Potrebbero piacerti anche
- Soldadura TIGDocumento21 pagineSoldadura TIGJose PerezNessuna valutazione finora
- GTAW o TIGDocumento33 pagineGTAW o TIGMauricio ObrequeNessuna valutazione finora
- CAPÍTULO 7. - Proceso de Soldadura GTAWDocumento8 pagineCAPÍTULO 7. - Proceso de Soldadura GTAWCarlos PerezNessuna valutazione finora
- Cuaderno GtawDocumento27 pagineCuaderno GtawRafael AlejandroNessuna valutazione finora
- Soldadura por arco con electrodo revestido (SMAWDocumento157 pagineSoldadura por arco con electrodo revestido (SMAWLimbert Ramos RicaldeNessuna valutazione finora
- Soldaduras y tratamientos térmicos: guía básicaDocumento9 pagineSoldaduras y tratamientos térmicos: guía básicaOscar TapiaNessuna valutazione finora
- Trabajo Metal Corte TermicoDocumento14 pagineTrabajo Metal Corte TermicoJavierNessuna valutazione finora
- EXTRUSIONDocumento16 pagineEXTRUSIONVictor Perez100% (1)
- Soldeo OxigasDocumento56 pagineSoldeo OxigasEdison GonzNessuna valutazione finora
- Tarea 4 Cuestionario SOLD.Documento4 pagineTarea 4 Cuestionario SOLD.Elvis Chancayauri Ylachoque100% (1)
- Soldadura MIGDocumento6 pagineSoldadura MIGAvelino SantiagoNessuna valutazione finora
- Procesos de Soldadura AutogenaDocumento6 pagineProcesos de Soldadura AutogenaelkmaleonNessuna valutazione finora
- Soldadura de Arco de Gas de TungstenoDocumento16 pagineSoldadura de Arco de Gas de Tungstenorelpben100% (1)
- Sistemas de tuberías en centrales térmicasDocumento155 pagineSistemas de tuberías en centrales térmicasManuel Gallegos CalderónNessuna valutazione finora
- Teoria y Fundamentos GTAW+claveDocumento49 pagineTeoria y Fundamentos GTAW+claveHernan AlvarezNessuna valutazione finora
- Aceros InoxidablesDocumento41 pagineAceros Inoxidablese.vicente.caballeroNessuna valutazione finora
- Cap I Sold. OxigasDocumento43 pagineCap I Sold. OxigasAP KarlitosNessuna valutazione finora
- Cuestionario 1 20Documento13 pagineCuestionario 1 20Christian PereiraNessuna valutazione finora
- Cizallado y Corte Por Punzonado (SENATI)Documento14 pagineCizallado y Corte Por Punzonado (SENATI)KaiserDavidsNessuna valutazione finora
- Mecanismos de FisuracionDocumento38 pagineMecanismos de FisuracionwchavezbNessuna valutazione finora
- 4 Electrodo Revestido (Modo de Compatibilidad) PDFDocumento52 pagine4 Electrodo Revestido (Modo de Compatibilidad) PDFÁlvaro100% (1)
- Fundamentos de Soldadura SmawDocumento15 pagineFundamentos de Soldadura SmawMarvin Raul Intriago ZambranoNessuna valutazione finora
- Proceso FCAW PDFDocumento59 pagineProceso FCAW PDFJcarlos HcastroNessuna valutazione finora
- Corte Por PlasmaDocumento9 pagineCorte Por PlasmaJ Ferreyra Libano100% (2)
- Ejercicios de SoldaduraDocumento14 pagineEjercicios de SoldaduraMiguel100% (1)
- Soldadura Mig TubularDocumento21 pagineSoldadura Mig TubularDavid Mena MNNessuna valutazione finora
- Soldadura Mig MagDocumento5 pagineSoldadura Mig MagWilzon ChambiNessuna valutazione finora
- Modulo FCAWDocumento90 pagineModulo FCAWNelson Galindo LozanoNessuna valutazione finora
- El Corte Por OxicorteDocumento3 pagineEl Corte Por OxicorteJonathan ColmenaresNessuna valutazione finora
- Proceso Soldadura GMAWDocumento33 pagineProceso Soldadura GMAWMario Solis100% (3)
- Tipos de JuntasDocumento17 pagineTipos de JuntasAlexander Muñoz SánchezNessuna valutazione finora
- GTAWDocumento72 pagineGTAWKatherin Carhuas QuispeNessuna valutazione finora
- Programa de Capacitación Senati MIG MAGDocumento3 paginePrograma de Capacitación Senati MIG MAGГуставо Аранда МендосаNessuna valutazione finora
- Trabajo de Soldadura II FinalDocumento12 pagineTrabajo de Soldadura II FinalBoris PumisachoNessuna valutazione finora
- Soldadura autógena: proceso, equipo y tipos de llamas para soldar con oxiacetilenoDocumento20 pagineSoldadura autógena: proceso, equipo y tipos de llamas para soldar con oxiacetilenoingenieria_dcNessuna valutazione finora
- Mezclas de Gases para SoldarDocumento26 pagineMezclas de Gases para SoldarPedro Mendoza100% (2)
