKLIST
Item: Report #:
Specific Location
Check if
Completed
Activity Comments
2.1 OVERVIEW
a. Check that tank has been cleaned, is gas free, and safe for
entry.
b. Check that the tank is completely isolated from product lines,
all electrical power, and steam lines.
c. Check that roof is adequately supported, including fixed roof
structure and floating roof legs.
d. Check for presence of falling object hazards, such as
corroded-through roof rafters, asphalt stalactites, and trapped
hydrocarbons in unopened or plugged equipment or
appurtenances, ledges, etc.
e. Inspect for slipping hazards on the bottom and roof decks.
f. Inspect structural welds on accessways and clips.
g. Check surfaces needing inspection for a heavy-scale buildup
and check weld seams and oily surfaces where welding is to
be done. Note areas needing more cleaning, including blasting.
2.2 TANK EXTERIOR
a. Inspect appurtenances opened during cleaning such as lower
floating swing sheave assemblies, nozzle interiors (after
removal of valves).
b. Hammer test or ultrasonically test the roof.
c. Enter and inspect the floating roof pontoon compartments.
2.3 BOTTOM INTERIOR SURFACE
a. Using a flashlight held close to and parallel to the bottom
plates, and using the bottom plate layout as a guide, visually
inspect and hammer test the entire bottom.
b. Measure the depth of pitting and describe the pitting
appearance (sharp-edged, lake-type, dense, scattered, etc.).
c. Mark areas requiring patching or further inspection.
d. Mark locations for turning coupons for inspection.
e. Inspect all welds for corrosion and leaks, particularly the
shell-to-bottom weld.
f. Inspect sketch plates for corrosion.
g. Locate and mark voids under the bottom.
h. Record bottom data on a layout sketch using the existing
bottom plates as a grid. List the number and sizes of patches
required.
i. Vacuum test the bottom lap welds.
j. Hammer test or ultrasonically examine any slightly discolored
spots or damp areas.
k. Check for reinforcing pads under all bottom attached clips,
brackets, and supports.
l. Inspect floating roof leg pads for pitting or cutting, and
excessive dimpling (indicating excessive loading).
m. Check the column bases of fixed roof supports for adequate
pads and restraining clips.
TAM10009.WP
Fig. 1000-9 Tank Out-of-Service Inspection Checklist (1 of 11)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
Tank Manual 1000 Inspection and Testing
March 1993 1000-55
TAM10009.WP
INSPECTION CHECKLIST
Item: Report #:
Specific Location
Check if
Completed
Activity Comments
n. In Earthquake Zones 3 and 4, check that roof supports are not
welded down to the tank bottom, but are only restrained
from horizontal movement.
o. Check area beneath swing line cable for indications of cable
cutting or dragging.
p. Mark old oil and air test connection for removal and patching.
q. Identify and report low areas on the bottom that do not drain
adequately.
r. Inspect coating for holes, disbonding, deterioration, and
discoloration.
2.4 SHELL SEAMS AND PLATE
a. On cone up bottoms, closely inspect and gage the depth of
metal loss on the lower 2 to 4 inches of the shell (area of
standing water).
b. Measure the depth of pitting on each course.
c. Inspect and estimate the amount of metal loss on the heads of
rivets and bolts.
d. Inspect shell-to-bottom riveted lap joints.
e. Inspect for vertical grooving damage from seal assembly
protrusions.
f. Inspect existing protective coatings for damage, deterioration,
and disbonding.
g. Check for areas of rubbing (indicating too much pressure by
the seal assembly shoes or inadequate annular space).
h. Visually inspect the shell plates and seams for indications of
leakage.
i. If the shell has riveted or bolted seams, record the leak
locations by film or chart in case the locations are lost
during surface preparation for painting.
j. Measure annular space at 40-foot intervals.
k. Survey the shell to check for roundness and plumb.
2.5 SHELL-MOUNTED OVERFLOWS
a. Inspect overflow for corrosion and adequate screening.
b. Check location of overflow that it is not above any tank
valves or equipment.
2.6 ROOF INTERIOR SURFACE
2.6.1 General
a. Visually inspect the underside surface of the roof plates for
holes, scale buildup, and pitting.
b. Hammer test or ultrasonically examine to check for thin areas,
particularly in the vapor space of floating roofs and at edge
of roof on cone roof tank.
Fig. 1000-9 Tank Out-of-Service Inspection Checklist (2 of 11)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
1000 Inspection and Testing Tank Manual
1000-56 March 1993
TAM10009.WP
INSPECTION CHECKLIST
Item: Report #:
Specific Location
Check if
Completed
Activity Comments
c. Check all clips, brackets, braces, etc., welded to the roof deck
plate for welded reinforcing pads and see that they have not
broken free.
d. If no pad is present, penetrant test for cracking of the weld or
deck plate.
e. Inspect the protective coating for breaks, disbondment, and
deterioration.
f. Spark test the interior surface coating if recoating is not
planned.
2.6.2 Fixed Roof Support Structure
a. Inspect the support columns for thinning in the upper 2 feet.
b. On API columns (two channels welded together) check for
corrosion scale breaking the tack welds, unless the joint
between the channels is completely seal welded.
c. Check that the reinforcing pad on the bottom is seal welded to
the tank bottom with horizontal movement restraining clips
welded to the pad.
d. Determine if pipe column supports are concrete filled or open
pipe. If open pipe, check for a drain opening in the bottom
of the pipe.
e. Inspect and gage rafters for thinning, particularly near the
center of the roof. Report metal loss.
f. Check for loose or twisted rafters.
g. Inspect girders for thinning and check that they are attached
securely to the top of the columns.
h. Report if the columns have cross-bracing in the area between
the low pumpout and top of the shell (for future internal
floating roof installation).
i. Inspect and report presence of any roof-mounted swing line
bumpers.
j Photograph the roof structure if no rafter layout drawing exists.
2.7 FIXED ROOF APPURTENANCES
2.7.1 Inspection and Light Hatches
a. Inspect the hatches for corrosion, paint and coating failures,
holes, and cover sealing.
b. On loose covers, check for a safety chain in good condition.
c. On light hatches over 30 inches across, check for safety rods.
d. Inspect the condition of the gaskets on bolted or latched down
hatch covers.
2.7.2 Staging Support Connection
Inspect the condition of the staging support for corrosion.
2.7.3 Breathers and Vents
a. Inspect and service the breather.
b. Inspect screens on vents and breathers.
2.7.4 Emergency P/V Hatches
Fig. 1000-9 Tank Out-of-Service Inspection Checklist (3 of 11)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
Tank Manual 1000 Inspection and Testing
March 1993 1000-57
TAM10009.WP
INSPECTION CHECKLIST
Item: Report #:
Specific Location
Check if
Completed
Activity Comments
a. Inspect and service pressure/vacuum hatches. (Setting should
be high enough to prevent chattering of breather during
normal operation. See breather manufacturers guide.)
b. Inspect liquid seal hatches for corrosion and proper liquid level
in the seal.
2.7.5 Sample Hatch
a. Inspect sample hatch for corrosion.
b. Check that the cover operates properly.
c. If the tank has no gagewell, check for a hold off distance
marker and check measurement.
2.8 FLOATING ROOF
2.8.1 Roof Deck
a. Hammer test the area between roof rim and shell. (If access
for hammer testing is inadequate, measure the distance from
the bottom edge of the roof to the corroded area and then
hammer test from inside the pontoon.)
b. In sour water service, clean and test all deck plate weld seams
from cracking unless the lower laps have been seal welded.
c. Check that either the roof drain is open or the drain plug in
the roof is open in case of unexpected rain.
d. On flat bottomed and cone down bottom roof decks, check for
a vapor dam around the periphery of the roof. The dam
should be continuous without break to prevent escape of
vapors to the seal area from under the center of the roof.
2.8.2 Floating Roof Pontoons
a. Visually inspect each pontoon for liquid leakage.
b. Run a light wire through the gooseneck vents on locked down
inspection hatch covers to make sure they are open.
c. Inspect lockdown latches on each cover.
d. Check and report if each pontoon is:
(1) Vapor tight (bulkhead seal welded on one side on
bottom,sides, and top),
(2) Liquid tight (seal welded on bottom and sides only), or
(3) Unacceptable (minimum acceptable condition is liquid
tight).
2.8.3 Floating Roof Cutouts
a. Inspect underside of cutouts for mechanical damage.
b. Inspect welds for cracks.
c. Inspect plate for thinning, pitting, and erosion.
d. Measure mixer cutouts and record plate thickness for future
mixer installation or replacement.
Plate thickness
2.8.4 Floating Roof Supports
a. Inspect fixed low and removable high floating roof legs for
thinning.
Fig. 1000-9 Tank Out-of-Service Inspection Checklist (4 of 11)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
1000 Inspection and Testing Tank Manual
1000-58 March 1993
TAM10009.WP
INSPECTION CHECKLIST
Item: Report #:
Specific Location
Check if
Completed
Activity Comments
b. Inspect for notching at bottom of legs for drainage.
c. Inspect for leg buckling or belling at bottom.
d. Inspect pinhole in roof guide for tears.
e. Check plumb of all legs.
f. Inspect for adequate reinforcing gussets on all legs through a
single portion of the roof.
g. Inspect the area around the roof legs for cracking if there is no
internal reinforcing pad or if the topside pad is not welded to
the deck plate on the underside.
h. Inspect the sealing system on the two-position legs and the
vapor plugs in the fixed low leg for deterioration of the
gaskets.
i. On shell-mounted roof supports, check for adequate clearance
based on the maximum floating roof movement as
determined by the position of the roof relative to the
gagewell and/or counter-rotational device.
2.9 FLOATING ROOF SEAL ASSEMBLIES
2.9.1 Primary Shoe Assembly
a. Remove four sections of foam log (foam-filled seals) for
inspection, on 90-degree locations.
b. Inspect hanger attachment to roof rim for thinning, bending,
broken welds, and wear of pinholes.
c. Inspect clips welded to roof rim for thinning.
d. Shoes: Inspect for thinning and holes in shoes.
e. Inspect for bimetal bolts, clips, and attachments.
f. Seal fabric: Inspect for deterioration, stiffening, holes, and
tears in fabric.
g. Measure length of fabric from top of shoe to roof rim, and
check against maximum anticipated annular space as roof
operates.
h. Inspect any modification of shoes over shell nozzles, mixers,
etc., for clearance.
i. Inspect shoes for damage caused by striking shell nozzles,
mixers, etc.
2.9.2 Primary Toroidal Assembly
a. Inspect seal fabric for wear, deterioration, holes, and tears.
b. Inspect hold-down system for buckling or bending.
c. Inspect foam for liquid absorption and deterioration.
2.9.3 Rim-Mounted Secondaries
a. Inspect the rim-mounted bolting bar for corrosion and broken
welds.
b. Measure and chart seal-to-shell gaps.
c. Visually inspect seal from below, looking for holes as evident
by light.
d. Inspect fabric for deterioration and stiffness.
e. Inspect for mechanical damage, corrosion, and wear on tip in
contact with shell.
Fig. 1000-9 Tank Out-of-Service Inspection Checklist (5 of 11)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
Tank Manual 1000 Inspection and Testing
March 1993 1000-59
TAM10009.WP
INSPECTION CHECKLIST
Item: Report #:
Specific Location
Check if
Completed
Activity Comments
f. Inspect for contact with obstructions above top of shell.
2.10 FLOATING ROOF APPURTENANCES
2.10.1 Roof Manways
a. Inspect walls of manways for pitting and thinning.
b. On tanks with interface autogages, check seal around gage
tape cable and guide wires through manway cover.
c. Inspect cover gasket and bolts.
2.10.2 Rim Vent
a. Check rim vent for pitting and holes.
b. Check vent for condition of screen.
c. On floating roof tanks where the environmental rules require
closing off the vent, check the vent pipe for corrosion at the
pipe-to-rim joint and check that the blinding is adequate.
2.10.3 Vacuum Breaker, Breather Type
a. Service and check operation of breather valve.
b. Check that nozzle pipe projects no more than 1/2-inch below
roof deck.
c. Inspect reinforcing pad and pad welds.
2.10.4 Vacuum Breaker, Mechanical Type
Inspect the stem for thinning. Measure how far the vacuum
breaker cover is raised off the pipe when the roof is resting
on high or low legs.:
On high legs
On low legs
2.10.5 Roof Drains: Open Systems, Including Emergency
Drains
a. Check liquid level inside open roof drains for adequate
freeboard. Report if there is insufficient distance between
liquid level and top of drain.
b. If tank comes under Air Quality Monitoring District rules,
inspect the roof drain vapor plug.
c. If emergency drain is not at the center of the roof, check that
there are at least three emergency drains.
2.10.6 Closed Drain Systems: Drain Basins
a. Inspect for thinning and pitting.
b. Inspect protective coating (topside).
c. Inspect basin cover or screen for corrosion.
d. Test operation of check valve.
e. Check for presence of check valve where bottom of basin is
below product level.
f. Inspect drain basin(s) to roof deck welds for cracking.
g. Inspect drain basin(s) outlet pipe for adequate reinforcement to
roof deck (including reinforcing pad).
2.10.7 Closed Drain Systems: Fixed Drain Line on Tank
Bottom
Fig. 1000-9 Tank Out-of-Service Inspection Checklist (6 of 11)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
1000 Inspection and Testing Tank Manual
1000-60 March 1993
TAM10009.WP
INSPECTION CHECKLIST
Item: Report #:
Specific Location
Check if
Completed
Activity Comments
a. Hammer test fixed drain line on tank bottom for thinning and
scale/debris plugging.
b. Inspect supports and reinforcing pads for weld failures and
corrosion.
c. Check that pipe is guided, not rigidly locked to supports, to
avoid tearing of tank bottom plate.
2.10.8 Closed Drain Systems: Flexible Pipe Drain
a. Inspect for damage to exterior of pipe.
b. Check for obstructions that pipe could catch on.
c. Inspect shields to protect pipe from snagging.
d. Inspect results of hydrotest on flexible roof drain system.
2.10.9 Closed Drain Systems: Articulated Joint Drain
a. Hammer test rigid pipe in flexible joint system for thinning
and scale/debris plugging.
b. Inspect system for signs of bending or strain.
c. Inspect results of system hydrotest.
d. Inspect landing leg and pad.
2.10.10 Autogage System and Alarms
a. Check freedom of movement of tape through autogage tape
guide.
b. Inspect sheaves for freedom of movement.
c. Test operation checker.
d. Inspect tape and tape cable for twisting and fraying.
e. Test the tapes freedom of movement through guide sheaves
and tape guide pipe.
f. On open-top tanks, check that gate tapes with cables have no
more than one foot of tape exposed with float at lowest point.
g. Check float for leakage.
h. Test float guide wire anchors for spring action by pulling on
wire and releasing.
i. Inspect floatwells in floating roofs for thinning and pitting of
walls just above the liquid level.
j. Check that the autogage tape is firmly attached to the float.
k. Inspect the tape cable and float guide wire fabric seals through
the float well cover.
l. Inspect the bottom guide wire attachment clip: inspect for a
temporary weighted bar instead of a permanent welded-down
clip.
m. Inspect board-type autogage indicators for legibility and
freedom of movement of indicator.
n. Measure and record these distances to determine if seal
damage will occur if tanks is run over:
(1) From shell top angle to underside of tape guide system.
(2) From liquid level on floating top to top of secondary seal.
o. Identify floating roofs where the tape is connected directly to
the roof.
Fig. 1000-9 Tank Out-of-Service Inspection Checklist (7 of 11)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
Tank Manual 1000 Inspection and Testing
March 1993 1000-61
TAM10009.WP
INSPECTION CHECKLIST
Item: Report #:
Specific Location
Check if
Completed
Activity Comments
p. Overfill alarm: Inspect tank overfill prevention alarm switches
for proper operation.
2.11 COMMON TANK APPURTENANCES
2.11.1 Gagewell
a. Inspect gagewell pipe for thinning at about two-thirds distance
above the bottom: look for thinning at the edge of the slots.
b. Check for corrosion of the pipe joint. Check that sample cords,
weights, thermometers, etc., have been removed from the pipe.
c. Check for cone at bottom end of pipe about 1 foot above the
bottom.
d. Check condition of well washer pipe and that its flared end is
directed at the near side of the hold-off pad.
e. Check that supports for gagewell are welded to pad or to shell
and not directly to bottom plate.
f. Check operation of gagewell cover.
g. Check presence of a hold-off distance marker in well pipe and
record hold-off distance. Hold-off Distance:
h. Identify and report size and pipe schedule, and whether pipe is
solid or slotted. Report slot size.
i. Check that the hold-off distance plate is seal welded to the
bottom and that any gagewell supports are welded to the
plate and not directly to the bottom.
j. Inspect vapor control float and cable.
k. Check for presence and condition of gagewell washer.
l. Check for bull plug or plate blind on gagewell washer valve.
m. Inspect gagewell guide in floating roof for pitting and thinning.
n. Inspect the guide rollers and sliding plates for freedom of
movement.
o. Inspect condition of gagewell pipe seal system.
p. On black oil and diesel services: if gagewell is also used for
sampling, check for presence of a thief- and gage-type hatch
to avoid spillage.
q. Visually inspect inside of pipe for pipe weld protrusions which
could catch or damage vapor control float.
2.11.2 Sampling Systems: Roof Sample Hatches
a. Inspect roof-mounted sample hatches for reinforcing pads and
cracking.
b. Inspect cover for operation.
c. For tanks complying with Air Quality Monitoring District rules,
inspect sample hatch covers for adequate sealing.
d. Check horizontal alighnment of internal floating roof sample
hatches under fixed roof hatches.
e. Inspect the sealing system on the internal floating roof sample
hatch cover.
f. Inspect floating roof sample hatch cover recoil reel and rope.
2.11.3 Shell Nozzles
a. Inspect shell nozzles for thinning and pitting.
Fig. 1000-9 Tank Out-of-Service Inspection Checklist (8 of 11)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
1000 Inspection and Testing Tank Manual
1000-62 March 1993
TAM10009.WP
INSPECTION CHECKLIST
Item: Report #:
Specific Location
Check if
Completed
Activity Comments
b. Inspect hot tap nozzles for trimming of holes.
c. Identify type of shell nozzles.
d. Identify and describe internal piping, including elbow up and
elbow down types.
2.11.4 For Nozzles Extended Into the Tank
a. Inspect pipe support pads welded to tank bottom.
b. Inspect so see that pipe is free to move along support without
strain or tearing action on bottom plate.
c. Inspect nozzle valves for packing leaks and damaged flange
faces.
d. Inspect heater steam nozzle flanges and valves for wire cutting.
e. Report which nozzles have thermal pressure relief bosses and
valves.
f. In internal elbow-down fill line nozzles, inspect the wear plate
on the tank bottom.
g. On elbow-up fill lines in floating roof tanks, check that
opening is directed against underside of roof, not against
vapor space. Inspect impact area for erosion.
2.11.5 Diffusers and Air Rolling Systems
a. Inspect diffuser pipe for erosion and thinning.
b. Check holes in diffuser for excessive wear and enlargement.
c. Inspect diffuser supports for damage and corrosion.
d. Check that diffuser supports restrain, not anchor, longitudinal
line movement.
e. Inspect air spiders on bottom of lube oil tanks for plugging
and damaged or broken threaded joints.
2.11.6 Swing Lines
a. Inspect flexible joint for cracks and leaks.
b. Scribe the flexible joint across the two moving faces and raise
end of swing line to check the joints freedom of movement,
indicated by separation of scribe marks.
c. Check that flexible joints over 6 inches are supported.
d. Inspect the swing pipe for deep pitting and weld corrosion.
e. Loosen the vent plugs in the pontoons and listen for a vacuum.
Lack of a vacuum indicates a leaking pontoon.
f. Check the results of air test on pontoons during repairs.
g. Inspect the pontoons for pitting.
h. Inspect the pull-down cable connections to the swing.
i. Inspect the condition of the bottom-mounted support, fixed
roof limiting bumper, or shell-mounted limiting bumper for
wood condition, weld and bolt corrosion, and seal welding to
bottom or shell.
j. Inspect safety hold-down chain for corrosion and weak links.
k. Check that there is a welded reinforcing pad where the chain
connects to the bottom.
Fig. 1000-9 Tank Out-of-Service Inspection Checklist (9 of 11)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
Tank Manual 1000 Inspection and Testing
March 1993 1000-63
TAM10009.WP
INSPECTION CHECKLIST
Item: Report #:
Specific Location
Check if
Completed
Activity Comments
l. If the floating swing in a floating or internal floating roof tank
does not have a limiting device preventing the swing from
exceeding 60 degrees, measure and calculate the maximum
angle possible with the roof on overflow.
Max. angle on overflow (If the calculated angle exceeds 65
degrees, recommend installation of a limiting bracket.)
m. Inspect pull-down cable for fraying.
n. Inspect for three cable clamps where cable attaches to end of
swing line (single-reeved) or to roof assembly (double-
reeved). Inspect sheaves for freedom of movement.
o. Inspect winch operation and check the height indicator for
legibility and accuracy.
p. Inspect bottom-mounted sheave assembly at end of pontoon for
freedom of rotation of sheave.
q. Inspect shell-mounted lower sheave assembly for freedom of
rotation of sheave, corrosion thinning, and pitting of sheave
housing.
r. Inspect upper sheave assembly for freedom of movement of
sheave.
s. Inspect the cable counterbalance assembly for corrosion and
freedom of operation.
2.11.7 Manway Heater Racks
a. Inspect the manway heater racks for broken welds and bending
of the sliding rails.
b. Measure and record the length of the heater of the track.
2.11.8 Mixer Wear Plates and Deflector Stands
a. Inspect bottom and shell plates and deflector stands.
b. Inspect for erosion and corrosion on the wear plates. Inspect
for rigidity, structural soundness, corrosion, and erosion of
deck plates and reinforcing pads that are seal welded to the
bottom under the deflector stand legs.
c. Measure for propeller clearance between the bottom of
deflector stand and roof when the roof is on low legs.
2.12 ACCESS STRUCTURES
2.12.1 Handrails
a. Identify and report type (steel pipe, galvanized pipe, square
tube, angle) and size of handrails. Inspect for pitting and
holes, paint failure.
b. Inspect attachment welds.
c. Identify cold joints and sharp edges. Inspect the handrails and
midrails.
d. Inspect safety drop bar (or safety chain) for corrosion,
functioning, and length.
e. Inspect the handrail between the rolling ladder and the gaging
platform for a hazardous opening when the floating roof is at
its lowest level.
2.12.2 Platform Frame
a. Inspect frame for corrosion and paint failure.
Fig. 1000-9 Tank Out-of-Service Inspection Checklist (10 of 11)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
1000 Inspection and Testing Tank Manual
1000-64 March 1993
TAM10009.WP
INSPECTION CHECKLIST
Item: Report #:
Specific Location
Check if
Completed
Activity Comments
b. Inspect the attachment of frame to supports and supports to
tank: for corrosion and weld failure.
c. Check reinforcing pads where supports are attached to shell or
roof.
d. Inspect the surface that deck plate or grating rests on, for
thinning and holes.
e. Check that flat-surface to flat-surface junctures are seal welded.
2.12.3 Deck Plate and Grating
a. Inspect deck plate for corrosion-caused thinning or holes (not
drain holes) and paint failure.
b. Inspect plate-to-frame weld for rust scale buildup.
c. Inspect grating for corrosion-caused thinning of bars and failure
of welds.
d. Check grating tie down clips. Where grating has been
retrofitted to replace plate, measure the rise of the step below
and above the grating surface and compare with other risers
on the stairway.
2.12.4 Stairway Stringers
a. Inspect spiral stairway stringers for corrosion, paint failure, and
weld failure. Inspect attachment of stairway treads to stringer.
b. Inspect stairway supports to shell welds and reinforcing pads.
c. Inspect steel support attachment to concrete base for corrosion.
2.12.5 Rolling Ladder
a. Inspect rolling ladder stringers for corrosion.
b, Identify and inspect ladder-fixed rungs (square bar, round bar,
angles) for weld attachment to stringers and corrosion,
particularly where angle rungs are welded to stringers.
c. Check for wear and corrosion where rolling ladder attaches to
gaging platform.
d. Inspect pivot bar for wear and secureness.
e. Inspect operation of self-leveling stairway treads.
f. Inspect for corrosion and wear on moving parts.
Fig. 1000-9 Tank Out-of-Service Inspection Checklist (11 of 11)
(API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, First Edition, January 1991.
Reprinted Courtesy of the American Petroleum Institute.)
Tank Manual 1000 Inspection and Testing
March 1993 1000-65
1100 MAINTENANCE
Abstract
This section discusses the general considerations and philosophy of maintenance for tanks. Included are procedures
for shutdown planning, tank cleaning, replacement and repair of major components, in-service repairs, rerating
and retiring corroded tanks, and the application of coatings and paint. A tank shutdown checklist is also attached.
Contents Page
1110 Shutdown Planning 1100-2
1120 Tank Cleaning 1100-2
1121 Tank Entry Precautions
1122 Company and Industry Documents
1123 Operating Methods to Minimize
Sediment
1124 Estimating Sludge Quantity
1125 Determining Sludge Content
1126 Sediment Types and Removal
Procedures
1127 Separating Salvable from
Non-salvable Material in Sludge
1128 Final Cleaning
1129 Levels of Cleaning Required
1130 Major Component Replacement
or Repair
1100-7
1131 Bottom Replacement or Repair
1132 Shell Repair
1133 Fixed Roof Repair or Replacement
1134 Steel Floating Roof Repair or
Replacement
1135 Internal Floating Roof Retrofit,
Replacement or Repair
1136 Seal System Repair or Replacement
1140 In-service Repairs 1100-13
1141 Safety Guidelines for In-service Work
on Tanks
Page
1142 In-service Shell Repairs
1143 Hot Tapping of Tanks in Service
1144 Fixed Roof Repairs
1145 Floating Roof Repairs
1146 Floating Roof Seal Systems
1147 Insulation
1148 Appurtenances
1150 Rerating and Retiring Corroded
Tanks
1100-18
1151 Gaging the Shell Thickness
1152 Calculating the Reduction of the Safe
Oil Height Required for
Continued Operation
1153 Determining the Effect on Operations
1154 Examining Alternatives for
Maintaining the Existing Capacity
1155 Economic Justification for Repair,
Replacement, Reallocation or
Rerating
1160 Coating and Painting 1100-20
1161 Exterior Coatings
1162 Internal Coatings
1163 Inspection
1170 Tank Settlement 1100-21
1180 References 1100-34
1190 Tank Shutdown Checklist 1100-35
Tank Manual 1100 Maintenance
June 1994 1100-1
T
O
C
O
N
T
E
N
T
S
1110 SHUTDOWN PLANNING
Attached at the end of this section is a sample tank
shutdown checklist (Figure 1100-1) from the Richmond
Refinery. It lists the typical work done during a tank
shutdown and can be utilized by the engineer or com-
pany representative to plan the work.
El Segundo has a much more detailed worklist which
can be obtained by calling their Tank Maintenance
group.
Note: Figure 1100-1 appears at end of this
section
1120 TANK CLEANING
Tanks are cleaned for various reasons:
Slop tanks which accumulate heavy sediment need
to be cleaned periodically in order to continue ef-
ficient operation.
Gasoline or jet fuel tanks sometimes must be
cleaned in order to meet the product specifications.
Tanks coming out of service for maintenance must
be cleaned and gas freed before they can be en-
tered.
This section gives general guidance on both in-service
and out-of-service tank cleaning and refers to various
other Company and industry documents on this subject.
It is intended to be used as a guidehowever, local
conditions and experience influence the actual proce-
dures used.
1121 Tank Entry Precautions
Both OSHAs confined space entry rules codified in
29CFR1910.146, as well as the 5th edition of API
Standard 2015, apply to all tank entry conditions. Since
there are standards only, detailed checklists such as
pre-planning checklists, isolation and tagging proce-
dures, work plans, equipment for listing and monitor-
ing must be worked out in the planning phases of the
job.
1122 Company and Industry Documents
Different Company organizations have prepared guide-
lines for venting and cleaning tanks, some of which are
listed below. Copies of Company publications are
available through each department; the API publication
may be obtained directly from API (their address is
given in Section 100).
1. API RP 2015, Cleaning Petroleum Storage
Tanks.
2. Fire Prevention Manual, Fire Protection Through
Inspection and Maintenance.
3. Manufacturing Department, Chevron U.S.A.
a. ES-666, Cleaning and Repair of Tanks (El
Segundo Refinery)
b. Operating Standard AR-9240, Cleaning Tanks
(Richmond Refinery)
c. Operating Standard AR-9241, Cleaning and
Repairing Leaded Gasoline Tanks (Richmond
Refinery)
4. Marketing Department, Chevron U.S.A., Opera-
tions Standard, Section IX, Part D, Tank Cleaning
Instructions.
5. Pipe Line Department, Chevron U.S.A., Safe Prac-
tice Regulations, 5.011.2 Tank Cleaning.
1123 Operating Methods to Minimize
Sediment
This section discusses equipment and procedures to use
while the tank is in operation to reduce the amount of
sludge to be removed.
Variable Angle Mixers
Variable angle (or swivel) mixers have been used for
cleaning gas oil, heavy oil, and crude tanks. The flow
patterns created by these mixers significantly reduce
oily waste disposal problems. The changing patterns re-
duce the areas of sediment buildup and keep the sedi-
ments in suspension with the stored fluid or with a
flush fluid. They are then removed by pumping the
mixture out of the tank. When compared to conven-
tional manual cleaning, this method may be faster and
more economical.
A variable angle mixer has a ball-type stuffing box
mounted in a special manway cover that allows angular
movement. Figure 1100-2 shows the variable angle
mixer, which has 60-degree angular adjustment. The
flow patterns established by the normal fixed angle
mixer allow sediment accumulations in dead spots
(Figure 1100-3). The variable angle mixer can direct
flow patterns to almost any area of the tank and elimi-
1100 Maintenance Tank Manual
1100-2 June 1994
nates most dead spots. (Small-diameter tanks may not
need a variable angle mixer). The advantages of using
the variable angle mixer are:
1. Valuable oil is recovered from oily solids and is
easily transported to the refining units.
2. Tank capacity is increased because solid waste
does not accumulate in the tank.
3. Tank downtime is reduced.
4. Very little solid waste must be disposed of.
5. Overall cleaning costs are reduced.
6. Cleaning operation is essentially all done from
outside the tank.
7. Exposure of people to the tanks atmosphere can
be minimized or eliminated.
8. Recovered oil may pay for the cleanup costs, such
as: mixer cost, labor costs, etc.
9. The costs for variable angle and fixed angle mix-
ers are very competitive.
Variable angle mixers are often used during normal op-
eration to minimize sludge buildup. These mixers can
be purchased with a motor drive to change the mixer
position on a continuous cycle, eliminating the need for
manual adjustment. Section 670 discusses the sizing re-
quirements for mixers.
Procedure for Using a Variable Angle Mixer to
Clean a Tank
The following is a general procedure for the use of a
variable angle mixer prior to taking a tank out of serv-
ice. This procedure is being used less frequently be-
cause 1) a large amount of solvent is required and 2)
the oil/solids separation systems are much improved.
1. Determine the composition of the sediment. This
analysis is the basis for selecting the solvent for
cleaning.
TAM11002.GEM
Fig. 1100-2 Variable Angle Mixer with
60-degree Angular Adjustment
TAM11003.GEM
FIXED ANGLE MIXER VARIABLE ANGLE MIXER
Fig. 1100-3 Sludge Buildup for Fixed Angle Mixer Compared to Variable Angle Mixer
Tank Manual 1100 Maintenance
June 1994 1100-3
2. Add the solvent to the tank to at least 6 feet above
the mixer. This is the minimum level of liquid dur-
ing operation of the mixer to avoid cavitation of
the fluid while mixing.
3. The mixers are run from 5 to 15 days in positions
ranging from 30 degrees right to 30 degrees left.
Manufacturers recommend that the position be
changed every 24 hours (Company practice has
frequently been to change the position every 8
hours).
4. The spent solvent is pumped out of the tank and
may be refined. More than one cleaning cycle may
be required to thoroughly clean a tank.
5. If the tank is not satisfactorily cleaned, then sedi-
ment may need to be removed mechanically.
Figure 1100-4 shows typical mixer arrangements for
different size tanks. Arrangements will vary depending
on the type of tank bottom, tank volume, stock prop-
erties, maintenance access and power available. Expe-
rience suggests a 50-hp mixer normally has the
capacity to clean a tank up to 150-foot diameter. For
tanks of 150-foot diameter and larger, consider using
two or more mixers. Small tanks would require a mixer
of about 25 hp, depending on the stored fluid.
Mixers used for both cleaning and blending service
usually require more horsepower than those required
for cleaning only. Mixer size and numbers should be
verified by analysis of the sludge to be removed and
consultation with the manufacturer.
Hydraulic Jet Nozzles
Hydraulic jet nozzles can be installed inside a tank to
perform the same function as the variable angle mixer.
These nozzles require both pumping pressure and vol-
ume. Both the jet nozzles and the mixers perform the
same function, injecting energy into the tank to remove
sediment from the bottom and suspend it temporarily
in the liquid. Section 670 discusses mixing nozzles in
more detail.
1124 Estimating Sludge Quantity
After as much stock is drained from the tank as pos-
sible, a mixture of oil, water, and solids remains. This
mixture is referred to as sludge or sediment. You must
have a good understanding of the type and quantity of
sludge to be removed from the tank to make sound de-
cisions regarding:
Sludge removal procedures
TAM11004.GEM
Fig. 1100-4 Typical Mixer Arrangement for
Different Size Tanks
1100 Maintenance Tank Manual
1100-4 June 1994
The cost of the job
Waste disposal requirements
This section discusses the methods for estimating the
quantity of sludge.
Gaging Sludge Depth
Two special tips which replace the plumb bob on the
typical operators reel gage can be fabricated and used
to measure the sediment level. The tip to determine the
distance from the gaging point to the tank bottom is a
long, sharp-ended probe weighing 5 to 8 pounds. Its
weight combined with the reduced friction area is used
to penetrate the sludge. The second tip should weigh
about 1/2 to 1 pound and have a wide disc at the bot-
tom. This tip is designed to sink through the stock but
to be too light to rapidly sink into the bottom sludge.
Take several readings of the bottom and sludge levels
in different locations to obtain an accurate profile.
These readings can be taken through the gage well,
roof hatches, and roof legs, if necessary, using proper
safety procedures.
Visual Survey Through Open Shell Manway
After the tank is pumped out and the shell manway is
opened, use natural sunlight and a large mirror, or a
strong spotlight, to visually inspect the sediment. Using
internal appurtenances of known height, such as por-
tions of the roof drain fixed pipe, bottom supports for
swing lines, or fixed roof column supports, estimate
sludge depth. If necessary, the depth can be closely es-
timated by use of a survey level (with allowance for
the bottom slope). As many readings should be made
as reasonable, at different locations.
From the readings, use a simple volume calculation to
estimate the quantity of sludge to be removed. Caution:
sludge rarely builds up evenly over the entire bottom.
1125 Determining Sludge Content
We collect and test sludge samples to know which
waste disposal requirements apply and also what haz-
ards personnel may be exposed to while ridding a tank
of sediment.
Tanks Unsafe to Enter
For tanks which are unsafe to enter, samples will have
to be taken from the manway(s). Each phase (solid,
water and oil) will have to be sampled separately ac-
cording to the following instructions.
1. If the liquid layer is deep enough to collect a sam-
ple, collect a 1-quart sample of each liquid phase
(oil and water) from any one manway. Label the
depth of each liquid layer sampled. If the liquid
layer is too shallow to get a sample (less than 1
inch) ignore the liquid and sample only the solids.
2. Sample the solid phase from all available man-
ways using the solids sampler. Collect equal
amounts of sample from each manway until 1/2
gallon has been collected. Include the depth of the
solids layer on the tag.
Tanks Safe To Enter
For tanks where entry is possible, the solids and liquids
should be sampled according to the following proce-
dure:
1. Collect a sample of each liquid layer as outlined
in Step 1 above.
2. Estimate the number of barrels of solids remaining
in the tank according to the following formula:
Barrels left = 0.14 x d
2
x h
where:
d = tank diameter (ft)
h = height of waste (ft)
3. Determine the number of sample points to be in-
cluded in the composite sample according to the
following table.
Barrels Left No. of Sample Points
0-3000 3
3000-6000 4
6000-12,000 5
12,000-20,000 6
Collect the samples at the points shown in Figure
1100-5. If only three points are to be sampled, sample
at points 1, 2 and 3. Prepare a 1/2-gallon composite
sample by collecting equal amounts at each sample
point.
Testing Sludge Content
Consult with your local waste disposal organization to
determine the specific tests to run.
Tank Manual 1100 Maintenance
June 1994 1100-5
1126 Sediment Types and Removal
Procedures
Most sediments are normally one of four types: pum-
pable sediment, non-pumpable sediment, scale, and
catalyst fines. However, there can be combinations of
these types to remove.
Pumpable Sediment
This sediment can be pumped out of the tank by use
of a vacuum truck or, if necessary, diaphragm pumps.
Manual methods (squeegees) may be required to move
the sediment to the hose. Many crudes, gas-oils, etc.,
are typical of this class. Sometimes steam lances can
turn non-pumpable sediment into pumpable sediment.
Solvents and mixers or jet nozzles, and heat, are also
potential methods.
Non-pumpable Sediment
Residual sediment that cannot be pumped but must be
mined, scraped, or shoveled is very expensive to re-
move. On larger tanks, entering the tank with mechani-
cal equipment (front-end loaders, or small bulldozers)
may be more economical even with the need for cut-
ting a door sheet in the shell or roof. Asphalt, asphalti-
nes, and baked sediment (from tank heaters) are typical
examples of non-pumpable sediment.
Scale
Scale corrosion product, mostly from the shell but also
from the roof and bottom, is the third category of sedi-
ment to be removed. This scale can contain trapped
stock, water, and possibly hazardous gases. Typical
services that produce scale include gasoline, thinners
and solvents, jet fuels and pentane-hexanes. Until all
scale has been removed, personnel should wear full-
body protective equipment, and the tank interior should
be continuously tested for explosive gas, aromatics,
and H
2
S.
