Potrebbero piacerti anche
- 1929 Annual Stock Market ForecastDocumento19 pagine1929 Annual Stock Market Forecastniky186Nessuna valutazione finora
- Astm B 138 - B 138M - 06Documento4 pagineAstm B 138 - B 138M - 06Ramsi AnkziNessuna valutazione finora
- 7178-T6511 Property - ASM Material Data SheetDocumento2 pagine7178-T6511 Property - ASM Material Data SheetptrfmNessuna valutazione finora
- QQ S 698Documento11 pagineQQ S 698Mike FiorenNessuna valutazione finora
- SAE J1390-2017 Engine Cooling Fan Structural AnalysisDocumento18 pagineSAE J1390-2017 Engine Cooling Fan Structural AnalysisProvocateur SamaraNessuna valutazione finora
- Aerospace Material Specification Ams 2759 PDFDocumento11 pagineAerospace Material Specification Ams 2759 PDFKarad KaradiasNessuna valutazione finora
- Sae - Ams 2680CDocumento18 pagineSae - Ams 2680CSen Sey100% (1)
- AGMADocumento65 pagineAGMAhicham127886% (7)
- Huawei Core Roadmap TRM10 Dec 14 2011 FinalDocumento70 pagineHuawei Core Roadmap TRM10 Dec 14 2011 Finalfirasibraheem100% (1)
- SH210 5 SERVCE CD PDF Pages 1 33Documento33 pagineSH210 5 SERVCE CD PDF Pages 1 33Em sulistio87% (23)
- 13-8 PHteDocumento1 pagina13-8 PHtegeorgeNessuna valutazione finora
- Astm A506Documento4 pagineAstm A506Fabio SegattoNessuna valutazione finora
- Mil H 6875GDocumento29 pagineMil H 6875Gfordsho95Nessuna valutazione finora
- SAE AMS 5516p-2012Documento5 pagineSAE AMS 5516p-2012Mehdi MokhtariNessuna valutazione finora
- Kaiser Aluminum Soft Alloy Tube PDFDocumento31 pagineKaiser Aluminum Soft Alloy Tube PDFgerrzen64Nessuna valutazione finora
- A591A591MDocumento4 pagineA591A591MErnesto SanzNessuna valutazione finora
- QQ-A-250 - 12F - Aluminum Alloy 7075, Plate and Sheet - StandardDocumento7 pagineQQ-A-250 - 12F - Aluminum Alloy 7075, Plate and Sheet - StandardSüleymanNessuna valutazione finora
- A 1070 - 16Documento8 pagineA 1070 - 16Nguyễn Như ThếNessuna valutazione finora
- Beryllium CopperDocumento2 pagineBeryllium Coppershawntsung100% (1)
- Sae Ams5837f 1999Documento7 pagineSae Ams5837f 1999이연지Nessuna valutazione finora
- Astm A 564-A 564M-2004 R2009Documento7 pagineAstm A 564-A 564M-2004 R2009yzmouseNessuna valutazione finora
- 17 4ph PDFDocumento1 pagina17 4ph PDFMalavikaVarmaNessuna valutazione finora
- Asme B18.2.6 2003Documento11 pagineAsme B18.2.6 2003Jesse ChenNessuna valutazione finora
- A176 PDFDocumento2 pagineA176 PDFmahmoud hanafiNessuna valutazione finora
- SAE AMS 5548p-2012Documento6 pagineSAE AMS 5548p-2012Mehdi MokhtariNessuna valutazione finora
- Scope Aluminum 6061 Catalogue enDocumento4 pagineScope Aluminum 6061 Catalogue ensav33Nessuna valutazione finora
- 440C DS CarpenterDocumento5 pagine440C DS CarpenterdaymonNessuna valutazione finora
- Enovia VPLM VPM NavigatorDocumento11 pagineEnovia VPLM VPM NavigatorAsker Ali TPNessuna valutazione finora
- Ams 4965 HDocumento11 pagineAms 4965 HOTK Micro-FixNessuna valutazione finora
- Steel, Sheet and Strip, High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, With Improved Atmospheric Corrosion ResistanceDocumento4 pagineSteel, Sheet and Strip, High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, With Improved Atmospheric Corrosion ResistancePham Huu Loc Ho100% (1)
- Astm B633Documento5 pagineAstm B633nisha_khan100% (1)
- MIL-A-22771D - Aluminum Forgings, Heat TreatedDocumento24 pagineMIL-A-22771D - Aluminum Forgings, Heat TreatedklinedavidklineNessuna valutazione finora
- AMS2745ADocumento6 pagineAMS2745AmarcinNessuna valutazione finora
- Cold-Drawn, Stress-Relieved Carbon Steel Bars Subject To Mechanical Property RequirementsDocumento4 pagineCold-Drawn, Stress-Relieved Carbon Steel Bars Subject To Mechanical Property Requirementssharon blushteinNessuna valutazione finora
