Potrebbero piacerti anche
- Polyurethane BayerDocumento31 paginePolyurethane Bayerpravintandel106100% (6)
- IntroDocumento20 pagineIntrosupriyo1970Nessuna valutazione finora
- ForeDocumento1 paginaForesupriyo1970Nessuna valutazione finora
- AppbDocumento10 pagineAppbsupriyo1970Nessuna valutazione finora
- 42Documento15 pagine42supriyo1970Nessuna valutazione finora
- 48Documento22 pagine48supriyo1970Nessuna valutazione finora
- 46Documento22 pagine46supriyo1970Nessuna valutazione finora
- IndxDocumento50 pagineIndxsupriyo1970Nessuna valutazione finora
- AppaDocumento6 pagineAppasupriyo1970Nessuna valutazione finora
- 44Documento10 pagine44supriyo1970Nessuna valutazione finora
- 41Documento11 pagine41supriyo1970Nessuna valutazione finora
- Composites in The Sporting Goods Industry: Brian SpencerDocumento9 pagineComposites in The Sporting Goods Industry: Brian Spencersupriyo1970Nessuna valutazione finora
- 45Documento15 pagine45supriyo1970Nessuna valutazione finora
- Aerospace Equipment and Instrument Structures: A Guide to Graphite Fiber Reinforced Plastics (GFRPDocumento18 pagineAerospace Equipment and Instrument Structures: A Guide to Graphite Fiber Reinforced Plastics (GFRPsupriyo1970Nessuna valutazione finora
- 39Documento26 pagine39supriyo1970Nessuna valutazione finora
- 37Documento16 pagine37supriyo1970Nessuna valutazione finora
- 40Documento22 pagine40supriyo1970Nessuna valutazione finora
- 38Documento19 pagine38supriyo1970Nessuna valutazione finora
- Mechanical Tests of Fibrous CompositesDocumento16 pagineMechanical Tests of Fibrous Compositessupriyo1970Nessuna valutazione finora
- 36Documento12 pagine36supriyo1970Nessuna valutazione finora
- Analysis Methods: VasilievDocumento22 pagineAnalysis Methods: Vasilievsupriyo1970Nessuna valutazione finora
- Durabilitate Si Toleranta La Degradare A Comp Fibroase-16pagDocumento16 pagineDurabilitate Si Toleranta La Degradare A Comp Fibroase-16pagRadu DanielNessuna valutazione finora
- 29Documento19 pagine29supriyo1970Nessuna valutazione finora
- 31Documento27 pagine31supriyo1970Nessuna valutazione finora
- 30Documento23 pagine30supriyo1970Nessuna valutazione finora
- 26Documento20 pagine26supriyo1970Nessuna valutazione finora
- 27Documento14 pagine27supriyo1970Nessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5783)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- High Performance, Low Cost Microprocessor (US Patent 5530890)Documento49 pagineHigh Performance, Low Cost Microprocessor (US Patent 5530890)PriorSmartNessuna valutazione finora
- Chapter 4-Market EquilibriumDocumento24 pagineChapter 4-Market EquilibriumAiman Daniel100% (2)
- CourseLab 2 4 PDFDocumento252 pagineCourseLab 2 4 PDFLiliana StanescuNessuna valutazione finora
- Mercado - 10 Fabrikam Investments SolutionDocumento3 pagineMercado - 10 Fabrikam Investments SolutionMila MercadoNessuna valutazione finora
- Dof Omm Ss Skirting Sk-02Documento8 pagineDof Omm Ss Skirting Sk-02Ideal DesignerNessuna valutazione finora
- Chapter 2 ResearchDocumento14 pagineChapter 2 ResearchabibualNessuna valutazione finora
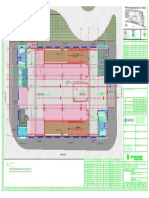
- Key plan and area statement comparison for multi-level car park (MLCPDocumento1 paginaKey plan and area statement comparison for multi-level car park (MLCP121715502003 BOLLEMPALLI BINDU SREE SATYANessuna valutazione finora
- CSR 620 Commissioning Manual A4-5285CDocumento40 pagineCSR 620 Commissioning Manual A4-5285CNguyễn Xuân Lộc86% (7)