Normally the scale can be moved by water (hydroblast-
ing) and pumped out by vacuum truck or diaphragm
pump. Caution: if the scale is over 1 to 2 inches deep,
movement by water can release trapped gas causing an
explosive mixture to form in the vapor space. If water
washing cannot be done, it may be necessary to re-
move the majority of the scale by bucket and shovel
after the tank is safe to enter.
Catalyst Fines
Refineries with catalytic crackers will usually have one
or more tanks containing a large amount of catalyst
fines. Catalyst fines are usually too heavy for easy
pumping and too soft for mining. Mixers and regular
cycling of the tank contents through a solids extraction
system while the tank is in service are recommended
to keep the catalyst fine level low. Normally tanks with
catalyst fines are cleaned by shoveling the fines into
the suction of a vacuum truck or conveyor belt. Enter-
ing a tank with fines can be hazardous. The fines trap
cycle oil. Piles of fines can collapse causing a hazard-
ous flow of cycle oil and fines.
Protection Against Spillage
Cleaning a tank can result in material being spilled on
the ground outside of the tank unless precautions are
taken. This spillage can be avoided by doing the fol-
lowing:
Frequently Cleaned Tanks. For tanks which must be
cleaned frequently (more than once every 5 years), de-
sign the tank with facilities to impound any spills:
Flush-mounted cleanout connection(s) designed to
API 650.
A concrete cleanout basin around each connection
to contain any spillage.
Tanks Cleaned Less Often. For tanks which are only
cleaned as part of their scheduled maintenance shut-
down, the above facilities are normally not justified.
Instead, the cleaning contractor should build a tempo-
rary dike around the manway(s) used for cleanout and
line the area with plastic to contain spills.
TAM11005.GEM
Fig. 1100-5 Sludge Sampling Locations
1100 Maintenance Tank Manual
1100-6 June 1994
1127 Separating Salvable from
Non-salvable Material in Sludge
Heavy hydrocarbons and sediment normally drop to the
bottom of a tank. Simple removal and disposal of this
material is uneconomical. Our objective should be to
maximize oil recovery and minimize hazardous
waste disposal.
As sludge material is removed from a tank, it can be
processed through equipment to separate the usable oil
from the water and from the unusable solids. Several
types of equipment are available to do this work. Repu-
table companies furnishing the equipment can test rep-
resentative samples of the sediment removed from the
tank and determine the best system to use. They nor-
mally require a 1 to 5 gallon sample. Care should be
taken to obtain a true sample of the sediment and not
the stock above the sediment. Typical equipment used
for separation includes: rockers, centrifuges, chemical
treating tanks, shakers, settling tanks, presses, filters,
and heavy metal extraction units.
Procedures and equipment for separation and for haz-
ardous waste management are continually being up-
dated. Vendor claims must be backed by proven results.
We strongly recommend that you discuss your particu-
lar requirements with other tank maintenance groups.
Sometimes distant contractors with proven technology
may be more economical to use than local contractors.
You can also consult CRTCs tank specialist for new
technology on waste processing.
1128 Final Cleaning
After the sediment is removed, a final cleaning must
often be performed before maintenance work. The
methods and equipment used in the final tank cleaning
process are determined by the type of contaminate and
the degree of cleanliness needed.
Non-oily Contaminate
This contaminate is primarily scale (corrosion product)
with possibly some trapped hydrocarbons, especially if
the tank has had a change of service. Typical services
include gasoline, thinners, and some jet fuels. Usually
the scale can be removed by pressure washing (200
psi) or hydroblasting (6,000-10,000 psi). Very hard,
tight and active scale may require abrasive blasting or
ultra high pressure (35,000-70,000 psi) hydroblasting.
Oily Contaminate
This contaminate is primarily hydrocarbon and may be
a tightly bonded asphalt-like or greasy deposit. Typical
services include crude oil, recovered oil, and gas oil.
Usually a pressure washer along with sprayed-on de-
tergent will remove the contaminate. If scale is also
present or the baked on material is too hard and well
bonded, hydroblasting may be necessary. Oily surfaces
should never be cleaned by abrasive blasting. Oil
can be embedded in the metal surface by abrasive
blasting thereby causing major problems with future
coating application.
1129 Levels of Cleaning Required
Figure 1100-6 gives required levels of cleaning.
1130 MAJOR COMPONENT
REPLACEMENT OR REPAIR
This section discusses work to be done when tank is
out-of-service. For in-service repairs, see Section 1140.
Objectives Level of Cleaning
Change of service
or remove sludge to
improve tank opera-
tion or product qual-
ity.
Remove sludge. No
final cleaning
required.
Tank out-of-service
well before its due
date. Quick visual in-
spection requested;
no repairs antici-
pated.
Remove sludge.
Remove scale if it
impedes inspection.
Tank out-of-service
on normal mainte-
nance interval (10
years). Detailed in-
spection needed.
Remove sludge.
Remove scale for
thorough inspection.
Welding required
in the tank.
Remove sludge.
Remove scale.
Clean oily film off of
metal.
Coating required.
Remove sludge.
Clean oily film off
metal. Abrasive
blast surface to rec-
ommended finish.
TAM11006.WP
Fig. 1100-6 Summary of Levels of Cleaning
Tank Manual 1100 Maintenance
June 1994 1100-7
1131 Bottom Replacement or Repair
This section discusses the justification for replacing a
bottom versus a less costly repair. It also gives guid-
ance on the types of replacement bottoms along with
the repair methods available and where they are appli-
cable.
Philosophy
Repair is recommended over replacement when:
Corrosion and pitting are not severe and patching
or weld repairs can be accomplished economically.
The maximum depth of unrepaired stockside pits
and underside pits will not exceed the plate thick-
ness before the end of the next run. Figure 1100-7
gives the procedure for determining the remaining
life of a bottom.
Corrosion and pitting are localized to a specific
area (i.e., annular ring corrosion due to water stand-
ing around the inside edge of the shell).
Most of the pitting is underside, and external
cathodic protection is being installed to minimize
this pitting.
Procedure for Determining the Remaining Life of a Tank Bottom
Step 1 Gage bottom plate thickness in multiple locations where there is no bottom pitting
observed on the stockside or indicated on the underside. Average the readings.
Average Reading: ____ 0.inch
Step 2 Gage the depth of the deepest stockside pitting not to be patched during the shut-
down and record.
Deepest Pitting: 0. ___ inch
Step 3 Gage the depth of the deepest pit on the underside of the bottom by measuring
turned coupons.
Deepest Pitting: 0. ___ inch
Step 4 Determine whether the stockside bottom is to be protective coated. If it is, stockside
pitting rate in Step 5 is zero.
Yes_____ No_____
Step 5 Determine the following rates:
General Corrosion Rate: 0. ___ inch/yr
Stockside Pitting Rate: 0. ___ inch/yr
Underside Pitting Rate: 0. ___ inch/yr
Step 6 Perform the following calculation:
Remaining bottom general thickness: = 0. _____
Less general bottom corrosion rate X years next operating run: = 0. _____
Less deepest unrepaired stockside pitting: = 0. _____
Less deepest underside pitting: = 0. _____
Less stockside pitting rate X years next operating run: = 0. _____
Less underside pitting rate X years next operating run: = 0. _____
Total ____
If total is equal to or less than zero, the bottom should be replaced.
TAM11007.WP
Fig. 1100-7 Procedure for Determining the Remaining Life of a Tank Bottom
1100 Maintenance Tank Manual
1100-8 June 1994
Repair Alternatives
Weld Repair and Plate Patching. These methods are
for repairing mechanical damage and stockside pitting.
Patching is also done to repair openings in the bottom
resulting from turning coupons. The following guide-
lines are suggested:
1. Repair holes by welding on patches, rather than by
spot welding.
2. Before welding, plug holes to prevent moisture
from leaking into the tank from under the bottom.
Normally, wood plugs are used, but anything that
will stop the seepage long enough to complete the
weld all around the patch is acceptable. Preventing
moisture leakage keeps the fillet weld on the patch
from cracking.
3. Spot weld pits half way or more through the plate
if the pit is not greater than 1 inch in diameter and
is surrounded by substantially full thickness mate-
rial. Shallower pits may be filled with special ep-
oxy compounds, if necessary, pr ior to t he
application of internal coatings.
4. Patch pitted areas of larger than 1 inch diameter
with pieces of 1/4-inch plate full fillet welded all
around. Time can be saved by supplying patch ma-
terial consisting of random-sized square and rec-
tangular pieces with dimensions from 4 to 30
inches sheared from scrap plate. Sheared patches
must be small enough to pass through the shell
manway or existing opening.
Annular Ring Replacement. Water accumulating
around the inside edge of the shell can cause acceler-
ated corrosion on the bottom in this area. For tanks
over 100 feet in diameter, it is often less costly to re-
place the annular ring than the entire bottom. See Sec-
tion 400 and API 650 for annular ring design and
installation.
Laminate Reinforced Coating. Section 1160 discusses
the various internal coating systems available for tanks.
Company Specification COM-MS-4738 is a standard
specification to use for thin film, glass flake, or lami-
nate-reinforced coatings. Because properly applied
laminates have some structural strength, they can be an
effective tool for prolonging the life of a tank bottom
which has moderate underside corrosion. However,
they must be used cautiously.
Laminates should not be used in the following situ-
ations:
Where a hole has worn through the bottom plate
Where the bottom plate will hole through before
the end of the next run and no leakage can be al-
lowed
Where general corrosion has caused loss of struc-
tural strength in the annular ring area. A rule of
thumb is not to coat the annular ring if there is a
20% general reduction in plate thickness over any
2-square foot area of the annular ring
Thin Film or Glass Flake Coatings. Thin film or glass
flake coatings can be used in conjunction with bottom
repairs or a new bottom to prolong the life of the bot-
tom. They should not be put on over a bottom with
severe internal or external corrosion or pitting.
Section 1160 discusses the use of these coatings. Speci-
fication COM-MS-4738 specifies the materials and ap-
plication procedures. Section 100 of the Coatings
Manual discusses in more detail the factors that affect
the type of coatings selected. Thin film coating is most
effective when used with internal cathodic protection.
See Maintenance Specification TAM-MN-3.
External Cathodic Protection. Cathodic protection
can be used to stop underside bottom corrosion of ex-
isting tanks. If there is no portland cement concrete
slab, asphaltic concrete pavement, or penetration mac-
adam pavement under the tank, properly applied
cathodic protection will almost always be effective in
preventing further corrosion. However, a concrete slab
or pavement under the tank may make cathodic pro-
tection ineffective.
An impermeable pavement will prevent the flow of
cathodic protective current to the bottom steel.
Cathodic protection will be effective where there are
permeable areas or breaks in the pavement and will
prevent moisture-caused corrosion at these locations.
However, cathodic protection cannot eliminate corro-
sion due to moisture migrating under the tank from
permeable to impermeable areas. Similarly, cathodic
protection cannot completely control corrosion caused
by moisture penetration beneath the tank from the pe-
riphery due to breathing. It is very difficult to deter-
mine conclusively from short term field tests whether
cathodic protection will be helpful for a specific situ-
ation. Section 550 and the Corrosion Prevention Man-
ual discuss cathodic protection in more detail.
Tank Manual 1100 Maintenance
June 1994 1100-9
Bottom Replacement
Maintenance Specification. A bottom replacement
specification, TAM-MN-1, is included in Volume 2 of
this manual.
Types of Replacement Bottoms. The considerations in
selecting a replacement bottom are generally the same
as for new construction. These are discussed in Sec-
tions 100 and 520.
Secondary Containment and Leak Detection Bot-
toms. If future leakage cannot be tolerated, then a ret-
rofit bottom, which includes secondary containment
and leak detection, should be installed (see Standard
Drawing GD-D1120, sheets 1 and 2). A membrane
(HDPE) liner is placed over the existing steel bottom
and overlaid with a concrete slab. The new steel bot-
tom is then placed above the slab. This retrofit design
works best where you expect minimal bottom settle-
ment. If large settlement is expected, a membrane liner
with a sand cushion over it and cathodic protection
system should be installed. The old steel bottom may
need to be removed in this case due to the amount of
storage volume lost to the sand cushion. This approach
is generally not recommended because of the sand
shifting and causing voids. (See Standard Drawing
GD-S1121, sheets 1 and 2). Refer to Section 540 for
membrane design and selection.
Non-leak Detection Bottoms. An important item to
consider when secondary containment and leak detec-
tion are not included is that the new steel bottom will
be anodic to the old steel bottom. This galvanic effect
accelerates corrosion of the new bottom and has pro-
duced bottom failures in as little as four years. There-
fore, it is essential either to remove the old corroded
bottom before putting in the new bottom, or else to
provide a good dielectric shield to stop current flow
between the two.
An asphalt pad between the old and new bottoms pro-
vides a good dielectric shield, but it may not entirely
stop water migration to the tank bottom. However, in
a retrofit situation, there will be a semi-intact old bot-
tom beneath the asphalt, and most of the tank settling
will have already occurred, so the chance for success
of asphalt is much greater than in the case of new con-
struction. Therefore, if secondary containment is not
required, asphalt may be a viable alternative. See
TAM-EF-364 for asphalt pad foundation design.
Replacement Bottom Installation. The replacement
bottom plates should be installed in accordance with
API 650. Generally, the replacement sketch plates (bot-
tom plates upon which the shell rests) or annular ring
plates are slid through a slot cut in the shell. The new
bottom is continuously welded to the shell, both inside
and outside, using fillet welds on the top. Intermittent
fillet welds for strength are made between the new bot-
tom and the lower part of the old shell. The weld size
should be enough to develop the full strength of the
bottom plates in bending. Undercutting at the toe of
the fillets should be avoided. Care must be taken to be
sure the new pad fully supports the new bottom next
to the shell.
Annular ring plates are butt welded together using a
1/8 inch thick compatible backing strip, 2 inches wide,
under the joint where it passes through the shell. In-
side, the bottom plates are welded with a 1-1/4 inch
lap and a full fillet lap weld as for new API tanks.
Where no annular ring is required, the upper plate is
crimped to be level with the lower plates, and a groove
weld is made from the top penetrating to the backing
strip. In either case, it is necessary to notch (rat hole)
the shell over this joint in the tank bottom to permit
the welder to make a good weld through the shell. See
Figure 900-1 for details of the annular ring installation
in a replacement bottom.
Section 900 discusses the critical areas to monitor
when replacing a bottom and describes the normal
step-by-step replacement procedure.
1132 Shell Repair
Shell replacement is generally not economical because
replacing a shell also requires roof replacement. How-
ever, shells can be repaired within limitations and with
certain risks. Shell repair alternatives are listed below.
1. Replacement of Individual Plates. Individual
plates are replaced usually to repair mechanical
damage or to replace multiple shell nozzles or
other openings.
2. Bottom Course Replacement. This repair typi-
cally corrects for corrosion losses, and is com-
pleted one plate at a time.
3. Upper Shell Course Replacement. This repair is
usually used to correct internal vapor space corro-
sion. It is more suitable for fixed roof tanks. It
may or may not include roof replacement. Keeping
the shell in round and maintaining the tolerances
required for a floating roof are very difficult. How-
ever, it has been accomplished when done with
care.
1100 Maintenance Tank Manual
1100-10 June 1994
4. Upgrading Shells Earthquake Resistance. You
can make the shell resistant to seismic-caused
buckling by 1) installing vertical wide flanges or
beams on the bottom two courses of the shell, or
2) replacing the bottom shell course with thicker
plate, one plate at a time. These repairs may be
included with installation of a new annular ring
under the shell. Tanks built to API 650 revisions
after 1979 should not require such a repair
method. See Section 400 for more details on seis-
mic design. Consult CRTCs Civil and Structural
Team or a structural engineer when considering
this design. Note the first option cannot be used
to change safe oil height.
5. Reduction in Buckles (bumps and dents). This
can be done by installing a structural member
rolled to the proper radius and installed with the
aid of a clip and winch. The buckle in the area of
the repair will be reduced, but smaller buckles can
be expected on either side of the repair. On a float-
ing roof tank this repair may enable the seal sys-
tem to work properly. An alternative method is to
replace the area of the buckle with new plate
rolled and sized to the opening cut.
6. Door Sheets. These are cut in a shell to permit
entry of mechanical equipment and to complete
major repairs or rebuilding of the tank. Qualified
welding procedures must be used for the material
involved, and corners of the replacement plates
rounded to a radius equal to 5 to 10 times the plate
thickness to reduce stress concentrations. (See
Maintenance Specification TAM-MN-2, Doorsheet
Removal and Reinstallation, in Volume 2 of this
manual).
7. Vertical Riveted Seam Repair. The joint effi-
ciency of a lap riveted vertical shell seam is usu-
ally about 0.64. This joint efficiency can be
increased to 0.75 by full fillet lap welding both
sides of the lapped seam plus seal welding of the
rivets. This is a difficult, costly procedure and nor-
mally not justifiable unless the alternative is to re-
tire the tank.
8. Sealing of Riveted Seams. Sometimes leaking
seams are repaired by applying a sealant. This re-
pair, which will not upgrade joint efficiency, is
covered in Maintenance Specification TAM-MN-7.
Refer to Sections 400 and 900 for information on tank
shell design and construction. Section 1150 covers
rerating and retiring of shells.
1133 Fixed Roof Repair or Replacement
The decision to replace or repair a fixed roof is nor-
mally based on the condition of the supporting struc-
ture. The most severe internal corrosion normally
occurs on the roof deck near the shell and on the raf-
ters near the center of the roof. If calipering the rafters
at the center of the roof reveals adequate remaining
metal, only a portion of the roof deck may have to be
replaced. It is usually obvious whether or not there is
adequate remaining metal in the rafters. If there is any
doubt, a structural engineer should be consulted. Pro-
tective coating of the corroded areas can extend the life
of the roof. Consult with CRTCs Materials and Equip-
ment Engineering Unit on the type of coating to use.
External corrosion on a fixed roof is usually the result
of poor painting maintenance or failure of the roof in-
sulation weatherjacket to keep out moisture. External
corrosion justifies replacement of the roof deck plate
only, not the roof support structure.
The major types of roof repair are discussed below.
ReplacementMaintenance Specification
Maintenance Specification TAM-MN-6, for replacing a
fixed roof, is included in Volume 2 of this manual. Re-
fer to API 650 and Section 400 for roof joint details.
Safety
From a safety standpoint, the internal supports must be
inspected and declared structurally sound before allow-
ing people or equipment on the roof. Personnel should
never walk on the old deck plate between the supports.
Plywood sheets, placed so that they bridge the gap be-
tween supports, should be used as a working surface.
Changing the Frangible Joint Design
As mentioned in Section 400, fixed roof tanks should
have a weak roof-to-shell joint (frangible joint) in ad-
dition to an API 2000 venting system.
Section 400 and API 650 also give the design details
of a frangible joint.
For existing tanks, the frangible joint can be brought
in compliance with the above by:
Removing any patches over the weld seam
Grinding down the existing weld
Removing and rewelding the fillet weld
Tank Manual 1100 Maintenance
June 1994 1100-11
Note: Grooving the roof deck plate near the shell
is not an acceptable way to create a frangible joint.
Door Sheets
Sometimes an opening is cut in a roof to permit low-
ering of equipment into the tank. Rafters may be re-
moved to clear this opening. If the deck plate removed
is serviceable, the opening should be cut rectangular
with one dimension 4 inches greater than the other. By
rotating the plate 90 degrees, it can be reinstalled along
with a single narrow patch along one edge. See Main-
tenance Specification TAM-MN-2 in Volume 2 of this
manual.
1134 Steel Floating Roof Repair or
Replacement
Questions that must be answered to determine whether
or not a floating roof can be repaired or must be re-
placed include:
What is the extent and depth of corrosion? At the
end of the next operating run will there be at least
0.10 inch of metal remaining at all points? Figure
1100-7 can be used for this calculation also.
Can the roof be kept in round during repairs?
Does the roof design meet current legal require-
ments and/or operating requirements?
Is there a metallurgical problem, i.e., tendency to
crack?
Is there adequate annular space throughout its travel
for the seal to work properly.
Roof ReplacementTAM-MS-968
Model Specification TAM-MS-968, Floating Roofs and
Internal Floating Covers, is included in Volume 2 of
this manual. Use this specification for new construction
or the replacement of an external floating roof.
Roof Repairs
Suitable repairs that can be made to a floating roof in-
clude:
Patching with new steel plate. Consider the effect
on roof drainage.
Replacement of rim plate. Replace the rim plate
while deck plate is intact to prevent roof from go-
ing out of round.
Replacement of leg supports
Adjusting height of legs
Installation of reinforcing pads around legs
Installation, replacement and repair of roof appur-
tenances
Cutting out buckles and patching. Make sure roof
is adequately braced to prevent its going out of
round.
1135 Internal Floating Roof Retrofit,
Replacement or Repair
Retrofit
As discussed in Section 400, existing fixed roof tanks
are often retrofitted with internal floating roofs because
of a change in service or regulations. The major con-
cern with retrofitting is that the roof maintain a proper
seal with the shell. You must verify that the retrofit al-
lows this.
Replacement
Situations or conditions which justify replacement of
an aluminum internal floating roof include:
Change of service to one that is not compatible
with aluminum, such as caustic liquids, or to a
heavy sediment-building service, such as recovered
oil. In this case, the replacement roof would be
steel.
Buckling due to turbulence. In addition to replacing
the roof, consider ways to reduce turbulence, e.g.,
installing a diffuser on the fill line.
Repair
Repair alternatives for aluminum internal roofs include:
Replacement of mechanically damaged parts, in-
cluding skin, pontoons, and legs
Replacement of individual panels on contact-type
roofs
Maintenance Specification for Replacement
A specification for the installation of an internal float-
ing roof in an existing tank is included in Volume 2 of
this manual. See TAM-MN-5.
1100 Maintenance Tank Manual
1100-12 June 1994
1136 Seal System Repair or Replacement
The three common reasons for seal system repair and
replacement are:
Inability to meet emission regulations
Mechanical damage
Deterioration of material (corrosion and wear on
steel and fabric failure)
Inability to meet emission regulationsusually seal-
to-shell gap requirementsis corrected by one of three
means:
Adjusting the hanger system on primary shoe seals,
and adding foam leg filler in toroidal seals
Increasing the length of rim mounted secondary
seals in the problem area
Replacing all or part of the seal system along with
possible installation of a false rim. This step should
only be taken after checking the annular space vari-
ation at several levels from low pump out to safe
oil height.
Mechanical damageDamaged parts are usually re-
placed in kind. Before the damage is repaired, the
cause of the damage should be identified and corrected.
Buckled parts should be replaced, not straightened.
Torn seal fabric can be replaced.
Deterioration of materialMaterial deterioration re-
sults from wear and corrosion on metallic elements and
chemical deterioration of seal fabric. Some of this de-
terioration is expected. The service life and inspection
information will indicate whether a change of material
is warranted.
Refer to Section 400 for the advantages and disadvan-
tages of various seal systems.
Steps to Take During Seal Retrofitting
1. Refer to Section 400 for help in determining the
type of seal system to install. Seals that can be
repaired or replaced in service are recom-
mended.
2. Check for shell out-of-round and annular space
variation through the entire range of roof travel.
3. Check the remaining roof rim thickness. If the roof
rim is less than 0.15 inch thick, it could bend or
tear at seal system attachment points, destroying
the seal system and possibly sinking the roof. Roof
rims can be replaced. The new roof rim should be
at least 5/16 inch thick.
Maintenance Specification
Specification TAM-MN-4, for replacing a seal system,
is included in Volume 2 of this manual.
Air Quality Inspections
Engineers should consult the local environmental or-
ganization to determine the air quality inspection re-
quirements for their project. Scheduling and adequate
notification of the regulatory agencies should be
planned. The seal system should be inspected by a
Company inspector and all problem areas resolved be-
fore having an air quality inspector look at it. The pri-
mary seal system should be inspected before a
secondary seal is installed.
1140 IN-SERVICE REPAIRS
Because it is costly to remove tanks from service and
clean them for entry, it is often necessary to work on
tanks while they are in service. This section discusses
in-service repairs and the safety guidelines for complet-
ing these repairs.
1141 Safety Guidelines for In-service
Work on Tanks
All work should be in accordance with the latest edi-
tion of API Standard 2015.
Gas Testing
Before the start of repair work, test the vapor space in
the tank and the surrounding area for combustible
gases, aromatics, hydrogen sulfide, and any other an-
ticipated hazardous gases. A tag which shows the date,
time, gas concentrations, and other pertinent informa-
tion must be attached to the tank.
Gas tests must be taken at intervals as required to en-
sure safety during progress of the work, and as a mini-
mum should be taken at the following times:
Before work is started each day
At least hourly or when conditions change
Just before work is resumed, if work has been in-
terrupted for a period of 1 hour or more
Just before work is resumed after any stock move-
ments in or out of the tank
Tank Manual 1100 Maintenance
June 1994 1100-13
After removal of a portion of the seal assembly and
injection of inert gas and before work on the seal
system begins
At any other time when, in the opinion of the Com-
pany or Contractor, it is necessary to ensure safety
No work will be permitted without fresh air breathing
equipment in areas where the hydrogen sulfide concen-
tration exceeds ten (10) parts per million or the aro-
matics concentration exceeds one (1) part per million.
Hot Work Precautions
No work will be permitted in areas where the concen-
tration of combustible gases exceeds 0.05 on the J-W
(or other approved) combustible gas indicator. Hot
work must be immediately stopped and all personnel
must immediately leave the tank when the combustible
gas concentration exceeds this limit.
Stock must not be transferred to or from the tank while
work is being performed. To avoid accidental pumping
into or out of the tank, valves must be closed and
tagged by the operator. These valves must not be
touched during the repair work.
No hot work is allowed on any roof in service. Hot
work on the shell, such as hot tapping nozzles, clips,
brackets, attachments, etc., requires that the liquid level
be a minimum of 3 feet above the highest weld point.
A liquid level is necessary to keep the shell cool and
to prevent possible hot surface ignition of the tank va-
por space. Work above this level on the shell must be
performed cold. Hot work on shell spiral stairways
(but not on the shell) must be enclosed with a non-po-
rous material and continuously tested for concentra-
tions of combustible gases. Section 1143 contains a
detailed hot tap procedure.
Floating Roof Entry Precautions
In all cases when it is necessary for personnel to go
onto the roof, a safety watch must stand by at the top
of the stairway. If the person on the roof is overcome
with gas, the safety watch must immediately summon
help.
When the top of the floating roof is more than 4 feet
below the top of the shell, the top of the roof is defined
as an enclosed space. Two (2) safety watches must be
present, one at the top of the stairway to the tank and
the other on the floating roof, and they must continu-
ously test for combustible and hazardous gases. The
safety watch at the top of the stairway must not de-
scend into the tank but will summon help by radio if
necessary.
When workers are using fresh air breathing equipment,
there must be a safety watch with a Scott Air Pack on
the gagers platform. A second safety watch must be
on the ground monitoring the breathing air (compressor
or air bottles). Tank emergency egress must be pro-
vided. This can be a crane or a portable hoist mounted
on the rim.
When working on the floating roof seal assembly, no
more than 25% of the vapor space must be exposed at
any one time.
1142 In-service Shell Repairs
Leaks in in-service shells can be repaired in the fol-
lowing ways.
Single holes can be temporarily repaired by insert-
ing a screwed plug and applying epoxy around the
plug to seal and hold it. The tank should be taken
out of service immediately to complete a permanent
repair.
Rivet and seam leaks can be repaired by peening
the metal around a leak to seal off the leaking area.
Care must be taken to avoid applying too much
force. Epoxy seam sealers also can be used, but the
tank level must be lower than the leak.
1143 Hot Tapping of Tanks in Service
General
Occasionally there is a need to install a new nozzle or
other appurtenance on a tank shell without taking the
tank out of service. This work can be accomplished
safely by hot tapping, if proper procedures and precau-
tions are used.
An alternative which should not be overlooked is the
possibility of installing the required new nozzle on a
manway cover. The advantages, if operationally feasi-
ble, are the ability to remove the manway cover to the
shop where the quality of the alteration work can be
tested, and the elimination of hazardous work in the
tank area.
Safety Precautions
Hot tapping is a useful method of making in-service
repairs, but it involves hazards which must be recog-
nized and weighed against alternative solutions.
1100 Maintenance Tank Manual
1100-14 June 1994
Since welding done on a hot tapping job cannot be in-
spected or tested thoroughly, this work should be done
only by skilled welders under competent supervision.
Welding requires that the area be completely gas free
and that J-W readings be taken continuously during the
welding process to assure no vapor accumulates. All
sources of vapor in and adjoining the area should be
properly controlled, and the timing of the work should
correspond to the in-breathing (emptying) of tanks
which might contribute vapor to the area.
The liquid level should be at least 3 feet above the
level where welding work is being done. Consult the
local operating management for any requirements
specific to your plant.
The gas testing and hot work precautions listed in Sec-
tion 1141 should be used during a hot tap.
Equipment
Several makes of hot tap machines can be purchased
or rented. Although they were developed primarily for
use on pipe lines, they are also suitable for use on tank
shells. The size of the machine needed depends on the
size of hole. Some machines can make cuts up to 12
inches in diameter. Note that hot tap cutters usually cut
a hole somewhat smaller than the nozzle inside diame-
ter. This must be considered if appurtenances are to go
through the hole.
Pre-work Inspection
Before a hot tap is made, UT gage the tank shell at
the location of the hot tap for any possible deficiencies
and review recent records of interior inspection of the
tank. Every effort should be made to determine the
soundness of the shell plate. If there is reason to sus-
pect shell plate deficiencies, hot tapping should be
avoided.
Nozzle Location and Hot Tapping Procedure
The new nozzle should be kept clear of existing seams.
Pipe, flanges, reinforcing plate and details should con-
form to API 650 nozzle details. Only the method of
welding the nozzle to the tank should differ from API
650. Since the interior backup weld for the nozzle ob-
viously cannot be made with the tank in service, it
must be altered as indicated in the following procedure
for pipe connections over 2 inches. All other welds
should follow API 650.
Small connections up to 2 inches. Install a weld boss
per Standard Drawing GB-L31368 (see Pressure Vessel
Manual).
Pipe connections over 2 inches. These nozzles require
a reinforcing plate. Install nozzle and reinforcing plate
in accordance with Figures 1100-8 and 1100-9 and the
following procedure:
1. Bevel nozzle end 37-1/2 degrees with 1/16-inch lip
edge.
2. Tack to shell with 1/16-inch lip edge spacing.
3. Apply full penetration weld with good fusion to
pipe and shell. Leave no undercut on pipe and re-
move all slag and weld splatter from shell and
pipe. See Figure 1100-8.
If pipe connection is large enough to be welded
on the inside of the nozzle, back gouge or grind
the nozzle-to-shell weld. Clean metal and back
TAM11008.GEM
Fig. 1100-8 Hot-tap Welding DetailsNozzle-to-Shell
Tank Manual 1100 Maintenance
June 1994 1100-15
weld to assure full penetration and fusion through-
out thickness of nozzle-to-shell weld.
4. Hydrostatic test nozzle to 50 psi.
5. Roll reinforcing plate to fit snugly to shell. Trim
inside diameter of opening to fit toe of pipe weld
leaving appropriate lip edge space and groove di-
mensions for the diameter of hole and thickness to
be welded. See Figure 1100-9.
6. Press pad firmly against shell and tack outside di-
ameter of pad.
7. Weld inside diameter of pad being sure to get good
fusion to shell.
8. Finish weld with smooth fillet from top of pad to
nozzle surface. Leave no porosity or undercuts.
9. Complete the weld on the periphery of the pad per
API 650.
10. Test reinforcing plate with air pressure to 10 psi.
Limitations
Hot tapping of tanks should not be done if the nozzle
diameter is over 12 inches. If a larger nozzle is neces-
sary, the tank should be taken out of service and the
nozzle assembly shop-welded and stress-relieved. See
section on shells in Specification TAM-EG-967.
1144 Fixed Roof Repairs
Fixed roof repairs can be made in the following ways.
Holes in the deck plate can be cold patched. A
patch plate to cover the area is prepared with holes
drilled along the edge. After applying a sealant/ad-
hesive to the deck plate where the edge of the patch
plate will be, the patch plate is then set in place
and fastened with sheet metal screws.
Thin roof deck can be repaired by applying a lami-
nate coating. Holes are first covered with light
sheet metal patches held in place with sealant/ad-
hesive or sheet metal screws. See the Coatings
Manual for more details on laminate coatings.
Appurtenances can be installed using the follow-
ing methods:
1. Existing pipes can be cut off, threaded, and a
threaded flange installed with the new appur-
tenance bolted on. If no lifting force will be
applied when the appurtenance is used (such
as the funnel on a sample hatch), the attach-
ment can also be made by gluing the flange
to the pipe. In this case, tack welds on the in-
side of the slip-on flange can hold it in place
before gluing.
2. A surface-mounted appurtenance can be in-
stalled on the roof deck by welding a reinforc-
ing pad on the appurtenance in the shop,
cutting an opening in the roof deck, and then
attaching the appurtenance to the roof deck in
the same manner as a large patch.
TAM11009.GEM
Fig. 1100-9 Hot-tap Welding DetailsReinforcing Plates
1100 Maintenance Tank Manual
1100-16 June 1994
1145 Floating Roof Repairs
Floating roof repairs can be made in the following
ways.
Temporary repairs of holes in the deck plate can
made with steel plugs and sealant as done with
shells.
Cold patches can be made in the same manner as
with a fixed roof, with the following additional
steps:
1. The leak must be momentarily plugged using
a plug and sealant.
2. The patch should be conical shaped so as not
to displace the temporary plug while the patch
is being installed.
3. After installation of the patch, the area should
be thoroughly cleaned of all oily contaminate
and an epoxy sealant installed over the patch
after adequate surface preparation.
A thin upper deck of pontoons can be repaired in
the same manner as a fixed roof: by sheet metal
patching and laminate coating.
Rolled or bent floating roof fixed low legs can be
cut off internally (below the lower roof deck) by
use of an ultra-high pressure hydrocutter. The re-
mainder of the roof leg through the roof then be-
comes the gui de sl eeve f or a temporary
two-position leg.
1146 Floating Roof Seal Systems
Rim-mounted primary shoe and toroidal seal systems
can be removed, repaired, or replaced. To minimize
evaporation and potential hazard to the workers, no
more than one-fourth of the roof seal system should be
out of the tank at one time. Temporary spacers to keep
the roof centered should be used during the repairs.
Primary seal systems mounted partly or fully below the
bolting bar or top of the rim usually cannot be reached
to allow removal in service. In this case, in-service re-
pairs are restricted to replacement of the primary seal
fabric.
Rim-mounted secondary seals are readily installed, re-
paired, or replaced with the tank in service, as are
shoe-mounted secondaries.
1147 Insulation
In-service repairs to insulation on the shell and fixed
roof can be made by the following methods.
Shell. Shell insulation can be installed, repaired, or re-
placed in service. A special bar with studs for the lay-
bar installation will be required to provide studs above
a level 3 feet below the stock level of the tank. Below
that level, the bar will be welded to the tank using the
hot tap procedure described in Section 1143. (See Fig-
ure 1100-10.)
Fixed Roof. Roof insulation is normally impaled on
studs welded to the roof. In-service replacement of in-
TA110010.GEM
Fig. 1100-10 Laybar InstallationIn-service Tank
Tank Manual 1100 Maintenance
June 1994 1100-17
sulation is feasible as long as the impaling studs are
not damaged.
Where in-service installation is required without studs,
one company, Thermacon, has a design consisting of
cables in tension across the roof which are attached
cold to the top angle. These cables hold the roof insu-
lation in place.
1148 Appurtenances
Bolted-on appurtenances, such as valves, breathers,
hatch covers, manway-mounted mixers, and heaters,
etc., and threaded appurtenances, such as hatch covers,
autogage guides, etc., can be replaced in service. To
install some appurtenances will require that the tank
level be pumped down. Some appurtenances which are
above the liquid level, such as sample hatch funnels on
existing sample hatches of floating roofs, and those
fixed roof appurtenances mounted directly to the roof,
can be replaced in service.
In-service repairs can be made on stairways, platforms,
and wind girders by bolting instead of welding. Such
attachments must be well sealed to prevent corrosion
product between the surfaces from breaking the bolts.
Rolling ladders can be removed from the tank and re-
paired, rebuilt, or replaced in service.
1150 RERATING AND RETIRING
CORRODED TANKS
Engineers are sometimes asked to:
Determine the remaining life of a tank at the exist-
ing safe oil height (SOH)
Lower a tanks safe oil height to compensate for
thinning of the shell
Determine when a tank should be removed from
service
In general, the procedure can be broken down to the
following steps.
Gage the shell thickness to establish a corrosion
rate.
Calculate the remaining life or the new safe oil
height. Recheck wind and earthquake stability.
Determine the effect on operations of reducing the
safe oil height.
Examine the alternatives for maintaining the exist-
ing capacity.
Compare the upgrade cost to the operating penalties
for reducing the safe oil height.
1151 Gaging the Shell Thickness
Gage the thickness of shell plate at multiple points by
inspection. Normally the maximum time between shell
gagings is 10 years or at half the remaining life. Where
a reduction in the safe oil height is called for, shell
thickness should be gaged at 3-year intervals to mini-
mize operating capacity loss. The measurements ob-
tained establish the corrosion rate. When a tank service
is changed to one with different corrosion rates, the
shell should be gaged.
1152 Calculating the Reduction of the
Safe Oil Height Required for
Continued Operation
In 1963, the Company adopted a proposal that revised
the Companys basis for rerating and retiring tanks to
allow for higher condemning stresses for most welded
tanks built after 1949 because of improved materials,
better fabrication details, increased weld inspection,
and better welding.
The revised method divides existing tankage into two
categories, each with a procedure for computing
stresses. These procedures should not be used on hot
tanks (over 200F).
