Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- TMA GuideDocumento3 pagineTMA GuideHamshavathini YohoratnamNessuna valutazione finora
- Solution Documentation For Custom DevelopmentDocumento52 pagineSolution Documentation For Custom DevelopmentbayatalirezaNessuna valutazione finora
- A History of The Ecological Sciences, Part 1 - Early Greek OriginsDocumento6 pagineA History of The Ecological Sciences, Part 1 - Early Greek OriginskatzbandNessuna valutazione finora
- Program Need Analysis Questionnaire For DKA ProgramDocumento6 pagineProgram Need Analysis Questionnaire For DKA ProgramAzman Bin TalibNessuna valutazione finora
- Building g5Documento45 pagineBuilding g5ammarsteel68Nessuna valutazione finora
- Lecture Notes - Introduction To Big DataDocumento8 pagineLecture Notes - Introduction To Big Datasakshi kureley0% (1)
- Lecture No. 11Documento15 pagineLecture No. 11Sayeda JabbinNessuna valutazione finora
- Vacon NX, Non-Regenerative Front End FI9 UD01217B PDFDocumento48 pagineVacon NX, Non-Regenerative Front End FI9 UD01217B PDFSilvian IonescuNessuna valutazione finora
- Change LogDocumento145 pagineChange LogelhohitoNessuna valutazione finora
- Historical Roots of The "Whitening" of BrazilDocumento23 pagineHistorical Roots of The "Whitening" of BrazilFernandoMascarenhasNessuna valutazione finora
- Boq Cme: 1 Pole Foundation Soil WorkDocumento1 paginaBoq Cme: 1 Pole Foundation Soil WorkyuwonoNessuna valutazione finora
- Feb-May SBI StatementDocumento2 pagineFeb-May SBI StatementAshutosh PandeyNessuna valutazione finora
- Disbursement VoucherDocumento7 pagineDisbursement VoucherDan MarkNessuna valutazione finora
- WKS 8 & 9 - Industrial Dryer 2T 2020-2021Documento26 pagineWKS 8 & 9 - Industrial Dryer 2T 2020-2021Mei Lamfao100% (1)
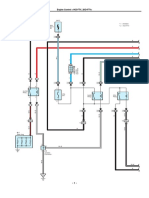
- Diagrama Hilux 1KD-2KD PDFDocumento11 pagineDiagrama Hilux 1KD-2KD PDFJeni100% (1)
- Benchmark Leadership Philosphy Ead 501Documento5 pagineBenchmark Leadership Philosphy Ead 501api-494301924Nessuna valutazione finora
- Finite State MachineDocumento75 pagineFinite State Machinecall_asitNessuna valutazione finora
- Bomba Manual Hidraulica - P 19 LDocumento2 pagineBomba Manual Hidraulica - P 19 LBruno PachecoNessuna valutazione finora
- Slem Descriptive EssayDocumento2 pagineSlem Descriptive EssayMary Jane DingalNessuna valutazione finora
- Development of PBAT Based Bio Filler Masterbatch: A Scientific Research Proposal OnDocumento15 pagineDevelopment of PBAT Based Bio Filler Masterbatch: A Scientific Research Proposal OnManmathNessuna valutazione finora
- Teks Pengacaraan Majlis Perpisahan PerpindahandocDocumento8 pagineTeks Pengacaraan Majlis Perpisahan PerpindahandocTom O Hard JoNessuna valutazione finora
- Aug 21 Lab PhET Motion Graphs QuDocumento8 pagineAug 21 Lab PhET Motion Graphs QureynandcpcNessuna valutazione finora
- AURTTA104 - Assessment 2 Practical Demonstration Tasks - V3Documento16 pagineAURTTA104 - Assessment 2 Practical Demonstration Tasks - V3muhammaduzairNessuna valutazione finora
- Assessment PN1096617Documento14 pagineAssessment PN1096617Amr TarekNessuna valutazione finora
- Investigation of The Microstructures, Properties, and Toughening Mechanism of Polypropylene/calcium Carbonate Toughening Masterbatch CompositesDocumento16 pagineInvestigation of The Microstructures, Properties, and Toughening Mechanism of Polypropylene/calcium Carbonate Toughening Masterbatch CompositesHatchi KouNessuna valutazione finora
- Week 2 - Sulphur DyesDocumento5 pagineWeek 2 - Sulphur DyesRR TNessuna valutazione finora
- Introduction To Templates in C++Documento16 pagineIntroduction To Templates in C++hammarbytpNessuna valutazione finora
- JOB Performer: Q .1: What Is Permit?Documento5 pagineJOB Performer: Q .1: What Is Permit?Shahid BhattiNessuna valutazione finora
- Neural Computing and ApplicationsDocumento49 pagineNeural Computing and ApplicationsLine PhamNessuna valutazione finora
- ILI9481 DatasheetDocumento143 pagineILI9481 DatasheetdetonatNessuna valutazione finora