- Myo Cny 2023 MenuDocumento12 pagineMyo Cny 2023 Menulihanyong17Nessuna valutazione finora
- Installation Guide for lemonPOS POS SoftwareDocumento4 pagineInstallation Guide for lemonPOS POS SoftwareHenry HubNessuna valutazione finora
- Komatsu PC01-1 (JPN) 14001-Up Shop ManualDocumento217 pagineKomatsu PC01-1 (JPN) 14001-Up Shop Manualhaimay118100% (2)
- Preparing For 2024: Election Technology and The Battle Against DisinformationDocumento13 paginePreparing For 2024: Election Technology and The Battle Against DisinformationVerified VotingNessuna valutazione finora
- 10 Questions About Independent ReadingDocumento4 pagine10 Questions About Independent ReadingdewiNessuna valutazione finora
- E-Leadership Literature ReviewDocumento36 pagineE-Leadership Literature ReviewYasser BahaaNessuna valutazione finora
- Underpinning Methods, Procedure and ApplicationsDocumento10 pagineUnderpinning Methods, Procedure and ApplicationsShivaun Seecharan0% (1)
- Data Structure & Algorithms (TIU-UCS-T201) : Presented by Suvendu Chattaraj (Department of CSE, TIU, WB)Documento23 pagineData Structure & Algorithms (TIU-UCS-T201) : Presented by Suvendu Chattaraj (Department of CSE, TIU, WB)Adhara MukherjeeNessuna valutazione finora
- Ammonium Nitrophosphate Production ProcessDocumento133 pagineAmmonium Nitrophosphate Production ProcessHit Busa100% (1)
- Install CH340 driver for ArduinoDocumento8 pagineInstall CH340 driver for Arduinosubbu jangamNessuna valutazione finora
- SteroidsDocumento2 pagineSteroidsShawn FreemanNessuna valutazione finora
- Effective Postoperative Pain Management StrategiesDocumento10 pagineEffective Postoperative Pain Management StrategiesvenkayammaNessuna valutazione finora
- Design Proposal For North Public & Suite Areas Decorative Lighting, Solaire Quezon CityDocumento42 pagineDesign Proposal For North Public & Suite Areas Decorative Lighting, Solaire Quezon CityRichard Libunao BelduaNessuna valutazione finora
- Cyolo Datasheet 2022 - Driving Digital BusinessDocumento3 pagineCyolo Datasheet 2022 - Driving Digital BusinessAlexis MoralesNessuna valutazione finora
- Cambridge O Level: Agriculture 5038/12 October/November 2020Documento30 pagineCambridge O Level: Agriculture 5038/12 October/November 2020Sraboni ChowdhuryNessuna valutazione finora
- Physics Chapter on Motion and Force EquationsDocumento2 paginePhysics Chapter on Motion and Force EquationsMalikXufyanNessuna valutazione finora
- Geography Lesson PlanDocumento4 pagineGeography Lesson Planapi-204977805100% (3)
- Bildiri Sunum - 02Documento12 pagineBildiri Sunum - 02Orhan Veli KazancıNessuna valutazione finora
- Action and Budget Plan For The Boys Scouts of The PhilippinesDocumento2 pagineAction and Budget Plan For The Boys Scouts of The PhilippinesJohn Paul ViñasNessuna valutazione finora
- Appetizers Fire-Grilled Gourmet Burgers: Red Robin'S Finest Burgers Red'S Tavern MenuDocumento2 pagineAppetizers Fire-Grilled Gourmet Burgers: Red Robin'S Finest Burgers Red'S Tavern MenufruitfuckNessuna valutazione finora
- 1404 Pratul Singhal Ideal Gas Equation Density StoichiometryDocumento22 pagine1404 Pratul Singhal Ideal Gas Equation Density StoichiometryYang ChoudhuryNessuna valutazione finora
- Case Study Series by Afterschoool - The Great Hotels of BikanerDocumento24 pagineCase Study Series by Afterschoool - The Great Hotels of BikanerKNOWLEDGE CREATORSNessuna valutazione finora