1. Welded tanks built prior to 1949, welded tanks
built in 1949 or later which do not satisfy the
requirements of 2-a or 2-b below, and all riv-
eted tanks should continue to be rerated using the
long-standing Company method (there is no com-
parable procedure for bolted tanks). TAM-EF-317,
Tank Strength Calculation Sheet, can be used to
determine the safe oil height reductions for this
category of tanks.
a. Stresses shall be computed at a point 1 foot
above the seam and shall be based on the
gravity of oil in the tank and actual shell
thicknesses less any required allowance for
corrosion. (Some use 30-degree API as the
lightest practical gravity.)
b. A stress of 21,000 psi in plate tension for steel
before applying joint efficiency factor, and
15,000 psi for wrought iron, shall not be ex-
1100 Maintenance Tank Manual
1100-18 June 1994
ceeded. The diameter of the rivet plus 1/8 inch
shall be used for computing plate tension.
c. A rivet shearing stress of 19,000 psi, based on
the original net cross-sectional area of the
rivet, shall not be exceeded.
d. For steel, a bearing stress on rivets and plates
of 32,000 psi for single shear or 35,000 psi
for double shear, based on the original net
cross-sectional area of the rivet, shall not be
exceeded.
e. A joint efficiency of 75% shall be used in
computing the strength of lap-riveted vertical
joints that have been strengthened by welding.
(Wrought iron tanks cannot be welded.) A
joint efficiency of 85% shall be used for butt
welded tanks.
Note: Due to the protection given by rivet heads and
butt straps, the corrosion of the shell at the joint is fre-
quently less than the corrosion of the shell generally.
If the true strength of the joint must be determined,
someone familiar with riveted joint calculations should
carry out the inspection.
2. For most welded tanks built during and sub-
sequent to 1949, minimum shell plate thickness
should be determined as outlined in 1-a above.
These newer tanks are defined as follows:
a. Basic API 650 tanks having design metal tem-
peratures greater than 50F.
b. Basic API 650 tanks having design metal tem-
peratures between 0F and 50F which were
built with the improved materials and prac-
tices required by TAM-EG-967.
The maximum allowable stress shall be the
smaller of:
Bottom Course Upper Courses
0.80 y or T/2.35 0.88 y or T/2.12
where y is the specified minimum yield
strength of the plate (use 30,000 psi if the
specification is not known); and T is the
specified minimum tensile strength of the
plate. T shall not exceed 75,000 psi. (Use
55,000 psi if the specification is not known.)
The joint efficiency shall be:
E = 1.0 for tanks which were spot radio-
graphed during construction
E = 0.85 for tanks which were examined by
sectioning
E = 0.70 for tanks without any examination
other than visual
3. Any tanks with a general shell thickness at or be-
low 0.10 inch should be retired or the thin plate
replaced. Also, wind and earthquake stability
should be checked on tank shells which have
thinned. These factors are covered in Section 400.
1153 Determining the Effect on
Operations
The engineer may need to answer the following ques-
tions:
1. Can the operators live with a capacity reduction
caused by a thin shell? If they can, the safe oil
height is usually reduced.
2. If the safe oil height reduction is 5 feet or more,
will the shell be in danger of rupture if the tank
is filled to overflow by mistake? A tank overflow
may occur, and we must verify that the tank is
structurally sound in this circumstance.
3. If the loss of operating capacity is not acceptable,
can we make up for the lost capacity somewhere
else? If not, then rebuilding or replacement are the
remaining alternatives.
1154 Examining Alternatives for
Maintaining the Existing Capacity
Typical alternatives are:
Replacement of individual plates or entire courses
Upgrading of joint efficiency and recalculation.
Welded shells built before 1949 can be X-rayed and
welds repaired to increase joint efficiency from
85% to 100%. Lap riveted joints with around 64%
efficiency can be welded, giving a 75% joint effi-
ciency.
Coating to prevent further capacity loss
Tank Manual 1100 Maintenance
June 1994 1100-19
Reallocation of services with necessary tank and
piping modifications
Reducing unavailable stock by tank modifications
1155 Economic Justification for Repair,
Replacement, Reallocation or
Rerating
After choosing the best alternative for maintaining the
existing capacity from those alternatives listed above
in Section 1154, compare the cost to that of rerating
or retiring the tank. Work with your local planning or-
ganization to develop the necessary economic justifica-
tion.
1160 COATING AND PAINTING
This section contains basic information for coating in-
ternal and external surfaces of storage tanks. For more
detailed information refer to the appropriate sections in
the Coatings Manual.
1161 Exterior Coatings
Exterior refers to the outside surfaces of a tank plus its
stairway, wind girder, etc. External surfaces are coated
for several reasons: to protect against corrosion, to im-
prove appearance, and to reduce evaporative losses. Se-
lect a coating system by deciding on the reasons for
coating and then use the guidelines found in the Coat-
ings Manual.
One of the most important considerations in choosing
a coating system is that the system selected must com-
ply with the local air district regulations concerning
Volatile Organic Compound (VOC). COM-EF-872-B
lists the acceptable brands which have low (less than
420 gm/liter) VOC content.
New Construction (See External Coatings in the Coat-
ings Manual.)
There are two basic exter nal coating systems:
coastal/inland and high performance.
1. Coastal/Inland
Standard system for mild environments
Usually a 3-coat alkyd system
Poor life in severe exposures (less than 2 years)
Inexpensive material that is easy to apply
Requires commercial blasted surface (SSPC-SP6)
May be applied over hand tool cleaned surface, but
will reduce the coating life 30 to 50%
2. High Performance
Usually a 3-coat system: inorganic zinc primer,
polyamide epoxy tie-coat, and polyurethane finish
Has a longer life than an alkyd system, approxi-
mately 20 to 25 years in mild service
Installed cost is higher than an alkyd system. How-
ever, its cost/year can be 50 to 100% less due to
its longer life
System recommended for severe exposures, such as
chemical plant environments
Requires applicators experienced with 3-coat sys-
tems
Requires a near white metal blasted surface (SSPC-
SP10)
Maintenance (See the Maintenance Section of the
Coatings Manual.)
There are two systems normally used for field coating
or touching up tanks: alkyd primer/alkyd enamel (Coat-
ing System 2.1) and epoxy mastic/polyurethane (Coat-
ing System 2.15).
1. Coating System 2.1
Standard system for mild environments
Poor life in severe exposures (less than 2 years)
Inexpensive material that is easy to apply
May be applied over hand tool cleaned surface, but
will reduce the coating life 30 to 50%
2. Coating System 2.15
Has a longer life than an alkyd system, approxi-
mately 15 to 20 years in mild services
Installed cost is higher than an alkyd system. How-
ever, its cost/year can be 50 to 100% less due to
its longer life
System recommended for severe services
Requires an abrasive blasted surface
1100 Maintenance Tank Manual
1100-20 June 1994
May be applied over hand tool cleaned surface, but
will reduce the coating life 30 to 50%
May be applied over old paint, with similar reduc-
tion in coating life
1162 Internal Coatings
The Coatings Manual covers liquid coatings applied to
the inside surfaces of a tank. They are used to ensure
product purity, to protect the tank from stockside cor-
rosion, and, in limited cases, to extend the life of a
tank bottom suffering underside corrosion. Section
1130 of this manual discusses the use of internal coat-
ings as a repair alternative.
Coatings applied to the interior of tanks are in severe
service and require superior surface preparation and
coating application. Surfaces must be abrasive blasted
to SSPC-SP5 (white metal) and the first coat applied
before rusting. This preparation may require dehumidi-
fication equipment or a holding primer. We do not rec-
ommend holding primers unless absolutely necessary
because they are usually lower in performance than the
primary coating and lead to early failures.
Listed below are the three internal coating systems
used by the Company.
1. Non-reinforced thin film coatings (10-20 mils
DFT)
Usually epoxy or epoxy phenolic
Should be considered first
Not good in high abrasion service
Most thin films will not adequately cover se-
verely corroded or pitted surfaces
Excellent to use in conjunction with sacrificial
anodes to prolong the life of new bottoms
2. Glass flake coatings (40-100 mils DFT)
Usually polyester or vinyl ester resins
Can be used in place of thin film coatings
Cost approximately twice as much as thin film
coatings
Have good abrasion resistance
Will cover corroded and pitted surfaces
Only used where thin films will not work
3. Laminate reinforced coatings (100+ mils DFT)
Usually polyester or vinyl ester resins
Most expensive system
Only used where structural support is needed
Creates a problem for leak detection due to
wicking through the laminate
1163 Inspection
Inspection is the most important aspect of a coatings
job. Surveys have shown that almost 80% of all pre-
mature coating failures are due to poor surface prepa-
ration or paint application. Therefore, inspection should
be an integral part of the job, beginning with surface
preparation, paint application and finally completion.
Internal coatings should also be inspected by means of
a low or high voltage detector to locate pinholes and
holidays.
Consult with CRTCs Materials & Equipment Engi-
neering Unit coating specialist for questions or prob-
lems not covered in the Coatings Manual or above.
1170 TANK SETTLEMENT
Tanks are relatively flexible structures which tolerate a
large amount of settlement without signs of distress.
However, tank settlement has caused failures such as
inoperative floating roofs, shell and roof buckling dam-
age, leaks, and loss of tank contents. Foundation de-
sign, soil conditions, tank geometry and loading, as
well as drainage, all have a significant effect on settle-
ment.
Large petroleum tanks are generally constructed on
compacted soil foundations or granular material, while
smaller tanks are often built on concrete slabs. The set-
tlement covered in this discussion pertain to large tanks
(over 50 feet in diameter) because most large tanks are
built on foundations where the thickness, elasticity and
compressibility of the foundation and subsoil layers
can vary enough to produce non-planar distortions
when uniformly loaded. However, the basic principles
apply to all tanks, especially uniform settling and pla-
nar tilt.
When filled, tanks will uniformly load the foundation
beneath the tank as the result of hydrostatic pressure
in a disk pattern. However, the tank edge:
carries an increased load from the shell and roof
weight.
Tank Manual 1100 Maintenance
June 1994 1100-21
can suffer loading effects such as twisting of the
plates under the shall due to shell rotation.
Note: The tank edge is defined as that area of the tank
which is comprised of the tank shell, the roof sup-
ported by the shell, and the foundation directly be-
neath.
For these reasons, most settlement problems occur in
the foundation that is under the outside edge of the
tank. Settlement problems are assessed by taking ele-
vation readings at the base of the tank. Nonetheless,
failures have occurred from interior settling that went
undetected in elevation readings.
Settlement failure poses serious consequences to safety
and surrounding property. Until the mid 1950s, tanks
were limited to about 200,000 bbls capacity. Since
then, capacity has increased to 800,000 and 1,000,000
bbl. Considering these tank sizes, criteria must be
available to ascertain the extent of settlement and cor-
rection procedures.
Spotting Settlement Problems
Tank settling can be indicated by any of the following:
Roof binding on floating roof tanks.
Damage or early wear-out of floating roof seals.
Shell buckling in fixed or floating roof tanks.
Roof buckling in fixed roof tanks.
Loss of support in fixed-tank, roof support col-
umns.
Cracking of welds.
Loss of acceptable appearance.
Over stressed piping connections
Accelerated corrosion due to drainage pattern
changes on the outside of the tank.
Inoperative or less effective drainage on the interior
of the tank, especially where cone-up, cone-down,
or single sloped bottoms are used.
Increased susceptibility to seismic damage as a re-
sult of distorted, over stressed or deformed bottoms.
Leaks in the bottom of shell.
The most serious failure results in leakage or loss of
contents. The presence of even a small crack in the
tank bottom can be a serious threat to the integrity of
the tank. Several notable settlement failures have fol-
lowed this sequence:
1. Development of an initial leak caused by a crack
in the tank bottom.
2. Washed out foundation support immediately near
the initial leak location, causing the crack to grow
from lack of support.
3. Increased leakage and undermining of the support
under the tank. The bottom plates separate from
themselves or from the shell where the foundation
has washed away.
Prior to several incidents [1] leakage was seen emanat-
ing at the chime, but the contents could not be pumped
out before a major failure occurred.
Kinds of Settling
Tank settlement occurs in the following categories:
Uniform Settlement
Planar Tilt
Differential Shell Settlement
Global Dishing
Local Interior Settling
Sloped Bottoms
Edge Settlement
Uniform Settling. In this type of settling the soil con-
ditions are relatively uniform, soft or compressible, and
astorage tank will slowly, but uniformly sink down-
ward as shown in Figure 1100-11. Uniform settling
poses no significant problems; however, there are two
important side effects:
1. Water Ingress occurs when a depression or water
trap is formed around the tanks periphery where
it meets the soil. When it rains, moisture accumu-
lates under the tank bottom near the shell or chime
region and corrodes the bottom.
2. Piping connected to the tank will eventually be-
come over stressed by the tank movement.
To assess the degree of uniform settlement, simply
monitor elevations at the base of the tank.
Planar Tilt. In this mode the tank tips as a rigid struc-
ture. (See Figure 1100-12). Often planar tilt accompa-
1100 Maintenance Tank Manual
1100-22 June 1994
nies uniform settlement. Planar tilt can be assessed
from an external tank inspection conducted by taking
elevation readings at the base of the tank. The follow-
ing may occur as the tilt becomes severe:
1. Appearance. The human eye is sensitive to verti-
cal lines. With a relatively small angle of tilt the
appearance of a tank begins to look strange. The
public or employees may begin to question the
safety of the tank and the operating and mainte-
nance practices of the owner. Planar tilt limited to
D/50 is a reasonable plumbness specification that
provides an acceptable tank appearance.
2. Hydrostatic Increase. The tilt of the tank results
in an increase in hydrostatic head as shown in Fig-
ure 1100-12.
If the increased stress causes the shell to exceed
the design-allowable stress, there are several solu-
tions:
Lower the liquid level.
Operate the tank slightly above allowable
stresses.
3. Reduced Storage Capacity. Because the maxi-
mum liquid level is often just beneath the roof or
overflow, the allowable liquid level may have to
be reduced to accommodate the planar tilt.
4. Ovalizing. If a tank tilts, the plan view will be an
ellipse, shown in Figure 1100-12. Because floating
roof tanks have specific clearances and out-of-
round tolerances for their rim seals to work prop-
erly, planar tilt can cause a seal problem. However,
the amount of planar tilt would have to be extreme
for ovalizing to become a problem.
Differential Shell Settlement. Differential settlement,
alone or in combination with uniform settlement and
planar tilt, results in a tank bottom which is no longer
a planar structure. This type of settlement problem can
be assessed by taking elevation readings around the
circumference of the tank shell, where the bottom pro-
jects beyond the shell.
Figures 1100-12 through 1100-14 are shown
on the pages following.
The readings can then be plotted as shown in the Fig-
ure 1100-13. If the bottom of the tank is planar, then
a cosine curve may be fitted through the measured
points. However, if there is differential edge settlement,
then a best-fit cosine curve can be fitted to these
points.
Differential shell settlement is more serious than uni-
form or planar tilt settlement because deflection of the
structure on a local scale is involved which produces
high local stresses. Differential edge settlement results
in two main problems:
1. Ovalizing. As shown in Figure 1100-14, differen-
tial settlement occuring in the tank bottom near the
shell produces an out-of-round condition at the top
of tanks which are not restricted in movement
(e.g., a floating roof tank). One of the most serious
problems with bottom differential-edge settlement
in floating roof tanks is the operation of the float-
ing roof. Because floating roof seals have specific
tolerance limits between the edge of the roof and
the tank shell, ovalizing can interfere with the op-
eration or destroy the seal itself.
If the bending stiffness of the tank is much less
than the extensional stiffness (thin wall structure),
then the theory of extensionless deformations may
be used to compute the relationship between dif-
ferential settlement and radial deformation at the
top of the tank.
GRADE
GRADE
WATERINGRESSCAUSES
ACCELERATED UNDERSIDE
CORROSION
PIPESUPPORT
PIPESUPPORT
UNIFORM SETTLEMENT
POSSIBLEOVERSTRESSOF
PIPING AND TANK NOZZLE
S=
S
X47103.HPG
TM110011.GEM
Fig. 1100-11 Uniform Settlement
Tank Manual 1100 Maintenance
June 1994 1100-23
X47104.HPG
TM110012.GEM
Fig. 1100-12 Planar Tilt Settlement
1100 Maintenance Tank Manual
1100-24 June 1994
X47105.HPG
TM110013.GEM
Fig. 1100-13 Differential Tank Settlement
Tank Manual 1100 Maintenance
June 1994 1100-25
It has been found that with specific readings of
settlement, the following finite difference equation
may be used to estimate ovaling:
r
DH
2
N
2
2
S
i
(Eq. 1100-1)
where:
i = station number of elevation reading taken
at base of tank
r = radial shell displacement at top of tank
N = number of stations or readings
H = shell height at which radial
displacements are calculated
D = tank diameter
S =
measured settlement at ith location
x = circumferential shell coordinate
2. Shell Stresses. Non-planar, differential settlement
may generate shell stress near the top of the tank
and may result in buckling of the upper shell
courses. In the past, the amount of differential set-
tlement allowed was determined by arbitrarily lim-
iting the differential settlement to a constant,
which represented a ratio of the settlement to the
span between consecutive settlement measure-
ments. Figure 1100-15 shows how various struc-
tures, particularly buildings, are damaged when the
slope represented by the deflection-to-span ratio
exceeds some value.
X47105.HPG
TM110014.GEM
Fig. 1100-14 Problems Resulting from Shell Out-of-
Roundness Due to Nonuniform Settle-
ment
X47107.HPG
TM1100-15.GEM
Fig. 1100-15 Limiting Angular Distortion
1100 Maintenance Tank Manual
1100-26 June 1994
One commonly used limit [2] is
S
1
450
(Eq. 1100-2)
where:
l = length between settlement readings, feet
S =
allowable settlement
Local slopes limited to approximately l/450 to l/350
applied to tank have proven conservative, and result in
tanks being releveled when further settlement could
have been tolerated.
The API 653 formula uses a factor of safety of two
times:
S .011
y
1
2
2EH
(Eq. 1100-3)
Global Dishing. The entire tank bottom settles relative
to the shell. This may occur singly or in combination
with other forms of settlement. There is no one form
of global settling, however, the majority of tank bot-
toms do tend to form a dished shape as shown in Fig-
ure 1100-16. There are several other common global
settling patterns and investigators have recommended
criteria for each type as shown in Figure 1100-17. [3]
The problems associated with general global settling
are:
High stresses generated in the bottom plates and fil-
let welds.
X47110.DWG
TA110017.TIF
Fig. 1100-17 Normalized Settlement of Tank Bottom
X47109.HPG
TM1100-16.GEM
Fig. 1100-16 Dish Settling
Tank Manual 1100 Maintenance
June 1994 1100-27
Tensile stresses near the shell-to-bottom welds that
may cause shell buckling.
Change in calibrated tank volumes (strapping charts
and gauges).
Change in the drainage of the tank bottom profile
and puddling when attempting to empty tank.
The literature suggests maximum global dishing values
that range from D/50 to D/100 depending on founda-
tion type, safety factor or empirical data. The value
stated in the 1st edition, of API 653 is D/64. For global
dishing these values appear to be reasonable. A 100
foot diameter tank using the provisions of Appendix B
of API 653 would have a total dish settlement of
B=.37R where B is in inches and R is in feet of 18.5
inches. However, for values of R less than 3 - 5 feet
these limitations are not really applicable to local set-
tling as explained later.
The methods presented above are based upon the large
deflection theory of circular flat plates with edges that
are not free to move radially. However, when the dif-
ference in settlement between the center and the pe-
riphery of the tank is large, there are indications that
the bottom membrane does move inward radially or the
shell will be pulled in as shown in Figure 1100-16.
From theoretical considerations, the difference in mem-
brane stresses generated between a circular plate sim-
ply supported with a fixed edge and an edge that is
free to move radially is a factor of about 3. [4] This
means that the stresses will be 1/3 as high for bottom
plates that are free to slide as for those that are not.
When the tank is loaded with liquid, the bottom plates
are probably held in place more securely; therefore, it
may not be a valid assumption to use the free edge
condition.
For other modes of global settling it has been sug-
gested [5] that different allowable settlements be pro-
vided for the different configurations. This is shown in
Figure 1100-17.
Local Interior Settling
Local settling that occurs in the interior of tanks often
takes the form of depressions as shown in Figure 1100-
18. Local interior settling poses similar problems to
Global Dishing and the proposed methods of assigning
a tolerance are again based upon the theory of large
deflection. Some of the methods include a relaxation,
X47111.HPG
TM110018.GEM
Fig. 1100-18 Bottom Settlement
1100 Maintenance Tank Manual
1100-28 June 1994
when the settling occurs near the tank wall, to take into
account the freedom of the plate near the shell to slide
radially inward as the depression increases.
Note that the tank fabrication process leads to buckles
and bulges in the bottom plates. When the tank is filled
with liquid, these tend to level out, but often reappear
when the liquid is removed. Most of the models cur-
rently proposed for developing settlement criteria do
not take into account the initial waviness of the bottom.
This type of settling is inevitable in compacted earth
foundations because soil composition and thickness
varies under the tank. Deformations are usually formed
gradually, without sharp changes in slope, so that the
bottom plates are adequately supported. Risk of failure
from this type of settlement is minimal unless there are
serious problems with the welding integrity.
When large voids form under the tank bottom, the bot-
tom plates may lift off the soil completely as shown
in Figure 1100-18. Although this is not usually a prob-
lem, a large void can lead to localized rippling effects.
The tank releveling section covers the problems asso-
ciated with filling these voids with grout.
Sloped Bottoms. The previous settling discussions ap-
ply to flat bottom tanks; however, many tanks have
slopes intentionally built into the bottom. They fall into
three categories:
1. Single slope
2. Cone up
3. Cone down
Because the design slope of these bottoms averages
about one inch in ten feet, they can still be considered
flat bottoms and the previous sections apply.
However, one special situation arises when the bottom
is sloped: Cone up bottoms, subject to general dish
settlement, can tolerate more total settlement than
either flat bottom, cone-down, or single-slope bottoms.
As settling occurs, the bottom compresses and becomes
flat. As the soil settles below the tank, the compressive
stresses that were generated become relieved until the
shell base becomes cone down, approximately equal to
the magnitude of the original cone up condition. See
Figure 1100-19.
However, if the initial cone-up slope is significant,
the settling relatively uniform, and the bottom con-
X47112.HPG
TM1100-19.GEM
Fig. 1100-19 Tank Bottom Ripples
Tank Manual 1100 Maintenance
June 1994 1100-29
structed with lap welded joints, a phenomenon known
as rippling can occur, usually during the hydrostatic
test on newly constructed tanks. Because of the linear
layout of bottom plates and the use of fillet welds, a
crease or a fold can form, covering large parts of the
diameter, as shown in Figure 1100-19. The ripples are
typically unidirectional and occur in the long direction
of the bottom plates. The crease may be very severe
(a radius curvature of approximately one foot is not un-
common) and indicates that yield stresses have been
exceeded. The ripple can act as a stiffening beam and
cause increased differential settlement and bottom fail-
ure.
The allowable settlement of cone up should be more
than twice that of a flat or otherwise sloped-bottom
tank. The maximum slope should be 3/4 inch per 10
feet to avoid rippling.
Edge Settlement. Edge settlement occurs in the bot-
tom plates near the shell as shown in Figure 1100-20.
It is difficult to determine this condition from the ex-
terior of the tank; however, seen from inside the tank,
this is one of the most obvious forms of settling.
Edge settlement occurs frequently in tanks that
have been built on grades or compressible soils. If
the soil has not been compacted sufficiently or be-
comes soft when wet, the probability of edge settle-
ment increases. Edge settlement is mainly due to
increased loading on the foundation at the periphery
from the weight of the steel. Usually the foundation
has not been extended far enough beyond the tank ra-
dius to prevent lateral squeezing of the foundation (see
Figure 1100-20).
Edge settling can occur locally in soft spots around the
edge of the foundation; however, it usually involves a
rather substantial portion of the tank. Edge settlement
is rarely seen in tanks that are constructed on rein-
forced concrete ringwall foundations. It is most uncom-
mon where the tank is built on a crushed stone ringwall
foundation.
The two fillet welds between the annular plate, shell,
and the bottom plates induce stresses into the annular
plate that cause upward bulges. Not strictly edge set-
tlement, these bulges may contribute to it by creating
an initial slope in the annular plate which in turn sets
up residual stresses that cause the tank bottom under
Fig. 1100-20 Edge Settlement
X47113.HPG
TM110020.GEM
1100 Maintenance Tank Manual
1100-30 June 1994
the shell to apply greater downward pressure on the
soil. The initial slope may be attributed to edge settle-
ment when it was caused by the welding. Proper weld
procedures, careful selection of the welding sequence
for all welds in the bottom annular plate, and careful
fitup should minimize this problem.
Settlement Criteria. To date there is no appropriate
method for estimating tolerable edge settlement. There
are, however, numerous tanks in service showing edge
settlement with magnitudes of 6 to 18 inches over a
span of 1 to 2 feet and functioning without leaks or
failures.
Edge settlement is unlike other kinds of settling. API
653 and other proposals are based upon a model that
is similar to the dishing models described above. Be-
cause this type of settlement involves substantial yield-
ing of the bottom plates (apparent from the large
deflections over short spans), any model that uses an
allowable stress basis for limiting settlement is prob-
ably extremely conservative. A strain-limiting approach
may be more appropriate.
One equation that can be used to estimate maximum
allowable edge settlement is:
B = max (2 inch or 0.41R
2
)
(Eq. 1100-4)
B = acceptable settlement, inches
R = distance over which settlement occurs, feet
t = thickness of bottom plate, inches
Designing for Settlement. Depending on the degree
and type of settlement expected (determined from simi-
lar installations in the area or from soil surveys), there
are several means of designing for expected settlement
with increasing effectiveness:
1. Standard lap-welded bottom
2. Annular plates with lap-welded bottom
3. Butt-welded bottoms
These construction methods increase in effectiveness
(1-3), and they also increase in price. Unless needed
for reasons high settlement, the butt-welded tank bot-
tom is generally ruled out on a cost/benefit basis. Be-
cause the standard lap welded tank bottom is the most
economic, there is a tendency to use this design for
locations even where significant settlement is expected.
Additional construction measures can be more effec-
tive, such as deeper levels of soil compaction, crushed
stone ringwalls, reinforced concrete ringwalls or slabs
on ringwall foundations.
The use of annular plates reduces edge settlement. The
use of concrete ringwalls virtually eliminates edge set-
tlement.
Releveling Tanks
Releveling tanks is a common procedure for correcting
excessive settlement problems such as buckling shell
plates, leakage in the bottom plates, excessive out-of-
round and high stresses. When floating roof tank bases
have experienced differential settlement, the roofs can
bind and seals may be damaged or ineffective. Fre-
quently, releveling causes the tank to reassume a round
shape. Tanks that have been buckled due to settlement
or tanks that have been constructed with initial out-of-
round are usually not improved by releveling.
Releveling Methods. Some companies specialize in
tank releveling. Deal only with reputable contractors
who have carefully planned a shell-releveling proce-
dure which has proven effective.
All releveling procedures should include these factors:
For floating roof tanks, the roof should be sup-
ported from the shell to prevent excessive stresses
and the possibility of cracks occurring from differ-
ential movement.
When tank jacking methods are used, it is possible
to jack tanks up approximately 10 feet high, allow-
ing for bottom inspection, cleaning, removing con-
taminated soil where leakage has occur red,
rebuilding of the foundation if necessary, or coating
from the underside.
Support must be supplied for fixed-roof supports so
that roof buckling and damage does not occur. Fig-
ure 1100-21 shows one way of supporting the roof.
The amount of differential jacking must be control-
led so that shell buckling or weld damage in the
corner welds, or in the bottom plates, does not oc-
cur.
In all tank releveling procedures large groups are
involved and mistakes could cause injuries or un-
anticipated costs. Any work of this nature should
be carefully reviewed for safety, environmental
concerns, and good practices. The owner should
also be convinced that those performing the work
have direct experience using the proposed methods.
Tank Manual 1100 Maintenance
June 1994 1100-31
A releveled tank should be hydrostatically tested.
Testing may not be necessary in a few cases such
as small tanks where the shell stresses are low or
there was very limited jacking.
Corrected piping should be disconnected if relevel-
ing will produce excessive stresses causing equip-
ment damage. Underground piping connections to
the tank should be exposed for monitoring.
Shell Jacking is a common releveling method where
lugs are welded to the shell near the base as shown in
Figure 1100-22. Typical spacing is about 15 feet. Once
the lugs are in place and a suitable jacking pad set up,
jacking proceeds around the tank circumference in
small increments. Jacking in small increments prevents
warping the bottom excessively out of plane. Shims are
installed as the jacks are moved around and the tank
can be raised to any desired elevation. The tank bottom
will sag down somewhat, but will not cause structural
problems with the bottom welds if the welds are sound.
Typical specified tolerances average about 1/4 inch of
level for any measured point on the tank perimeter at
the base.
Contractor responsibilities include:
Furnish, design, install, and remove lugs.
Remove any weld arc strikes and ground out re-
maining slag.
Recommend the prior loading under each shimmed
area to prevent foundation damage and settling.
(Recommended shim spacing is 3 feet.)
Propose if and how sand or grout should be applied
to low points under the tank bottom.
Monitor radial tolerances when correcting an out-
of-round tank.
Provide complete written procedures for all work
to be undertaken.
X47114.HPG
TM110021.GEM
Fig. 1100-21 Floating Roof Support
1100 Maintenance Tank Manual
1100-32 June 1994
If the jacking exposes a large area under the tank, ap-
plying a flowable grout or sand layer will provide a
planar foundation for the tank to rest on. However,
miscellaneous injection of grout through holes cut into
the bottom plates is usually ineffective or makes the
situation worse.
If the work is meant to correct out-of-round, require
frequent monitoring of the radial tolerances as well as
the effect of releveling on these tolerances. At least
eight equally spaced points at the top of the shell
should used for monitoring. Elevations as well as radial
measurements should be made before and after the
work.
A hydrostatic test should be conducted after the tank
is releveled.
The Under-the-Shell Releveling Method uses jacking
under the bottom of the shell. Small pits are excavated
to hold the jack under the tank shell. Figure 1100-23
shows a typical jack arrangement for this method. The
principle objection to this method is that pits must be
excavated beneath the tank shell. In soil foundations,
this may cause a loss of compaction in the order of 40
-50%. [6] Another problem is that the spacing for
shims and for jack points must be greater than the
shell-jacking method and therefore would provide
higher soil stresses while the work is in progress.
The same procedures, specifications, precautions and
testing as covered under shell jacking should be ob-
served.
Tank Leveling by Pressure Grouting or sand pump-
ing is used to force low spots or settled areas upward.
This method can be used to raise small or large areas
where tank bottoms are low. The contractor forces sand
or grout under pressure into the area to stabilize the
bottom plates. Where the involved areas are small and
numerous, this method is usually ineffective because
the mixture will flow through the areas of least resis-
Fig. 1100-22 Jacking Lugs Used on Large Tanks
X47115.HPG
TM110022.GEM
Tank Manual 1100 Maintenance
June 1994 1100-33
tance and lift the plates even further. It also causes the
tank to rest on points rather than uniformly.
However, there are some cases where grout can be
used effectively: pressure grouting has been effectively
used to level areas under fixed roof supports, for ex-
ample.
A tank owner considering this method should examine
a step-by-step proposal from the contractor to assure
that good practices are involved and that all safety and
environmental regulations are considered. Before cut-
ting the bottom to inject grout, precautions must be
taken to handle the possible existence of flammable
liquids or toxic substances that could have been stored
or leaked in the past.
1180 REFERENCES
1. James S. Clarke, Recent Tank Bottom and Foun-
dation Problems, Esso Research and Engineering
Co., Florham Park, NJ 1971
2. DeBeer, E. Foundation problems of petroleum
tanks, Annal. lInst. Belge Petrole 1969 6 25-40.
3. DOrazio and Duncan, Differential Settlements in
Steel Tanks Journal of Beotechnical Engineering
Vol 113, No 9, 12/4/1986.
4. Timeshenko, Theory of Plates and Shells, 2nd edi-
tion, Table 82.
5. Timothy B. DOrazio and James M. Duncan, Dif-
ferential Settlements in Steel Tanks Journal of
Geotechnical Engineering, Vol 113, No. 9, Septem-
ber, 1987 ISSN 0733-9410/87/0009-0967/$01.00
6. James S. Clarke, Recent Tank bottom and Founda-
tion Problems, Esso Research and Engineering
Co., Florham Park, NJ 1971
Fig. 1100-23 Jacking Pit Dimensions
X47116.HPG
TM110023.GEM
1100 Maintenance Tank Manual
1100-34 June 1994
RESOURCES
DeBeer, E. E., Foundation Problems of Petroleum
Tanks, Annales de LInstitut Belge du Petrole, No. 6,
1969, pp. 25-40
Malik, Z. Morton, J., and Ruiz, C., Ovalization of Cy-
lindrical Tanks as a Result of Foundation Settlement,
Journal of Strain Analysis, Vol. 12, No. 4, 1977 pp.
339-348.
Timoshenko, S., Theory of Plates and Shells, McGraw-
Hill Book Co., Inc., New York, N.Y., 1955
Sullivan, R. A., Nowicki, J. F., Settlement of Structures,
Conference organized by the British Geotechnical So-
ciety at The Lady Mitchell Hall, Cambridge held in
April 1974
Duncan, J.M., DOrazio, T. B., Stability of Steel oil
Storage Tanks, Journal of Geotechnical Engineering,
Vol 110, No. 9, September, 1984
Duncan, J.M., DOrazio, T. B., Distortion of Steel
Tanks Due to Settlement of their Walls, Journal of
Geotechnical Engineering, Vol 115, No. 6 . 9, June,
1989
API 653, Appendix B.
Sullivan, R. A. , and Nowicki, J. F. 1974, Differential
Settlements of Cylindirical Oil Tanks. Proceedings,
Conference on Settlement of Structures, British
Geotechnical Society, Cambridge, pp402-424.
Marr, W. A., Ramos, J. A., and Lambe, T. W. Criteria
For Settlement of Tanks, Journal of the Geotechnical
Engineering Division Proceedings of the American So-
ciety of Civil Engineers, Vol. 108, No GT8, August,
1982.
DOrazio, T. B., Duncan, J. M. Differential Settlements
in Steel Tanks, Journal of Geotechnical Engineering ,
Vol. 113, No. 9, September, 1987.
Koczwara, F. A. Simple Method Calculates Tank Shell
Distortion, Hydrocarbon Processing, August 1980
EEMUA (The Engineering Equipment and Materials
Users Association) Document No 159 (Draft)
Duncan, J. M., DOrazio, T. B., and Myers, P. E., Set-
tlement of Tanks on Clay, presented at ASCE Settle-
ment 94
1190 TANK SHUTDOWN CHECKLIST
This tank checklist is available on the disk included at
the end of Volume 2 of the Tank Manual. The filename
of this Lotus spreadsheet is CKLIST.WK1. The blank
boxes in the Work Completed columns require a sig-
nature. Boxes with xxxxxxs do not.
Tank Manual 1100 Maintenance
June 1994 1100-35
Fig. 1100-1 Tank Shutdown Checklist (1 of 7)
1100 Maintenance Tank Manual
1100-36 June 1994
Fig. 1100-1 Tank Shutdown Checklist (2 of 7)
Tank Manual 1100 Maintenance
June 1994 1100-37
Fig. 1100-1 Tank Shutdown Checklist (3 of 7)
1100 Maintenance Tank Manual
1100-38 June 1994
Fig. 1100-1 Tank Shutdown Checklist (4 of 7)
Tank Manual 1100 Maintenance
June 1994 1100-39
Fig. 1100-1 Tank Shutdown Checklist (5 of 7)
1100 Maintenance Tank Manual
1100-40 June 1994
Fig. 1100-1 Tank Shutdown Checklist (6 of 7)
Tank Manual 1100 Maintenance
June 1994 1100-41
Fig. 1100-1 Tank Shutdown Checklist (7 of 7)
1100 Maintenance Tank Manual
1100-42 June 1994
1200 SPECIAL TYPES OF TANKS
Abstract
This section discusses several special types of tanks and the design considerations which set these tanks apart
from a standard API 650 tank. Included are: elevated temperature tanks with a discussion of the hazards of op-
erating these tanks (frothover, corrosion, pluming, and internal fires); low pressure tanks; underground tanks with
a list of typical services and manufacturers; aboveground vertical nonmetallic tanks; Underwriters Laboratories
(UL) tanks and sulfur tanks. The discussion of refrigerated and rubber or plastic-lined tanks has been deferred.
Contents Page Page
1210 Elevated Temperature Tanks 1200-2
1211 API 650, Appendix M
1212 Hazards of Operating Elevated
Temperature Tanks
1213 Frothover
1214 Corrosion
1215 Pluming
1216 Internal Fires
1217 Other Design Considerations
1220 Low Pressure Tanks 1200-8
1221 Standards
1222 Design Consideration
1230 Underground Tanks 1200-10
1231 Environmental Considerations
1232 Typical Services
1233 Manufacturers
1234 Design
1235 Installation and Handling
1236 Cost
1237 Company Experience
1238 Reference Documents
1240 Aboveground Vertical
Nonmetallic Tanks
1200-12
1241 Molded Polyethylene Tanks
1242 Fiberglass Reinforced Plastic (FRP)
Tanks
1250 Underwriters Laboratories
(UL) Tanks
1200-15
1251 General
1252 Codes and Standards
1253 Design Considerations
1260 Sulfur Tanks 1200-16
1261 Past Problems
1262 Foundation
1263 Tank Bottom
1264 Bottom Heater Coil
1265 Shell
1266 Roof
1267 Insulation
1268 Miscellaneous Features
1269 Operations
1270 Aluminum Tanks 1200-20
Tank Manual 1200 Special Types of Tanks
June 1994 1200-1
T
O
C
O
N
T
E
N
T
S
1210 ELEVATED TEMPERATURE
TANKS
Elevated temperature tanks are tanks containing stock
above 200F. This section discusses the hazards of op-
erating elevated temperature tanks and design changes
to standard API 650 tanks which will minimize these
hazards.
