Potrebbero piacerti anche
- Conformal Cooling 140217011257 Phpapp01 PDFDocumento50 pagineConformal Cooling 140217011257 Phpapp01 PDFcute7707Nessuna valutazione finora
- Instructions:: Any ExceptionsDocumento3 pagineInstructions:: Any ExceptionsAkhmad FathoniNessuna valutazione finora
- 2009 NADCA Alloy DataDocumento38 pagine2009 NADCA Alloy Dataramaswamykama786Nessuna valutazione finora
- Raw vs. Part Heat Treatments - What Is The Difference.Documento4 pagineRaw vs. Part Heat Treatments - What Is The Difference.skluxNessuna valutazione finora
- Design For Manufacturing, CASTINGDocumento10 pagineDesign For Manufacturing, CASTINGDarbhalaPavanKumarNessuna valutazione finora
- Process FMEA for Farm Equipment SectorDocumento1 paginaProcess FMEA for Farm Equipment SectorBALACHANDAR SNessuna valutazione finora
- Design and Drafting Standards Manual - APS AESDocumento64 pagineDesign and Drafting Standards Manual - APS AEShombre.muerto5959Nessuna valutazione finora
- Determination of The Paris Curve For A TWIP Steel For Body-in-White ApplicationsDocumento94 pagineDetermination of The Paris Curve For A TWIP Steel For Body-in-White ApplicationsMatteo de'Giovanetti100% (1)
- Performance Appraisal Form AnalysisDocumento5 paginePerformance Appraisal Form AnalysisShami KantNessuna valutazione finora
- Metal Casting Processes: 3.1 Introduction of Casting ProcessDocumento14 pagineMetal Casting Processes: 3.1 Introduction of Casting Processharshita gupta100% (1)
- Casting MaterialsDocumento42 pagineCasting MaterialsTirta BudiawanNessuna valutazione finora
- Compression Molding Machine PriceDocumento13 pagineCompression Molding Machine PriceSalma FarooqNessuna valutazione finora
- Grain+Size+Effect+on+the+Martensite+Formation+in+a+High Manganese+TWIP+Steel+by+the+Rietveld+MethodDocumento6 pagineGrain+Size+Effect+on+the+Martensite+Formation+in+a+High Manganese+TWIP+Steel+by+the+Rietveld+MethodLeonidas GilapaNessuna valutazione finora
- Fulfill Instructions Quotation Analysis FormDocumento5 pagineFulfill Instructions Quotation Analysis FormAnonymous VRspXsmNessuna valutazione finora
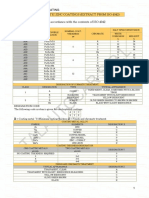
- Electrolytic Zinc Coating PDFDocumento2 pagineElectrolytic Zinc Coating PDFzoran100% (1)
- D10369520ADocumento4 pagineD10369520AQUALITY ControlNessuna valutazione finora
- Din En12020-2001Documento15 pagineDin En12020-2001Ricardo VitorianoNessuna valutazione finora
- Gating and Riser in CastingDocumento12 pagineGating and Riser in CastingMadhava ShankarNessuna valutazione finora
- JIS Standard For Casting MaterialDocumento4 pagineJIS Standard For Casting MaterialalliceyewNessuna valutazione finora
- Carbide Formation and Dissolution in Biomedical Co-Cr-Mo Alloys With Different Carbon Contents During Solution Treatment PDFDocumento10 pagineCarbide Formation and Dissolution in Biomedical Co-Cr-Mo Alloys With Different Carbon Contents During Solution Treatment PDFJason AlexNessuna valutazione finora
- Hot Chamber Die Casting ProcessDocumento1 paginaHot Chamber Die Casting ProcessNordiana IdrisNessuna valutazione finora
- Requirements for Designing Moulds for Composite ComponentsDocumento116 pagineRequirements for Designing Moulds for Composite ComponentsAnsh VoraNessuna valutazione finora
- 03 - SIPOC Diagram - 2009-06-11Documento1 pagina03 - SIPOC Diagram - 2009-06-11Anand RajaNessuna valutazione finora
- Design ParametersDocumento25 pagineDesign ParametersNagaraj RaviNessuna valutazione finora
- N33 9 4 2015-04-15Documento7 pagineN33 9 4 2015-04-15Anonymous 7ZTcBnNessuna valutazione finora
- HPDC Vs LPDC PDFDocumento28 pagineHPDC Vs LPDC PDFashokjkhannaNessuna valutazione finora
- Application of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelDocumento9 pagineApplication of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelKenan MuhamedagicNessuna valutazione finora
- Sheet Metal WorkDocumento29 pagineSheet Metal WorkSolcastic SoulNessuna valutazione finora
- UNIT 1-LN The Materials and Process UniverseDocumento27 pagineUNIT 1-LN The Materials and Process UniverseSEPNessuna valutazione finora
- Buna RubberDocumento24 pagineBuna RubberpanduranganraghuramaNessuna valutazione finora