- Soldadura Autogena (Oxiacetilenica) Normas Preventivas y RiesgosDocumento11 pagineSoldadura Autogena (Oxiacetilenica) Normas Preventivas y RiesgosRocío Lazo100% (1)
- Curso trazado corte conformado laminasDocumento23 pagineCurso trazado corte conformado laminasRobinson HerediaNessuna valutazione finora
- Proceso GMAW: Guía completa sobre soldadura con gas metalDocumento16 pagineProceso GMAW: Guía completa sobre soldadura con gas metalcarlosNessuna valutazione finora
- Soldadura OxiacetilénicaDocumento8 pagineSoldadura OxiacetilénicaAlvaro RamirezNessuna valutazione finora
- 09 Proceso Gmaw FcawDocumento19 pagine09 Proceso Gmaw FcawRicardo Andrés BArros TaffurNessuna valutazione finora
- Soldadura Mig Mag II Sem S-1 (202220)Documento43 pagineSoldadura Mig Mag II Sem S-1 (202220)Dany YordanNessuna valutazione finora
- END métodos inspecciónDocumento16 pagineEND métodos inspecciónDhym HumarNessuna valutazione finora
- Producción Del AceroDocumento18 pagineProducción Del AceroVictor RamirezNessuna valutazione finora
- FCAWDocumento8 pagineFCAWMaritza100% (1)
- 3 Catalogo TigDocumento10 pagine3 Catalogo TigAlvaro Alexis Mendoza PradaNessuna valutazione finora
- Montaje Del Equipo de SoldarDocumento4 pagineMontaje Del Equipo de SoldarTeodoro MoralesNessuna valutazione finora
- TEST MIG - MAG (Oxicorte, Carbono, Inoxidable, Alumnio y Alambre Tubular) ALUMNOSDocumento33 pagineTEST MIG - MAG (Oxicorte, Carbono, Inoxidable, Alumnio y Alambre Tubular) ALUMNOSIdoia100% (1)
- Soldeo Por ElectrogasDocumento16 pagineSoldeo Por Electrogasnagola10Nessuna valutazione finora
- Capitulo 11. - Soldabilidad de Aceros Templados y RevenidosDocumento23 pagineCapitulo 11. - Soldabilidad de Aceros Templados y RevenidosJorge Luis Olivar QuinteroNessuna valutazione finora
- Clasificacion de Los AcerosDocumento17 pagineClasificacion de Los AcerosESTUARDO MAMANI TORRESNessuna valutazione finora
- Soldadura TigDocumento19 pagineSoldadura TigYamila BenitezNessuna valutazione finora
- GTAW: Guía completa sobre soldadura por arco de tungsteno y gasDocumento27 pagineGTAW: Guía completa sobre soldadura por arco de tungsteno y gasChristianGarcíaNessuna valutazione finora
- Soldadura TIGDocumento21 pagineSoldadura TIGHarol Espinal Machay67% (3)
- Proceso TIG: Soldadura de Arco Eléctrico con Tungsteno Protegida por GasDocumento31 pagineProceso TIG: Soldadura de Arco Eléctrico con Tungsteno Protegida por GasLeonardo Laverde PulidoNessuna valutazione finora
- Cap Iv Soldadura Mig-Mag-Tig 2013 IDocumento11 pagineCap Iv Soldadura Mig-Mag-Tig 2013 IstefNessuna valutazione finora
- Practica 7Documento7 paginePractica 7VOLNEY HUMBERTONessuna valutazione finora
- Soldadura Tig o GtawDocumento6 pagineSoldadura Tig o GtawJuan Luis Condo PanibraNessuna valutazione finora
- Soldadura TigDocumento16 pagineSoldadura TigAndres Martinez Meza100% (2)
- Fundamentos GTAW (TIGDocumento34 pagineFundamentos GTAW (TIGAndrés Zùñiga Retana100% (2)
- NeumaticaDocumento57 pagineNeumaticaVictorMBarrientosNessuna valutazione finora
- Mecanizado con abrasivos guíaDocumento28 pagineMecanizado con abrasivos guíakiko198450% (2)
- Vida de Las HerramientasDocumento42 pagineVida de Las HerramientasYimmy Alexander Parra MarulandaNessuna valutazione finora
- Tema Tolerancias y AjustesDocumento15 pagineTema Tolerancias y Ajusteskiko1984Nessuna valutazione finora
- Soldadura OxiacetilénicaDocumento7 pagineSoldadura Oxiacetilénicakiko1984Nessuna valutazione finora
- Hoja de Proceso1Documento5 pagineHoja de Proceso1kiko1984Nessuna valutazione finora
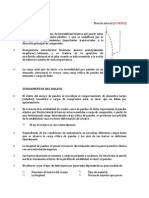
- Ensayo de PandeoDocumento4 pagineEnsayo de Pandeokiko1984Nessuna valutazione finora
- Sistema de LavadoDocumento1 paginaSistema de Lavadokiko1984Nessuna valutazione finora
- Voabulario Ingles 2Documento1 paginaVoabulario Ingles 2kiko1984Nessuna valutazione finora