1211 API 650, Appendix M
API 650, Appendix, M gives guidelines for the struc-
tural design of tanks above 200F. It does not consider
the hazards and design considerations discussed in this
section.
1212 Hazards of Operating Elevated
Temperature Tanks
The primary hazards of operating hot tanks are:
1. Frothover caused by water being vaporized by the
heat of the stock.
2. Accelerated corrosion both internal and external to
the tank.
3. Pluming caused by introducing light stock into the
hot tank.
4. Internal fires caused by iron sulfide buildup and
subsequent combustion when air is introduced into
the tank.
The following sections discuss these hazards in more
detail along with ways to minimize the hazards.
1213 Frothover
Definition
Frothover is the overflow of a tank occurring when en-
trained or bottoms water is vaporized by the heat of
the stock. This is distinct from a boilover which occurs
from a tank on fire when a heat wave reaches the
bottoms water and vaporizes it. Boilovers are not cov-
ered here but further information on them may be
found in the Fire Prevention Manual.
Conditions Necessary for Frothover to Occur
The tank must contain stock which will froth when
agitated with boiling waterusually a viscous
stock such as a heavy residuum, asphalt, or road
oil.
The tank must contain water. The water can be in
the form of freewater or an emulsion layer or dis-
solved or entrained water in the stock. Such water
may inadvertently be introduced into a hot oil tank
by one or more of the following means:
As condensate on the inside of the tank roof or
shell from water vapor in in-breathed air or
blanketing gas.
As steam leaking from the tank heater.
As dissolved water in the stock stream due to
direct contact of the stock with steam in a re-
fining process.
As dissolved or entrained water introduced into
the stock stream from a leaking process heater
or cooler.
As slugs of water or wet stock accumulated in
extraneous piping connections, dead ends, etc.,
and introduced into the stock stream during
transfers.
The temperature of the stock in the tank or entering
the tank must be high enough to boil water under
the conditions in the tank.
Means must exist to transfer sufficient heat from
the stock to the water to boil it, under the condi-
tions in the tank. Such means include:
Pumping water or water-bearing stock into hot
stock in a tank.
Pumping hot stock into a tank containing a
water layer, emulsion layer, or wet stock. Pock-
ets of water can be trapped by sediment, par-
ticularly at the shell on coneup bottoms. There
may be water in the bottom of a hot oil tank,
even when the bulk oil temperature is above the
boiling point of water, because of stratification
of cooler, heavier fluid near the bottom of the
tank, and suppression of boiling by pressure of
the liquid head in the tank.
Transfer of heat by conduction or convection
from a hot stock layer to a water or water-bear-
ing layer.
Severity of Frothover
The severity of frothovers is variable, depending upon
the amount of water present and the heat available to
vaporize it. In some cases frothover may result only in
some oil being discharged through vents; in other
1200 Special Types of Tanks Tank Manual
1200-2 June 1989
cases, the roof of the tank may be ruptured. In extreme
cases, the release may occur with considerable violence
and the froth discharged may spread to surrounding ar-
eas.
Minimize Water in the Tank
A hot tank must contain water to froth. This section
discusses ways to minimize sources of water at the
tank. Obviously, proper operation and maintenance of
upstream units is critical to avoid process upsets or
equipment failure which could send water to a hot
tank. Following are some good procedures for prevent-
ing water from entering or accumulating in a tank.
Insulate the tank shell to prevent condensation of
water vapor unless the tank is designed to stratify
cold and hot oil layers as outlined below. Insulate
the tank roof to prevent accelerated corrosion. See
Section 1214 for more details.
Avoid internal tank heaters. Consider the installa-
tion of an external tank heating and circulating sys-
tem with the oil-side pressure greater than the
steam-side. Similarly, consider making or changing
process heater or cooler installations so that the hot
oil side of heat exchange units is maintained at a
higher pressure than the wet side.
Avoid low spots and extraneous piping connections
(dead ends, laterals, alternate lines, etc.) in the pip-
ing system. Provide drains in unavoidable low spots
to eliminate settled-out water or water from hydro-
static testing. Consider using high flash stocks as a
testing medium when complete drainage of lines
cannot be assured.
Install a cone down bottom with center sump or a
single slope bottom with maximum allowable slope
of 1-1/2% to 2-1/2% to prevent water from accu-
mulating.
Install an elbow-type bottom outlet at the shell so
that water is continually drawn off with the stock.
Tanks too large in diameter for an economical sin-
gle slope design bottom should be cone down with
center sump. The typical cone down syphon outlet
should be modified in accordance with Figure
1200-1.
Minimize the Effect of Heat Transfer in the Tank
Frothover occurs when heat transfers between the hot
stock and the water. This section discusses ways of
minimizing heat transfer.
Operate Below 200F, if Possible. Upstream and
downstream plants should be designed to operate the
tank below 200F, if possible. Tanks should be oper-
ated above 200F only if required for economic rea-
sons or to keep the stock fluid.
Maintain Uniform Temperature Above the Boiling
Point of Water. If it is necessary to operate above
200F at any level in the tank, design facilities to en-
sure a uniform tank temperature safely above the maxi-
mum possible boiling point of water under the tank
conditions. For safety, this temperature should be at
least 10F above the boiling point of water under the
static pressure equivalent to a full tank. In establishing
the uniform minimum temperature at which a particular
tank is to be maintained consider the effect of fluctua-
tions due to such factors as weather extremes, ther-
mometry errors, and operating upsets which may
TAM12001.GEM
Fig. 1200-1 Typical Syphon Outlet for Conedown Tank
Tank Manual 1200 Special Types of Tanks
June 1994 1200-3
change the temperature of stocks entering the tank. The
uniform high temperature may be reached and main-
tained by a combination of two or more of the follow-
ing means:
Insulating the tank shell (See Section 1214.)
Heating and circulating the stock. Take suction on
the bottom outlet line, pump stock through an ex-
ternal heater and return to the tank through an in-
sulated externally mounted circulating line with
multiple shell inlet nozzles. Shell nozzles should
have internally mounted directional nozzles de-
signed to heat and circulate the stock on the bottom
of the tank. The tank fill system should permit fill-
ing through the regular shell fill nozzle (hot feed)
or the circulating and heating system (cold feed).
Circulating stock by means of a shell mounted vari-
able angle tank mixer designed for high tempera-
ture service
Feeding and drawing the tank from connections at
or very near the tank bottom
Introducing cold stock into a hot filling line at
a location which will allow thorough mixing before
entering the tank
Installing Venturi-type inlet connections on the tank
Design for Stratification
If it is necessary to operate the tank at temperatures
below and above the boiling point of water under tank
conditions, design an installation which will prevent
agitation of the cold stock with the hot stock en-
tering the tank, thereby maintaining a layer of cold
stock in the tank. This cold layer will insulate unavoid-
able water in the tank bottom against the hot stock
layer. An example of a satisfactory design is shown in
Figure 1200-2, Schematic Layout of Appurtenances
for a Tank Operating Both Above and Below the Boil-
ing Point of Water. This design provides the following
features:
A single slope or cone down bottom with a slope
of 1-1/2% to 2-1/2% to drain all water towards the
water draw
A suction weir 3 feet above bottom
A filling swing pipe set to discharge upward not
less than 5 feet above bottom
A 6-point temperature recorder to measure and re-
cord the temperatures from the tank bottom to the
5 foot level at least 5 feet from the tank shell. In
small tanks (20 feet maximum diameter) and in in-
sulated tanks, however, long bayonet-type shell dial
thermometers may give satisfactory temperature
readings.
In addition to fitting the tank with these features, it
should be operated with the low pump out in the
range of 7 to 10 feet
Chemical Injection
Silicone anti-foaming agents sometimes reduce the
hazard of frothover. These materials, however, poison
certain process catalysts, so their use in specific cases
must be thoroughly investigated.
Minimize the Effect of Frothover
In locating and designing hot oil tanks subject to frot-
hover, attempt to minimize the effect of a frothover as
follows:
Locate new hot oil tanks in relatively isolated po-
sitions separated from other tanks and facilities by
the maximum distance practicable. Give considera-
tion to locations, if available, near non-hazardous
low-lying drainage areas that could contain major
overflows.
Provide firewalls so that each hot oil tank is iso-
lated from the next. Tanks of 40-feet diameter or
less, however, may be suitably grouped to effect
firewall cost savings. Design the impounding basin
to contain a volume at least equal to that of the
tank or tanks.
Arrange the layout of firewalls to direct possible
overflow to a suitable drainage area. Metal copings
atop firewalls will turn the flow of oil back upon
itself and may be used on both tank and diversional
firewalls.
1214 Corrosion
Causes of Corrosion
Accelerated corrosion occurs in cool spots where mois-
ture can condense. The condensed moisture will com-
bine with H2S or SO2 to make acid which attacks the
carbon steel. Accelerated corrosion will also occur un-
derneath the tank bottom if water is allowed to contact
the bottom.
1200 Special Types of Tanks Tank Manual
1200-4 June 1989
Ways to Minimize Internal Corrosion
Install a cone down bottom with a center sump or
a single slope bottom with a bottom outlet as dis-
cussed above. This design minimizes standing
water in the tanks.
TAM12002.GEM
Fig. 1200-2 Schematic Layout of Appurtenances for Tank Operating Both Above and Below the Boiling
Point of Water
Tank Manual 1200 Special Types of Tanks
June 1994 1200-5
Add a protective coat to the stockside in the vapor
space area. See the Coatings Manual for more in-
formation on internal coatings.
Insulate tank shell and roof to eliminate cold
spots where moisture can condense. See the Insu-
lation and Refractory Manual for details and speci-
fications.
Avoid attaching clips, brackets, or braces to the
shell that would penetrate the insulation. Neces-
sary insulation penetrations, such as for shell
nozzles, should be fully insulated, including
valves.
Install a welded steel plate flashing on the top
angle as shown in Figure 1200-3 to prevent wet-
ting of the shell insulation behind the weather-
jacket. This prevents both internal and external
corrosion.
On hot tanks, the engineer must account for
thermal expansion in the design of both the shell
and roof insulation systems. The banding on the
shell weather coating must have adequate spring
expansion units built in.
For roof insulation, a metallic weatherjacket
system is preferred. Nonmetallic weatherjackets
are generally not satisfactory for high tempera-
ture tanks. Cracking or openings in the weather-
jacket surface results in wet insulation. Metal
weather coats must be capable of adequate lo-
calized expansion and contraction without dam-
age. Sealants and other nonmetallic substances
must be suitable for the temperature encoun-
tered.
TAM12003.GEM
Fig. 1200-3 Insulated TanksWays to Minimize External and Underside Corrosion
1200 Special Types of Tanks Tank Manual
1200-6 June 1989
Protect the steel plate of the shell and roof from
external corrosion by coating. Inorganic zinc is rec-
ommended for hot tanks.
Design the foundation to eliminate the possibility
of water contacting the bottom.
Do not use asphalt for the pad. A concrete
ringwall with concrete pad is the preferred de-
sign. (See Section 520.)
If piling is required, do not use wooden piles
they do not hold up to the heat. Concrete piles
are preferred.
Avoid installing hot tanks in areas with a high
water table. The heat tends to pull the moisture
up through the ground.
As with all tanks, drainage of rainwater away
from the tanks and sealing the tank bottom to
the foundation are critical to prevent entry of
rainwater and humid air under the bottom.
1215 Pluming
Causes
Pluming, or visible emissions from the tank, can be
caused by introducing low specific gravity (light)
stocks into a hot tank. These volatile emissions can be
a serious fire hazard if ignition sources are in the area.
The major ways light stock can be mistakenly routed
to a hot tank are 1) by process upsets or mismanifold-
ing, or 2) by plant shutdowns and subsequent line
washes.
Possible Ways to Prevent Pluming
While sound operational procedures are of utmost im-
portance, the following design changes can also be
considered to avoid pluming:
Install manifolds which are dedicated to the hot
stock(s). All other connections should be blinded or
disconnected.
Install temperature indicators and low temperature
alarms on both ends of the feed line to the tank. In
addition to monitoring temperature changes in the
line, these indicators will also help the operators
monitor line flushes.
Steam trace and insulate the line to avoid the need
for flushing before shutting down.
1216 Internal Fires
Causes
Pyrophoric iron sulfide fires can occur and are dis-
cussed in more detail in Section 1260. Even tanks with
nitrogen purge have had fires when air was introduced
through holes in the shell or roof that were hidden by
insulation.
Minimizing the Possibility of Internal Fires
Consider using an inert purge with 5 to 6% oxygen to
oxidize iron sulfide deposits as they occur. The inert
purge must be sized to keep a positive pressure on the
tank when the tank is being emptied at the maximum
rate. This positive tank pressure prevents air being
sucked into the tank through the vacuum breakers.
1217 Other Design Considerations
Thermal Expansion Effects
The expansion of the tank as it is heated from ambient
to operating temperature must be taken into account for
the following design parameters:
Foundation dimensions and design
Piping flexibility
Anchored shell connectionsneed to slot bolt holes
in bottom plate to compensate for thermal expan-
sion
Insulation (See Section 1214)
Vacuum Breaker Design
The engineer must consider the following in sizing the
vacuum breaker:
What is the inbreathing rate caused by maximum
cooling of the tank at low levels? Multiple breakers
may be necessary.
Vacuum breakers on hot tanks, especially asphalt
tanks, tend to plug. The engineer should incorporate
in the design: 1) the ability to remove and clean
the vacuum breakers easily, or 2) additional break-
ers and emergency vacuum pressure hatches to
compensate for the loss of capacity when plugging
begins.
Tank Manual 1200 Special Types of Tanks
June 1994 1200-7
1220 LOW PRESSURE TANKS
Pressure storage tanks are divided into two categories:
low pressure tanks for pressures from atmospheric to
15 psig, and pressure vessels for pressures above 15
psig. This section discusses the standards and design
considerations for low pressure tanks in such services
as LPG or refrigerated ammonia. The design of pres-
sure vessels is covered in the Pressure Vessel Manual.
1221 Standards
API Standard 620, Recommended Rules for Design
and Construction of Large Welded Low Pressure
Storage Tanks
API Standard 620 is used for the design and construc-
tion of tanks with low internal pressures up to 15 psig.
This Standard would not normally be used to design
tanks with small internal pressures of 2.5 psi and be-
low, if they are cylindrical tanks with flat bottoms. API
620 can be used to design cylindrical tanks with flat
bottoms for internal pressures above 2.5 psi. API 620
requires the design of tank shells by stress analysis that
includes the biaxial stress state, in contrast to the rela-
tively simple formulas and rules in API Standard 650.
API 650, Appendix F, Design of Tanks for Small
Internal Pressures
API 650, Appendix F, applies to flat bottom cylindrical
tanks with pressures up to 2.5 psig. Its use is discussed
in more detail in Section 400.
1222 Design Consideration
General
The various elements, other than design for pressure,
that are considered in the selection and use of atmos-
pheric storage tanks, as discussed in other sections of
the Tank Manual, are also generally applicable to low
pressure storage tanks.
Shell Thickness
API Standard 620 requires using free-body diagrams to
determine the summation of forces in each component
of the tank shell (API 620, Paragraph 3.10.2). Above
the maximum liquid level, only the forces resulting
from the internal pressure need be considered (API
620, Paragraph 3.3.1). Forces resulting from both the
internal pressure and the hydrostatic head of the liquid
must be considered below the maximum liquid level
(API 620, Paragraph 3.3.2). Other significant loads,
such as those resulting from the support of the tank,
piping connections, insulation, snow, wind, and earth-
quake, should also be considered (API 620, Paragraph
3.4). Figure 1200-4 illustrates the use of a free-body
diagram to determine the forces acting upon typical
tank shell components. See also Section 400 of this
manual.
The minimum required thickness for each component
of the shell is calculated for the largest tensile force
determined by the free-body diagram and the allowable
design stress of the steel used for construction (API
620, Paragraph 3.10.3). If the free-body diagram re-
veals both tensile and compressive forces, the mini-
mum thickness required is the larger of the two
thicknesses calculated to resist the tensile force or to
resist buckling by the compressive force. The capabil-
ity of a tank shell component to resist buckling under
a compressive force in one direction is reduced by the
coexistence of a tensile force in another direction, and,
therefore, the allowable stress in compression is lower
than that in tension. The corrosion allowance, which
can be different above and below the maximum liquid
level, must be added to the minimum required thick-
nesses determined for the forces in each shell compo-
nent.
A joint efficiency for weld seams is incorporated into
the calculation of the minimum thickness required for
tank shell components (API 620, Paragraph 3.26.3).
The joint efficiency used depends upon the extent of
radiographic inspection performed to verify the quality
of construction. The weld seams in tank shell compo-
nents will normally be double-welded butt joints, and
100% joint efficiency is permitted when full radiogra-
phy of a weld seam is performed. The joint efficiency
is reduced to 85% if spot radiography is used. Lap
joints are permitted, but they cannot be properly in-
spected by radiography, and their joint efficiencies are
very low.
Cylindrical, Flat Bottom Tanks
Like the requirements of API 650, API 620 (Paragraph
3.11.2) requires that the design of cylindrical tanks
with flat bottoms that rest on a foundation must take
into account the uplift caused by the internal pressure
acting upon the roof. However, the uplift force of tanks
designed according to API 620 will usually be greater
than the counteracting weight of the shell and roof. An-
chor bolts are normally used to resist the excess uplift
force not counterbalanced by the weight (API 620,
Paragraph 3.11.3).
1200 Special Types of Tanks Tank Manual
1200-8 June 1989
If the foundation will support the weight of the tanks
contents without significant movement, the hydrostatic
pressure acting on the bottom need not be considered
when determining the forces with a free-body diagram
for calculating the required thickness of the bottom
(API 620, Paragraph 3.11.1).
The free-body diagram for a cylindrical tank shell with
a conical or dome roof reveals an unbalanced horizon-
tal force at the roof-to-shell junction, as shown in Fig-
ure 1200-5. Consequently, a discontinuity compressive
stress is developed in the roof-to-shell joint by the low
internal pressure. A knuckle curvature in the roof pro-
vides a gradual transition in stress from the roof to the
shell, and is the preferred method for resisting the com-
pressive force (API 620, Paragraph 3.12.2). If a
knuckle curvature is not employed, a compression ring
must be designed to stiffen the shell (API 620, Para-
graph 3.12.1). Design of the compression ring is based
upon providing sufficient area at the roof-to-shell joint
to withstand all of the forces in the roof and shell at
the joint that were determined by the free-body dia-
gram (API 620, Paragraph 3.12.3.2).
Internal or external structural support must be provided
if a tank designed for low internal pressures could dis-
tort significantly under the various conditions of load-
ing that it will be subjected to in service (API 620,
Paragraph 3.13.1). It may not be feasible nor economi-
cal to design the tank shell to be thick enough to resist
distortion under all possible combinations of loading
that it could be subjected to, and, therefore, additional
internal and external structural support may be neces-
sary.
Fig. 1200-4 Some Typical Free-Body Diagrams for Certain Shapes of Tanks (API 620, Figure 3-2)
TAM1200-4.PCX
Tank Manual 1200 Special Types of Tanks
June 1994 1200-9
API 620 does not give the methodology for designing
internal or external structural support. It requires that
the structural support be designed in accordance with
good structural engineering practices (API 620, Para-
graph 3.13.1.1), and that it must maintain the tank in
static equilibrium without undue elastic straining under
all combinations of loading (API 620, Paragraph
3.13.3). Consult with the CRTC Civil and Structural
Team for assistance in the structural support design.
Openings in the Shell
The rules in API Standard 620 for the design of open-
ings in the shell of tanks designed for low internal
pressures are somewhat more stringent than those in
API Standard 650. The requirements for the reinforce-
ment of openings (API 620, Paragraph 3.16), and the
permitted details of construction (API Figure 3-6) ap-
proximate those in ASME Code Section VIII, Division
I, for pressure vessels.
Emergency Venting
The design of the roof-to-shell joint according to API
620 differs significantly from that in API 650, Appen-
dix F. A frangible joint that is required to fail at an
internal pressure below the maximum allowable design
pressure is not permitted by API 620 to be substituted
for emergency pressure relieving devices.
As discussed in Section 600, Appurtenance Design,
emergency venting devices should be sized in accord-
ance with the requirements of NFPA No. 30, Flamma-
ble and Combustible Liquids Code, and API Standard
2000, Venting Atmospheric and Low Pressure Storage
Tanks. These standards cover emergency venting re-
quirements for fire as well as other possible upset or
emergency conditions, such as polymerization, decom-
position, vaporization of condensate, or self-reactivity.
1230 UNDERGROUND TANKS
This section discusses the Companys experience with
underground tanks, primarily in marketing facilities. It
focuses on fiberglass reinforced plastic (FRP) tanks be-
cause, until very recently, FRP was the standard mate-
rial for buried tanks. Currently, composite tanks are
used more often than FRP tanks. Composite tanks have
double steel walls with fiberglass resin over the outer
wall. Some existing steel tanks have been retrofitted
with FRP liners. The inspection and quality control re-
quirements discussed in Section 1000 and 1240 also
apply to this section. Underground concrete sumps and
septic tanks are covered in the Civil and Structural
Manual.
TAM12005.PCC
Fig. 1200-5 Internal and External Structural Support
1200 Special Types of Tanks Tank Manual
1200-10 June 1989
1231 Environmental Considerations
Many state and local governments regulate the instal-
lation of underground tanks. They require varying de-
grees of secondary containment, tank level monitoring,
and groundwater monitoring. It is essential that engi-
neering and operations understand these regulations
when considering an underground tank installation.
In areas other than Marketing Service Stations, our
philosophy should be to explore all of the other op-
tions before installing an underground storage tank.
1232 Typical Services
Underground FRP tanks have been used extensively for
fuel storage. The majority of these applications have
been for gasoline storage in service stations. The obvi-
ous advantage of fiberglass over carbon steel is that
fiberglass does not corrode as a result of adverse soil
conditions or water in the tank. Federal law currently
prohibits the installation of unprotected steel tanks ex-
cept in locations where the electrical resistivity of the
soil is extremely high (thus the soil is presumed to be
non-corrosive). Fiberglass tanks comply with federal
standards for external corrosion protection. In addition,
when properly installed, these tanks meet the require-
ments of NFPA Standard No. 30, the Uniform Fire
Code, and virtually all local codes governing the stor-
age of flammable and combustible liquids.
All FRP tanks must be compatible with the liquid
stored. Marketing has test requirements for qualifying
resins. Most common fuels are readily stored safely in
FRP tanks, but some, like methanol, can break down
fiberglass resins.
1233 Manufacturers
The two primary suppliers of underground FRP storage
tanks are:
O/C Fiberglass
Fiberglas Tower
Toledo, Ohio 43659
(419) 248-6567
Xerxes Corporation
7901 Xerxes Avenue South
Minneapolis, Minnesota 55431
(612) 887-1890
Both manufacturers make tanks approved by Under-
writers Laboratories, Inc., and by Factory Mutual
Laboratories. These tanks are available in many stand-
ard sizes ranging from 550 to 12,000 gallons. Larger
tanks can be fabricated for unique applications.
The composite tank (also UL-approved) is supplied by:
Joor Manufacturing, Inc.
1189 Industrial Avenue
Escondido, California 92025
(619) 745-0333
1234 Design
The standard tank (FRP or composite) is now a dou-
ble-walled tank with leak detection for the annulus.
This design is used to avoid groundwater contamina-
tion from leaks. Piping is also double walled.
1235 Installation and Handling
FRP tanks are very susceptible to impact damage. Dur-
ing transportation and offloading, they must be treated
with more care than would be required for steel tanks.
Handling tends to be easier since a plastic tank weighs
roughly one-third as much as a steel tank of similar
capacity. To ensure that tanks have not been damaged,
they should be tested when they arrive at the site as
well as after they have been installed.
Installation of FRP tanks requires an experienced con-
tractor. The gravel or crushed rock which is used for
bedding and backfill must be carefully placed such that
there are no voids around the tanks. Since the FRP tank
relies on the rock backfill for much of its structural
strength, poor backfilling could cause a tank failure.
Installation, handling and testing of fiberglass tanks
should be carried out in accordance with the manufac-
turers instructions. In addition, CUSA Marketing Op-
erations has developed detailed specifications and
instructions covering underground FRP tanks. See Sec-
tion 1238 for a list of these references.
1236 Cost
As is the case for aboveground tanks, underground
FRP tanks are generally more expensive than carbon
steel tanks. However, with the requirement for external
corrosion protection of underground steel tanks, the
costs are now much more comparable.
1237 Company Experience
CUSA Marketing has extensive experience with FRP
tanks for storage of motor vehicle fuel and used oil at
Tank Manual 1200 Special Types of Tanks
June 1994 1200-11
service stations. The first fiberglass tank at a Chevron
station was installed in 1971, and their use became
widespread throughout the seventies. By 1979, it be-
came Company policy to install only FRP tanks in
service stations. This development is typical of the in-
dustry as a whole, for virtually every major oil com-
pany now uses FRP tanks for underground storage of
motor vehicle fuels.
In 1982, CUSA Marketing and CRTCs Materials and
Equipment Engineering Unit developed a detailed
specification covering the fabrication of underground
fiberglass tanks to be used for product storage (see
Section 1238). Among other things, the specification
requires that Company tanks have a greater cross-sec-
tional wall thickness than is standard for the industry.
In addition, the tanks are lined with a special vinyl es-
ter resin, providing increased resistance to deterioration
by alcohol blend gasolines.
Underground fiberglass tanks installed according to this
specification have performed well. Failures are rare,
and are largely confined to early generation tanks.
1238 Reference Documents
1. Chevron U.S.A. Inc. Marketing Operations, Under-
ground Tank and Piping Installation Drawings and
Specifications, 81-HQ-160 through 81-HQ-178.
2. Chevron U.S.A. Inc. Marketing Operations, Speci-
fication MO-8000, Underground Storage Tanks-Fi-
berglass.
3. Chevron U.S.A. Inc. Marketing Operations, Speci-
fication MO-8010, Double-wall Steel Tank With
Fiberglass Coating.
1240 ABOVEGROUND VERTICAL
NONMETALLIC TANKS
1241 Molded Polyethylene Tanks
Recommendation
Vertical, molded polyethylene tanks are generally not
recommended for use. They can be considered for tem-
porary installations where the consequences of failure
would not be severe, and they can be used for perma-
nent installations in smaller sizes (up to about 200 gal-
lons) where the Concerns and Deficiencies listed
below can be accommodated or accepted. The tempera-
ture limit for these tanks is only 100F. Because these
tanks are made of a highly corrosion resistant material
and are inexpensive (less costly than metal or FRP
tanks), they are tempting to use, and have been used
successfully for water treatment chemical storage.
Specifications
The following Company specificaton was written for
polyethylene tanks:
Specification No. SF-S-974, 800-Gallon Secondary
Containment Tanks Made of Crosslinked High Density
Polyethylene, Chevron USA, Western Region Produc-
tion, 7/15/88, M.T. Mc Donald.
Materials
Crosslinked polyethylene is preferred over non-
crosslinked because the latter material is more prone
to tearing of the shell wall.
Tank Construction
The basic polyethylene tank is produced by the rota-
tional molding process. This process depends on mold
movement, heat, and gravity to mold a part. No pres-
sure is applied. In the process, hollow molds are loaded
with a predetermined weight of powder. The weight is
determined by the wall thickness required. The charged
mold is put into a hot air oven or other heat source
and simultaneously rotated at slow speed (1 to 20 rpm)
on two perpendicular axes. As the mold heats, the pow-
der sticks to the mold surface to form the part. After
all the powder has completely adhered to the mold, ad-
ditional heating time causes the powder to melt and
fuse together to develop the resin properties. Parts not
properly cured (crosslinked) will crack or shatter when
impacted.
Controlled heating of the mold by adding insulating
material to some of its exterior will cause the amount
of powder that sticks to the mold to vary in different
locations; in this way a tapered wall tank can be pro-
duced (thinner at the top than near the bottom). After
fusing, the mold is removed from the heat source,
cooled, and the part demolded. A separate mold is re-
quired for each tank size.
Fittings. Virtually all fittings are installed in the tank
after demolding. Fittings are of the bulkhead or thru-
bolted type, installed by cutting a hole in the tank.
Polyethylene foam gasketing is used between the fit-
ting and tank wall. Bulkhead fittings are available in
polypropylene or PVC; thru-bolted fittings are Type
304 or 316 stainless steel with studs and nozzle neck
welded to the inside plate. The nature of the fitting re-
quires a threaded end; a threaded flange could be
1200 Special Types of Tanks Tank Manual
1200-12 June 1989
placed on it. There is no additional tank wall thickness
for opening reinforcement.
Restraints. There are no tank hold-downs molded into
the tank or attached later. For vertical tanks the recom-
mended restraint consists of steel posts installed around
the tank with a slack cable strung between the posts.
Design calculations are commonly limited to wall
thickness based on hoop stress and the post/cable re-
straint system for wind and seismic loads; resistance of
the tank wall to buckling from seismic loads (a
frequent deficiency in FRP tanks) is not normally
checked.
Concerns and Deficiencies
Wall thickness cannot be carefully controlled. It is
checked on nozzle cutouts which are usually located at
only a couple of elevations.
The vendors recommended restraint system for
wind and seismic loads would allow substantial tank
movement with objectionable loads on piping, tank fit-
tings, and the tank wall. To lessen this problem, one
equipment packager designed a close fitting restraint
system of steel posts with a rolled steel band welded
to the posts; another alternative is to pour a concrete
ring around the bottom of the tank and place steel
hold-downs across the top of the tank that are tied to
the concrete ring. However, even with an improved re-
straint system, tank diameter grows enough between
empty and full condition that piping flexibility must be
carefully considered; flexible PVC pipe or hoses have
also been used.
Tank fittings of both polypropylene and PVC have ex-
ternal threads to accommodate the nut that cinches the
fitting against the tank wall. There are three problems
with these fittings:
1. Although the threads approximately match pipe
threads and are intended for the attachment of
threaded pipe fittings, they are straight threads;
when a pipe fitting (which has tapered threads) is
attached, there is good contact only at the first
thread of the tank fitting, which makes a weak con-
nection and does not seal well.
2. Failures are chronic and premature at external
threads in plastic fittings.
3. The gasket for the tank fitting is inside the tank;
you must enter the tank to replace the gasket.
Thru-bolted stainless steel fittings will solve the first
two problems, but the piping connection on these fit-
tings must always be threaded because of the nature of
the fittings.
Clips. Polyethylene cannot be joined by adhesives.
Therefore, piping support clips, ladder clips, and plat-
form clips could not be attached to the tank unless
bolted through the tank wall.
Flat, bolted-on tops always sag, so rain and wash
water collects and then runs freely into the tank
through gaps around the access opening; the tank must
be entered to tighten or replace the bolts that attach the
top to the tank.
Irregularities in tank molds produce offsets in the
tank wall up to 5/8 inch and noticeable hourglassing
of some cylindrical sections.
Pinholes through the tank wall, the most common de-
fect, are repaired by the manufacturer with a hot glue
gun. The material used for repairs is not defined. Ad-
hesives do not bond to polyethylene and are not a good
repair material.
Improper cure (crosslinking) can result in poor impact
resistance. Impact tests on tank cutouts are not nor-
mally made but can be made at added cost.
Inspection
Shop inspection is not warranted on small tanks. For
tanks over 500 gallons, one shop visit for final inspec-
tion is sufficient. The Quality Assurance section of
Purchasing performs the shop inspection, which in-
cludes the following:
Visual inspection of all surfaces inside and outside
for significant flaws
Dimensional check, including elevations and orien-
tations of all fittings
Verification that tank fittings are the size and type
specified
Witnessing of the hydrostatic test (may require
separate visit)
1242 Fiberglass Reinforced Plastic (FRP)
Tanks
Recommendation
Vertical FRP tanks can be used as a less costly alter-
native to high alloy or lined carbon steel tanks for cor-
rosive services or services where the contents of the
Tank Manual 1200 Special Types of Tanks
June 1994 1200-13
tank must not be contaminated with rust or mill scale.
Shop fabricated tanks are recommended. Shop facilities
usually limit tank diameter to about 12 feet. Some
larger field erected FRP tanks have been built, but the
Company does not have experience with them. High
alloy or lined carbon steel tanks have been used for
field erected tanks. Temperature limitations of FRP de-
pend on the contents of the tank and the resin used in
construction; typically the upper limit is about 250F.
For many applications a complete design/construction
package is warranted, as discussed below.
Specifications, Standards, and Design
TAM-EG-3453 is the Company specification for verti-
cal aboveground FRP storage tanks. It covers design,
construction, and inspection requirements for FRP
tanks, including calculation procedures for determining
shell thickness and hold-down bracket design to with-
stand seismic and wind loads. TAM-EG-3453 refers to
several basic industry standards; the most important is
API 12P. API 12P is not very stringent. TAM-EG-3453
corrects many of the shortcomings of API 12P but can-
not cover all design and construction details in depth.
For this reason a complete design/construction package
should be prepared by an engineering firm with FRP
design experience for FRP tanks or equipment where:
1. Failure would pose a significant hazard to person-
nel or equipment.
2. Failure would cause substantial loss of revenue.
3. Contents of the tank are aggressively corrosive or
over 200F.
4. The tank is subjected to internal pressure or vac-
uum.
In all other cases the quotation request should include:
1. TAM-EG-3453.
2. An outline drawing of the tank.
3. A Tank Data Sheet TAM-DS-3453, which includes
a description of tank contents and stock properties.
4. Standard Drawing GD-D1265, which gives standard
construction details for FRP tanks.
Tank Construction
Fibergla ss Reinforced Plastic (FRP) is a composite
non-homogeneous material made of a thermosetting
resin reinforced with glass fibers in various forms.
Tanks are normally made on molds that correspond to
the inside surface of the tank. Nozzles and other ap-
purtenances are attached to the tank later, by means of
overlays of glass fiber material that is wetted with
resin. The tank laminate normally consists of an inner
corrosion barrier (or liner) for corrosion resistance
and a structural layer for strength.
There are three principal methods of building the struc-
tural part of the tank wall.
1. Hand layup using chopped glass, often with inter-
spersed layers of woven glass filaments.
2. Filament winding using continuous glass filaments
with a defined helix angle; reinforcement in the ax-
ial direction is usually provided by interspersing
layers of woven glass filaments or unidirectional
filaments in the axial direction.
3. Hoop winding using continuous glass filaments
without a helix angle; this construction always re-
quires interspersing layers of glass for axial
strength.
For all three construction methods the glass fiber ma-
terial is thoroughly saturated with resin before or dur-
ing its application.
Hoop winding is the most commonly used method for
the structural part of the tank wall since it requires the
least amount of material for required hoop strength and
permits a tank shell to be built quickly with low capital
expenditure for the vendors plant equipment.
The inner corrosion barrier is applied to the mold be-
fore the structural layer and consists of glass or syn-
thetics to reinforce this resin rich layer (pure resin is
brittle and would crack without reinforcement). Con-
tinuous filaments or woven filaments are never used in
the inner corrosion barrier.
Concerns and Limitations
The following limitations of vertical FRP tanks should
be addressed when considering their use for service.
1. FRP is easily damaged by impact.
2. The inner corrosion barrier is usually 0.1-inch
thick; if part of it is lost through corrosion, erosion,
or mechanical damage, rapid failure of the tank can
occur by liquid wicking along the glass filaments
in the structural layer.
3. Mating flanges must be flat faced with full face
elastomeric gaskets. Flange bolting procedures must
be carefully controlled to avoid cracking flanges.
1200 Special Types of Tanks Tank Manual
1200-14 June 1989
4. Piping must usually be independently supported to
avoid damage to nozzles or nozzle/shell joints.
5. Most FRP fabricators have limited engineering ca-
pabilities; most are unable to make seismic or wind
calculations to show that the tank wall will resist
buckling and that tank hold downs are adequate
(these design deficiencies are found frequently).
Most FRP tanks have a height-to-diameter ratio
greater than 1, so hold downs are almost always re-
quired for seismic forces, wind forces, or both.
TAM-EG-3453 addresses this problem, but the fab-
ricators calculations must be reviewed thoroughly.
6. Extreme care must be taken in setting the tank on
its foundation. A sound way to set a tank is in ce-
ment grout that is not too stiff; then put 1 to 2 feet
of water in the tank to set it firmly into the grout.
Excess grout is removed from around the tank so
that a grout dish is not formed that would collect
spills and water. Stiff grout must also be packed un-
der hold-down lugs. The grout must be allowed to
cure before nuts on anchor bolts are tightened
down. This precaution prevents damage to the tank
wall or the glass windings that fasten the lugs to
the tank.
Inspection
Since an FRP tank is a composite structure that essen-
tially is hand made, inspection must be done much
more carefully than on a metal tank where welds are
the principal concern. It is difficult to find qualified
FRP inspectors. Consequently, inspection costs for FRP
tanks will be higher than for metal tanks. The Quality
Assurance section of Purchasing performs (or hires
out) shop inspection that includes the following.
1. A pre-inspection meeting to review the purchase or-
der, specifications, and our inspection requirements.
2. Visual inspection of the first course of the tank
when it is removed from the mold.
3. Inspection during joining of shell courses.
4. Inspection during installation of nozzles.
5. Final inspection inside and outside of all surfaces
(to the specified or approved acceptance standard
for flaws) when the tank is complete but prior to
application of exterior color coat. Barcol hardness
tests and acetone sensitivity tests are witnessed at
this time.
6. Inspection after application of exterior color coat.
7. Witnessing of hydrostatic test. Hydrostatic tests are
very important and, if not obtainable in the shop,
should always be done in the field before the tank
is put in service. Hydrostatic tests should be held
for 8 or more hours, and all surfaces of the tank
inspected for leaks, seeps, or weeps.
1250 UNDERWRITERS
LABORATORIES (UL) TANKS
This section covers the design and use of shop-fabri-
cated steel tanks that meet the Standards for Safety of
Underwriters Laboratories, Inc., and are furnished by
the manufacturer with a UL label. Underwriters
Laboratories, Inc., is a non-profit organization that op-
erates laboratories in the United States for the purpose
of testing various devices, systems, and materials for
public safety.