- Nas 1329Documento4 pagineNas 1329randoll jamesNessuna valutazione finora
- Aluminio Astm B 209 1 PDFDocumento29 pagineAluminio Astm B 209 1 PDFannhysbe1Nessuna valutazione finora
- Hot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesDocumento11 pagineHot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesNilton Santillan OrtegaNessuna valutazione finora
- Evaluation of AISI 4140 Steel Repair Without Post-WeldDocumento8 pagineEvaluation of AISI 4140 Steel Repair Without Post-WeldVidaurriNessuna valutazione finora
- Mil PRF 8625 Amend02Documento20 pagineMil PRF 8625 Amend02dan howsNessuna valutazione finora
- Sae Ams QQ N 290Documento1 paginaSae Ams QQ N 290Michael Zhang0% (1)
- Astm A582 - A582m-22Documento4 pagineAstm A582 - A582m-221965karanfil6Nessuna valutazione finora
- Mil STD 1312BDocumento44 pagineMil STD 1312BgreatsteelNessuna valutazione finora
- 6061 Aluminum Sheet SuppliersDocumento7 pagine6061 Aluminum Sheet Supplierssanghvi overseas incNessuna valutazione finora
- Astm 510Documento7 pagineAstm 510Arnold Bohorquez Acevedo100% (1)
- Id00 25 113 F16 1 Wa 1 - 01 Mar 2014 - 0 - 01 Mar 2014 - CompDocumento18 pagineId00 25 113 F16 1 Wa 1 - 01 Mar 2014 - 0 - 01 Mar 2014 - CompArif Nugroho SantosoNessuna valutazione finora
- B 21 - B 21M - 14Documento8 pagineB 21 - B 21M - 14Ahmed BilalNessuna valutazione finora
- Alloy Steel Grade and Specs Aerovacalloyforge ComDocumento3 pagineAlloy Steel Grade and Specs Aerovacalloyforge ComSteve BraunNessuna valutazione finora
- Aerospace Material Specification: Steel Strip (0.90 - 1.04C) (SAE 1095) Hard Temper (Composition Similar To UNS G10950)Documento6 pagineAerospace Material Specification: Steel Strip (0.90 - 1.04C) (SAE 1095) Hard Temper (Composition Similar To UNS G10950)raulNessuna valutazione finora
- AMS4016MDocumento5 pagineAMS4016M黄当甲Nessuna valutazione finora
- M45913-1 RevADocumento4 pagineM45913-1 RevAMAI_QualityNessuna valutazione finora
- Nasm 21044Documento4 pagineNasm 21044karthiprojectsNessuna valutazione finora
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForDocumento9 pagineSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadNessuna valutazione finora
- The Thin Section Bearing of Today: An SKF Group BrandDocumento8 pagineThe Thin Section Bearing of Today: An SKF Group BrandSrinandh Aeron SriNessuna valutazione finora
- Cable TiesDocumento16 pagineCable Tiesrodax4Nessuna valutazione finora
- B925-03 - Standard Practices For Production and Preparation of PM Test Specimens PDFDocumento15 pagineB925-03 - Standard Practices For Production and Preparation of PM Test Specimens PDFakjeevananthamNessuna valutazione finora
- Index PHP PDFDocumento9 pagineIndex PHP PDFEloise CamposNessuna valutazione finora
- Rescue Carabiners: Standard Specification ForDocumento6 pagineRescue Carabiners: Standard Specification Forastewayb_964354182Nessuna valutazione finora
- Ms 21919Documento4 pagineMs 21919Зариф ЗарифовNessuna valutazione finora
- NAS1303 CoastFabricationDocumento2 pagineNAS1303 CoastFabricationsje productionNessuna valutazione finora
- AMS4930LDocumento8 pagineAMS4930Lremaja1249Nessuna valutazione finora
- Tlulilv: For Polytetrafluoroethylene Molded BasicDocumento6 pagineTlulilv: For Polytetrafluoroethylene Molded BasicjenishjsNessuna valutazione finora
- Saej 378 V 002Documento17 pagineSaej 378 V 002willianNessuna valutazione finora
- SAE ARP2654 UT Thickness TestDocumento1 paginaSAE ARP2654 UT Thickness TestNathaniel LuraNessuna valutazione finora
- Saej1885 2008Documento21 pagineSaej1885 2008Ying QuNessuna valutazione finora
- Art:10 1007/BF03187820 PDFDocumento4 pagineArt:10 1007/BF03187820 PDFniky186Nessuna valutazione finora
- Dsto TN 0462Documento23 pagineDsto TN 0462niky186Nessuna valutazione finora