- Battery Management Systems For Electric Vehicles: Bachelor of TechnologyDocumento25 pagineBattery Management Systems For Electric Vehicles: Bachelor of TechnologyJatin YadavNessuna valutazione finora
- Micro MachDocumento16 pagineMicro MachMukesh Muraleedharan NairNessuna valutazione finora
- DPMTDocumento41 pagineDPMTNirmal HaardNessuna valutazione finora
- Fundamentals of Die Casting DesignDocumento2 pagineFundamentals of Die Casting Designapi-3723333Nessuna valutazione finora
- A2 Tool Steel: CompositionDocumento1 paginaA2 Tool Steel: CompositionSama Umate100% (1)
- Plate Shear Strength Calculation DetailsDocumento6 paginePlate Shear Strength Calculation DetailsvenkateswaranNessuna valutazione finora
- Heat Treatment Guide for Improving Metal PropertiesDocumento44 pagineHeat Treatment Guide for Improving Metal PropertiesMelku AbebeNessuna valutazione finora
- Rust and Paint Peel Off Issue 8D ReportDocumento1 paginaRust and Paint Peel Off Issue 8D ReportLorenzo CarmeniNessuna valutazione finora
- MTC TubeDocumento1 paginaMTC TubeLUIZ CALROSNessuna valutazione finora
- Heat TreatmentDocumento21 pagineHeat TreatmentVenkiteshNessuna valutazione finora
- CastingDocumento19 pagineCastingMohd SyafiqNessuna valutazione finora
- Aluminium and Its Alloys: EF420 Lecture 11 John TaylorDocumento48 pagineAluminium and Its Alloys: EF420 Lecture 11 John TaylorzorazhrNessuna valutazione finora
- Casting ChecklistDocumento4 pagineCasting Checklistmihai90Nessuna valutazione finora
- Basha-Asme (Ferrous and Non Ferrous)Documento846 pagineBasha-Asme (Ferrous and Non Ferrous)AhmedHussainQureshiNessuna valutazione finora
- E-Coat Inputs: A) Part InformationDocumento5 pagineE-Coat Inputs: A) Part InformationAnjan MalusareNessuna valutazione finora
- Incremental Forming in Tailor Welded BlanksDocumento24 pagineIncremental Forming in Tailor Welded BlanksSitanshu S0% (1)
- Normalizing Temperature and Time Effect On Micro Structure and Change in Mechanical Properties of Forged Steel Billet For Axle ProductionDocumento3 pagineNormalizing Temperature and Time Effect On Micro Structure and Change in Mechanical Properties of Forged Steel Billet For Axle ProductionAnonymous izrFWiQNessuna valutazione finora
- Metal Injection MouldingDocumento1 paginaMetal Injection Mouldingkranthi1992Nessuna valutazione finora
- Sintered Metal Bush ProductionDocumento5 pagineSintered Metal Bush Production124swadeshiNessuna valutazione finora
- Suong V. Hoa - Design and Manufacturing of Composites-CRC Press (1998)Documento248 pagineSuong V. Hoa - Design and Manufacturing of Composites-CRC Press (1998)joereisNessuna valutazione finora
- Heat Treatment Defects TSDocumento2 pagineHeat Treatment Defects TSKhin Aung Shwe100% (1)
- AD 2000-Merkblatt B 13 English Vom 07-2012Documento44 pagineAD 2000-Merkblatt B 13 English Vom 07-2012GÖKHAN İNCİRLİNessuna valutazione finora
- Chapter 9d FractureDocumento70 pagineChapter 9d FracturenaveenaNessuna valutazione finora
- Basic Heat TreatmentDocumento8 pagineBasic Heat TreatmentAnonymous VRspXsmNessuna valutazione finora
- Sudipta Nath: Materials EngineeringDocumento19 pagineSudipta Nath: Materials EngineeringSudipta NathNessuna valutazione finora
- 1-Mechanical PropertiesDocumento105 pagine1-Mechanical Propertieslim zhong yi100% (1)
- Tailor Welded BlanksDocumento52 pagineTailor Welded BlanksYuvaraj YuvarajNessuna valutazione finora
- Risk AssessmentDocumento8 pagineRisk AssessmentEkoms GamingNessuna valutazione finora
- Review On Powder Metallurgy For Non Ferrous ComponentDocumento7 pagineReview On Powder Metallurgy For Non Ferrous ComponentShubham WaghmareNessuna valutazione finora
- Anylsis of Gear CD-M2 Due To Material Fold: From Oct-11-Mar-2012Documento1 paginaAnylsis of Gear CD-M2 Due To Material Fold: From Oct-11-Mar-2012Qasim BarkatNessuna valutazione finora
- SaraDocumento3 pagineSaraQasim BarkatNessuna valutazione finora
- Read MeDocumento9 pagineRead MeRamón Mariscal ArellanoNessuna valutazione finora
- Times StudyDocumento4 pagineTimes StudyQasim BarkatNessuna valutazione finora