Fiberglass reinforced plastic UL tanks, used almost ex-
clusively for the underground storage of products at
service stations, are discussed in Section 1230.
1251 General
UL tanks are primarily intended for the atmospheric
storage of non-corrosive flammable and combustible
liquids. They must be fabricated and tested before be-
ing shipped from the factory. This requirement limits
their size. The maximum diameter of horizontal tanks
is 12 feet and the maximum height of vertical tanks is
35 feet. The maximum capacity of a UL tank is about
1000 barrels.
Within their size limits, both horizontal and vertical
steel tanks are used extensively for aboveground stor-
age in bulk plants. They may be acceptable for use in
other services such as small tanks in process plants.
Vertical aboveground UL tanks are frequently less ex-
pensive than the corresponding API 650, Appendix J
tank, a result both of less stringent requirements of UL
standards and the standardization inherent in UL tank
designs.
1252 Codes and Standards
Steel Tanks
The Standards for Safety published by Underwriters
Laboratories, Inc., are as follows:
1. UL 58: Steel Underground Tanks for Flammable
and Combustible Liquids. (Also approved as ANSI
B137.1).
Tank Manual 1200 Special Types of Tanks
June 1994 1200-15
2. UL 142: Steel Aboveground Tanks for Flammable
and Combustible Liquids.
Copies may be obtained directly from Underwriters
Laboratories, Inc. Their address is given in Section 140
of this manual.
Fiberglass Reinforced Plastic Tanks
There are, at present, no UL standards for fiberglass
reinforced plastic tanks. However, underground storage
tanks fabricated of this material with a UL label are
available from some manufacturers. (See Sections 1230
and 1240.)
Other Regulations
Tanks fabricated in accordance with the above UL
standards comply with the Occupational Safety and
Health Standards (OSHA) of the U. S. Department of
Labor. They also comply with the NFPA 30 Flamma-
ble and Combustible Liquid Code.
1253 Design Considerations
General
Design factors discussed elsewhere in the Tank Manual
can be applied to UL tanks. The existence of the UL
label does not remove the need to exercise good engi-
neering judgment. Underwriters Laboratories only pro-
vides audit inspections of production. Unless previous
experience with a manufacturer indicates that it is not
needed, limited Company inspection should also be
conducted.
Material and Design Requirements
Users of UL steel tanks should recognize that the UL
58 and UL 142 Standards do not specify material and
design requirements as closely as API 650, Appendix
J. This statement is not intended to imply that UL tanks
are not adequate or acceptable for many services
throughout the Company. It is mentioned only to high-
light the fact that there are different requirements that
may affect the quality of the product. The most signifi-
cant of these are as follows:
UL standards specify that the tanks shall be con-
structed of commercial grade steel of good welding
quality as compared to specific ASTM specifica-
tions designated in API 650.
UL standards permit various types of lap welded
shell joints in addition to a full penetration butt
welded joint, the only type of joint permitted by
API 650. Lap welded joints increase stress concen-
trations and are difficult to inspect for quality of
welding. When ordering vertical aboveground UL
tanks, you should consider specifying butt welded
shell joints.
Vertical UL tanks less than 10 feet in diameter do
not have a frangible shell-to-roof attachment. Emer-
gency venting should be provided on these tanks.
Refer to Section 600 for guidance.
Foundations and Supports
Underground tanks must be designed to withstand
ground surface loads and resist uplift due to ground
water. Typically, for steel tanks the excavated hole is
padded with 6 inches of sand, and a minimum of 3
feet of cover is provided for tanks located under pav-
ing. Where ground water might float the tank, the most
commonly used preventive measure is to provide a
concrete slab immediately above the tank. Alternate
methods are to place a concrete slab under the tank
and use screw-in-type anchors; both of these require
stainless steel straps to hold down the tank.
Pier foundations or supports for aboveground horizon-
tal tanks must be designed to adequately support the
tank. Steel supports should be fire protected. Wood
supports are not recommended and, in the United
States, are forbidden by OSHA regulations.
Wind and Earthquake Stability
Refer to Section 400 and the referenced Civil and
Structural Manual, Section 100, for information on de-
sign factors that will assure that aboveground UL tanks
will resist wind and earthquake forces.
Location and Fire Protection
Refer to Section 200 for a discussion of factors to con-
sider in choosing location and spacing of tanks and for
grounding information. Although NFPA requirements
are widely recognized, they might not always be the
limiting regulation.
1260 SULFUR TANKS
This section discusses the problems the Company has
had with tanks storing liquid sulfur. It lists the design
changes made to minimize these problems.
1200 Special Types of Tanks Tank Manual
1200-16 June 1989
1261 Past Problems
Past problems can be grouped into three basic areas:
internal corrosion, external corrosion, and pyrophoric
iron sulfide fires.
Internal Corrosion
Moisture condenses in the tank, combining with H
2
S
and SO
2
to make acid which attacks the carbon steel.
Moisture can enter the tank in the following ways:
Through the steam smothering system
Through leaks in jacketed nozzles and lines
Through leaks in the internal steam coil
From air with high humidity
The steam tends to condense in areas where the shell
or roof metal surface is coolest. Cool spots can be
caused by inadequate or water-soaked insulation, me-
tallic penetrations to the shell through the insulation,
or by uneven heating in the tank.
External Corrosion
Water-soaked insulation on roof and shell causes severe
external corrosion. It can also cool the metal off
enough to promote internal corrosion, as mentioned
above. The water soaked insulation results from:
Leaks from roof steam coil
Poor roof sealing and flashing
Leaks from jacket nozzles
Failure of the roof weathercoat system
Pyrophoric Iron Sulfide Fires
Iron sulfide (FeS) forms on the interior metal surface
in the vapor space. If it is allowed to build up, it will
spontaneously ignite in the presence of oxygen. In
most cases, an SO
2
plume is the only indicator of a
fire. Iron sulfide fires cause:
Weakened roof supports which can buckle the roof
Increased corrosion because smothering steam is
often used to stop the fire
Iron sulfide builds up in an inert atmosphere. Our ob-
jective should be to have sufficient air sweeping
through the vapor space so that the FeS oxidizes as
quickly as it builds up.
The following sections discuss the changes which can
be made to an existing sulfur tank or added to a new
tank design to prevent these three problems and extend
the tank life (approximately 10 years).
1262 Foundation
Install the tank on a concrete pad to avoid settling
in the center of the tank
Install a single slope bottom with a slope of 2
inches in 10 feet. This helps empty the tank when
it is being taken out of service. Any sulfur left in
the tank usually must be hydroblasted outwhich
accelerates internal corrosion.
1263 Tank Bottom
Use butt welded plate with a 1/8-inch backing strip.
Richmond used 1/2-inch thick plate to give some
corrosion allowance. The butt welded plate im-
proves the drainage.
Rough surfaces have been shown to be much more
susceptable to pitting. El Segundo grinds the butt
welds flush and smooth, and dyechecks for porosi-
ties.
1264 Bottom Heater Coil
A bottom coil is recommended over a bayonet
heater because it provides much more even heating
of the tank.
Design the coil in multiple cells (Richmond used
4) to provide even heating.
Use 316L Schedule 40 pipe to prevent the external
pitting and leaks experienced with carbon steel.
Richmond used 2-inch pipe with rolled bends (18-
inch diameter) to minimize internal welds.
Install the coil the minimum distance from the floor
that will still allow easy drainage and cleaning. Six
inches from the pipe centerline to the floor is ade-
quate. Minimize the height to prevent prolonged
pluming when the tank is being filled initially.
1265 Shell
Install the outlet nozzle flush with the bottom
mounted on an API 650 flush-type cleanout door.
See Figure 1200-6. This arrangement helps empty
Tank Manual 1200 Special Types of Tanks
June 1994 1200-17
the tank and prevents damage from hydroblasting
when the tank is cleaned. The outlet nozzle must
be completely encapsulated with insulation that is
protected from outside moistureespecially from
ground moisture.
Be liberal with the corrosion allowance on the shell
plate. Richmond used 1/4 inch.
For new tanks, minimize shell height. A large vapor
space results in cooler metal and increased corro-
sion at the top of the tank.
Consider a self-supporting stairway. Stairway-to-
shell attachments can act like fins cooling the metal
surface and thereby accelerating corrosion.
Minimize the penetrations through the insulation.
Insulate all necessary penetrations.
1266 Roof
Corrosion Protection
Consider adding corrosion allowance above that
normally required. This added allowance increases
the rafter size and gives more protection against
corrosion and damage to the roof during a fire.
If the diameter of the tank permits, install a self-
supporting dome or externally supported roof. This
design allows coating of the internal surfaces of the
roof, eliminating iron sulfide corrosion.
External Roof Heater Coil
An external roof heater is needed to keep the inter-
nal surface above the condensation temperature.
Consider using socket welded tubing, TIG welded
per the Swagelock procedure. Richmond used 0.065
inch wall, 316L tubing. The alternatives are tubing
with compression fittings, which historically have
TAM12006.GEM
Fig. 1200-6 Outlet Nozzle Configuration
1200 Special Types of Tanks Tank Manual
1200-18 June 1989
leaked, or socket welded pipe, which is more costly
to install.
The other advantage of socket welded tubing is that
you can put a full hydrotest (450 psig) on it compared
to only a service test for compression fittings.
Use 1/2-inch tubing for the roof and 1/4-inch tub-
ing with Thermon heat transfer cement for the noz-
zles and vents.
Richmond added a condensate collection header on
the roof to keep the tubing runs shorter and more
effective. Each tubing run was trapped. The number
of cells depends on the length of tubing run.
1267 Insulation
Shell Insulation
Normally use 3 inches of fiberglass insulation with
aluminum weather jacketing. See the Insulation and
Refractory Manual for guidelines and specifica-
tions.
Install extra insulation on the upper part of the
shell. This is needed to eliminate the fin effect from
the top angle. (See Figure 1200-7.)
Install extra insulation on nozzle and valve bodies
to cut down on stockside corrosion.
Roof Insulation
The standard Owens Corning Roof Deck insulation
is used (see Insulation and Refractory Manual).
Richmond used 4-inch thick insulation.
Sealing is very important. In the past, a tar and
gravel sealer has been applied on top of the insu-
lation. This sealer, however, does crack and allow
moisture to leak into the insulation; and it inhibits
moisture already in the insulation from premeating
out.
As an alternative to tar and gravel sealer, Richmond
used a Belzona Flexible Membrane over the Roof
Deck insulation. This membrane is flexible yet allows
some permeation of water vapor. Experience with this
type of membrane is limited.
TAM12007.GEM
Fig. 1200-7 Sulfur TankRoof-to-Shell Flashing Details
Tank Manual 1200 Special Types of Tanks
June 1994 1200-19
Other refineries have had some experience with a me-
tallic Thermacon weathercoating system held in place
by cables. This looks like an excellent product. Consult
the CRTC Materials and Equipment Engineering Unit
if you have any questions on this subject.
Flashing
The roof-to-shell flashing design is extremely impor-
tant. Figure 1200-7 shows a cross section of the flash-
ing detail at the roof-to-shell joint. The major feature
here is a 6-inch, 10-gage, 304 stainless steel strip con-
tinuously seal welded to the top angle. This strip pre-
vents moisture underneath the roof insulation from
migrating under the shell insulation. This strip must
also be insulated so that it does not act as a fin and
actually cool the shell, causing corrosion problems.
1268 Miscellaneous Features
Smothering Systems
If possible, use an N
2
smothering system. This sys-
tem eliminates a large source of moisture in the
tank. Size the system to make the tank inert in 10
minutes. Use this system only to smother a fire.
If steam smothering is required, mount the control
valve as close to the tank as possible to eliminate
the chance of a deadleg of condensate building up
downstream of the valve.
Blanketing
Some plants have used N2 blanketing to keep the
tank inert. This is not recommended because it al-
lows pyrophoric FeS to build up, resulting in fire
when oxygen enters the tank.
We recommend installing six 8-inch vents on the
roof every 60 degrees around the tank. An eductor
pulls an air sweep into the vents through the tank
and out the eductor line located at the center of the
roof. This air sweep provides enough oxygen to
continuously oxidize the FeS, preventing it from
building up. The vents need to be capped to keep
the rain out. The educted air usually goes to a caus-
tic scrubber for removal of the H
2
S.
1269 Operations
Operate the tank with a minimal vapor space. This
method keeps the top warmer and provides less volume
to sweep.
1270 ALUMINUM TANKS
Introduction
Aluminum has a number of attributes that assure it a
niche in the structural metals market: its light weight
(approximately 1/3 the density of carbon steel, 0.1
lb/in
3
) and its corrosion resistance. While its light
weight can be valuable, aluminums low modulus of
elasticity requires attention to control of deflections
and buckling. By alloying aluminum with other ele-
ments, physical properties comparable to carbon steels
may be achieved. Also, the reflectivity of aluminum
may eliminate the need for surface treatments. In non-
structural applications, its high thermal and electrical
conductivity are well known. Aluminum may be
formed, machined, joined, welded and fastened by
standard methods and equipment that are also used in
carbon steel fabrication.
Corrosion of Aluminum
Aluminums corrosion resistance is due to a thin alu-
minum oxide film which forms quickly when alumi-
num is exposed to oxygen and some aqueous solutions.
Anodizing the surface by treating it with certain acids
simply builds a thick oxide layer. Because the tena-
cious oxide film forms so readily, it will renew itself
when abraded away or chemically removed.
Aluminum responds to crevice corrosion by building
up voluminous quantities of white rust or aluminum
oxide. This is common where an aluminum surface is
tightly pressed against another surface. Potential for
crevice corrosion is high in tank bottoms because these
are often lap welded and corrosion starts from the un-
derside.
The corrosion chemistry of aluminum is complex. For
example, 0.1% water in methanol prevents corrosion,
even at high temperatures, whereas a trace of water ac-
celerates corrosion. However, because aluminum is im-
mune to the corrosive effects of many chemicals, it is
a candidate for tank construction.
Aluminum tends to pit with water that has chloride
ions in it. Levels as low as .1 ppm of copper or of iron
in water can react with aluminum, depositing metallic
copper or iron at local sites, which initiate pitting.
Therefore, aluminum is not suitable for any tanks
which may have trace heavy metals in the stored liq-
uid.
Cladding aluminum is an efficient way of reducing
through-wall pitting. Alclad products are high strength
alloy cores, in sheet or tubing form, that have clad lay-
1200 Special Types of Tanks Tank Manual
1200-20 June 1989
ers of pure aluminum or aluminum alloys bonded to
the core. The cladding is engineered to be anodic, or
sacrificial to the core, and essentially creates a built-in
cathodic protection system. The clad material is usually
less than 10% of the thickness of the total material and
is non-heat treatable. Because of the sacrificial clad-
ding, the corrosion progresses through the cladding but
stops at the core.
Alloys
Numerous alloys are available for industrial applica-
tions, each in a broad range of tempers. The Aluminum
Association has established a system of numerical des-
ignations for all alloy grades in general commercial
use. These designations standardize the specifications
and properties of the material, regardless of the source.
The wrought alloys and temper designation are:
Aluminum 99% + pure 1xxx
Alloying Element copper 2xxx
manganese 3xxx
silicon 4xxx
magnesium 5xxx
mag and
silicone 6xxx
zinc 8xxx
other 9xxx
Temper Designations are:
F = as fabricated
O = annealed
H = strain hardened
W = solution heat treated
T = thermally treated to produce stable tempers
other than F, O, or H
Aluminum as a pure element is relatively low
strength. The strength is enhanced by addition of
small amounts of other elements, heat treatment
and/or strain hardening, or cold working. Heat treat-
able means the strength can be enhanced by heat
treatment: non-heat treatable alloys can be cold
worked for strength enhancement.
Applications
Aluminum is commonly used in hoppers and silos for
plastics and resin storage. It is commonly used in the
chemical industry for storage of fertilizers. Because
aluminum shows no low-temperature embrittlement, it
has been used in cryogenic storage. The non-spark
characteristics of aluminum alloys make is useful for
some applications where flammability is involved. Fig-
ure 1200-8 is a list of chemicals typically stored in alu-
minum.
Figure 1200-8 appears at the end of this section.
Water Storage
Because aluminum is compatible with pure water, dis-
tilled water, deionized water, uncontaminated rainwater
and heavy water used in nuclear reactors, aluminum
storage tanks are a cost effective material for these ap-
plications. There is virtually no metal contamination of
waters. For potable water, the amounts of dissolved
aluminum and salts are considered safe. Because sur-
face preparations and coatings are not necessary, the
aluminum storage tank will often be competitive with
coated carbon steel storage systems.
Fresh water is categorized as follows:
Waters containing heavy metals such as copper, nickel
and lead. Aluminum is not recommended for these
services because the heavy metals may contribute to
high pitting rates.
Neutral or near-neutral waters. For waters in a pH
range of 6 - 9 there need be little concern about cor-
rosion.
Alkaline waters. A pH range of 8.5 - 9 is acceptable.
Acid waters. A pH range of 4 or higher is acceptable.
Treated Water: Water containing dissolved gases such
as carbon dioxide or oxygen in condensate applications
or water containing amines, chromates and polyphos-
phates or other alkaline inhibitors. Aluminum may be
used for these do not adversely affect the use applica-
tions.
Recirculated water may become corrosive to alumi-
num because it picks up copper and iron from various
equipment such as pumps, pipes, and instrumentation.
The dissolved metals plate-out on the aluminum, caus-
ing localized pitting. If the water is treated with inhibi-
tors and cathodic protection, the problem can be
controlled.
High purity water systems can be a candidate for alu-
minum storage systems. Aluminum is often used to
store heavy water from nuclear reactors.
Steam Condensate: If the water is free from boiler
carry-over, aluminum may be used as it is unaffected
Tank Manual 1200 Special Types of Tanks
June 1994 1200-21
by condensate; however, alkaline water-treating com-
pounds may be corrosive.
Sea Water: Copper-free aluminum alloys are resistant
to clean sea water. The corrosion that occurs is usually
localized pitting.
Design, Materials, Fabrication, Construction and
Testing
The recognized standard that covers the details for cy-
lindrical aluminum storage tanks is ASME B96.1. Ad-
ditional information about this standard is available
from P. E. Meyers (CTN 242-7215).
Costs
Cost considerations for aluminum tanks include mate-
rials cost, labor costs and recurring maintenance costs.
From the long-term viewpoint, the recurring costs of
recoating or repainting becomes significant. From a
short-term view, the initial-installed cost is all that mat-
ters. Other factors that could affect cost are plant shut-
downs caused by unexpected failure of materials due
to corrosion, fatigue, or mechanical failure.
Recommendations
For some applications aluminum may be cost-competi-
tive with stainless steel tanks if prices continue their
downward trend. When aluminum tanks are shop fab-
ricated, the costs per-unit-volume of storage capacity
should be lower because of the controlled conditions
needed for welding and fabrication of aluminum. An-
other significant advantage to shop fabricated tanks is
that the bottom may be coated so that pitting on the
underside is not a problem.
Because even trace quantities of various elements can
accelerate corrosion in aluminum, a compatibility study
must be conducted before using aluminum storage
tanks.
REFERENCES
ASME, B96.1, Welded Aluminum Alloy Storage
Tanks
Alcoa Structural Handbook
Aluminum Association: Aluminum in Storage
Aluminum Association: Specifications for Alumi-
num Structures
Aluminum Association: Aluminum Standards and
Data 1990
Aluminum Association: Specifications for Alumi-
num Sheet
American Society of Metals, Metals Handbook,
Desk Edition, 1985 LaQue and Copson, Corro-
sion Resistance of Metals and Alloys, 2nd ed,
American Chemical Society Monograph Series, Re-
inhold Publishing Corporation, NY, 1963
Editor: Hatch, Aluminum Properties and Physical
Metallury American Society for Metals, 1984
Editor: Uhlig, The Corrosion Handbook, Wiley
and Sons, 1948
Jawad and Farr, Structural Analysis and Design of
Process Equipment
Moody, Analysis and Design of Plastic Storage
Tanks Transactions of the ASME May 1969 pp.
400
Uhlig, Corrosion and Corrosion Control, An Intro-
duction To Corrosion Science and Engineering,
2nd ed, John Wiley and Sons, 1963
Reynolds Metal Company, Structural Aluminum
Design, 1962
Metal Handbook, Ninth Edition, Volume 2, Prop-
erties and Selection: Nonferrous Alloys and Pure
Metals, American Society for Metals, copyright
1979
1200 Special Types of Tanks Tank Manual
1200-22 June 1989
Acetaldehyde Creosote Methyl Ethyl Kerone Propylene Glycol
Acetic Acid Cresol Mono-chloro-difluoro
Mechane
Rice
Acetic Anhydride Crotonaldehyde Molasses Rubber and Rubber Products
Acetone Cyclohexane Naphthalene Rye
Acrolein Cyclopentane Naphthenic Acid Safflower
Acrylonitrile Cyclopropane Naval Stores Salicylic Acid
Adipic Acid Dairy Products Nitric Acid (Concentrate) Shelac
Alcohols (except for dry and
boiling)
Dichlorobenzene Nitrocellulose Soap
Aldol Ebonite Nitrogen Fertilizers Sodium Bicarbonate
Alumina and its hydrates Essential Oils Nitroglycerine Sodium Carbonate
Aluminum Chlorideria Ester Gum Nitrous Oxide Sodium Chloride
Aluminum Potassium Sulfate Ethyl Acetate Nylon and Nylon Saits Sodium Nitrate
Aluminum Silicate Ethyl Aceroacerate Oils, Edible Sodium Sulfate
Aluminum Sulfate Ethyl Alcohol Oleic Acid Soybeans and Soybean
Products
Ammonia Ethylene Glycol Oxalic Acid Starch
Ammoniated Ammonium
Nitrate Solutions
Fatty Acids Oxygen Sugars
Ammonium Nitrate Feeds Paints, Varnishes & Paint
Materials
Sulfur
Ammonium Sulfate Ferrous Sulfate Parafins Sulfur Dioxide
Amonium Thiocyanate Flour Paraformaldehydes Tail Oil
Aniline Formaidehyde Paraldehyde Tar
Anthracene Furfural Peanuts and Peanut
Products
Tobacco Stems
Baking Powder Gasoline Pentane Toluene
Barium Carbonate Glucose Perchlaroethylene Trichlrobenzene
Benzene Glycerin Petroleum Products, Refined Trichlroethylene
Benzoic Acid Grains Phthalic Acid Urea
Bone Black Grits, Hominy Phthalic Anhydride Vegetable Oils
Bone Acid Helium Pitch Vinyl Acetate
Butyl Acetate Hexamine Polyethylene Vinyl Resins
Calcium Carbide Hydrocyanic Acid Polystyrene Water, High Purity
Calcium Chromate Hydrogen Potassium Carbonate Wood Chips
Carbon Dioxide Hydrogen Peroxide Potassium Chloride Xylene
Carbon Disulfide Isobutyric Acid Potassium Iodide Zinc Sulfide
Carconic Acid Lacquer and its solvents Potassium Nitrate
Caster Oil LInseed Oil Potassium Sulfate
Coal Malt Propane
Cod Liver Oil Manganese Dioxide Propionic Acid
Corn Syrup Maple Syrup Propionic Anhydride
Fig. 1200-8 Typical Bulk Chemicals Handled in Aluminum Equipment
TAM12008.WP
Tank Manual 1200 Special Types of Tanks
June 1994 1200-23
GLOSSARY
-A-
AIR BRIGHTENING: Injection of small bubbles of air,
usually in certain lube oil stocks, to oxygenate and stir
the stock. Also called AIR ROLLING.
AIR SPIDER: A layout of small air pipe with holes along
its sides on a tank bottom for the purpose of air bright-
ening the stock.
ANCHOR WEIGHT: A weight installed in a tank to which
the guide wires or cables for an automatic tank gage
float are attached to hold them taut and plumb. Also
called AUTO GAGE FLOAT GUIDE WIRE ANCHOR.
ANNULAR RING, BOTTOM: Part of the bottom under the
shell, this butt welded plate is sometimes thicker than
the remainder of the bottom. It strengthens the struc-
tural area of the bottom in order to prevent bottom-to-
shell seam failure.
ANNULAR SPACE: Horizontal space between the rim of
a floating roof and the tank shell. This space must be
wide enough for the roof to move up and down without
hanging up on the shell.
ANTI-CHANNEL BAFFLES: Baffles built into production
tanks to maximize the residence time of wet crude in
the tank in order to allow the water to separate out.
ANTI-ROTATIONAL RODS: Steel rods installed between
rafters (circumferentially) on a cone roof for the pur-
pose of preventing the roof from twisting. Also called
EARTHQUAKE RODS.
API: American Petroleum Institute.
API GRAVITY: A means used by the petroleum industry
to express the density of petroleum liquids. API gravity
is measured by a hydrometer instrument having a scale
graduated in degrees API. For the relation between API
gravity and specific gravity, see Appendix B, Conver-
sion Tables.
AUTO GAGE: An automatic system used to measure
and display the liquid level or ullage in one or more
tanks. The entire system includes the auto gage head
or marker and marker board, the tape, a pipe tape
guide system, a float, a float well (for a floating roof),
a float guide system (for a fixed roof) consisting of
wires on each side of the float along with a tank bot-
tom attaching bar and spring tension anchors mounted
on the fixed roof. The gage can measure either con-
tinuously, periodically, or on demand. Also called
AUTOMATIC TANK GAGE.
AUTO GAGE TAPE: A stainless steel tape, usually with
holes at 1- to 2-inch intervals instead of markings, run-
ning from the auto gage head or marker through a pipe
tape guide and connected on the other end to the auto
gage float or sometimes to the top of a floating roof.
Also called GAGE TAPE.
-B-
BACKUP STRIP: A thin strip of metal placed on the
backside of two plates to be butt welded, where a full
penetration butt weld is required and access is avail-
able to one side only.
BANDING: The dimpling of the horizontal weld seam
between shell courses. It is identified and measured by
placing a flat board vertically against the shell over the
horizontal seam. Banding has the same appearance as
a string tied tightly around the middle of a pillow.
BANDS: Stainless steel bands installed horizontally
around a tank shell to hold insulation or weatherjacket
in place.
BASIC SEDIMENT AND WATER (BS & W): See SEDIMENT
AND WATER.
BAYONET HEATER: See HEATER, MANWAY.
BAZOOKA: See SEAL SYSTEM CENTERING DEVICE.
BOTTOM GUIDE WIRE ANCHOR: A bar welded to the bot-
tom of a tank to which guide wires or cables for the
float of an automatic tank gage are attached.
BOTTOM SAMPLE: A spot sample taken from the mate-
rial near the bottom surface of the tank or pipeline at
a low point.
BREAKER, BREATHER-TYPE VACUUM: This floating
roof vacuum breaker consists of only the vacuum
portion of the tank p/v valve. It will open to relieve
a vacuum under the roof when the tank is pumped
out but will not open on pressure, thus no chance of
Tank Manual Glossary
June 1989 Glossary-1
T
O
C
O
N
T
E
N
T
S
hydrocarbon emission to the atmosphere. This design
does not require any increase in the low pump out
level, thus does not increase amount of unavailable
stock. A small bleeder valve on the breather nozzle
pipe permits bleed-off of trapped air during initial fill-
ing.
BREAKER, MECHANICAL VACUUM: A mechanical device
used to break the vacuum under a floating roof when
the tank continues to be pumped out after the roof legs
land on the bottom. It prevents collapse of the roof. It
consists of (1) an open pipe, usually 10-inch diameter,
through the floating roof; and (2) a steel hat with a
pipe stem through it. The bottom end of the pipe stem
contacts the bottom before the roof lands on its legs,
thus lifting the hat and breaking any vacuum. Break-
ing the vacuum during operation is a violation of air
quality rules, so the low pump out level on the tank
has to be raised to prevent rule violation. This results
in more unavailable stock in the tank. This design is
no longer recommended. Also called BREAKER, CB & I.
BREATHER VALVE: See VALVE, PRESSURE/VACUUM (P/V).
BULKHEADS: See FLOATING ROOF BULKHEADS.
BUMPER, BOTTOM: A support mounted on the tank bot-
tom that supports the swing line in its lowest position.
BUMPER, ROOF: A bumper mounted on the cone roof
rafters to stop the end of the non-floating swing line
at its maximum elevation and angle.
BUMPER, SHELL: A shell-mounted bumper that restricts
the maximum elevation to which the swing can rise.
BUTT RIVETED: Two plates (normally thicker than
plates that are only lap riveted) end to end with butt
straps (narrow pieces of plate) installed on the inside
and outside surfaces. Unequal butt plates (the most
common design) means the inside plate is wider and
thicker than the outside plate. Rivets on this design are
in both single and double shear. Equal butt plates have
all rivets in double shear.
BUTT WELDED: Two plates are joined end to end by a
full penetration weld.
-C-
CABLE PULL: The amount of force in pounds necessary
to pull a floating swing line down against the excess
flotation of the pontoons.
CALIBRATION (TANK): The relationship between liquid
level and volume for tanks. The following terms per-
tain to types of calibration.
BOTTOM CALIBRATION: (a) The determination of the
tank volume below the dip point (strike plate) which
is zero on the tank gage table. (b) The quantity of
liquid contained in a tank below the dip point.
MEASUREMENT CALIBRATION METHOD: The method
of tank calibration in which volume capacities are
calculated from external and/or internal measure-
ments of the tank dimensions. Strapping is an exam-
ple of this type of method.
LIQUID CALIBRATION: The method of tank calibration
in which the capacities are determined volumes of
liquid.
OVER-CALIBRATION: A tank is said to be over-cali-
brated when its nominal capacity is less than that
shown on its calibration table or by its capacity in-
dicator.
UNDER-CALIBRATION: A tank is said to be under-cali-
brated when its nominal capacity is greater than that
shown by its calibration table or capacity indicator.
CAPACITANCE PROBE, TANK LEVEL DETECTOR: An elec-
trical detector of an automatic tank gage for sensing
liquid level, which uses the electrical capacitance dif-
ference between tank vapor or air and liquid to sense
the liquid surface.
CAPACITY: The volume of a container or tank filled to
a specified level.
CAPACITY, GROSS: Nominal capacity, accurately stated.
CAPACITY, NOMINAL: Total tank volume to the top of
the shell expressed in round numbers.
CAPACITY, OPERATING: Useable tank volume from low
pump out to safe oil height.
CATCH BASIN: A sump located at the shell that allows
a bottom attachment to protrude out for access.
CATHODIC PROTECTION: Use of electric current to in-
hibit corrosion. Most common uses are to prevent
stockside pitting and underside corrosion on the bot-
tom.
Glossary Tank Manual
Glossary-2 June 1989
CAULKING: Caulking a seam is the hammering or
peaning of metal around a leak to seal it.
CENTER CAP: A plate on the top of the center column
of a cone roof on which the rafters are supported. Also
called CROWS NEST.
CHICKSAN JOINT: See ROOF DRAIN ARTICULATED JOINT.
CLINGAGE: The liquid film that adheres to the inside
surface of a container after it has been emptied.
CLOSING GAGE: The measurement in a tank after a de-
livery or receipt.
COATING, LAMINATE: A system consisting of chopped
fiber, fiber mesh or fiber cloth reinforced resin used as
a protective coating and also as a membrane to span
thin areas of metal or pits in the metal. Most common
uses are on tank bottoms and fixed roofs. Also called
IPR, FIBERGLASS REINFORCED EPOXY, and REINFORCED
VINYL.
COATING, THICK FILM: An unreinforced submerged
service protective coating of more than 20 mils thick-
ness. Most common system is an elastomeric urethane.
Besides being used to a limited extent as a protective
coating, elastomeric urethane is a common weathercoat
system for insulation.
COATING, THIN FILM: An unreinforced submerged serv-
ice protective coating of less than 20 mils thickness
used to protect the surface from corrosion.
COLUMNS: The vertical support for fixed roof tanks.
Where tank radius can be spanned by a single rafter,
only the center column is required. Where the radius
requires two or more rows of rafters, two or more cir-
cumferential rows of columns connected together cir-
cumferentially by girders are required.
CONE DOWN BOTTOM: A tank bottom with the center
lower than the edge. Permits more complete water-
drawing of a tank than the cone up design as the cone
up results in water standing at the shell due to zero
circumferential slope. Usually has a sump in the center
with siphon draw off internal piping.
CONE UP BOTTOM: A tank bottom with the center
higher than the edge. Most common design installed.
Usually has waterdraw or bottom outlet in the tank bot-
tom near the shell at a catch basin.
COUNTERWEIGHT: A device which exerts force or ten-
sion on the tape or cable of a gaging system to hold
connecting elements tight.
COUPON: A small piece of the steel plate removed for
measurement of its thickness. The opening is then
patched.
COURSE, SHELL: One circumferential ring of plates in
a tank. Courses are usually numbered from bottom to
top. Course 1 is the bottom course.
CROSS BRACING: Bracing between roof support col-
umns. No longer installed normally, it must be re-
moved to permit installation of an internal floating
roof.
CROWS NEST: See CENTER CAP.
CURTAIN SEAL: See SEAL SYSTEM PRIMARY SEAL.
CUT: During tank gaging, the line of demarkation that
the material (stock, water) makes on the measuring
scale (gage tape).
-D-
DATUM PLATE: A level metal plate attached to the tank
shell or bottom, located directly under the dipping ref-
erence point to provide a fixed contact surface from
which liquid depth measurement can be made. Also
called HOD PLATE.
DATUM POINT: The point on the gage well at the top
of the tank from which all measurements for the cali-
bration of the tank are related. Also called HOD POINT.
DEADWOOD: Any tank fitting, appurtenance or struc-
tural member which affects tank capacity. Deadwood
is positive if it increases tank capacity or negative if it
decreases capacity.
DENSITY, RELATIVE: Ratio of the substances density at
temperature, t1 to the density of pure water at tempera-
ture, t1. Often called specific gravity.
DIESEL TESTING: See TESTING, PENETRANT.
DIFFERENTIAL SETTLEMENT: Settling of one part of a
tank shell more than another part. Also called UNEVEN
SETTLEMENT.
DIFFUSER: A device for slowing the velocity of stock
entering a tank to reduce stock turbulence. It is a pipe
extension of the shell fill nozzle having varying sized
holes along the sides and a blocked end. High levels
of particulate matter in the stock will erode the holes.
The tank bottom must support the diffuser to avoid vi-
bration-caused fatigue at the shell/nozzle joint.
Tank Manual Glossary
June 1989 Glossary-3
DIP: The European term for the depth of liquid in a
storage tank (see INNAGE, also OUTAGE [ULLAGE]).
DISSOLVED WATER: Water in solution in the oil at the
defined temperature and pressure.
DOUBLE REEVED: Refers to a cable system that goes
from the cone roof mounted sheave to a sheave on the
end of the non-floating swing line and then back to the
roof, giving a 2:1 mechanical advantage.
DYE CHECKING: See TEST, PENETRANT.
DROP OUT SPOOL: A short section of pipe, flanged on
each end, for isolating piping from a tank. Usually
mounted on the shell nozzle or tank valve. The best
design has block valves on both ends of the drop out
spool, which permits the spool to be removed, isolating
the tank without opening the tank to the atmosphere or
depressurizing the pipeline.
-E-
EARTHQUAKE RODS: See ANTI-ROTATIONAL RODS.
EMULSION: An oil/water mixture that does not readily
separate.
ENTRAINED WATER: Water suspended in oil. Entrained
water includes emulsions but does not include dis-
solved water.
EXCESS FLOTATION: The amount of flotation furnished
by the swing line pontoons over the amount that gives
zero buoyancy to the swing line system. The excess
flotation must be enough to overcome the weight of
the system and its friction while still enabling the op-
erator to winch the swing down without excessive ef-
fort.
-F-
FIXED ROOF CENTER SUPPORT: A device or anchor on
top of the fixed roof at the center, from which staging
support cables can be suspended. Also called PAINTERS
HOOK.
FLASH POINT: The lowest temperature at which liquid
gives rise to a flammable gaseous mixture which will
ignite.
FLOAT, AUTOMATIC TANK GAGE: A liquid level detecting
element floating at the liquid surface in a tank which
moves in a vertical direction to follow the change in
liquid level.
FLOAT GUIDE WIRES, AUTOMATIC TANK GAGE: Solid
wires or flexible cables used to guide the travel of an
automatic gage float.
FLOAT WELL: A round, vertical opening through the
roof of a floating roof tank to contain and guide the
travel of the automatic gage float. It is equipped with
a cover through which the auto gage tape cable passes
(and in the case of the interface auto gage, the floating
guide wires also pass). Not completely vapor tight, the
bottom is open with restricting bars or plate to keep
the float inside. (The interface float well is completely
open and uses the guide wires to keep the float cen-
tered.)
FLOATING COVER: See INTERNAL FLOATING ROOF.
FLOATING ROOF BULKHEADS: The radial vertical wall
of a floating roof pontoon compartment. Seal welding
of the bottom and sides makes a liquid tight compart-
ment. Seal welding all around makes a vapor tight
compartment, which is recommended.
FLOATING ROOF LOWER DECK: The lower deck of a
floating double deck roof or the lower deck of a pon-
toon ring. Usually in contact with stock. Lap welded
on the topside, limiting the overlap. Tack welding of
the underside prevents fatigue failure of the seams. In
corrosive services such as process condensate (sour
water), seal welding of the laps on the underside or
full penetration butt welds of plate seams is recom-
mended.
FLOATING ROOF RIM: The circumferential vertical wall
of the floating roof, usually the outside face of the
roof.
FLOATING ROOF TANK: A tank in which the roof floats
freely on the surface of the liquid contents except at
low levels, when the weight of the roof is transmitted
by its supporting legs to the tank bottom.
FLOATING ROOF UPPER DECK: The upper deck of a
floating double deck roof or the upper deck of a pon-
toon ring.
FLOTATION LEVEL: The depth of submergence of a
buoyant automatic gage float in a liquid of known den-
sity or weight.
FOAM SEAL: See SEAL SYSTEM TOROIDAL SEAL.
