Potrebbero piacerti anche
- Diffusion Make Welding ElectrodeDocumento9 pagineDiffusion Make Welding ElectrodeSarah FrazierNessuna valutazione finora
- Reinforcement Steel WorksDocumento28 pagineReinforcement Steel WorksPooja PawarNessuna valutazione finora
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesDa EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesValutazione: 4 su 5 stelle4/5 (1)
- Star Core 6Documento2 pagineStar Core 6jmur10Nessuna valutazione finora
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersDa EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersValutazione: 3.5 su 5 stelle3.5/5 (2)
- Indian Rolled Sections 756Documento1 paginaIndian Rolled Sections 756sfsffNessuna valutazione finora
- ARIEL JG AND JGA COMPRESSOR SPECSDocumento4 pagineARIEL JG AND JGA COMPRESSOR SPECSparathasiNessuna valutazione finora
- Z-Carb JetStream SpeedFeedDocumento2 pagineZ-Carb JetStream SpeedFeedalphatoolsNessuna valutazione finora
- JG JgaDocumento4 pagineJG Jgaivan.mehanikNessuna valutazione finora
- Cilindros de Aluminio: 220 - 100 ToneladasDocumento1 paginaCilindros de Aluminio: 220 - 100 ToneladasLukas EzequielNessuna valutazione finora
- MURAFLEX 2020 Low RizeDocumento4 pagineMURAFLEX 2020 Low RizeanisyariskiNessuna valutazione finora
- Double-Sphere Connectors: FeaturesDocumento4 pagineDouble-Sphere Connectors: FeaturesArya WisnuNessuna valutazione finora
- Rule No. 1Documento64 pagineRule No. 1Albert AliminNessuna valutazione finora
- SD II PDF - OCRDocumento18 pagineSD II PDF - OCRSuraj KumarNessuna valutazione finora
- V GAVETA - Grooved Resilient OSY Gate ValveDocumento1 paginaV GAVETA - Grooved Resilient OSY Gate ValveGabriel TapiaNessuna valutazione finora
- V GAVETA - Grooved Resilient OSY Gate Valve - Ficha TécnicaDocumento1 paginaV GAVETA - Grooved Resilient OSY Gate Valve - Ficha TécnicaGabriel TapiaNessuna valutazione finora
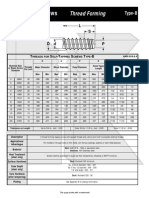
- Sttype BDocumento1 paginaSttype BSean YangNessuna valutazione finora
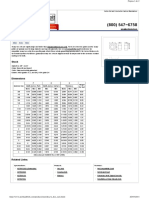
- Self Tapping ScrewsDocumento1 paginaSelf Tapping ScrewsGulfstream Data, IncNessuna valutazione finora
- Carbide Tipped Reamers - Technical Information - Hannibal Carbide Tool, IncDocumento2 pagineCarbide Tipped Reamers - Technical Information - Hannibal Carbide Tool, Incsemarasik_651536604Nessuna valutazione finora
- EvolutionTekDatasheet PDFDocumento1 paginaEvolutionTekDatasheet PDFRobNessuna valutazione finora
- Ffe Brtpctbends 210407Documento2 pagineFfe Brtpctbends 210407api-3725163Nessuna valutazione finora
- Heavy Hex Bolts Screws ASTM A307 Gr.ADocumento1 paginaHeavy Hex Bolts Screws ASTM A307 Gr.AENGR 414Nessuna valutazione finora
- TorqueDocumento2 pagineTorquestaedtlerpNessuna valutazione finora
- U.S. Tsubaki Bs/Din Roller ChainDocumento6 pagineU.S. Tsubaki Bs/Din Roller ChainAnandhi ChidambaramNessuna valutazione finora
- TornilleriaDocumento26 pagineTornilleriacorpSIG corpSIGNessuna valutazione finora
- Pole Sheets: Cold-Rolled Steel StripDocumento2 paginePole Sheets: Cold-Rolled Steel StripL Mahender ReddyNessuna valutazione finora
- Minimum Bolt Tension Per AISC 360-16, Table J3.1: Bolt Diameter, In. A325 Bolts A490 BoltsDocumento2 pagineMinimum Bolt Tension Per AISC 360-16, Table J3.1: Bolt Diameter, In. A325 Bolts A490 Boltsrob westoverNessuna valutazione finora
- Strip Cladding StripsDocumento20 pagineStrip Cladding StripsMahesh DeshmukhNessuna valutazione finora