- S.G IronDocumento6 pagineS.G IronQasim BarkatNessuna valutazione finora
- Astm A 240-2020Documento12 pagineAstm A 240-2020Mohammed AliNessuna valutazione finora
- Fire Theory & Investigation ElementsDocumento15 pagineFire Theory & Investigation ElementsAccu Xii VhenzNessuna valutazione finora
- Star and GalaxiesDocumento32 pagineStar and GalaxiesMazura AhmadNessuna valutazione finora
- Mycotoxin Detection: For CannabisDocumento20 pagineMycotoxin Detection: For CannabisЛабораторија За КонтаминентиNessuna valutazione finora
- Physics Investigatory Project Class 12Documento20 paginePhysics Investigatory Project Class 12vishuNessuna valutazione finora
- GeegDocumento2 pagineGeegjefferson100% (1)
- 2014-15 - I B.Tech I SemDocumento193 pagine2014-15 - I B.Tech I SemKrishna MurthyNessuna valutazione finora
- Panasonic TX-40ESR500 LA75Documento83 paginePanasonic TX-40ESR500 LA75André PaivaNessuna valutazione finora
- ValidadeDocumento4 pagineValidadenguyenpydnNessuna valutazione finora
- 2016 2017 6 7 Notes QuantumDocumento85 pagine2016 2017 6 7 Notes QuantumAlexander AdrogueNessuna valutazione finora
- Phosphoric Acid Manufacturing: Using Raw Materials and Salfuric AcidDocumento136 paginePhosphoric Acid Manufacturing: Using Raw Materials and Salfuric AcidUtkarsh Patil83% (6)
- Dry Quenched Coke - Enabler To Enhance BF PerformanceDocumento26 pagineDry Quenched Coke - Enabler To Enhance BF PerformanceSatyamKumarNessuna valutazione finora
- ES 311 - (Mechanics) SyllabusDocumento2 pagineES 311 - (Mechanics) SyllabusHarold TaylorNessuna valutazione finora
- The Influence of Microalloying With Boron On Properties of Austenite Stainless Steel X8crnis18-9Documento6 pagineThe Influence of Microalloying With Boron On Properties of Austenite Stainless Steel X8crnis18-9IJAR JOURNALNessuna valutazione finora
- Fenofibrate Impurities Manufacturer - Fenofibrate Impurity A, B, C, D, E, F, G - Olympus Chemicals & FertilizersDocumento13 pagineFenofibrate Impurities Manufacturer - Fenofibrate Impurity A, B, C, D, E, F, G - Olympus Chemicals & Fertilizersolympus impuritiesNessuna valutazione finora
- Physics homework solutions for chapter 23 problemsDocumento12 paginePhysics homework solutions for chapter 23 problemsSandeep BadigantiNessuna valutazione finora
- CFDeffectoffluidviscosityDocumento7 pagineCFDeffectoffluidviscosityHarsh TekriwalNessuna valutazione finora
- Answer Scheme BIOLOGY Paper 3 PRA 2007Documento6 pagineAnswer Scheme BIOLOGY Paper 3 PRA 2007Ferguson TehNessuna valutazione finora
- Paper 1. Theory of pH-Stat TitrationDocumento10 paginePaper 1. Theory of pH-Stat TitrationLisett Del Pilar Rodriguez OyarceNessuna valutazione finora
- Ammonia ConversionDocumento24 pagineAmmonia ConversionKashan AslamNessuna valutazione finora
- Tabelul Periodic - Google SearchDocumento1 paginaTabelul Periodic - Google SearchMariaNessuna valutazione finora
- Bio Tec EcoPureBiodegradationFAQDocumento6 pagineBio Tec EcoPureBiodegradationFAQH. Ali ArvasNessuna valutazione finora
- Chapter 26 - Electricity From Chemical ReactionsDocumento5 pagineChapter 26 - Electricity From Chemical Reactionst_anvNessuna valutazione finora
- Chapter 9 - Insulated Sandwich PanelsDocumento11 pagineChapter 9 - Insulated Sandwich PanelsAbdul GhaffarNessuna valutazione finora
- Unit 1 MCQ QuestionsDocumento24 pagineUnit 1 MCQ Questionsanand anithaNessuna valutazione finora
- Industrial and Genset Cooling System Issue 11Documento49 pagineIndustrial and Genset Cooling System Issue 11khoirulfeb.rizmarosNessuna valutazione finora
- PCHEM ISCO ISCR and Risk Reward Remediation Program Presentation PDFDocumento93 paginePCHEM ISCO ISCR and Risk Reward Remediation Program Presentation PDFMartin Daniel Palacios Quevedo100% (1)
- CHEG481 Gas Processing Engineering. Spri PDFDocumento72 pagineCHEG481 Gas Processing Engineering. Spri PDFAkol AganyNessuna valutazione finora
- Elasticity and Thermal ExpansionDocumento24 pagineElasticity and Thermal ExpansionAyush SrivastavNessuna valutazione finora
- TN15 - Crushed Manufactured Sand and Natural SandDocumento6 pagineTN15 - Crushed Manufactured Sand and Natural Sandpriyanka_kashyap_4Nessuna valutazione finora