FRANGIBLE JOINT: On a cone roof tank the weld at-
taching the roof deck plate to the shell top angle. It is
designed to rupture, releasing internal pressure, before
the bottom-to-shell seam ruptures, thus avoiding a cata-
strophic tank failure.
FREEBOARD: The distance from the surface of the
liquid to the top edge of the surface against which
it is being measured. This surface could be the top
Glossary Tank Manual
Glossary-4 June 1989
edge of the floating roof rim, the bottom edge of the
pinhole in the floating roof leg guide, the top edge of
the emergency overflow drain pipe through the floating
roof, etc. It also can describe how much lower the roof
can sink before stock begins running onto the roof.
FREE WATER: The water present in a tank, which is not
in suspension in the contained liquid (oil).
-G-
GAGE HATCH: The opening in the top of a tank through
which dipping (gaging) and sampling operations are
carried out.
GAGE HEAD, AUTOMATIC TANK GAGE: The housing of
the automatic tank gage which holds the indicator and
transmitter.
GAGE, INNAGE: The measurement from the tank bot-
tom to the top of the liquid level in a tank.
GAGE, OUTAGE: The measurement from the top of the
liquid level to the hold off distance point. Innage plus
outage gages will equal the hold off distance.
GAGE WELL: A vertical cylindrical slotted pipe (6- to
12-inch diameter) built into a tank to contain the liquid
level detecting element and located to reduce errors
arising from turbulence or agitation of the liquid. It
also acts as the counter-rotational device for floating
roofs. Also called STILL PIPE and STILLING WELL.
GAGING: A process of measuring the height of a liquid
in a storage tank. This process can be manual (hand or
reel gaging) or automatic (by automatic tank gaging
equipment). Either method is usually done by lowering
a weighted graduated steel tape through the tank roof
and noting the level at which the oil surface cuts the
tape when the weight gently touches the tank bottom.
The corresponding European term is DIPPING.
GIRDER: On larger cone roof tanks where the span is
too great for one row of rafters, one or more rings of
girders are used. Usually I-beams, they are installed
circumferentially with the ends of adjacent girders sup-
ported by a column.
GUIDE POLE: A device (usually a cylindrical vertical
tube) used in floating roof tanks to prevent rotation of
the roof.
-H-
HDPE - HIGH DENSITY POLYETHYLENE: Type of mem-
brane primarily used in new bottoms or bottom re-
placements for the purpose of detecting leaks.
HEATER COIL, BOTTOM: A serpentine piping system
running back and forth across a tank bottom usually
about 8 inches above it and supported from the tank
bottom.
HOD: Hold off distance.
HOLD DOWN CHAIN: A safety chain near the end of the
swing line that is attached to the tank bottom and re-
stricts the maximum height of the swing.
HOLD DOWN SYSTEM: A device or system used to re-
strict the amount a swing line can be elevated. Typical
hold down systems for both floating and non-floating
swings include a hold down chain (connected at the
tank bottom and outer part of the swing line) and shell
bumper. The roof bumper is used only on cone roof
tanks. On floating roof tanks, the floating roof restricts
the upward swing of the line unless the maximum an-
gle with the tank overflowing would exceed 65 de-
grees, in which case a hold down system would be
required. The normal design on swing lines in floating
roof tanks is to make the swing line long enough that
it cannot exceed 65 degrees maximum.
HOLD OFF DISTANCE: The accurate distance from a spe-
cific point on a tank bottom to a known and identified
point directly above. The HOD point will always be
above the roof and above the SOH. HOD is usually
measured through a gage well which prevents inaccu-
racy due to horizontal movement of the tape. The HOD
is used to gage the tank by measuring the distance
from the point above the roof to the liquid level (see
OUTAGE). By subtracting that distance from the HOD
distance, the actual stock level can be determined. (See
INNAGE.) Also called HOD.
HOLD OFF DISTANCE PLATE: A plate welded to the bot-
tom and used as the specific lower point for measuring
the HOD. Usually located directly under the gage well,
it can also be the reinforcing pad for the gage well bot-
tom supports. Also called HOD PLATE and DATUM
PLATE.
HOLIDAYS: Pinholes or thin spots in coatings, which de-
velop during application, or nicks and scrapes which
occur later. Corrosion may start at these defects.
Tank Manual Glossary
June 1989 Glossary-5
HOSE DRAIN: See ROOF DRAIN FLEXIBLE HOSE.
HOT TAPPING: Usually, a hot tap refers to the installa-
tion of another connection to the tank by installing a
nozzle and valve and then cutting a hole in the tank
with special hot tapping equipment. Also called HOT
WORK.
HYDROTEST: See TEST, HYDROSTATIC.
-I-
IMPRESSED CURRENT CATHODIC PROTECTION: An exter-
nal cathodic protection system using an external power
source instead of the sacrificial anode.
INERT GAS: A gas that does not react with the sur-
roundings.
INERTING: The process of pressurizing a tanks vapor
space with an inert gas blanket (usually exhaust gas)
to prevent formation of an explosive mixture.
INNAGE GAGE: The depth of liquid in a tank measured
from the datum plate or tank bottom to the surface of
the liquid.
INSULATION, FOAM: Usually polyurethane foam insula-
tion sprayed on a tank and then weathercoated. Not
recommended. Urethane foam can also be poured in
blocks and installed in the same manner as fiberglass
blocks.
INSULATION, IMPALED: Insulation system in which
blocks of insulation are impaled on heavy wirelike
studs welded to the shell or roof plate. The ends of the
studs are bent over, holding the insulation in place.
Common usage on cone roofs, it is more expensive but
more secure than banding on tank shells.
INTERNAL FLOATING ROOF: A lightweight covering of
either steel or aluminum material designed to float on
the surface of the liquid in a tank. Alternatively, a
cover may be supported by a float system so that it is
just above the free liquid surface. The device is used
to minimize evaporation of volatile products. Also
called FLOATING COVER.
-L-
LADDER, ROLLING: A ladder hinged at the top and with
wheels on the bottom that provides access to a floating
roof no matter how full or empty the tank is.
LAP RIVETED: Two plates joined together by lapping
the edge of one plate over the other and installing riv-
ets through both plates. Rivets are all in single shear.
LAY BAR: A vertical aluminum bar mounted on a tank
shell for the purpose of attaching bands holding insu-
lation and weatherjackets.
LEG, HIGH (REMOVABLE): A floating roof leg that pro-
vides enough clearance beneath the roof so that main-
tenance work can be done. It is installed just before
the last pumpdown of the tank.
LEG, LOW (FIXED): A leg that allows the floating roof
to go to its lowest allowable position, i.e., normal op-
erating position.
LEG, TWO-POSITION: A floating roof leg that is used for
both high and low positions. It has two holes for the
support pin, one at the top (high leg position) and one
in the middle (low leg position). Slightly less costly
than the fixed low and removable high leg design, it
is not recommended because of the tendency for cor-
rosion-caused freezeup in a position.
LEVEL SWITCH: A device which consists of a level sen-
sor and a contact closure. Upon detection of liquid, it
will generate a change of status in the contact closure.
LIGHTNING SHUNTS: In floating roof tanks, a piece of
metal installed above the roof seal to ground the float-
ing roof to the shell to prevent sparking over the seal
area. Cone roof tanks do not require lightning shunts.
LOW PUMP OUT: The minimum level to which the tank
should be pumped. On fixed roof tanks the level is set
to avoid cavitation or loss of suction when pumping
out the tank. It also may be set to assure internal heat-
ers are adequately covered with stock. On floating and
internal floating roof tanks, it is set to prevent the roof
from landing on its legs during operation. Also called
MINIMUM OPERATING LEVEL and LPO.
LOW SAMPLE: A spot sample taken at five-sixths the
depth of liquid below the top surface. Also called
LOWER SAMPLE.
LPO: See LOW PUMP OUT.
Glossary Tank Manual
Glossary-6 June 1989
-M-
MANWAY HEATER: A tank heater inserted through a
shell manway and resting on a support frame. It resem-
bles the bundle portion of a heat exchanger. Modern
manway heaters have finned tubes to increase surface
area. Also called BAYONET HEATER.
MEMBRANE: Synthetic sheet in tank bottoms used as
secondary containment. See HDPE.
MERCHANTABLE OIL: Liquid hydrocarbons which are
judged to be acceptable for custody transfer to a car-
rier. The oil is settled and contains not more than a set
amount of suspended sediment and water (S&W) and
other impurities.
MINIMUM OPERATING LEVEL: See LOW PUMP OUT.
-N-
NEGATOR MOTOR: The Negator is a strip of flat
spring stainless given a curvature so that in its relaxed,
unstressed condition it remains a tightly wound spiral.
Used in a gage head. Its motor eliminates counter-
weight and cable assembly.
NET GALLONS AT 60F: The measured gallons converted
to equivalent volume at 60F.
NONPRESSURE TANK: A tank of conventional shape in-
tended primarily for the storage of liquids at or near
atmospheric pressure. Also called ATMOSPHERIC PRES-
SURE TANK.
-O-
OPENING GAGE: The measurement of liquid (stock,
water) in a tank before a delivery or receipt.
OPERATION CHECKER, AUTOMATIC TANK GAGE: A de-
vice used to check for free movement of the gage
mechanism.
OPTICAL REFERENCE LINE METHOD: An optical tank
calibration method. It requires manual strapping of the
bottom shell course but uses optical instruments to
measure the other shell courses to determine tank di-
ameter.
OPTICAL TRIANGULATION METHOD: An optical tank
calibration method. It uses one or two theodolite sta-
tions to determine the diameter of the tank at ground
level, either from outside or inside the tank.
OUTAGE (ULLAGE): The volume of available space in
a tank unoccupied by contents. Hence ullaging, a
method of gaging the contents of a tank by measuring
the height of the liquid surface from the top of the
tank.
OUTAGE GAGE: The distance from the liquid level to
the HOD or datum point.
OUT OF PLUMB: Refers to the misalignment of shell
plates from the vertical axis (i.e., leaning in or out).
OUT OF ROUND: Indicates the shell radius is not con-
stant around the circumference at the same elevation.
Out-of-roundness can be detected in a floating roof
tank by variation of annular space.
OUTSIDE WASH: Cleaning of the tank interior by hose
or high pressure nozzles from outside the tank (no per-
sonnel entry) with sediment, oil and wash water drain-
ing out the waterdraw.
-P-
PAINTERS HOOK: See FIXED ROOF CENTER SUPPORT.
PANOGRAPH DRAIN: See ROOF DRAIN ARTICULATED
JOINT.
PEAKING: The distortion of shell plate or seams inward
or outward. Peaking occurs on longitudinal seams as a
result of improperly formed plate or distortion from
welding. A sweep cut to match the tank radius is used
to check degree of peaking; the sweep is used outside
of the tank for inward peaking and inside the tank for
outward peaking.
PINHOLE (HOLE IN COATINGS OR PLATE): A very small
diameter hole in plate or coating.
PINHOLE (IN FLOATING ROOF LEGS): The hole through
the upper end of the fixed roof leg or two-position roof
leg guide, and the hole through the upper end of the
removable roof leg (or in the case of the two-position
roof leg, through the upper end and through approxi-
mately the middle of the leg) through which a heavy
pin or bolt is inserted to hold the removable or two-
position leg at the desired position (high leg position
or in the case of the two-position leg, high or low po-
sition).
PONTOON BALLAST: Weight added to the swing line
pontoons to achieve a set amount of cable pull, usually
300 lbs. for swing lines to 16 inches and 500 lbs. for
swing lines over 16 inches. Common ballasts are kero-
sene and soluble oil in water.
PONTOONS: Normally two closed cylinders on the end
of the swing pipe to provide buoyancy for the swing
line.
Tank Manual Glossary
June 1989 Glossary-7
POSITIONING WIRE OR CABLE: In a gaging system, the
solid or stranded wire or cable which connects the float
to the tape or which drives the dial indicator or trans-
mitter.
POWERED MIXER: A tank mixer that requires an exter-
nal source of power to operate.
PRESSURE: The following terms pertain to different
categories of pressure.
PRESSURE, ATMOSPHERIC: The atmospheric pressure
or pressure of one atmosphere. The normal atmos-
phere (atm) is 101.325 Pa; the technical atmosphere
(at) is 98,066.5 Pa.
PRESSURE HIGH VAPOR: A liquid which, at the meas-
urement or proving temperature of the meter, has a
vapor pressure that is equal to or higher than atmos-
pheric pressure (see LOW VAPOR PRESSURE LIQUID).
PRESSURE, LOW VAPOR: A liquid which, at the meas-
urement or proving temperature of the meter, has a
vapor pressure less than atmospheric pressure (see
HIGH VAPOR PRESSURE LIQUID).
PRESSURE, REID VAPOR: The vapor pressure of a liq-
uid at 100F (37.78C, 311K) as determined by
ASTM D 323-58, Standard Method of Test for Vapor
Pressure of Petroleum products (Reid Method).
PRESSURE, VAPOR (TRUE): The term applied to the
true pressure of a substance to distinguish it from
partial pressure, gage pressure, etc. The pressure
measured relative to zero pressure (vacuum).
PRESSURE-TYPE TANK: A tank specially constructed for
the storage of volatile liquids under pressure. Such
tanks are spheroidal, spherical, hemispherically-ended,
or of other special shapes.
PRESSURE/VACUUM VALVE: See VALVE, PRESSURE/VAC-
UUM.
PRIMARY SEAL: See SEAL SYSTEM PRIMARY SEAL.
-R-
RAFTER: The radial portion of a roof structure on
which the roof deck plate is supported. Normally on
cone roof structures, it is sometimes encountered in
larger (and obsolete) clear deck or high deck floating
roofs. Usually channels; on small tanks sometimes an-
gles or pipe are used.
REFERENCE POINT: A fixed point above the tank to
which all subsequent level measurements are related.
Also called DATUM POINT or HOLD OFF DISTANCE POINT.
REID VAPOR PRESSURE: See PRESSURE.
REPRESENTATIVE SAMPLE: A small portion extracted
from the total volume of material, which contains the
same proportions of the various flowing constituents as
the total volume of liquid being transferred.
RINGWALL: The part of the foundation that supports
the tank shell and prevents excessive settlement. Usu-
ally concrete or crushed stone.
ROOF DRAIN, CLOSED: A drain system used on floating
roof tanks to drain off rain water from the top of the
roof through a pipe system to the outside of the tank
shell. The term closed means the rain water will not
contaminate or contact the stock in the tank. The sys-
tem includes one or more drain basins in the floating
roof, a flexible piping system that allows the roof to
travel from its lowest to highest position, a fixed sec-
tion of pipe on the bottom, a shell nozzle and valve,
plus sometimes an outside drain pipe from the shell
nozzle to the waterdraw basin.
ROOF DRAIN, OPEN: A drain system used on floating
roof tanks to drain off rain water from the top of the
roof directly into the tank safely without flooding the
roof deck with stock. It can be used where stock con-
tamination with rainwater is acceptable.
ROOF DRAIN ARTICULATED JOINT: A closed roof drain
system in which the flexible portion consists of articu-
lated (rotating) joints with rigid pipe between joints.
Articulated joints manufactured by Chicksan and modi-
fied to include an external liquid seal are the most
common in existence. Articulated joint drain systems
are no longer recommended as they tend to put a hori-
zontal thrust on the floating roof, causing problems
with seal closure. Also called PANOGRAPH DRAIN, and
CHICKSAN JOINT.
ROOF DRAIN FLEXIBLE HOSE: A closed roof drain sys-
tem in which the flexible portion consists of a rein-
forced synthetic flexible hose with metallic flanged
joints on each end. The system is not recommended
due to it is short life expectancy and susceptibility to
deterioration by changes in service. Also called HOSE
DRAIN.
Glossary Tank Manual
Glossary-8 June 1989
ROOF DRAIN FLEXIBLE PIPE: A closed roof drain system
in which the flexible portion consists of a section of
stainless steel flexible pipe, coated with a synthetic ma-
terial on the outside (Mesa brand) or inside (Coflexip
brand), with pipe flanges on each end. This is the cur-
rent recommended system.
-S-
SACRIFICIAL ANODES: Usually aluminum blocks (al-
though other metals such as zinc or magnesium may
be used) installed on the tank bottom to protect a sur-
face against corrosion. The sacrificial anode corrodes
preferentially to the steel bottom.
SAFE OIL HEIGHT: The maximum level the tank is sup-
posed to be filled to. Initially set by design, it may be
reduced by shell strength calculations, frothing, cascad-
ing, etc. Also called SAFE OIL OPERATING HEIGHT and
SOH.
SAMPLING: The process of obtaining a representative
part of a given tank volume for testing.
SEAL SYSTEM CENTERING DEVICE: A device limiting
the horizontal closing of the annular space. Spring
loaded models place an increasing horizontal thrust
against the shell as the annular space is reduced. Usu-
ally mounted below the roof. Mounting above the roof
has been done but is not recommended (overfilling the
tank slightly can result in the centering device hanging
up on top of the shell). Also called BAZOOKA.
SEAL SYSTEM EXPANSION JOINTS: Joints between indi-
vidual shoes or sections of primary shoes in a shoe seal
assembly that can expand and contract. Can be fabric
or plate sliding on plate. One company uses accordion-
type folds in the shoe for expansion joints.
SEAL SYSTEM PRIMARY SEAL: The seal fabric closing
the gap between the roof rim and shoes. Fabric must
be resistant to vapors as it does not normally come in
contact with the liquid in the tank. Also called CURTAIN
SEAL and MAIN SEAL.
SEAL SYSTEM PRESSURE PLATE: A spring steel plate
used in secondary seal systems and certain primary seal
designs to close the gap between the roof and shell. It
also applies pressure against the shell to keep the roof
centered. Usually of galvanized or stainless steel.
SEAL SYSTEM SHOES: Pieces of thin (10 gage for
carbon steel, 16 to 20 gage for galvanized and stain-
less steel) metal held in face-to-face contact with the
shell by the hanger system. Flexibility of thin sheets
permits the shoe to follow the curvature of the shell.
SEAL SYSTEM SHOE SEAL: Complete primary seal sys-
tem comprised of metallic shoes, hanger system, ex-
pansion joints and primary or curtain seal fabric.
SEAL SYSTEM SHOE HANGERS: The mechanical system
used to support the seal assembly shoes and to place
horizontal thrust on the shoes to keep them flush
against the tank shell. Usually lever arms or a combi-
nation of springs and lever arm.
SEAL SYSTEM TOROIDAL SEAL: A primary seal system
comprised of a urethane foam log enclosed in stock-
resistant seal fabric with a metallic attachment and
hold-down system to keep the seal from rolling out of
the annular space as the roof descends. Also called
TUBE SEAL and FOAM SEAL.
SEAL UNIT, AUTOMATIC TANK GAGE: An assembly used
to seal the gage assembly from tank vapors.
SEAM SEALANT: A putty-like thick film protective coat-
ing with good adhesive qualities. Used to plug small
riveted seam leaks on tank shells.
SECONDARY SEAL, RIM MOUNTED: A secondary seal
system attached to the top edge of the floating roof
rim. Seals entire gap from rim to shell.
SECONDARY SEAL, SHOE MOUNTED: A secondary seal
mounted on the top edge of the primary seal shoe (not
qualified as a secondary seal in many jurisdictions).
Only seals gap from shoe to shell.
SEDIMENT: Solid materials such as sand, rust, and
scale.
SEDIMENT AND WATER (S&W): A material coexisting
with, yet foreign to petroleum liquid, that requires a
separate measurement for sales accounting. This for-
eign material includes emulsified or suspended water
and sediment (SW&S) (see FREE WATER). The quantity
of S&W is normally determined by centrifuge testing
of a sample of crude oil which is to be transferred.
Also called BASIC SEDIMENT AND WATER (BS&W).
SETTLING TANK: A tank or system of piping wherein
the velocity of the liquid stream is sufficiently reduced
to enable foreign particles or water to settle from the
oil.
SHEAVES: Support wheels over which the tape, wire or
cable rides.
Tank Manual Glossary
June 1989 Glossary-9
SHELL COURSE: See COURSE, SHELL.
SHELL-TO-ROOF ANNULAR SPACE: The space between
the surfaces of the shell and roof rim in which the pri-
mary and secondary seal systems are used to seal, re-
ducing vapor emissions.
SHOE SEAL: See SEAL SYSTEM SHOE SEAL.
SINGLE REEVED: Refers to a cable system that goes
from the cone-roof-mounted sheave to the end of the
non-floating swing line where it is attached, giving a
1:1 mechanical ratio. Used only on small swing lines.
SINGLE SLOPE BOTTOM: A tank bottom where the entire
bottom slopes in a single direction with a bottom draw
off or water draw at the low point.
SLUDGE: A highly viscous mixture of oil, water, sedi-
ment, and residue.
SMALL TANK: A crude oil storage tank with a 1000
barrel or less capacity.
SOH: See SAFE OIL HEIGHT.
SPECIFIC GRAVITY: See DENSITY, RELATIVE.
SP GR: Specific Gravity
SPHERE, SPHEROID TANK: A round or semi-round ball-
like stationary liquid storage tank, supported on col-
umns so that the entire tank shell is above grade.
SPIDER STAGING: A small portable staging suspended
from a single cable. An air-driven hoist raises and low-
ers the staging on the shell. When equipped with the
proper roller, it can be moved horizontally around the
shell.
SPRING GUIDES: Curved flat plate springs, usually 2 to
4 inches wide, mounted on internal floating roof rims
to keep the roof centered where the roof is not
equipped with a seal system.
STATIC MIXER: Has no moving parts. The kinetic en-
ergy of the moving fluid provides the power for mix-
ing.
STAYTITE JOINT: See SWING JOINT, CENTRAL.
STORAGE TANK: A large container used for liquid
(fluid) storage.
STRAPPING: The measurement of the external diameter
of a vertical or horizontal cylindrical tank by stretching
a steel tape around each course of the tanks plates and
recording the measurement.
SUN PRESSURE RELIEF: The SPR system protects lines
to the tank from excessive pressure due to solar ther-
mal expansion. It consists of a small line circumvent-
ing the tank valves with a relief valve usually set at
150 psig. Block valves at the pipeline and shell nozzle
bosses permit isolation and maintenance of the relief
valve. Also called SPR.
SWING JOINT, CENTRAL: The flexible joint portion of a
swing line that rotates in a vertical plane only. Attached
to the shell nozzle on the stockside. Staytite is the
brand name of over 99% of the central swing joints in
existence. The swing line is in the same horizontal and
vertical axis as the shell nozzle. Also called STAYTITE
JOINT.
SWING JOINT, OFFSET: This swing line is in the same
horizontal axis as the shell nozzle but offset to the side
in a different vertical axis. Two major manufacturers
of designed offset joints are Chicksan and Staytite. Not
recommended due to twisting forces on the shell noz-
zle.
SWING LINE: A pipe extension from a shell nozzle with
an articulated joint which permits it to be raised or
lowered in a vertical plane only. Used to permit filling
or taking suction at a level other than at the shell noz-
zle height. Usually the pipe has an opening or elbow
at the end directed either upward or downward, (ell up
or ell down swing). Swing lines are further divided into
two categories, non-floating and floating swings. Also
called SWING PIPE.
SWING LINE, FLOATING: A swing line equipped with
one or more pontoons (usually a pair). Normally free
to float to the top of the liquid unless restrained by a
stop, hold down chain or cable system. Often equipped
with a cable system with winch to pull the swing line
down against its flotation to a lower level.
SWING LINE, NON-FLOATING: A swing line without pon-
toons. It is raised and lowered by means of a cable
system and winch. Can only be used in fixed or cone
roof tanks.
SWING PIPE: See SWING LINE.
-T-
TANK CAPACITY: The amount a tank can hold when it
is full to the safe oil operating height, to the nearest
barrel, gallon or pound.
TANK CAPACITY TABLE: A table showing the accu-
mulated volume per measurement increment for
a particular tank. The volume shown on the table
may be in gallons, barrels, liters or cubic meters. The
Glossary Tank Manual
Glossary-10 June 1989
table may be prepared for use with innage gages or
outage gages. Refer to API Manual of Petroleum
Standards, Chapter 2, Tank Calibration. Also called
STRAPPING CHART, TANK TABLE and CALIBRATION TA-
BLE.
TANK CAPACITY, NOMINAL: The total amount of tank
capacity when the tank is filled to the design maximum
safe oil height (or full filling height) measured in bar-
rels (gallons) and rounded off.
TANK CAPACITY, OPERATING: The total amount of stock
in a tank available for operation. This is the total
amount from the low pump out level to the safe oil
height and is measured to the nearest barrel, gallon or
pound.
TANK CAPACITY, UNAVAILABLE: The total amount of
stock that must be placed in the tank to fill it to the
low pump out level. This stock is not available for nor-
mal tank operation and should be considered an invest-
ment not recovered until the tank is abandoned or
dismantled.
TANK TABLE: See TANK CAPACITY TABLE.
TAPE, AUTOMATIC TANK GAGE: A metal tape used to
connect the liquid level detecting element and the
gage-head mechanism.
TEST, ADHESION: A test method to see if a coating sys-
tem is bonding to the steel surface. This is a destructive
test which means the surface coating will have to be
repaired. When the coating is applied, a 1-inch diame-
ter piston is bonded against the exterior surface of the
coating. After cure, the amount of pull on the piston
before the coating no longer adheres to the tank deter-
mines the coatings adhesiveness. Also called PULL
TEST.
TEST, AIR: Applying a very low (usually 7 psig or less)
air pressure to a confined space (under a tank bottom
or to swing line pontoons) to detect leaks. On tank bot-
tom tests, the area under the bottom is pressurized and
then the soapy water is spread on weld seams. Leaks
are detected by formation of soap bubbles. On swing
line pontoons, soapy water is applied to the welds in
the pontoons.
TEST, HAMMER: An inspection technique using a light
hammer to find and identify thinning of steel plate. Re-
quiring training and experience, it detects thinning by
sound and feel (thin areas feel softer).
TEST, HOLIDAY: A method for detecting voids in coat-
ings. A wet sponge holiday detector is used for coat-
ings up to about 25 mils; voltage is usually only 67
1/2 volts; when the wet sponge contacts a void, an
electric circuit is completed which rings a bell. Spark
testers are used for thicker coatings; usually 15,000
volts minimum, voltage setting is increased with coat-
ing thickness. The probe is usually a fine bristle steel
brush. When a void is present near the brush, a visible
and audible arc will be present; a spark detector can
burn through thin areas of the coating. Also called
SPARK TEST (HIGH VOLTAGE), and WET SPONGE TEST
(LOW VOLTAGE).
TEST, HYDROSTATIC: Filling a closed area with liquid,
usually water, and detecting leaks by visual examina-
tion. Most common use on tanks is by filling the tank
to the safe oil height with water prior to returning a
tank to service. Hydrotests locate and/or identify leaks,
and in the case of rupture, the release of water is much
less hazardous than stock. Also called HYDROTEST.
TESTING, PENETRANT: An identifiable liquid is used to
detect holes, cracks and leaks in a welded steel seam.
Normally penetrants are diesel fuel or commercial red
dye. The liquid is applied freely to one side of the weld
and then the other side is inspected visually for the liq-
uid. To detect cracks that dont go clear through the
weld, or when the other side is not accessible, an un-
developed dye is applied to a weld seam and then the
surface is wiped clean. A white developer is then
sprayed on the surface. Any dye trapped in cracks then
bleeds into the developer and reveals the defect. Also
called DYE CHECKING and DIESEL TESTING.
TEST, VACUUM: Usually used on bottom or roof plate
fillet welds, a vacuum is pulled on an inspection box
(it has a glass window on top). The box is placed over
a weld seam that has been wetted down with soapy
water. Bubbles form on the weld inside the box indi-
cating a leak. Can also be used to test HDPE mem-
brane weld seams.
TEST, WIPE: A test for the cure (hardening) of a re-
cently applied coating to determine if the entire coat is
cured or if only the surface has cured. Usually done
by a twisting action of a thumb on the coating surface.
THERMOWELL: A metal protective socket installed in
the shell of a storage tank into which the sensing ele-
ment (e.g., temperature bulb) of a temperature measur-
ing device is inserted.
Tank Manual Glossary
June 1989 Glossary-11
THIEF: An industry term for a bottom closure, core-
type sampler used to secure samples from storage
tanks.
TOLERANCE: The amount of measurement error that
will be allowed. It is a plus or minus value.
TOP SAMPLE: A spot sample taken from a tank ob-
tained 15 cm (6 in.) below the top surface of the liquid.
TRANSMITTER: The sending element of a remote data
transmission system.
TRUE VAPOR PRESSURE: See PRESSURE.
TUBE SEAL: See SEAL SYSTEM TOROIDAL SEAL.
-U-
ULLAGE GAGE: The distance from the surface of the
liquid in a tank up to the reference point of the tank.
Also called OUTAGE and OUTAGE GAGE.
ULLAGE PASTE: A paste which is applied to an ullage-
rule or dip-tape and weight to indicate precisely the
level at which the liquid meniscus cuts the graduated
portion. Also called HYDROCARBON PASTE and WATER
PASTE.
ULLAGE REFERENCE POINT: A point marked on the ul-
lage-hatch, or on an attachment suitably located above
or below the ullage-hatch, and situated at a distance
above the bottom of a container greater than the maxi-
mum liquid depth in the container. Measurements of
ullage are taken from this reference point. Also called
HOD POINT.
ULLAGE-RULE: A graduated rule attached to a dip-tape
to facilitate the measurement of ullage. Also called
REEL GAGE.
ULTRASONIC GAGE: See UT GAGE.
UNEVEN SETTLEMENT: See DIFFERENTIAL SETTLEMENT.
UT GAGE: An electronic device that projects high fre-
quency sound through a material, usually steel plate for
tanks. The time the sound takes to travel through the
medium and return is measured to establish plate thick-
ness. Also called ULTRASONIC GAGE.
UT GAGING SHEAR WAVE: High frequency sound is
projected at an angle, usually 30 to 45 degrees into
the plate. The sound bounces back and forth through
the plate from the near and far surfaces until it
strikes a discontinuity such as a crack, then returns.
Shear wave locates the discontinuity by measuring its
distance from the starting point. This distance is shown
on a calibrated cathode tube. If accessible side is
smooth, shear wave can be used to indicate pitting on
the opposite side of a plate. Operation requires more
training, experience, and sophisticated equipment than
ultrasonic measurement.
-V-
VACUUM BREAKER: A device used to prevent vacuum
from occurring in a floating roof tank.
VALVE, PRESSURE/VACUUM (P/V): A valve in the roof of
a fixed roof tank to relieve vacuum or pressure. It is
usually set to open at 1/2 oz. pressure/vacuum. The
valve saves stock loss by staying closed when no pres-
sure/vacuum exists. Also called BREATHER VALVE.
VAPOR-TIGHT TANK: A tank of conventional shape in-
tended primarily for the storage of volatile liquids such
as gasoline, and so constructed that it will withstand
pressures differing only slightly from atmospheric.
Such tanks are equipped with special devices which
permit gaging without opening the tank to the atmos-
phere.
VENTURI EDUCTOR: A light metal eductor (air moving
device) built on the venturi principle used to initially
make a tank gas-free. Normally installed on a tank
shell nozzle, preferably the swing line nozzle. Powered
by steam or air, it exhausts gases from the tank.
VORTEX: The swirling motion of liquid often encoun-
tered as it enters the outlet opening of a container
(tank). The vortex (swirl) causes entrainment of con-
siderable quantities of air or vapor with the liquid.
VORTEX ELIMINATOR: A device located at the outlet of
a tank designed to prevent swirling of the outgoing liq-
uid and the resultant entrainment of air or vapor. Also
called SWIRL PLATE.
-W-
WATER AND SEDIMENT SAMPLE: A sample obtained
from the bottom of the tank to determine the amount
of nonmerchantable material present.
WATER BOTTOM: Water accumulated at (or sometimes
added to) the bottom of the oil in a storage tank.
Glossary Tank Manual
Glossary-12 June 1989
WATER CUT: The operation of locating the oil/water in-
terface and using that location to measure the volumes
of oil and water in a shore tank or ship compartment.
Also called WATER GAGE.
WATER DIP: The depth of free water in a container over
and above the dip plate.
WATER DRAW: A connection to the low point of the
tank bottom for removing water from the tank.
WATER DRAW BASIN: A concrete or brick basin with
floor extending outward from the tank and slightly un-
der the tank. A drain line usually runs from the basin
to segregated drainage or to an impound area. The steel
water draw outlet is in this basin. Floating roof drain
lines are sometimes piped to this basin along with sur-
face drainage under the tank manifold.
WATER-FINDING PASTE: A paste containing a chemical
which changes color in contact with water. The paste,
when applied to a water-finding rule, indicates the
level of free water in a container.
WATER GAGE: See WATER CUT.
WATER WASHING: Involves the use of a high-pressure
water stream to dislodge clingage and sediment from
the bulkheads, bottoms, and internal structures of a
vessels cargo tanks.
WATER STOP: When rewelding a riveted seam that has
been cut (as for door sheets), a low-temperature weld
to tie two plates together before full penetration weld-
ing. The water stop keeps the rivets from stretching
when the plates thermally expand, which prevents the
tank from leaking once it is refilled.
WEATHERCOAT: A coating system applied to the sur-
face of shell or roof insulation to protect it from the
weather and keep out water.
WEATHER JACKET: A rigid material, usually aluminum
sheet or transite, used to cover and protect insulation
on the shell or roof of a tank.
WEIGH TANK: A tank used with a weigh scale which
is used for measurement of the liquid contents of the
tank.
WELD, DOUBLE LAP: Same as lap welded, except the
plates are fillet welded on both sides. Used on (rare)
lap welded tank shells and on floating roofs with se-
vere corrosion problems.
WELD, DOUBLE PENETRATION: Two plates butt welded
together from one side, then welded from the opposite
side.
WELD, EXTRUSION: Fusion of two sheets of material;
usually refers to welding of the high density polyeth-
ylene membrane in secondary containment systems.
WELD, LAP: Two plates are lapped over each other at
their juncture and are welded together with a fillet
weld.
WIND GIRDER: A horizontal stiffening ring around the
top of the tank to provide resistance to ovaling of the
tank due to wind pressures.
WIND GIRDER, INTERMEDIATE: A horizontal stiffening
ring placed around the middle of a tank shell subject
to buckling due to wind pressure.
WIND SKIRT: A vertical extension of the shell to keep
the floating roof seal assembly from popping out and
hanging up on top of the shell. Usually has openings
along the bottom edge to prevent filling the tank above
the top of the shell. Opening would have to have vapor
seals maintained in order to meet AQMD rules.
Tank Manual Glossary
June 1989 Glossary-13
Tank Manual Appendix A
June 1989 Page 1 of 4
Appendix A
Tank Appurtenance Vendors
This appendix helps you find vendors for tank appurtenances and other materials. The vendor numbers
on this page direct you to recommended suppliers listed on the next two pages.
APPURTENANCE OR MATERIAL VENDORS
Articulated Joints 19, 20
Autogage Equipment 7, 15
Breathers & Breather-type Vacuum Breakers 5, 7, 15
Flexible Pipe Roof Drains 9, 22
Hatch Covers 5, 7, 15
Heaters 14
Insulation Band Spring Assemblies 11
Mixers, Tank Hydraulic 2
Mixers, Tank Mechanical 6, 8
Polypropelene Concrete Reinforcement Fiber (Fibermesh) 18
Roofs, Aluminum Dome 13, 23
Roofs, Internal Aluminum Floating 10, 23
Seal System Fabric 1, 9, 12
Secondary Seals, Rim Mounted 16
Shoe Seals, Inservice Replaceable 16
Sumps, Prefabricated with HDPE Liners 4
Winches 7, 19
T
O
C
O
N
T
E
N
T
S
Appendix A Tank Manual
Page 2 of 4 June 1989
VENDOR
NUMBER BRAND NAME VENDOR NAME AND ADDRESS PHONE
1 BW&B BUFFALO WEAVING & BELTING (716) 875-7223
CO.
260 Chandler St.
Buffalo, NY 14207
2 BUTTERWORTH BUTTERWORTH (916) 622-1041
P.O. Box 963
Diamond Springs, CA 95619
3 COLT COLT SERVICES, INC. (213) 436-6156
P.O. Box 1408
Long Beach, CA 90801
4 CON-TEC CON-TEC LINING INC. (805) 366-0202
P.O. Box 5635
Bakersfield, CA 93388
5 GROTH GROTH EQUIPMENT CORP. (713) 675-3230
P.O. Box 15293
Houston, TX 77220-5293
6 LIGHTNIN MIXING EQUIPMENT CO.,INC. (716) 436-5550
135 Mt. Read Blvd.
Rochester, NY 14603
7 SHANDS & JURS GPE CONTROLS (213) 595-4541
3633 N. Long Beach Blvd.
Long Beach, CA 90807
8 JENSEN JENSEN INTERNATIONAL, INC. (918) 627-5770
P.O. Box 470368
Tulsa, OK 74147
9 MESA MESA RUBBER COMPANY (818) 359-9361
1726 S. Magnolia Ave.
Monrovia, VA 91016
10 PETREX PETREX, INC. (814) 723-2050
P.O. Box 907
Warren, PA 16365
11 PLANT PLANT INSULATION CO. (415) 654-7363
INSULATION P.O. Box 8646
Emeryville, CA 94662
Tank Manual Appendix A
June 1989 Page 3 of 4
VENDOR
NUMBER BRAND NAME VENDOR NAME AND ADDRESS PHONE
12 REEVES REEVES BROTHERS, INC. (803) 570-9210
P.O. Box 431
Rutherfordton, NC 28139
13 TEMCOR TEMCOR (213) 320-0554
P.O. Box 3039
Torrance, CA 90510
14 THERMAL FIN THERMAL FINNED TUBE (213) 685-7546
TUBE PROCESSORS, INC.