- Air 5065Documento11 pagineAir 5065niky186Nessuna valutazione finora
- Sel Process ParametersDocumento2 pagineSel Process Parametersniky186Nessuna valutazione finora
- ISO 9001 2008 Nigel CroftDocumento48 pagineISO 9001 2008 Nigel Croftniky1860% (1)
- Unit 13 - Business Hotels and Sales ConferencesDocumento24 pagineUnit 13 - Business Hotels and Sales ConferencesMiguel Angel Escoto CanoNessuna valutazione finora
- 1980WB58Documento167 pagine1980WB58AKSNessuna valutazione finora
- Intro S4HANA Using Global Bike Solutions EAM Fiori en v3.3Documento5 pagineIntro S4HANA Using Global Bike Solutions EAM Fiori en v3.3Thăng Nguyễn BáNessuna valutazione finora
- Pthread TutorialDocumento26 paginePthread Tutorialapi-3754827Nessuna valutazione finora
- Risk Analysis and Management - MCQs1Documento7 pagineRisk Analysis and Management - MCQs1Ravi SatyapalNessuna valutazione finora
- A Survey On Multicarrier Communications Prototype PDFDocumento28 pagineA Survey On Multicarrier Communications Prototype PDFDrAbdallah NasserNessuna valutazione finora
- Health, Safety & Environment: Refer NumberDocumento2 pagineHealth, Safety & Environment: Refer NumbergilNessuna valutazione finora
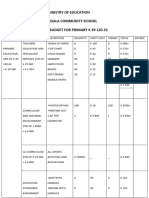
- Ministry of Education Musala SCHDocumento5 pagineMinistry of Education Musala SCHlaonimosesNessuna valutazione finora
- Engagement Letter TrustDocumento4 pagineEngagement Letter Trustxetay24207Nessuna valutazione finora
- Legal Ethics HW 5Documento7 pagineLegal Ethics HW 5Julius Robert JuicoNessuna valutazione finora
- Mpi Model QuestionsDocumento4 pagineMpi Model QuestionshemanthnagNessuna valutazione finora
- Tate Modern London, Pay Congestion ChargeDocumento6 pagineTate Modern London, Pay Congestion ChargeCongestionChargeNessuna valutazione finora
- ReviewerDocumento2 pagineReviewerAra Mae Pandez HugoNessuna valutazione finora
- SemiDocumento252 pagineSemiGNessuna valutazione finora
- Installation and User's Guide For AIX Operating SystemDocumento127 pagineInstallation and User's Guide For AIX Operating SystemPeter KidiavaiNessuna valutazione finora
- Home Guaranty Corp. v. Manlapaz - PunzalanDocumento3 pagineHome Guaranty Corp. v. Manlapaz - PunzalanPrincess Aliyah Punzalan100% (1)
- List of People in Playboy 1953Documento57 pagineList of People in Playboy 1953Paulo Prado De Medeiros100% (1)
- Caso Kola RealDocumento17 pagineCaso Kola RealEvelyn Dayhanna Escobar PalomequeNessuna valutazione finora
- Communication On The Telephone InfoDocumento30 pagineCommunication On The Telephone Infomelese100% (1)
- Leeka Kheifets PrincipleDocumento6 pagineLeeka Kheifets PrincipleAlexandreau del FierroNessuna valutazione finora
- 88 - 02 Exhaust Manifold Gasket Service BulletinDocumento3 pagine88 - 02 Exhaust Manifold Gasket Service BulletinGerrit DekkerNessuna valutazione finora
- PPB 3193 Operation Management - Group 10Documento11 paginePPB 3193 Operation Management - Group 10树荫世界Nessuna valutazione finora
- In Comparison With Oracle 8i, 9i Is Have Lot Many New Features. Important IsDocumento241 pagineIn Comparison With Oracle 8i, 9i Is Have Lot Many New Features. Important IsBalaji ShindeNessuna valutazione finora
- Microeconomics: Production, Cost Minimisation, Profit MaximisationDocumento19 pagineMicroeconomics: Production, Cost Minimisation, Profit Maximisationhishamsauk50% (2)
- Economies and Diseconomies of ScaleDocumento7 pagineEconomies and Diseconomies of Scale2154 taibakhatunNessuna valutazione finora
- Introduction Into Post Go-Live SizingsDocumento26 pagineIntroduction Into Post Go-Live SizingsCiao BentosoNessuna valutazione finora
- PlsqldocDocumento21 paginePlsqldocAbhishekNessuna valutazione finora
- Te 1569 Web PDFDocumento272 pagineTe 1569 Web PDFdavid19890109Nessuna valutazione finora