- FF ReportDocumento6 pagineFF ReportAbdur Rehman MarwatNessuna valutazione finora
- Shapes (HEB) Designacao de MaterialDocumento25 pagineShapes (HEB) Designacao de MaterialGabriel DimaNessuna valutazione finora
- Electrode CalculationDocumento2 pagineElectrode CalculationVarun MalhotraNessuna valutazione finora
- Design of Monorail SystemsDocumento2 pagineDesign of Monorail SystemsedwraulNessuna valutazione finora
- Rotator PipeDocumento4 pagineRotator PipetisnaNessuna valutazione finora
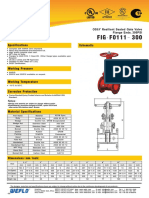
- OS&Y Resilient Seated Gate Valve, Flanged Ends, 300PSI FIG.F0111-300Documento1 paginaOS&Y Resilient Seated Gate Valve, Flanged Ends, 300PSI FIG.F0111-300Fight FireNessuna valutazione finora
- Non Return Valve-ShieldDocumento3 pagineNon Return Valve-ShieldNOMANNessuna valutazione finora
- Lloyds SteelDocumento10 pagineLloyds Steelsahil_484498Nessuna valutazione finora
- RAPTOR Cone CrusherDocumento4 pagineRAPTOR Cone CrusherLuis Miguel La TorreNessuna valutazione finora
- Specification FOR Stranded Galvanized Steel Wire For FencingDocumento3 pagineSpecification FOR Stranded Galvanized Steel Wire For FencingNarasimha DvlNessuna valutazione finora
- PL Wrenches 1Documento39 paginePL Wrenches 1Mc Louie BasaNessuna valutazione finora
- Techweld BrochureDocumento12 pagineTechweld BrochurekratingdiengNessuna valutazione finora
- Rolled Steel Sections - Indian (Bis) (Refr. Hanbook For Structural Engineers Sp:6 (1) - 1964 Rolled Steel BeamsDocumento1 paginaRolled Steel Sections - Indian (Bis) (Refr. Hanbook For Structural Engineers Sp:6 (1) - 1964 Rolled Steel BeamsSundara MoorthyNessuna valutazione finora
- Obtegachi 1 PDFDocumento4 pagineObtegachi 1 PDFSvetoslav SpasovNessuna valutazione finora
- FL6003 PDFDocumento4 pagineFL6003 PDFMauricio Barrios CastellanosNessuna valutazione finora
- 621 State Street Case Construction Racine, Wisconsin 53404 866-542-2736 x1Documento2 pagine621 State Street Case Construction Racine, Wisconsin 53404 866-542-2736 x1Anonymous GxpR56RZgNessuna valutazione finora
- Dewpoint Copper DPC-0521-DDocumento4 pagineDewpoint Copper DPC-0521-DTengku MunzirNessuna valutazione finora
- Sucker Rod Specifications and Torque RatingsDocumento2 pagineSucker Rod Specifications and Torque RatingsMichelangeloTiberiiNessuna valutazione finora
- CSE-CSG-23 Crimp Station Reference GuideDocumento7 pagineCSE-CSG-23 Crimp Station Reference GuideJoel DobbsNessuna valutazione finora
- Product CatalogDocumento24 pagineProduct CatalogRenan MolinaNessuna valutazione finora
- CatalogFilename Gearing Catalog Form HSB MB0029E B9-B-10Documento2 pagineCatalogFilename Gearing Catalog Form HSB MB0029E B9-B-10The Maison MaidsNessuna valutazione finora
- Threaded Rod Product Data Sheet Features Strengths MaterialsDocumento1 paginaThreaded Rod Product Data Sheet Features Strengths MaterialsFILID MADNessuna valutazione finora
- SG Sheet Piling Products Catalogue 2020/2021Documento20 pagineSG Sheet Piling Products Catalogue 2020/2021nurfirdausfadzilNessuna valutazione finora
- TDSWE 5356 Wire TSDocumento2 pagineTDSWE 5356 Wire TSbalamuruganNessuna valutazione finora
- Plugs and ReceptaclesDocumento2 paginePlugs and ReceptaclesAslamNessuna valutazione finora
- Sttype ABDocumento1 paginaSttype ABSean YangNessuna valutazione finora
- Bfs-Co-Ltd 29959 YezyivDocumento28 pagineBfs-Co-Ltd 29959 YezyivHisham ABD ALRASOULNessuna valutazione finora