1850 E. 61st St.
Los Angeles, CA 90001
15 VAREC VAREC (714) 527-8951
10800 Valley View St.
Cypress, CA 90630
16 W-G (RFI) W-G SEALS, INC. (713) 292-3012
54 S. Woodstock Circle
The Woodlands, TX 77380
17 FIN-TUBE SNYDER ENGINEERING COMPANY (213) 331-3041
1227 E. Thackery
W. Covina, CA 91970
18 FIBERMESH FIBERMESH INC. (619) 259-0901
11760 Sorrento Valley Rd.
Suite H
San Diego, CA 91125
19 STAYTITE J.M. HUBER CORP. (800) 858-4158
P.O. Box 2871
Borger, TX 79007
20 BRUNDAGE BEN W. BRUNDAGE CO. (415) 658-5137
(CHICKSAN) 4390 Piedmont Ave.
Oakland, CA 94611
21 SERROT SERROT CORPORATION (714) 848-0227
P.O. Box 470
Huntington Beach, CA 92648-0470
Appendix A Tank Manual
Page 4 of 4 June 1989
VENDOR
NUMBER BRAND NAME VENDOR NAME AND ADDRESS PHONE
22 COFLEXIP COFLEXIP & SERVICES, INC. (713) 627-8540
422 SW Freeway, Suite 600
Houston, TX 77027
23 ULTRAFLOTE ULTRA FLOTE CORPORTATION (713) 461-2100
8558 Katy Freeway
Suite 100
Houston, TX 77024
APPENDIX B. Conversion Tables
Tank Manual Appendix BConversion Tables
June 1989 B-1
T
O
C
O
N
T
E
N
T
S
Multiply By To Obtain
Acres 43,560 Square feet
Acres 4047 Square meters
Acres 1.562 x 10
3
Square miles
Acres 4840 Square yards
Acre-feet 43,560 Cubic feet
Acre-feet 325,851 Gallons
Acre-feet 1233.48 Cubic meters
Atmospheres 76.0 Cms of mercury
Atmospheres 29.92 Inches of mercury
Atmospheres 33.90 Feet of water
Atmospheres 10.332 Kgs/sq meter
Atmospheres 14.70 Lbs/sq inch
Atmospheres 1.058 Tons/sq ft
Barrels-oil 42 Gallons-oil
Barrels-Beer 31 Gallons-Beer
Barrels-Whiskey 45 Gallons-Whiskey
Barrels/Day-oil 0.02917 Gallons/Min-oil
Bags or sacks-cement 94 Pounds-cement
Board feet 144 sq in. Cubic inches
x 1 in.
British Thermal Units 0.2520 Kilogram-calories
British Thermal Units 777.6 Foot-lbs
British Thermal Units 3.927 x 10
4
Horsepower-hrs
British Thermal Units 107.5 Kilogram-meters
British Thermal Units 2.928 x 10
4
Kilowatt-hrs
B.T.U./min 12.96 Foot-lbs/sec
B.T.U./min 0.02356 Horsepower
B.T.U./min 0.01757 Kilowatts
B.T.U./min 17.57 Watts
Centares (Centiares) 1 Square meters
Centigrams 0.01 Grams
Centiliters 0.01 Liters
Centimeters 0.3937 Inches
Centimeters 0.01 Meters
Centimeters 10 Millimeters
Centimeters of Mercury 0.01316 Atmospheres
Centimeters of Mercury 0.4461 Feet of water
Centimeters of Mercury 136.0 Kgs/sq meter
Centimeters of Mercury 27.85 Lbs/sq ft
Centimeters of Mercury 0.1934 Lbs/sq inch
Centimeters/sec 1.969 Feet/min
Centimeters/sec 0.03281 Feet/sec
Centimeters/sec 0.036 Kilometers/hr
Centimeters/sec 0.6 Meters/min
Centimeters/sec 0.02237 Miles/hr
Centimeters/sec 3.728 x 10
-4
Miles/min
Cms/sec/sec 0.03281 Feet/sec/sec
Cubic centimeters 3.531 x 10
-5
Cubic feet
Cubic centimeters 6.102 x 10
-2
Cubic inches
Cubic centimeters 10
-4
Cubic meters
Cubic centimeters 1.308 x 10
-4
Cubic yards
Cubic centimeters 2.642 x 10
-4
Gallons
Cubic centimeters 9.999 x 10
-4
Liters
Cubic centimeters 2.113 x 10
-3
Pints (liq)
Cubic centimeters 1.057 x 10
-3
Quarts (liq)
Cubic feet 2.832 x 10
-4
Cubic cms
Cubic feet 1728 Cubic inches
Cubic feet 0.02832 Cubic meters
Cubic feet 0.03704 Cubic yards
Cubic feet 7.48052 Gallons
Cubic feet 28.32 Liters
Cubic feet 59.84 Pints (liq)
Cubic feet 29.92 Quarts (liq)
Multiply By To Obtain
Cubic feet/min 472.0 Cubic cms/sec
Cubic feet/min 0.1247 Gallons/sec
Cubic feet/min 0.4719 Liters/sec
Cubic feet/min 62.43 Pounds of water/min
Cubic feet/sec 0.646317 Millions gals/day
Cubic feet/sec 448.831 Gallons/min
Cubic inches 16.39 Cubic centimeters
Cubic inches 5.787 x 10
-4
Cubic feet
Cubic inches 1.639 x 10
-5
Cubic meters
Cubic inches 2.143 x 10
-5
Cubic yards
Cubic inches 4.329 x 10
-3
Gallons
Cubic inches 1.639 x 10
-2
Liters
Cubic inches 0.03463 Pints (liq)
Cubic inches 0.01732 Quarts (liq)
Cubic meters 10
6
Cubic centimeters
Cubic meters 35.31 Cubic feet
Cubic meters 61023 Cubic inches
Cubic meters 1.308 Cubic yards
Cubic meters 264.2 Gallons
Cubic meters 999.97 Liters
Cubic meters 2113 Pints (liq)
Cubic meters 1057 Quarts (liq)
Cubic meters/hr 4.40 Gallons/min
Cubic yards 764,554.86 Cubic centimeters
Cubic yards 27 Cubic feet
Cubic yards 46.656 Cubic inches
Cubic yards 0.7646 Cubic meters
Cubic yards 202.0 Gallons
Cubic yards 764.5 Liters
Cubic yards 1616 Pints (liq)
Cubic yards 807.9 Quarts (liq)
Cubic yards/min 0.45 Cubic feet/sec
Cubic yards/min 3.366 Gallons/sec
Cubic yards/min 12.74 Liters/sec
Decigrams 0.1 Grams
Deciliters 0.1 Liters
Decimeters 0.1 Meters
Degrees (angle) 60 Minutes
Degrees (angle) 0.01745 Radians
Degrees (angle) 3600 Seconds
Degrees/sec 0.01745 Radians/sec
Degrees/sec 0.1667 Revolutions/min
Degrees/sec 0.002778 Revolutions/sec
Dekagrams 10 Grams
Dekaliters 10 Liters
Dekameters 10 Meters
Drams 27.34375 Grains
Drams 0.0625 Ounces
Drams 1.771845 Grams
Fathoms 6 Feet
Feet 30.48 Centimeters
Feet 12 Inches
Feet 0.3048 Meters
Feet 1/3 Yards
Feet of water 0.0295 Atmospheres
Feet of water 0.8826 Inches of mercury
Feet of water 304.8 Kgs/sq meter
Feet of water 62.43 Lbs/sq ft
Feet of water 0.4335 Lbs/sq inch
Feet/min 0.5080 Centimeters/sec
Feet/min 0.01667 Feet/sec
Feet/min 0.01829 Kilometers/hr
Feet/min 0.3048 Meters/min
Appendix BConversion Tables Tank Manual
B-2 June 1989
Multiply By To Obtain
Feet/min 0.01136 Miles/hr
Feet/sec 30.48 Centimeters/sec
Feet/sec 1.097 Kilometers/hr
Feet/sec 0.5924 Knots
Feet/sec 18.29 Meters/min
Feet/sec 0.6818 Miles/hr
Feet/sec 0.01136 Miles/min
Feet/sec/sec 30.48 Cms/sec/sec
Feet/sec/sec 0.3048 Meters/sec/sec
Foot-pounds 1.286 x 10
-3
British Thermal Units
Foot-pounds 5.050 x 10
-7
Horsepower-hrs
Foot-pounds 3.240 x 10
-4
Kilogram-calories
Foot-pounds 0.1383 Kilogram-meters
Foot-pounds 3.766 x 10
-7
Kilowatt-hours
Foot-pounds/min 2.140 x 10
-5
B.T.U./sec
Foot-pounds/min 0.01667 Foot-pounds/sec
Foot-pounds/min 3.030 x 10
-5
Horsepower
Foot-pounds/min 5.393 x 10
-3
Gm-calories/sec
Foot-pounds/min 2.280 x 10
-5
Kilowatts
Foot-pounds/sec 7.704 x 10
-2
B.T.U./min
Foot-pounds/sec 1.818 x 10
-3
Horsepower
Foot-pounds/sec 1.941 x 10
-2
Kg-calories/min
Foot-pounds/sec 1.356 x 10
-3
Kilowatts
Gallons 3785 Cubic centimeters
Gallons 0.1337 Cubic feet
Gallons 231 Cubic inches
Gallons 3.785 x 10
-3
Cubic meters
Gallons 4.951 x 10
-3
Cubic yards
Gallons 3.785 Liters
Gallons 8 Pints (liq)
Gallons 4 Quarts (liq)
Gallons-Imperial 1.20095 U.S. gallons
Gallons-U.S. 0.83267 Imperial Gallons
Gallons water 8.345 Pounds of water
Gallons/min 2.228 x 10
-3
Cubic feet/sec
Gallons/min 0.06308 Liters/sec
Gallons/min 8.0208 Cu ft/hr
Grains (troy) 0.06480 Grams
Grains (troy) 0.04167 Pennyweights (troy)
Grains (troy) 2.0833 x 10
-3
Ounces (troy)
Grains/U.S. gal 17.118 Parts/million
Grains/U.S. gal 142.86 Lbs/million gal
Grains/Imp gal 14.254 Parts/million
Grams 980.7 Dynes
Grams 15.43 Grains
Grams .001 Kilograms
Grams 1000 Milligrams
Grams 0.03527 Ounces
Grams 0.03215 Ounces (troy)
Grams 2.205 x 10
-3
Pounds
Grams/cm 5.600 x 10
-3
Pounds/inch
Grams/cu cm 62.43 Pounds/cubic foot
Grams/cu cm 0.03613 Pounds/cubic inch
Grams/liter 58.416 Grains/gal
Grams/liter 8.345 Pounds/1000 gals
Grams/liter 0.06242 Pounds/cubic foot
Grams/liter 1000 Parts/million
Hectares 2.471 Acres
Hectares 1.076 x 10
5
Square feet
Hectograms 100 Grams
Hectoliters 100 Liters
Hectometers 100 Meters
Hectowatts 100 Watts
Multiply By To Obtain
Horsepower 42.44 B.T.U./min
Horsepower 33,000 Foot-lbs/min
Horsepower 550 Foot-lbs/sec
Horsepower 1.014 Horsepower (metric)
Horsepower 10.547 Kg-calories/min
Horsepower 0.7457 Kilowatts
Horsepower 745.7 Watts
Horsepower (boiler) 33,493 B.T.U./hr
Horsepower (boiler) 9.809 Kilowatts
Horsepower-hours 2546 B.T.U.
Horsepower-hours 1.98 x 10
6
Foot-lbs
Horsepower-hours 641.6 Kilogram-calories
Horsepower-hours 2.737 x 10
5
Kilogram-meters
Horsepower-hours 0.7457 Kilowatt-hours
Inches 2.540 Centimeters
Inches of mercury 0.03342 Atmospheres
Inches of mercury 1.133 Feet of water
Inches of mercury 345.3 Kgs/sq meter
Inches of mercury 70.73 Lbs/sq foot
Inches of mercury (32F) 0.491 Lbs/sq inch
Inches of water 0.002458 Atmospheres
Inches of water 0.07355 Inches of mercury
Inches of water 25.40 Kgs/sq meter
Inches of water 0.578 Ounces/sq inch
Inches of water 5.202 Lbs/sq foot
Inches of water 0.03613 Lbs/sq inch
Kilograms 980.665 Dynes
Kilograms 2.205 Lbs
Kilograms 1.102 x 10
-3
Tons (short)
Kilograms 10
3
Grams
Kilograms-cal/sec 3.968 B.T.U./sec
Kilograms-cal/sec 3086 Foot-lbs/sec
Kilograms-cal/sec 5.6145 Horsepower
Kilograms-cal/sec 4186.7 Watts
Kilogram-cal/min 3085.9 Foot-lbs/min
Kilogram-cal/min 0.09351 Horsepower
Kilogram-cal/min 69.733 Watts
Kgs/meter 0.6720 Lbs/foot
Kgs/sq meter 9.678 x 10
-5
Atmospheres
Kgs/sq meter 3.281 x 10
-3
Feet of water
Kgs/sq meter 2.896 x 10
-3
Inches of mercury
Kgs/sq meter 0.2048 Lbs/sq foot
Kgs/sq meter 1.422 x 10
-3
Lbs/sq inch
Kgs/sq millimeter 10
6
Kgs/sq meter
Kiloliters 10
3
Liters
Kilometers 10
5
Centimeters
Kilometers 3281 Feet
Kilometers 10
3
Meters
Kilometers 0.6214 Miles
Kilometers 1094 Yards
Kilometers/hr 27.78 Centimeters/sec
Kilometers/hr 54.68 Feet/min
Kilometers/hr 0.9113 Feet/sec
Kilometers/hr .5399 Knots
Kilometers/hr 16.67 Meters/min
Kilometers/hr 0.6214 Miles/hr
Kms/hr/sec 27.78 Cms/sec/sec
Kms/hr/sec 0.9113 Ft/sec/sec
Kms/hr/sec 0.2778 Meters/sec/sec
Kilowatts 56.907 B.T.U./min
Kilowatts 4.425 x 10
4
Foot-lbs/min
Kilowatts 737.6 Foot-lbs/sec
Kilowatts 1.341 Horsepower
Tank Manual Appendix BConversion Tables
June 1989 B-3
Multiply By To Obtain
Kilowatts 14.34 Kg-calories/min
Kilowatts 10
3
Watts
Kilowatt-hours 3414.4 B.T.U.
Kilowatt-hours 2.655 x 10
6
Foot-lbs
Kilowatt-hours 1.341 Horsepower-hrs
Kilowatt-hours 860.4 Kilogram-calories
Kilowatt-hours 3.671 x 10
5
Kilogram-meters
Liters 10
3
Cubic centimeters
Liters 0.03531 Cubic feet
Liters 61.02 Cubic inches
Liters 10
-3
Cubic meters
Liters 1.308 x 10
-3
Cubic yards
Liters 0.2642 Gallons
Liters 2.113 Pints (liq)
Liters 1.057 Quarts (liq)
Liters/min 5.886 x 10
-4
Cubic ft/sec
Liters/min 4.403 x 10
-3
Gals/sec
Lumber Width (in.) x
Thickness (in.)/12 Length (ft.) Board feet
Meters 100 Centimeters
Meters 3.281 Feet
Meters 39.37 Inches
Meters 10
-3
Kilometers
Meters 10
3
Millimeters
Meters 1.094 Yards
Meters/min 1.667 Centimeters/sec
Meters/min 3.281 Feet/min
Meters/min 0.05468 Feet/sec
Meters/min 0.06 Kilometers/hr
Meters/min 0.03728 Miles/hr
Meters/sec 196.8 Feet/min
Meters/sec 3.281 Feet/sec
Meters/sec 3.6 Kilometers/hr
Meters/sec 0.06 Kilometers/min
Meters/sec 2.287 Miles/hr
Meters/sec 0.03728 Miles/min
Microns 10
-6
Meters
Miles 1.609 x 10
5
Centimeters
Miles 5280 Feet
Miles 1.609 Kilometers
Miles 1760 Yards
Miles/hr 44.70 Centimeters/sec
Miles/hr 88 Feet/min
Miles/hr 1.467 Feet/sec
Miles/hr 1.609 Kilometers/hr
Miles/hr 0.8689 Knots
Miles/hr 26.82 Meters/min
Miles/min 2682 Centimeters/sec
Miles/min 88 Feet/sec
Miles/min 1.609 Kilometers/min
Miles/min 60 Miles/hr
Milliers 103 Kilograms
Milligrams 10-3 Grams
Milliliters 10
-3
Liters
Millimeters 0.1 Centimeters
Millimeters 0.03937 Inches
Milligrams/liter 1 Parts/million
Million gals/day 1.54723 Cubic ft/sec
Miners inches 1.5 Cubic ft/min
Minutes (angle) 2.909 x 10
-4
Radians
Ounces 16 Drams
Ounces 437.5 Grains
Ounces 0.0625 Pounds
Multiply By To Obtain
Ounces 28.3495 Grams
Ounces 0.9115 Ounces (troy)
Ounces 2.790 x 10
-5
Tons (long)
Ounces 2.835 x 10
-5
Tons (metric)
Ounces (troy) 480 Grains
Ounces (troy) 20 Pennyweights (troy)
Ounces (troy) 0.08333 Pounds (troy)
Ounces (troy) 31.10348 Grams
Ounces (troy) 1.09714 Ounces (avoir)
Ounces (fluid) 1.805 Cubic inches
Ounces (fluid) 0.02957 Liters
Ounces/sq inch 0.0625 Lbs/sq inch
Parts/million 0.0584 Grains/U.S. gal
Parts/million 0.07015 Grains/Imp gal
Parts/million 8.345 Lbs/million gal
Pennyweights (troy) 24 Grains
Pennyweights (troy) 1.55517 Grams
Pennyweights (troy) 0.05 Ounces (troy)
Pennyweights (troy) 4.1667 x 10
-3
Pounds (troy)
Pounds 16 Ounces
Pounds 256 Drams
Pounds 7000 Grains
Pounds 0.0005 Tons (short)
Pounds 453.5924 Grams
Pounds 1.21528 Pounds (troy)
Pounds 14.5833 Ounces (troy)
Pounds (troy) 5760 Grains
Pounds (troy) 240 Pennyweights (troy)
Pounds (troy) 12 Ounces (troy)
Pounds (troy) 373.2417 Grams
Pounds (troy) 0.822857 Pounds (avoir)
Pounds (troy) 13.1657 Ounces (avoir)
Pounds (troy) 3.6735 x 10
-4
Tons (long)
Pounds (troy) 4.1143 x 10
-4
Tons (short)
Pounds (troy) 3.7324 x 10-4 Tons (metric)
Pounds of water 0.01602 Cubic feet
Pounds of water 27.68 Cubic inches
Pounds of water 0.1198 Gallons
Pounds of water/min 2.670 x 10-4 Cubic ft/sec
Pounds/cubic foot 0.01602 Grams/cubic cm
Pounds/cubic foot 16.02 Kgs/cubic meters
Pounds/cubic foot 5.787 x 10
-4
Lbs/cubic inch
Pounds/cubic inch 27.68 Grams/cubic cm
Pounds/cubic inch 2.768 x 10
4
Kgs/cubic meter
Pounds/cubic inch 1728 Lbs/cubic foot
Pounds/foot 1.488 Kgs/meter
Pounds/inch 1152 Grams/cm
Pounds/sq foot 0.01602 Feet of water
Pounds/sq foot 4.882 Kgs/sq meter
Pounds/sq foot 6.944 x 10
-3
Pounds/sq inch
Pounds/sq inch 0.06804 Atmospheres
Pounds/sq inch 2.307 Feet of water
Pounds/sq inch 2.036 Inches of mercury
Pounds/sq inch 703.1 Kgs/sq meter
Quadrants (angle) 90 Degrees
Quadrants (angle) 5400 Minutes
Quadrants (angle) 1.571 Radians
Quarts (dry) 67.20 Cubic inches
Quarts (liq) 57.75 Cubic inches
Quintal, Argentine 101.28 Pounds
Quintal, Brazil 129.54 Pounds
Quintal, Castile, Peru 101.43 Pounds
Quintal, Chile 101.41 Pounds
Appendix BConversion Tables Tank Manual
B-4 June 1989
Multiply By To Obtain
Quintal, Mexico 101.47 Pounds
Quintal, metric 220.46 Pounds
Quires 25 Sheets
Radians 57.30 Degrees
Radians 3438 Minutes
Radians 0.637 Quadrants
Radians/sec 57.30 Degrees/sec
Radians/sec 0.1592 Revolutions/sec
Radians/sec 9.549 Revolutions/min
Radians/sec/sec 573.0 Rev/min/min
Radians/sec/sec 0.1592 Rev/sec/sec
Reams 500 Sheets
Revolutions 360 Degrees
Revolutions 4 Quadrants
Revolutions 6.283 Radians
Revolutions/min 6 Degrees/sec
Revolutions/min 0.1047 Radians/sec
Revolutions/min 0.01667 Revolutions/sec
Revolutions/min/min 1.745 x 10
-3
Rads/sec/sec
Revolutions/min/min 2.778 x 10
-4
Revs/sec/sec
Revolutions/sec 360 Degrees/sec
Revolutions/sec 6.283 Radians/sec
Revolutions/sec 60 Revolutions/min
Revolutions/sec/sec 6.283 Radians/sec/sec
Revolutions/sec/sec 3600 Revs/min/min
Seconds (angle) 4.848 x 10-4 Radians
Square centimeters 1.076 x 10-3 Square feet
Square centimeters 0.1550 Square inches
Square centimeters 10
-4
Square meters
Square centimeters 100 Square millimeters
Square feet 2.296 x 10
-5
Acres
Square feet 929.0 Square centimeters
Square feet 144 Square inches
Square feet 0.09290 Square meters
Square feet 3.587 x 10
-4
Square miles
Square feet 1/9 Square yards
1/Sq ft/ga/min 8.0208 Overflow rate (ft/hr)
Square inches 6.452 Square centimeters
Square inches 6.944 x 10
-3
Square feet
Square inches 645.2 Square millimeters
Square kilometers 247.1 Acres
Square kilometers 10.76 x 10
6
Square feet
Square kilometers 10
6
Square meters
Square kilometers 0.3861 Square miles
Square kilometers 1.196 x 10
6
Square yards
Square meters 2.471 x 10
-4
Acres
Square meters 10.76 Square feet
Square meters 3.861 x 10
-7
Square miles
Square meters 1.196 Square yards
Square miles 640 Acres
Square miles 27.88 x 10
6
Square feet
Square miles 2.590 Square kilometers
Square miles 3.098 x 10
6
Square yards
Square millimeters 0.01 Square centimeters
Square millimeters 1.550 x 10
-3
Square inches
Square yards 2.066 x 10
-4
Acres
Square yards 9 Square feet
Square yards 0.8361 Square meters
Square yards 3.228 x 10
-7
Square miles
Temp (C) + 273 1 Abs. temp (C)
Temp (C) + 17.78 1.8 Temp (F)
Temp (F) + 460 1 Abs. temp (F)
Temp (F) - 32 5/9 Temp (C)
Multiply By To Obtain
Tons (long) 1016 Kilograms
Tons (long) 2240 Pounds
Tons (long) 1.12000 Tons (short)
Tons (metric) 10
3
Kilograms
Tons (metric) 2205 Pounds
Tons (short) 2000 Pounds
Tons (short) 32,000 Ounces
Tons (short) 907.1843 Kilograms
Tons (short) 2430.56 Pounds (troy)
Tons (short) 0.89287 Tons (long)
Tons (short) 29166.66 Ounces (troy)
Tons (short) 0.90718 Tons (metric)
Tons of water/24 hrs 83.333 Pounds water/hr
Tons of water/24 hrs 0.16643 Gallons/min
Tons of water/24 hrs 1.3349 Cu ft/hr
Watts 0.05686 B.T.U./min
Watts 44.25 Foot-lbs/min
Watts 0.7376 Foot-lbs/sec
Watts 1.341 x 10-3 Horsepower
Watts 0.01434 Kg-calories/min
Watts 10
-3
Kilowatts
Watt-hours 3.414 B.T.U.
Watt-hours 2655 Foot-lbs
Watt-hours 1.341 x 10
-3
Horsepower-hrs
Watt-hours 0.8604 Kilogram-calories
Watt-hours 367.1 Kilogram-meters
Watt-hours 10
-3
Kilowatt-hours
Yards 91.44 Centimeters
Yards 3 Feet
Yards 36 Inches
Yards 0.9144 Meters
Tank Manual Appendix BConversion Tables
June 1989 B-5
TAMAPPB8.PCC
TEMPERATURE CONVERSION TABLE
Appendix BConversion Tables Tank Manual
B-6 June 1989
TAMAPPB9.PCC
Tank Manual Appendix BConversion Tables
June 1989 B-7
Appendix C: GUIDELINES FOR SEISMICALLY EVALUATING AND
RETROFITTING EXISTING TANKS
Table of Contents
C1.0 Introduction C-2
C2.0 Tank Evaluation Procedures and Methodology C-2
C2.1 Evaluating Seismically Vulnerable Tank Appurtenances C-3
C2.2 API 650 Earthquake Stability Requirements C-5
C2.3 Manos Stability Requirements C-6
C3.0 Appropriate Retrofit Decisions C-12
C3.1 Retrofit Decision Aids C-12
C4.0 General Tank Retrofit Approaches C-14
C4.1 Anchoring Tanks With Existing Slab Foundations C-16
C4.2 Anchoring Tanks With Existing Ringwall Foundations C-16
C4.3 Anchoring Tanks Without Existing Foundations C-16
C4.4 Anchoring Tanks During Tank Bottom Replacement C-16
C5.0 Design Considerations When Anchoring Existing Tanks C-18
C6.0 References C-21
Tank Manual Appendix C
June 1994 C-1
T
O
C
O
N
T
E
N
T
S
C1.0 INTRODUCTION
The purpose of this appendix is to provide the user with guidelines on evaluating and retrofitting existing tanks
for seismic considerations.
Oil storage tanks are typically designed according to the industry standard API 650. Seismic considerations as
contained in Appendix E of API 650 first appeared in the 3rd revision of the Sixth Edition dated 10/15/79. Although
the general theory was developed earlier, few tanks were designed with this methodology before 1979. Also, since
then, there have been some advances in the understanding of a tanks dynamic performance. However, these
advances have not been incorporated into the existing API code.
Because only recently constructed tanks have been designed to resist earthquakes, there may be several seismically
vulnerable tanks in any given tank population. To limit a facilitys exposure to earthquake damage, seismically
vulnerable tanks should be identified and their vulnerability reduced.
The following topics are covered in this report:
Evaluating a tanks safe capacity based on API seismic criteria and a method developed by George Manos
[2].
Retrofit Decision Aids.
A review of tank retrofit options.
C2.0 TANK EVALUATION PROCEDURES AND METHODOLOGY
Existing tanks in high seismic zones (UBC zones 2, 3, and 4) that were built prior to the introduction of Appendix E
in API 650 should be evaluated for seismic stability. This section describes the recommended procedure for these
evaluations. The following brief discussions provides some theoretical background that will assist in understanding
tank performance during earthquakes.
Tank Behavior During Earthquakes
When full, the tanks contents represent most of the tanks mass. Since earthquake forces are proportional to the
mass, the liquids response contributes the most to the seismic overturning moment
The dynamic behavior of the tanks liquid can be divided into two groups. The liquid near the surface moves in
a sloshing mode from one end of the tank to the other, often moving independently from the rest of the tank.
This portion of the liquid is called the convective component. The lower liquid being confined by the sloshing
liquid above, moves in unison with the tanks walls and roof and is called the impulsive component. Both liquids
exert a horizontal force on the tanks walls creating an overturning moment. This overturning moment causes an
unanchored tanks wall to lift up, pulling the bottom plate with it, and causing high compressive stresses in the
tank wall opposite the uplifted side.
Resistance to the overturning moment is provided by the roof and shell weight as well as the liquid resting on
the uplifted portion of the bottom plate.
Identifying Seismically Vulnerable Tanks
A seismically vulnerable tank could be damaged during an earthquake possibly releasing some or all of its contents.
The following steps will help identify which tanks are seismically vulnerable at a facility.
1. Assess the tanks appurtenances and its general condition.
2. Evaluate the tanks stability based upon tank size and H/D ratio.
3. Assess the tanks stability using the method described in API 650 Appendix E.
Appendix C Tank Manual
C-2 June 1994
4. Reassess the tanks stability using the method proposed by George C. Manos [2] if the tank failed the
API assessment.
Tanks that fail both API and Manos methods may need their fill heights reduced or require retrofitting to decrease
their vulnerability.
C2.1 Evaluating Seismically Vulnerable Tank Appurtenances
During earthquakes, the tank shells upward movement can cause damage to rigid attachments. Damaged attach-
ments can spill product and cause tank down time. The amount of uplift is difficult to predict and only rarely
has it been recorded. Generally, six inches of vertical displacement may be assumed for assessment purposes,
although there has been an instance of a tank uplifting more than one foot during the 1964 Alaska earthquake.
Typical seismically vulnerable tank details are shown in Figure C-1 with explanations shown in Figure C-2. Piping
should be assessed for rupture with loss of contents and it should be realized that the pipe may not remain elastic
during the entire six inch shell displacement. Also, in some cases, the piping may posess sufficient strength to
fail the obstruction before the pipe fails (as in the case of a large diameter pipe passing beneath a walkwaydetail
W, Figure C-1).
Vertical pipes rigidly attached to the tank shell (detail J, Figure C-1) can cause loss of product above the attach
point. For this case, U-Bolt connections should be considered rigid since they may bind with the pipe as the tank
shell displaces vertically.
The tank wall near the roof level will also displace horizontally during an earthquake. Relative movement between
the tank shell and other tanks or the ground may damage the tank and its attached walkways. If the walkway is
attached to the tank shell below the operating safe oil height, product may be lost due to tank shell damage (detail
K1 in Figure C-1). Walkways attached above the operating safe oil height may be damaged but will in all likelihood
not cause a loss of product. The amount of horizontal movement at the tanks roof is difficult to predict, but was
recorded for a group of 10.5 foot diameter by 30 foot high tanks during the 1994 Northridge earthquake. The
tanks in question moved together a total of approximately four to five inches. At that time, the walkway impacted
the tank, stopping further movement together. Estimated ground shaking at this facility was light however, and
therefore displacements during a design earthquake may be larger.
Several of the suggested retrofits require increased flexibility. Increasing flexibility may entail anything from re-
placing the item to removing the nuts on the anchor bolts. It should be noted that since the anchor bolts need to
stretch for uplift to occur, the amount of uplift will be much smaller for an anchored tank than an unanchored
tank. As such, many appurtenances that would be a problem if the tank is unanchored will not be a problem if
the tank is anchored.
Tank Manual Appendix C
June 1994 C-3
JSTN01A0.HPG
TAMAPC-1.GEM
Figure C-1 Seismically Vulnerable Tank Details
Appendix C Tank Manual
C-4 June 1994
C2.2 API 650 Earthquake Stability Requirements
To be seismically safe, API 650 Appendix E evaluates the shells compressive stresses. When ratio M/(D
2
(w
t
+ w
L
)
hereafter called the stability ratio approaches 1.57, the tank shells compressive stresses become excessive and
the tank is unstable. Since the tank shells compressive stress will exceed its allowable stress only when its stability
ratio is close to 1.57, the compressive stress usually doesnt have to be checked. As a result, the tanks stability
is usually assessed by calculating its stability ratio.
As an initial stability check, the operating fluid-height
to tank-diameter ratio can be calculated and compared
to Figure C-3 below. Tanks with H/Ds less than those
listed in Figure C-3 will most likely pass API 650
criteria.
TAMAPC-3.WP
Possible Failure Scenario Suggested Retrofit
A Loss of Product due to pipe or tank shell failure. Add flexibility to pipe or remove
obstruction.
B Loss of product due to pipe or tank shell failure. Add flexibility to pipe.
D Loss of product due to pipe or tank bottom failure. Add flexibility to pipe.
E Loss of product due to pipe or tank bottom failure. Reroute piping toward center of tank
and/or extend concrete basin beyond
pipe/tank connection and add
flexibility to the pipe.
G Loss of product due to relative tank displacements
and piping inflexibility.
Increase piping flexibility by
providing horizontal or vertical bends.
J Loss of product at piping support due to shell
tearing.
Anchor pipe at shell roof connection
or provide sliding connection.
K1 Loss of product due to relative tank displacement
and walkway inflexibility.
Increase walkway flexibility to
accommodate relative displacements.
K2 Damage to walkway and/or tank roof but no
significant loss of product.
Increase walkway flexibility to
accommodate relative displacements.
S Stairway damage with possible loss of contents. Support stairway exclusively on tank
shell.
W Walkway damaged with possible loss of product
due to piping impact or walkway being attached to
tank shell and ground.
Increase piping flexibility, or attach
walkway exclusively to tank shell, or
provide more piping clearance.
Figure C-2 Seismically Vulnerable Tank Details and Potential Retrofits
Tank Diameter
(Ft)
H/D
175 > D 0.25
95 > D 175
0.30
60 > D 95
0.40
D 60
0.50
Figure C-3 Allowable H/D vs Tank Size
Tank Manual Appendix C
June 1994 C-5
The table was made using some conservative assumptions which are:
Seismic zone 4
Specific gravity of 1.0
Annular ring thickness of 1/4 inch
An S
3
soil site
If the tanks specific gravity is greater than 1.0, rests on an S4 soils site, or has an unusually thin shell (D/t >
2000), the tank may satisfy Figure C-3 but not pass API 650 criteria. Tanks in this category should be evaluated
numerically by using API 650 Appendix E. An example of how to use the seismic requirements in API 650
Appendix E is shown in Chapter 460 of this manual.
Tanks That Fail API Criterion
Tanks that have a stability ratio greater than 1.57 should have their safe seismic fill height calculated. This height
can be found iteratively by using different fill heights until the stability ratio is just less than 1.57.
Tanks that fail API 650 criterion can alternatively be evaluated using method developed by George Manos. This
method is presented in detail in section C2.3.
It should be realized that Tanks with thinner than average shells may pass API 650 criteria but fail the Manos
method. This is because the Manos method is more sensitive to the tanks shell thickness than API 650. The
difference becomes more pronounced for tanks with high strength steels and when a thickened annular ring is
used. See section C2.3 for more detail.
C2.3 Manos Stability Requirements
Introduction
For most tanks API 650 Appendix E conservatively estimates their seismic performance. This is because API 650
considerably underestimates the amount of bottom plate uplifted during an earthquake. The API approach assumes
the bottom plate develops plastic hinges and does not recognize the important role played by the in-plane stresses
in the bottom plate during uplift. By underestimating the amount of bottom plate uplifted, API 650 underestimates
the resisting liquid on the uplifted bottom plate. This causes API 650 to calculate stability ratios that are too high
and therefore, fail some tanks for being unstable that are seismically safe. This effect becomes more pronounced
with small diameter tanks.
As an alternative to the API 650 approach, Manos [2] has developed an approach based on experimental studies
that better predicts tank seismic performance for most tanks. Instead of trying to model the complex dynamic
uplifting plate behavior, Manos assumes a stress distribution at which the shell buckles and solves for the accel-
eration. This acceleration, C
eq
, is the response acceleration at which the tank wall buckles and the tank becomes
unstable. Comparing C
eq
to the peak spectral acceleration, C
ex
, specifies if the tank is stable.
Foundation stiffness can have a considerable effect on tank performance. Since a flexible foundation allows for
more rigid-body motion it has more uplift, radial displacement and penetration. The compressive stresses in the
tank shell are decreased as the foundation becomes more flexible and is accounted for by a foundation deformability
coefficient in the seismic resistance equation.
Appendix C Tank Manual
C-6 June 1994
Evaluation Procedure
The equation for determining the tanks seismic resistance is:
C
eq
.372 SEt
s
2
w
GRH
2
|
.
m
1
m
t
`
,
1
|
.
R
H
`
,
n
|
.
t
s
t
p
`
,
0.1
(Eq C-1)
The above equation only considers the impulsive liquid for the earthquake forces. Since the tanks shell and
roof only make a small contribution to the earthquake forces, this omission constitutes only a small inaccuracy.
The sloshing liquids absence is compensated for by increasing the moment arm X
1
/H for the impulsive liquid.
The variables are explained below:
Ceq
Cex
= Maximum impulsive acceleration at which the tank is stable (g)
= Peak horizontal spectral acceleration at 2% damping (g)
E
G
H
R
|
.
m
1
m
t
`
,
Wt
Fc
S
n
tp
ts
w
= Youngs modulus of the tank shell material (lb/ft
2
)
= Contents specific gravity
= Liquid height (ft)
= Tank radius (ft)
= Ratio of impulsive to total mass (Figure E-2 from API 650 Appendix E)
= Total weight of the tanks contents (lbs)
= Total summed compressive force in the tanks shell (lbs)
= Foundation deformability coefficient
= 0.1 + 0.2 H/R 0.25
= Annular ring or bottom plate thickness (ft)
= Tank-wall thickness (ft)
= Unit weight of water (lb/ft
3
)
Graphical Procedure
Figure C-4 depicts a graphical representation of the Manos equations that can be used to facilitate rapid evaluation
of the tanks seismic stability. The nomenclature and units for the terms involved in the evaluation is the same
as just described for equation C-1. The procedure may be used to determine the safe seismic fill height for the
tank. A step by step procedure follows.
1. Determine the maximum operating fill height, H, of the tank. If this information is not available from tank records
or other sources, calculate it using the procedure described in subsection 434 or section 1150 of this manual.
2. Determine the following data from tank records or other appropriate sources:
- The tank diameter D
- The specific gravity of the tanks fluid contents, G, i.e., the ratio of the density of the fluid contents
to the density of water
- The thickness of bottom course of the tank shell, ts
- The thickness of the tanks annular ring or bottom plate if the tank doesnt have an annular ring, tp
- The tank shell materials yield strength, Fy
- The foundation deformability coefficient, S
S = 1.2 for tanks supported on crushed rock, wood planks, asphalt pads or soil foundation
S = 1.0 for tanks supported on concrete rings or pads
Tank Manual Appendix C
June 1994 C-7
J
S
T
N
0
5
A
0
.
H
P
G
T
A
M
A
P
C
4
.
