Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Active DiagramDocumento12 pagineActive DiagramMinh Triệu ĐàoNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Bachata PlaylistDocumento1 paginaBachata Playlistfungas123Nessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- BFS L0 - One LinersDocumento21 pagineBFS L0 - One LinerspiousfNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- BFS L0 - One LinersDocumento21 pagineBFS L0 - One LinerspiousfNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- MDM QuestionsDocumento1 paginaMDM Questionsfungas123Nessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Capability Maturity ModelDocumento4 pagineCapability Maturity Modelfungas123Nessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Chipotle CouponsDocumento1 paginaChipotle Couponsfungas123Nessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Module-Body Control C6/F Connector DetailsDocumento3 pagineModule-Body Control C6/F Connector DetailsEnrique Arevalo LeyvaNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- EN 1358 751 101d 2017 05 OnlineDocumento114 pagineEN 1358 751 101d 2017 05 Onlineemilio Alons83% (6)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- Guidelines For The Safe Management and Operation of Offshore Support VesselsDocumento101 pagineGuidelines For The Safe Management and Operation of Offshore Support VesselsPaul Bd100% (4)
- Nursery Today October 2023Documento92 pagineNursery Today October 2023doniNessuna valutazione finora
- MF 254 274 294 Tractor OPT SQ 05n9i762r8Documento66 pagineMF 254 274 294 Tractor OPT SQ 05n9i762r8gersallo2Nessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- An Induction Motor Design For Urban Use Electric Vehicle: September 2016Documento7 pagineAn Induction Motor Design For Urban Use Electric Vehicle: September 2016Sasi VardhanNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Document5764232 Career Paths Tourism TB Kho Tai Lieu Hoc Tieng Anh - HTM 2Documento1 paginaDocument5764232 Career Paths Tourism TB Kho Tai Lieu Hoc Tieng Anh - HTM 2GG .HANDGODNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Welcome To Petroleum and Natural Gas Regulatory Board, IndiaDocumento1 paginaWelcome To Petroleum and Natural Gas Regulatory Board, Indiamahendra raghuwanshiNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Article 7 & 8Documento9 pagineArticle 7 & 8omohreknakNessuna valutazione finora
- E Lemma No HypenDocumento241 pagineE Lemma No HypenJuliet XiongNessuna valutazione finora
- PR StrategyDocumento8 paginePR StrategyMattchews Solomon MrozinskiNessuna valutazione finora
- Field Density of Asphalt PavementDocumento1 paginaField Density of Asphalt PavementKenjiro MusashiNessuna valutazione finora
- Interview With Carlos Ghosn: Student Sosa Giles Victor ManuelDocumento6 pagineInterview With Carlos Ghosn: Student Sosa Giles Victor ManuelVictor SosaNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
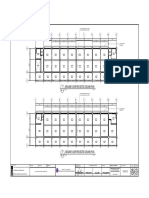
- Ground Floor Reflected Ceiling Plan: Pertconsult International Schema Engineers and AssociatesDocumento1 paginaGround Floor Reflected Ceiling Plan: Pertconsult International Schema Engineers and AssociatesMalson GutierrezNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Rail Current MeasurementDocumento3 pagineRail Current MeasurementVikaas JainNessuna valutazione finora
- Mercedes 190D Wiring Diagrams CollectionDocumento17 pagineMercedes 190D Wiring Diagrams CollectionJorge GómezNessuna valutazione finora
- Transmission Control Module (TCM) I/O SignalsDocumento3 pagineTransmission Control Module (TCM) I/O SignalsMarco Cisternas100% (2)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Lege PDFDocumento35 pagineLege PDFMiguel Angel MartinNessuna valutazione finora
- Slim River Boq - Rev 1 - (RN)Documento11 pagineSlim River Boq - Rev 1 - (RN)Faizal CkooNessuna valutazione finora
- Dokumen - Tips - 2009 FLNG FLNG Safe Tandem Offloading of LNG SeoulpptDocumento27 pagineDokumen - Tips - 2009 FLNG FLNG Safe Tandem Offloading of LNG SeoulpptOlusegun OyebanjiNessuna valutazione finora
- Transmission AD4Documento140 pagineTransmission AD4tyf00s50% (4)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- CV PelautDocumento1 paginaCV PelautWesly Rombo Botax100% (5)
- Jks Case StudyDocumento20 pagineJks Case StudyJasbeer SharmaNessuna valutazione finora
- Green Tires Fact BookDocumento82 pagineGreen Tires Fact BookSubhajit DasNessuna valutazione finora
- Chapter 2.1Documento101 pagineChapter 2.1zeru3261172Nessuna valutazione finora
- FranceDocumento3 pagineFranceKelz YouknowmynameNessuna valutazione finora
- Tymco 435 - 435 Cabover FT4 Gen Specs 2019Documento2 pagineTymco 435 - 435 Cabover FT4 Gen Specs 2019Yew LimNessuna valutazione finora
- Supply Chain Management Objectives and AchievementsDocumento8 pagineSupply Chain Management Objectives and AchievementsLindsay CagampangNessuna valutazione finora
- HCC Annual ReportDocumento194 pagineHCC Annual ReportVidhi SharmaNessuna valutazione finora
- Optical Transceiver Market2016 PDFDocumento8 pagineOptical Transceiver Market2016 PDFjim1234u0% (1)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)