- IMI TRUFLO RONA Fully Welded Ball ValvesDocumento12 pagineIMI TRUFLO RONA Fully Welded Ball ValvesAlexandra HarperNessuna valutazione finora
- NUTDocumento13 pagineNUTIDTR JamshedpurNessuna valutazione finora
- Ai Cylinders - Heavyduty PDFDocumento15 pagineAi Cylinders - Heavyduty PDFGM HerbalsNessuna valutazione finora
- Wafer Cast Steel Check Valve150Lb/300Lb: Applicable Standards: Design DescriptionsDocumento2 pagineWafer Cast Steel Check Valve150Lb/300Lb: Applicable Standards: Design Descriptionsmigaspro energiaNessuna valutazione finora
- Threadbars (Imperial Units) : Dywidag - Technical DataDocumento1 paginaThreadbars (Imperial Units) : Dywidag - Technical Dataradi_ashrafNessuna valutazione finora
- SINTCOMDocumento58 pagineSINTCOMalphatoolsNessuna valutazione finora
- BondhusDocumento52 pagineBondhusalphatoolsNessuna valutazione finora
- SAITDocumento166 pagineSAITalphatoolsNessuna valutazione finora
- Z-CARB MD SpeedFeedDocumento1 paginaZ-CARB MD SpeedFeedalphatoolsNessuna valutazione finora
- Z-Carb Corner Radius SpeedFeedDocumento2 pagineZ-Carb Corner Radius SpeedFeedalphatoolsNessuna valutazione finora
- DELFERDocumento81 pagineDELFERalphatoolsNessuna valutazione finora
- Z Carb MDDocumento4 pagineZ Carb MDalphatoolsNessuna valutazione finora
- Z-Carb Original End Mills: Revolutionizes MillingDocumento4 pagineZ-Carb Original End Mills: Revolutionizes MillingalphatoolsNessuna valutazione finora
- Ti NAMITEDocumento2 pagineTi NAMITEalphatoolsNessuna valutazione finora
- Z-Carb HTADocumento2 pagineZ-Carb HTAalphatoolsNessuna valutazione finora
- Tri CarbDocumento2 pagineTri CarbalphatoolsNessuna valutazione finora
- Z-Carb Corner RadiusDocumento4 pagineZ-Carb Corner RadiusalphatoolsNessuna valutazione finora
- Z-Carb JetStreamDocumento4 pagineZ-Carb JetStreamalphatoolsNessuna valutazione finora
- The Finishing Touch: Expect More From A Finishing MillDocumento4 pagineThe Finishing Touch: Expect More From A Finishing MillalphatoolsNessuna valutazione finora
- HPC Flyer UnzippedDocumento8 pagineHPC Flyer UnzippedalphatoolsNessuna valutazione finora
- Turbo CarbDocumento2 pagineTurbo CarbalphatoolsNessuna valutazione finora
- Ski CarbDocumento4 pagineSki CarbalphatoolsNessuna valutazione finora
- Osborn EZ-Flex CatalogueDocumento1 paginaOsborn EZ-Flex CataloguealphatoolsNessuna valutazione finora
- SCarb 012004Documento12 pagineSCarb 012004alphatoolsNessuna valutazione finora
- Power CarbDocumento3 paginePower CarbalphatoolsNessuna valutazione finora
- Osborn Pro CatalogueDocumento1 paginaOsborn Pro CataloguealphatoolsNessuna valutazione finora
- Osborn Novoflex-B CatalogueDocumento1 paginaOsborn Novoflex-B CataloguealphatoolsNessuna valutazione finora
- Ice-Carb High Performance Internal Coolant Drills For Drilling Depths Up To 7XdDocumento4 pagineIce-Carb High Performance Internal Coolant Drills For Drilling Depths Up To 7XdalphatoolsNessuna valutazione finora
- AD-Coated End MillsDocumento2 pagineAD-Coated End MillsalphatoolsNessuna valutazione finora
- OSBORN Retail & Trading ConceptsDocumento1 paginaOSBORN Retail & Trading ConceptsalphatoolsNessuna valutazione finora
- Osborn Load Runners CatalogueDocumento1 paginaOsborn Load Runners CataloguealphatoolsNessuna valutazione finora
- VDI enDocumento110 pagineVDI enalphatoolsNessuna valutazione finora
- Osborn Top CatalogueDocumento1 paginaOsborn Top CataloguealphatoolsNessuna valutazione finora