G
E
M
F
i
g
u
r
e
C
-
4
M
a
n
o
s
T
a
n
k
S
e
i
s
m
i
c
S
t
a
b
i
l
i
t
y
A
p
p
e
n
d
i
x
C
T
a
n
k
M
a
n
u
a
l
C
-
8
J
u
n
e
1
9
9
4
3. Calculate the lateral seismic acceleration Cex (in gs), as follows.
(a) If site specific DBE (Design Basis Earthquake, typically corresponding to a return period of 475
years) response spectra is available, then Ceq is taken as the peak of the 2% damped spectrum (2%
damping is considered to be appropriate for the impulsive liquids response of unanchored tanks). A
site specific response spectrum shows the accelerations structures would experience for different struc-
tural natural periods. The response spectrum is site specific, that is, it takes into account the sites dis-
tance to known faults and its soil profile. Response spectrum are usually produced by a soils
consultant. If a response spectrum exists for some damping value other than 2%, the peak can be
scaled to the 2% value as follows (see [4] for further details):
C
ex
S
a
()
3.66
4.38(1.04(Ln))
]
]
]
(Eq C-2)
where:
= damping ratio (in percent) for which the peak response spectrum acceleration is available
S
a
()
peak spectral acceleration for damping ratio of
For example, if the peak of the 5% response spectrum is known to be 0.95g, then = 5.0, Sa () =
0.95g and Cex, the peak response for 2% damping is:
C
ex
0.95g
3.66
4.381.04(Ln 5.0)
]
]
]
1.28g
(b) If a site specific response spectrum is not available, then use the values listed in Figure C-5. These
values are shown in the paper by Manos using the amplification factor of 4.3 he recommends S1, S2,
and S3 are soil types defined in the UBC [3].
SOIL TYPE
UBC Seismic
Zone (3) S1 S2 S3
1 0.19 0.23 0.29
2A 0.39 0.46 0.58
2B 0.52 0.62 0.77
3 0.77 0.93 1.16
4 1.03 1.24 1.55
TAMAPC-5.WP
Figure C-5 Peak Spectral Values Cex
Tank Manual Appendix C
June 1994 C-9
4. Using the values for D, G, Cex, ts, tp and S from Steps (1) through (3), calculate F(D) from the following equation:
F
(D)
D
2
GC
ex
(t
s
t
p
)
0.1
t
s
S
(Eq. C-3)
5. Calculate D/ts. Using Figure C-4 and entering the curve corresponding to the calculated value of D/ts at the
appropriate F(D) value, determine the value of H/D. Note that if D/ts lies between two values for which
curves are supplied, interpolate linearly between those two curves when determining the upper bound value
from Figure C-4. Also, low D/ts valves are limited by the tank shells yield stress.
6. Find the upperbound on H/D for the Cex value found in step 3. The vertical (i.e., constant H/D) lines in
Figure C-4 represent upper bound values of H/D for different values of Cex. If the value of Cex found in
Step (3) does not coincide with any of the values shown in Figure C-4, then the upper bound on H/D can
be interpolated or calculated from equation C-4.
H
D
1.52
C
ex
+ 0.22
(Eq. C-4)
7. Take the lower of the H/D values found in steps 5 and 6 and multiply by D to get H. This is the seismic
safe fill height. If it is greater than the tanks operating height, the tank is stable. If it is less then the tanks
operating height then the tank is unstable at the tanks operating safe oil height.
Example
For an example of the above procedure, consider a 36 foot diameter by 35 foot high tank at the El Segundo
Refinery. It is required to determine the seismic safe fill height for the tank.
1. Take H = Current Operating Safe Oil Height = 34.5 ft.
2. Tank Diameter D = 36 ft.
Liquid specific gravity G = 1.0
Bottom course shell thickness ts = 0.29 inches = 0.0242 feet
Bottom plate thickness tp = 0.25 inches = 0.0208 feet
Tank shell Yield strength Fy = 36 Ksi
Foundation rigidity factor S = 1.0 (Concrete Pad)
3. Following the procedure described above and using the 5% damped site specific response spectrum for the
El Segundo site, which has a peak of 0.95g, Cex = 1.28g.
4. Calculate F(D)
F
(D)
D
2
G C
eq
(t
s
t
p
)
0.1
t
s
S
(36)
2
1.0 (1.28)
(0.0242
0.0208)
0.1
0.0242 (1.0)
F
(D)
6.75 X 10
4
5. D/ts = 36/0.0242 = 1487. Since 1487 is almost 1500 use the D/ts = 1500 curve. From Figure C-4, the allowable
H/D is about 0.75.
6. The upper bound on H/D for Cex = 1.28 is found by interpolating between the vertical lines of Cex = 1.2
and Cex = 1.4. From Figure C-4 upper bound is about H/D = 1.4.
7. H/D = 0.75 from step 5 is the lower value and controls in this case. The seismic safe fill height is then:
0.75 (36) = 27 ft.
Appendix C Tank Manual
C-10 June 1994
Since this is less than the current operating safe fill height, the tank is unstable at the tanks operating safe oil
height.
Numerical Procedure
If increased accuracy is desired, the tanks seismic safe fill height can be solved for numerically using an iterative
process. The procedure uses equation C-1 with the following modifications.
1. The Manos method uses 75% of the theoretical buckling stress. For small diameter tanks with low D/ts, this
stress may exceed the yield stress. The buckling stress is therefore limited to the shells yield stress. This is
taken into account by calculating an additional variable, , which relates the tank shells yield stress to its
buckling stress.
yield
buckle
(Eq C-5)
buckle
0.454E(t
s
)
R
(Eq C-6)
If
buckle
yield
1.0
2. The Manos method sums up the stresses in the shell to calculate an overturning moment. However, for small
tanks summing the compressive shell stresses may yield a force (F
c)
which can be greater than the total tank
weight including contents (W
t
). To correct this problem, an additional variable, , which relates the tank
contents weight to the summed compressive force is introduced.
W
t
F
c
(Eq C-7)
Where:
W
t
62.4 G( H D
2
)
4
(Eq C-8)
F
c
0.38SEt
s
2
(
R
H
)
n
(t
s
t
p
)
0.1
(Eq C-9)
If W
t
F
c
Then 1.0
C
eq
is calculated from equation C-1 and multiplied by the smaller of or to get a modified C
eq
. If C
eq
> C
ex
then the tank is stable. When C
eq
= C
ex
the fill height used, H, is the seismic safe fill height. To get this fill
height, equation C-1 is checked with different fill heights until C
eq
= C
ex
.
Tanks that Fail API and Manos Criteria
A tank that has a C
eq
less than the peak acceleration which the tank would be expected to see in an earthquake
C
ex
, is unstable and should have its safe seismic fill height calculated. The safe seismic fill heights from API 650
and Manos can be compared and for most cases, the safe seismic fill height based on the Manos method should
be used. This is usually the higher of the two. The Manos Method is more sensitive to the tanks shell thickness
than API 650 Appendix E. This may be particularly important for tanks which have thinner than average shells
such as tanks with high-strength steels. For these tanks the Manos Method may calculate a lower safe seismic
fill height than API 650.
While the Manos Method is more sensitive to tank shell thickness than API 650 Appendix E, it is less sensitive
to a tanks annular ring thickness. A thicker annular ring allows the tank to mobilize more fluid as the tank shell
uplifts and can have an important stabilizing affect on tank stability. For tanks with annular rings thicker than
1/4 inch, Appendix E of API 650 is thought to be more appropriate.
Tank Manual Appendix C
June 1994 C-11
To reduce the seismic vulnerability of a tank, the maximum operating fill height should be reduced to the safe
seismic fill height, or, alternately, a tank can be retrofitted. Section C3.0 and C4.0 discuss retrofit options in more
detail.
Legal Considerations
Many states require that new tanks be built in accordance with good engineering practice or applicable design
codes. The governing standard is often API 650 and in these cases the seismic design requirements listed in
Appendix E have been used.
For assessing existing tanks, the applicable seismic standard becomes less clear. API 653 is the only standard that
covers in service storage tanks. This standard does not specifically address which design code or standard should
be used to perform a seismic evaluation. Instead, it directs the tank engineer to consider and evaluate all anticipated
load conditions, including seismic loads. Because this standard does rely heavily on the principles of API 650
one may presume that Appendix E may be used to evaluate an existing tank if nothing better exists. However,
there is nothing to prevent the tank engineer from using other standards or codes. Since the various seismic codes
and standards give differing results it is natural to choose the method that provides the lease costs to implement.
Of course, prudent engineering judgment should always be used.
From a legal viewpoint, the important thing to do is for the engineer to document not only the basis for selecting
the method of analysis to be used but to document the rationale for the design conditions and to show that
consideration was given to the risks associated with the proposed designs.
C3.0 APPROPRIATE RETROFIT DECISIONS
Once a tank has been identified as being seismically vulnerable, a choice needs to be made as to how to best
mitigate the tanks seismic vulnerability. Some possible options are:
Reducing the tanks operating height
Changing tank service to a lighter product
Retrofitting the existing tank
Building a new tank
Mitigating the consequences of tank failure
Reducing the fill height to the safe seismic fill height and changing tank service are the easiest options to implement.
However, these options may have a significant effect on a facilitys operation which may preclude choosing them.
Additional techniques which can help an engineer decide which tanks should be retrofitted are presented in Section
C3.1
C3.1 Retrofit Decision Aids
When a tank is retrofitted, usually the safe seismic fill height can be raised to the tanks maximum operating
height. The additional tankage gained by the increase in height, however, may be small. This cost per additional
barrel gained by retrofitting the tank may even exceed the cost per barrel of constructing a new tank. Therefore,
it may be more cost effective to lower the tank to its safe fill height and build a new tank for the additional
tankage required rather than retrofit the existing tank.
The following step by step procedure explains the technique in more detail.
1. Identify the safe seismic fill height using the methods described in sections C2.2 and C2.3.
2. Using section four of this appendix, identify the retrofit options.
Appendix C Tank Manual
C-12 June 1994
3. Estimate the cost for the retrofit options identified.
4. Find the number of barrels gained when retrofitting the tank by taking the difference between the
maximum operating height and the safe seismic fill height.
5. Divide the cost of each retrofit by the number of barrels gained by the retrofit. This will be the cost
per barrel gained.
6. Compare the cost per barrel gained to the cost per barrel for building a new tank. This comparison
will show that in many cases it is cheaper to add capacity to a facility by building a new tank rather
than retrofitting an existing tank.
This technique only compares tank retrofit and new tank costs. Other considerations such as the availability of
land for new tanks or plant operations may have a significant impact on which option is chosen.
Decision Analysis Methodology.
Decision analysis is a process which provides a rotational and consistent way to make decisions for complex
problems. This process can help the manager or engineer make decisions where a large uncertainty exists in the
variables involved or where there is little experience with similar projects to help the engineer make the decision.
An added benefit of the process is that it documents why a decision was made. This may be particularly important
when dealing with regulatory agencies.
The decision analysis process has four basic steps. They are:
Step 1 Information Gathering and Decision Framing
This step helps define the problem and brings together information that will be needed. Information on
the following items and their interrelationship is needed. Typically, experts from the applicable fields
are consulted during this step on the following items:
Consequences of failure and the cost involved.
Available options, both operational and structural.
Variables which affect the problem.
Step 2 Model Development and Sensitivity Analysis
The information and its interrelationship identified in step one is modeled in a computer program which
then determines the final results sensitivity to each variable. Variables that change the cost very little
are set at their mean value. This focuses the analysis on the few variables that will have a large impact
on the cost of each option.
Step 3 Probalistic - Evaluation
Each options net present value is determined considering all the outcomes possible, which the variables
varying within their given ranges. Only variables identified in step two as having a large impact on
final outcome are considered.
Step 4 Develop Recommendations
Recommendations are formulated based on the insight steps two and three have provided. In most cases,
the recommendation would be to proceed with the option that has the lowest net present cost.
Decision Analysis Methodology is an involved process that is most effective when large savings or high uncertainty
is present. An example of this would be evaluating a site that has a liquefaction potential and may require the
sites tanks to have their foundations modified. For more information on Decision Analysis Methodology, contact
CRTCs Civil and Structural Technical Services Team.
Tank Manual Appendix C
June 1994 C-13
C4.0 GENERAL TANK RETROFIT APPROACHES
Once it has been decided that a tank needs to be retrofitted, the next step is to choose the retrofit method. Some
possible options are:
Increasing the tanks annular ring thickness
Replacing the bottom shell course with a thicker plate
Anchoring the tank
Increasing the tanks annular ring thickness is usually the easiest and most cost effective option. This option
can be done at the same time the tanks bottom place is being replaced for excessive corrosion. This option
however, is usually only effective on large diameter tanks (greater than about 60 diameter). Also, the maximum
annular ring thickness is limited to the bottom shell course thickness which further limits the effectiveness of this
option.
Increasing the bottom shell course thickness will make most tanks stable but does not help much for tanks
smaller than about 20 in diameter. Also, this retrofit may be difficult to implement and upper tank shell courses
may also need to be replaced to prevent buckling.
Anchoring a tank will usually work for all tank sizes. Possible anchorage solutions will depend upon tanks
existing foundation. Figure C-6 will aid in choosing the appropriate anchorage scheme.
Appendix C Tank Manual
C-14 June 1994
Figure C-6 Tank Foundation Retrofit Flow Chart
Note:
(1) Piles may be difficult to add to the existing foundation because of access limitations or soil difficulties.
(2) This method uses the tanks own mass to anchor itself and may be applied to any foundation system
as long as the soil loads are less than allowable loads. This method may not be the most economical.
See section C4.4 for more details.
Tank Manual Appendix C
June 1994 C-15
C4.1 Anchoring Tanks with Existing Slab Foundations
The tank should be directly anchored to the slab with anchor bolts and chairs. If bolt edge distances are small
the slab may need to be radially extended to confine the anchor bolts. The adequacy of the foundation should be
checked and tanks with thin slabs may require foundation modifications.
The slab should be designed for the forces applied to it. These include the soil pressure, the overturning moment,
and the fluid weight on the uplifted portion of the foundation if uplift occurs. Also, the calculated soil pressure
must be less than its allowable. If the slab or the soil loads exceed their respective allowable loads, piles or a
larger slab is required.
C4.2 Anchoring Tanks with Existing Ringwall Foundations
Tanks should be anchored to their ringwall using anchor bolts with chairs. For some tanks, the weight of the
ringwall may be enough to increase the tanks stability; however, in most cases the ringwall will require modifi-
cation. Typically, piles are added to anchor the ringwall which is radially extended to confine the anchor bolts
and attach the piles. Differential settlement should be considered when adding piles.
C4.3 Anchoring Tanks without Existing Foundations
Tank sites which have high soil bearing capacities, may have many tanks with soil, rock or asphalt pad foundations.
Tanks with these foundations must have some method of resisting the uplift forces which result from the overturning
moment. It is, however, very difficult to directly anchor these tanks to the soil, rock, or asphalt pad that they rest
on. Three methods of anchoring these tanks will now be briefly described.
For small tanks, a new slab foundation can be built. The tank can be temporarily moved by crane to a new
location and the new foundation constructed at its original site. The tank should be anchored to its new slab with
cast-in-place anchor bolts. Once the foundation is built, the tank can be moved back to its original location. The
foundation should meet the allowable soil bearing pressures and be able to resist the anchorage forces but may
not need piles.
For large tanks, it is more economical to add a new ringwall under the tanks shell. The tank is anchored to the
ringwall with cast-in-place anchor bolts. If the soil loads are high or if the tank is unstable without them, the
ringwall should be supported by piles. Figure C-7 shows a section of a typical tank anchorage where a new
ringwall is added. The pile type shown is a helical pile which is discussed in section C5.0.
When a tanks bottom is being replaced it may be more economical to anchor the tank to its old bottom. This
method will be discussed in more detail in the next section, C4.4.
C4.4 Anchoring Tanks During Tank Bottom Replacement
Tank Bottom Replacement
A tanks bottom plate must be replaced from time to time due to corrosion. Standard drawing DG-D1120 shows
the most common method of tank bottom replacement. The concrete spacer between the new and old tank bottoms
provides a clean even working surface to construct the new bottom. This spacer is not meant to resist any loads
other than bearing and is therefore lightly reinforced.
Seismic Retrofit
The tanks resistance to overturning is related to the amount of tank bottom which lifts up with the tank as it
tries to overturn. In this anchorage method, the concrete between the new and old tank bottoms shown on standard
drawing DG-D1120 is more heavily reinforced and its thickness increased. Thickening the concrete spacer between
the new and the old tank bottoms increases the amount of tank bottom lifted up during an earthquake and hence
the tanks earthquake resistance. In affect, the tank anchors itself.
Appendix C Tank Manual
C-16 June 1994
The concrete spacer should be designed for the shears and moments created when the tank bottom uplifts. Also,
since the old bottoms strength is unreliable, new construction is necessary to tie the concrete spacer to the tank
wall. A typical cross-section of this method is shown in Figure C-8.
This type of anchorage can be used with any existing foundation system. Soil pressures must be checked against
the allowable bearing pressures and excessive soil pressure may preclude this retrofit option. Also, it should be
noted that the concrete spacer reduces the tanks effective capacity.
JSTN03A0.HPG
TAMAPC-7.GEM
Figure C-7 Typical Tank Anchorage with New Ringwall
Tank Manual Appendix C
June 1994 C-17
C5.0 DESIGN CONSIDERATIONS WHEN ANCHORING EXISTING TANKS
When anchoring a tank, the overturning moment, as calculated by API 650 Appendix E, must be resisted by all
components of the anchoring system. These are: the anchor bolts, anchor chairs, foundation, and the soil. Proper
seismic design should have sufficient ductility for good performance with a failure mode that causes the least
threat to life safety and damage to the structure. The anchor bolts, therefore, are typically designed to be the
weak link in the anchorage system with other components being designed for higher loads than the design
forces.
Anchor Bolts
Anchor bolts attach the tank to its foundation and resist the tanks overturning forces. Anchor bolts are designed
so that they not only resist the overturning forces but also provide ductility by not pulling out of the concrete.
Anchor bolt design is covered in Chapter 240 and Appendix B of the Civil and Structural Manual. Four types of
anchor bolts that may be used for anchoring a tank are:
1. Cast-In-Place anchor bolts
2. Adhesive anchors
3. Stainless steel bolts going through the foundation
4. Grouted-In-Place A307 bolts
Cast-In-Place bolts are the preferred bolt because they offer the best connection to concrete. They are cast with
the foundation, however, and therefore can only be used if a new foundation is poured.
JSTN04A0.HPG
TAMAPC-8.GEM
Figure C-8 Tank Anchorage Combined with Tank Bottom Replacement
Appendix C Tank Manual
C-18 June 1994
For existing foundations, Adhesive anchors often provide the best solution. They require comparatively little
embedment depth and may be placed close to the tank shell. Like other alternatives they are however very sensitive
to edge distance. Also, adhesive anchors are usually limited to 1
1
4
inch in diameter or less.
Adhesive anchors are temperature sensitive and may not be appropriate for heated tanks containing wax or asphalt.
Stainless steel through-bolts go through the foundation and use the entire foundation depth to get the maximum
concrete pullout strength. In through-bolt construction a hole slightly larger than the bolt diameter is drilled through
the foundation and a bolt with both ends threaded and without a head is placed in the hole. To prevent the bolt
from pulling out, a cover plate and nut are placed on the lower threaded end. This requires access to the underside
of the foundation which may be difficult for a combined foundation or foundations without piles. Since the bolt,
nut, and plate are permanently in contact with the ground, stainless steel is used to prevent corrosion. To minimize
the loads on the anchor chairs and foundation, a mild strength steel should be used.
It should be noted that the foundation may be slightly thicker than shown on the existing drawings. Unless a
field investigation is done to determine the footings actual thickness, the bolt should be a few inches longer than
what is required for design.
As an alternative to stainless steel through bolts, grouted-in-place A-307 bolts may be used. For grouted in place
bolts, a hole, (one inch in diameter greater than the anchor bolt head) is drilled in the foundation and the bolt is
placed in the hole which is then filled with a non-shrink epoxy grout. These bolts do not require access to the
underside of the foundation but the embedment depth is limited to the foundation depth minus the required concrete
cover.
Since grouted-in-place bolts require a larger drilled hole than through-bolts or adhesive anchors, they will have
a larger eccentricity with respect to the tank shell than other alternatives. This larger eccentricity will require a
higher chair and may limit the anchor bolt size.
Anchor Chairs
Anchor chair distribute the anchor bolt load to the tank shell so that the stresses are within their allowables. The
chair is designed so that the bolt yields well before the chair or tank shell. This is met by designing the chair
for the yield strength of the anchor bolt as specified by API 650 E.6.2.1. Although not required for existing tanks,
anchor chairs should be located so that their weld spacings meet the requirements of API 650 3.8.1. When the
tank shell material is not one of the types listed in 3.8.1, the weld spacings should still be met but may be relaxed
for special circumstances. Specifically, for chairs near the manway reinforcing plate, the weld spacing requirements
are impractical and, therefore, these anchor chairs may be placed on the reinforcing plate so long as the new
welds do not cross existing welds. Anchor chair design is covered in more detail in Chapter 460 of this manual.
When chair height becomes excessive an alternative to using anchor chairs is to use a continuous ring which
distributes the forces more efficiently. A continuous ring must continue around the entire tank without any breaks.
This requires the continuous ring to miss any appurtenances, some of which may need to be moved. Also, experience
has shown that tanks are slightly out of round and may necessitate varying the ring width slightly.
Foundation
The foundation transfers the loads from the anchor bolts and tank to the piles or soil. The foundation must be
designed for these loads.
For tanks with existing foundations, the foundation is typically extended to confine the anchor bolts. Holes are
drilled horizontally into the foundation with reinforcing steel epoxied into place to tie the new concrete to the
existing foundation. New and existing concrete is bonded together by roughening up the existing concrete surface
and either applying a coat of epoxy or wire brushing the new concrete into the existing concrete just before the
concrete pour.
Tank Manual Appendix C
June 1994 C-19
If piles are added, they must be tied into the foundation to resist the uplift forces. For driven piles or caissons
the uplift connection is made with reinforcing steel attached to the pile and embedded in the foundation. For helix
piles, the compression and tension are resisted by a plate welded to the pile and embedded in the concrete as
shown in Figure C-7. The foundation is designed for the Concrete bearing pressures under the plate and the
punching shear.
Piles
Retrofitting tanks to resist earthquake forces will often require piles to resist the uplift forces. Piles bring the
earthquake uplift forces down into the soil. Typical piles that can resist tension are:
Driven Piles
Caissons
Helix Piles
Generally, driven piles are more expensive than the other two options and usually require more accessibility to
the site. Caisson piles, although less expensive and easier to install have limited uplift capacity. Chapter 230 in
the Civil and Structural Manual describes driven piles and caissons in more detail.
Because of their economy and ease of installation, Helix piles are usually the best alternative when retrofitting a
tank.
Helix piles are a metal shaft with one or more circular plates, 8 inches to 14 inches in diameter, attached in a
helical pattern. Unlike other piles, helix piles are torqued into place. This allows helix piles to be installed with
smaller equipment than other pile types.
Pile pullout resistance comes from the soil bearing on the circular plates. For piles with shallow embedments
defined as less than five circular plate diameters the failure mode is a cone of soil projecting to the surface
from the circular plate. For piles with deep embedments, the failure mode is a plug of soil starting at the circular
plate. A deep anchor is preferred since it will have a ductile failure mode. Very dense soils or soils with large
boulders make torquing helix piles into place difficult and may prevent their use entirely.
It is impractical to use piles to resist the uplift loads for tanks that are founded on rock or have a very shallow
soil profile. For these situations, rock bolts are an acceptable alternative.
Appendix C Tank Manual
C-20 June 1994
C6.0 REFERENCES
1. American Petroleum Institute, API Standard 650, Ninth Edition, Welded Steel Tanks for Oil Storage,
Appendix E, Seismic Design of Storage Tanks, July 1993.
2. Manos, George C., Earthquake Tank-Wall Stability of Unanchored Tanks, American Society of Civil
Engineers, Journal of Structural Engineering, Vol. 112, No. 8, August 1986.
3. International Conference of Building Officials, Uniform Building Code, 1991.
4. Newmark, N.M., and Hall, W. J., Earthquake Spectra and Design, Earthquake Engineering Research
Institute, 1982.
Tank Manual Appendix C
June 1994 C-21
Potrebbero piacerti anche
- Introduction To Storage Tanks & Api650Documento12 pagineIntroduction To Storage Tanks & Api650Dhakshina KNessuna valutazione finora
- External Floating Roof Tank - WikipediaDocumento2 pagineExternal Floating Roof Tank - WikipediaalphadingNessuna valutazione finora
- 500 Shell Design PDFDocumento28 pagine500 Shell Design PDFaliNessuna valutazione finora
- 2.2.3 Floating Roof Tanks: Figure 1.4 Single Deck Pontoon Type Floating Roof (Bob. L & Bob. G, N.D, p.155)Documento3 pagine2.2.3 Floating Roof Tanks: Figure 1.4 Single Deck Pontoon Type Floating Roof (Bob. L & Bob. G, N.D, p.155)evrim77100% (1)
- The Basics of API 650 Standard for Storage TanksDocumento52 pagineThe Basics of API 650 Standard for Storage Tanksferdad79% (19)
- API 650 TANK DESIGNDocumento68 pagineAPI 650 TANK DESIGNsayafrands625289% (9)
- Balmoral Cylindrical Tanks Technical SpecDocumento16 pagineBalmoral Cylindrical Tanks Technical Speccumpio425428100% (2)
- API Storage Tank DesignDocumento21 pagineAPI Storage Tank DesignIndunil Prasanna Bandara Warnasooriya100% (2)
- Tank ConstructionDocumento25 pagineTank ConstructionHansel Francis100% (2)
- Ateco Catalog 2014 - R0-20141222-110334102Documento32 pagineAteco Catalog 2014 - R0-20141222-110334102adilmkNessuna valutazione finora
- This Is Very Common in Tank ConstructionDocumento11 pagineThis Is Very Common in Tank ConstructionsbmmlaNessuna valutazione finora
- Tank Manual XDocumento100 pagineTank Manual XAlex GigenaNessuna valutazione finora
- K-FLOAT ROOF SYSTEM -內浮頂槽 PDFDocumento24 pagineK-FLOAT ROOF SYSTEM -內浮頂槽 PDFpppppp5Nessuna valutazione finora
- Chevron Specification TAM-MN-2Documento9 pagineChevron Specification TAM-MN-2Burak GülenNessuna valutazione finora
- Steel Storage Tank HandbookDocumento352 pagineSteel Storage Tank Handbookamir88594% (34)
- Tank ProcedureDocumento5 pagineTank ProcedurejacquesmayolNessuna valutazione finora
- Storage Tanks 2Documento53 pagineStorage Tanks 2Shubham PrakashNessuna valutazione finora
- Above Ground Storage Tank InspectionDocumento7 pagineAbove Ground Storage Tank InspectionRamesh sivan50% (2)
- Tank DesignDocumento164 pagineTank DesignTarun ChandraNessuna valutazione finora
- Storage TanksDocumento97 pagineStorage Tanksaa6333900100% (1)
- Floating Roof Seal System GuideDocumento0 pagineFloating Roof Seal System GuidepiolinwallsNessuna valutazione finora
- External Floating Roof Tank Design & ComponentsDocumento2 pagineExternal Floating Roof Tank Design & Componentsarif99pakNessuna valutazione finora
- Tanks - BasicDocumento15 pagineTanks - BasicDedy WindiyantoNessuna valutazione finora
- Water Storage TankDocumento9 pagineWater Storage TankAdelmo FilhoNessuna valutazione finora
- Welding Steel and TankDocumento39 pagineWelding Steel and Tankprasanth bhadranNessuna valutazione finora
- Tank Specification ReferenceDocumento13 pagineTank Specification ReferenceA.Subin DasNessuna valutazione finora
- A Pi Monogram For Tank StorageDocumento22 pagineA Pi Monogram For Tank StoragepadalakirankumarNessuna valutazione finora
- Foundation Ring WallDocumento3 pagineFoundation Ring WallDaniel Roberto Morales ContrerasNessuna valutazione finora
- Tank Info PDFDocumento8 pagineTank Info PDFEric TingNessuna valutazione finora
- TanksDocumento20 pagineTanksSrikrishnan KrishNessuna valutazione finora
- API 650 TankDocumento6 pagineAPI 650 TankmasniarmanNessuna valutazione finora
- Steel Water Storage Tanks Design Construction Maintenance and Repair PDFDocumento448 pagineSteel Water Storage Tanks Design Construction Maintenance and Repair PDFJiss Mathew100% (3)
- Red Book # 9105-4 Pontoon Floating Roof General InformationDocumento7 pagineRed Book # 9105-4 Pontoon Floating Roof General Informationhamr01100% (1)
- Fdocuments - in API 650 Storage TanksDocumento15 pagineFdocuments - in API 650 Storage TanksRAHUL THAKORNessuna valutazione finora
- Repair & Alteration of Storage TanksDocumento150 pagineRepair & Alteration of Storage TanksRupesh Ubale100% (15)
- Storage Tank DetailDocumento22 pagineStorage Tank DetailRamu NallathambiNessuna valutazione finora
- A Technical Report On Shielded Meatal Arc Welding: Group 5 Grade 12 DDocumento5 pagineA Technical Report On Shielded Meatal Arc Welding: Group 5 Grade 12 DJohn Lloyd CapaoNessuna valutazione finora
- Design of an above ground sulphuric acid storage tankDocumento143 pagineDesign of an above ground sulphuric acid storage tankAngel Alvarez100% (6)
- Api 650Documento42 pagineApi 650samvendan100% (1)
- Gasoline Storage TankDocumento10 pagineGasoline Storage Tankumair saeed100% (3)
- Comparing Steel Water Tank TypesDocumento11 pagineComparing Steel Water Tank TypesaladinsaneNessuna valutazione finora
- Types of Storage Tanks for Petroleum ProductsDocumento8 pagineTypes of Storage Tanks for Petroleum ProductsDonalNessuna valutazione finora
- Erection Steel TankDocumento86 pagineErection Steel TankDuke Maher Salem100% (1)
- Vertical Steel Tank Storage Tank DrawingDocumento2 pagineVertical Steel Tank Storage Tank DrawingbharathpeNessuna valutazione finora
- Bored Cast-In Situ PilesDocumento7 pagineBored Cast-In Situ PilesPathankot MandiNessuna valutazione finora
- Slope ProtectionDocumento7 pagineSlope ProtectionMarjun SuperalesNessuna valutazione finora
- Trench Cuts and Restorations Across Roadways: Flexible Pavement Cut Rigid Pavement CutDocumento3 pagineTrench Cuts and Restorations Across Roadways: Flexible Pavement Cut Rigid Pavement CutIqueline JacqelineNessuna valutazione finora
- Masonry Swimming Pools June - 05Documento9 pagineMasonry Swimming Pools June - 05Jeffery RoweNessuna valutazione finora
- Method Statement: ApprovalDocumento21 pagineMethod Statement: ApprovalzhanghuiNessuna valutazione finora
- Installation Guide For PVC PipeDocumento43 pagineInstallation Guide For PVC Pipeb1gm3nNessuna valutazione finora
- Well Intervention Presssure Control (IWCF)Documento316 pagineWell Intervention Presssure Control (IWCF)rverret87% (23)
- Cantilever DesignDocumento8 pagineCantilever DesignJun CrisostomoNessuna valutazione finora
- CSG Drilling Well Integrity FactsheetDocumento3 pagineCSG Drilling Well Integrity FactsheetYassir AliNessuna valutazione finora
- Manhole Invert Channels Design and InstallationDocumento5 pagineManhole Invert Channels Design and InstallationJovo BozovicNessuna valutazione finora
- TechNote Manhole Inverts March13 PDFDocumento5 pagineTechNote Manhole Inverts March13 PDFRamadan RashadNessuna valutazione finora
- Method Statement Construction & Casting of Concrete Manholes P-3Documento4 pagineMethod Statement Construction & Casting of Concrete Manholes P-3a.nunezNessuna valutazione finora
- 10 Concrete PlacementDocumento10 pagine10 Concrete PlacementprsjimzNessuna valutazione finora
- Section 334110 - Storm Drainage: TA1056 MBI Sampang Agung Brewery ExtensionDocumento3 pagineSection 334110 - Storm Drainage: TA1056 MBI Sampang Agung Brewery Extensionery achjariNessuna valutazione finora
- TechNote Manhole Inverts March13Documento5 pagineTechNote Manhole Inverts March13Aruna JayasundaraNessuna valutazione finora
- Study Guide - Showers - 6-25-13Documento4 pagineStudy Guide - Showers - 6-25-13TreyNessuna valutazione finora
- How To Assemble and Build A PCDocumento6 pagineHow To Assemble and Build A PCAlbertNessuna valutazione finora
- Tank Fabric Ti On Guidelines 1 of 2Documento59 pagineTank Fabric Ti On Guidelines 1 of 2AlbertNessuna valutazione finora
- Tank Fabric Ti On Guidelines 1 of 2Documento59 pagineTank Fabric Ti On Guidelines 1 of 2AlbertNessuna valutazione finora
- ManzilDocumento30 pagineManzilAbu96% (54)
- Memoirs of the Noble Prophet MuhammadDocumento324 pagineMemoirs of the Noble Prophet MuhammadPrasanna Prabhakar100% (6)
- Joel Werner ResumeDocumento2 pagineJoel Werner Resumeapi-546810653Nessuna valutazione finora
- GuideDocumento2 pagineGuideMaissyNessuna valutazione finora
- Book of Lost Spells (Necromancer Games)Documento137 pagineBook of Lost Spells (Necromancer Games)Rodrigo Hky91% (22)
- New Company Profile.Documento8 pagineNew Company Profile.Allen AsirNessuna valutazione finora
- Andrew Linklater - The Transformation of Political Community - E H Carr, Critical Theory and International RelationsDocumento19 pagineAndrew Linklater - The Transformation of Political Community - E H Carr, Critical Theory and International Relationsmaria luizaNessuna valutazione finora
- Primavera Inspire For Sap: Increased Profitability Through Superior TransparencyDocumento4 paginePrimavera Inspire For Sap: Increased Profitability Through Superior TransparencyAnbu ManoNessuna valutazione finora
- Self ReflectivityDocumento7 pagineSelf ReflectivityJoseph Jajo100% (1)
- SIM7020 Series - HTTP (S) - Application Note - V1.04Documento15 pagineSIM7020 Series - HTTP (S) - Application Note - V1.04Vinicius BarozziNessuna valutazione finora
- Amna Hameed: ObjectiveDocumento2 pagineAmna Hameed: ObjectiveSabrina GandapurNessuna valutazione finora
- ProSteel Connect EditionDocumento2 pagineProSteel Connect EditionInfrasys StructuralNessuna valutazione finora
- Canna DispensariesDocumento35 pagineCanna DispensariesWaf Etano100% (1)
- Focus Group Discussion PDFDocumento40 pagineFocus Group Discussion PDFroven desu100% (1)
- Sexual & Reproductive Health of AdolocentsDocumento8 pagineSexual & Reproductive Health of AdolocentsSourav HossenNessuna valutazione finora
- Jharkhand Steel Casting CompaniesDocumento6 pagineJharkhand Steel Casting CompaniesCatherine Jovita50% (2)
- Kara&Suoglu ProjectreportDocumento4 pagineKara&Suoglu ProjectreportRicard Comas xacnóNessuna valutazione finora
- Anatomy 090819Documento30 pagineAnatomy 090819Vaishnavi GourabathiniNessuna valutazione finora
- How To Oven and Sun Dry Meat and ProduceDocumento12 pagineHow To Oven and Sun Dry Meat and ProduceLes BennettNessuna valutazione finora
- Matrices Class 12 Maths Important Questions Chapter 3 - Learn CBSEDocumento41 pagineMatrices Class 12 Maths Important Questions Chapter 3 - Learn CBSEkhateeb ul islam qadriNessuna valutazione finora
- Beyond VaR OfficialDocumento76 pagineBeyond VaR OfficialmaleckicoaNessuna valutazione finora
- User Manual LCD Signature Pad Signotec SigmaDocumento15 pagineUser Manual LCD Signature Pad Signotec SigmaGael OmgbaNessuna valutazione finora
- ManuscriptDocumento2 pagineManuscriptVanya QuistoNessuna valutazione finora
- How 50 Million People Are Changing the WorldDocumento5 pagineHow 50 Million People Are Changing the WorldCTRCTR0% (1)
- FeatureSelectionAccepted IEEE Review PDFDocumento20 pagineFeatureSelectionAccepted IEEE Review PDFrvsamy80Nessuna valutazione finora
- The Seven Kings of Revelation 17Documento9 pagineThe Seven Kings of Revelation 17rojelio100% (1)
- 03 Seatwork 1 ProjectManagement SenisRachelDocumento2 pagine03 Seatwork 1 ProjectManagement SenisRachelRachel SenisNessuna valutazione finora
- Automotive E-Coat Paint Process Simulation Using FEADocumento20 pagineAutomotive E-Coat Paint Process Simulation Using FEAflowh_100% (1)
- Unitisation of Legal Methodsalsdkgh GHNJFKL A SDFG LKJH Asdfgf Lkjhasdfg LKKJ Asdfg LKJH A Slkjfs Aaaaaaaaaaaaslkdfj Asldkjf SLDKFJDocumento3 pagineUnitisation of Legal Methodsalsdkgh GHNJFKL A SDFG LKJH Asdfgf Lkjhasdfg LKKJ Asdfg LKJH A Slkjfs Aaaaaaaaaaaaslkdfj Asldkjf SLDKFJKailashnath Reddy AjjuguttuNessuna valutazione finora
- Judges - God's War Against HumanismDocumento347 pagineJudges - God's War Against HumanismgypsylanternNessuna valutazione finora
- Professional Builder - Agosto 2014Documento32 pagineProfessional Builder - Agosto 2014ValNessuna valutazione finora
- Mini Centre CatalogDocumento26 pagineMini Centre CatalogJohn EarleyNessuna valutazione finora