- JOSE MIGUEL GALERA - PPT - T&M - Revestimiento T Hid PRESENTACION PDFDocumento49 pagineJOSE MIGUEL GALERA - PPT - T&M - Revestimiento T Hid PRESENTACION PDFDavid OlanoNessuna valutazione finora
- Modelos de Produccion AgrariaDocumento26 pagineModelos de Produccion AgrariaYuny Jeovany Santos GuerraNessuna valutazione finora
- Equipo Colectores de Vacio AEROSOLARDocumento14 pagineEquipo Colectores de Vacio AEROSOLAROrlando Melquisided Melgar MarinNessuna valutazione finora
- Cómo Seleccionar Motores para Sitios PeligrososDocumento8 pagineCómo Seleccionar Motores para Sitios PeligrososcluisyNessuna valutazione finora
- Materiales FerrososDocumento45 pagineMateriales FerrososJesuss Martínez SantiagoNessuna valutazione finora
- Ccpsl-Ets-Dvs-4002 Rev.000 Especificación Técnica General de Pintura - Cpsa CommDocumento82 pagineCcpsl-Ets-Dvs-4002 Rev.000 Especificación Técnica General de Pintura - Cpsa Commsantymo5316Nessuna valutazione finora
- Voladura de Rocas Ing. Romulo MuchoDocumento485 pagineVoladura de Rocas Ing. Romulo MuchoJiménez Manuel100% (1)
- Pintura acrílica de tráfico de secado rápidoDocumento3 paginePintura acrílica de tráfico de secado rápidoAndrres UlloaNessuna valutazione finora
- JJGJGDocumento65 pagineJJGJGJéssica TituañaNessuna valutazione finora
- FT 501085 Respirador m9910 Steelpro n95Documento1 paginaFT 501085 Respirador m9910 Steelpro n95Alejandro ClarosNessuna valutazione finora
- Mantenimiento Actros PDFDocumento105 pagineMantenimiento Actros PDFLeVels CiVer100% (2)
- FAUNA ACOMPAÑANTE A UN CULTIVO DE PECTINIDOS EN Mayapo La GuajiraDocumento48 pagineFAUNA ACOMPAÑANTE A UN CULTIVO DE PECTINIDOS EN Mayapo La GuajiraLisbeth Paola Ramirez MaldonadoNessuna valutazione finora
- Montana Siniestra - Richard LaymonDocumento272 pagineMontana Siniestra - Richard LaymonOscar MagañaNessuna valutazione finora
- Bioseguridad FinalDocumento15 pagineBioseguridad FinalAlberto GuachoNessuna valutazione finora
- Elementos de Redes EléctricasDocumento27 pagineElementos de Redes Eléctricascamilo83253725Nessuna valutazione finora
- BIO CONCRETE AN OVERVIEW - En.es PDFDocumento13 pagineBIO CONCRETE AN OVERVIEW - En.es PDFKevin Alex Cuellar CanalesNessuna valutazione finora
- Plan de Evaluación Del Taller de Tecnologia Mecanica IIDocumento4 paginePlan de Evaluación Del Taller de Tecnologia Mecanica IINancy Durán100% (2)
- Determinación en Laboratorio de Los Parámetros de La Resistencia CortanteDocumento22 pagineDeterminación en Laboratorio de Los Parámetros de La Resistencia Cortantearmando suarezNessuna valutazione finora
- M.D. y E.T. Instalaciones EléctricasDocumento18 pagineM.D. y E.T. Instalaciones EléctricasLuis GyNessuna valutazione finora
- TFG Torres - Keenlyside 2019 PDFDocumento76 pagineTFG Torres - Keenlyside 2019 PDFCecilia UribeNessuna valutazione finora
- Regulador UIR (087107 02 UI-ES)Documento130 pagineRegulador UIR (087107 02 UI-ES)miguel martinez100% (1)
- Confort Térmico en Una Habitación de Adobe Con Sistema de Almacenamiento de Calor en Los Andes Del Perú-2018Documento12 pagineConfort Térmico en Una Habitación de Adobe Con Sistema de Almacenamiento de Calor en Los Andes Del Perú-2018lily dduiNessuna valutazione finora
- Sensor EsDocumento8 pagineSensor EsLuis Arturo PortalsNessuna valutazione finora
- Norma Técnica de Bebidas CarbonatadasDocumento49 pagineNorma Técnica de Bebidas CarbonatadasDvonne Hart83% (6)
- Cultura de ReciclajeDocumento48 pagineCultura de ReciclajeJuniorAriasFloresNessuna valutazione finora
- SUELOSDocumento233 pagineSUELOSViviana TrianaNessuna valutazione finora
- Algoritmo de Control API 614Documento124 pagineAlgoritmo de Control API 614terracesNessuna valutazione finora
- Ec Nte 0152 2012Documento19 pagineEc Nte 0152 2012Gretel BallivianNessuna valutazione finora
- Tricho DermaDocumento16 pagineTricho Dermamarkkhan2009Nessuna valutazione finora
- Historia Máquinas Herramientas RectificadorasDocumento12 pagineHistoria Máquinas Herramientas RectificadorasAlvaro Manuel HQ50% (2)