Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
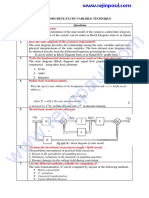
- Unit I - Discrete State-Variable Technique Q.No Questions: Scalar Adder IntegratorDocumento184 pagineUnit I - Discrete State-Variable Technique Q.No Questions: Scalar Adder IntegratorAgatha ChristieNessuna valutazione finora
- FVSysID ShortCourse 1 Introduction1Documento28 pagineFVSysID ShortCourse 1 Introduction1Nuta ConstantinNessuna valutazione finora
- EI68010-Computer Control of Processes Question Bank PDFDocumento12 pagineEI68010-Computer Control of Processes Question Bank PDFlvrevathiNessuna valutazione finora
- Hapter: Chapter 2 Literature Review On Damage Detection and Health MonitoringDocumento10 pagineHapter: Chapter 2 Literature Review On Damage Detection and Health Monitoringafzal taiNessuna valutazione finora
- ECH3121 - Assignment 1 (PROCESS IDENTIFICATION OF AIR FRYER)Documento28 pagineECH3121 - Assignment 1 (PROCESS IDENTIFICATION OF AIR FRYER)pjm rapNessuna valutazione finora
- Modelling of Twin Rotor MIMO System: September 2016Documento7 pagineModelling of Twin Rotor MIMO System: September 2016Varisa RahmawatiNessuna valutazione finora
- A Manual For System IdentificationDocumento8 pagineA Manual For System IdentificationJulián SalazarNessuna valutazione finora
- Fundamentals of Control r1 6 PDFDocumento79 pagineFundamentals of Control r1 6 PDFsarathNessuna valutazione finora
- Dynamic Modeling, Predictive Control and Performance MonitoringDocumento6 pagineDynamic Modeling, Predictive Control and Performance MonitoringAbdul SamadNessuna valutazione finora
- Lecture Notes 2013Documento231 pagineLecture Notes 2013alper senemNessuna valutazione finora
- Blind System IdentificationDocumento18 pagineBlind System IdentificationlalusebanNessuna valutazione finora
- MATLAB Control SystemsDocumento182 pagineMATLAB Control SystemsazureusNessuna valutazione finora
- Adaptive Control (Karl J. Astrom) 2nd Ed - Solution ManualDocumento47 pagineAdaptive Control (Karl J. Astrom) 2nd Ed - Solution Manualjose492432Nessuna valutazione finora
- Temperature Control For Reheating Furnace WalkingDocumento7 pagineTemperature Control For Reheating Furnace WalkingPrakash SarangiNessuna valutazione finora
- Paga Deepa PDFDocumento243 paginePaga Deepa PDFVarun NaiduNessuna valutazione finora
- Real Time Implementation and Design of Predictive Controller For Fast Dynamic SystemDocumento8 pagineReal Time Implementation and Design of Predictive Controller For Fast Dynamic SystemDiogo AlexandreNessuna valutazione finora
- Review Paper: Fundamentals of System Identification in Structural DynamicsDocumento12 pagineReview Paper: Fundamentals of System Identification in Structural DynamicsBernardo Diaz SuarezNessuna valutazione finora
- Black Box System IdentificationDocumento13 pagineBlack Box System IdentificationJahangir MalikNessuna valutazione finora
- Agard Flight Test Technique Series Volume 3 Part 1 Dynamic Systems Output Error ApproachDocumento186 pagineAgard Flight Test Technique Series Volume 3 Part 1 Dynamic Systems Output Error ApproachDavid RussoNessuna valutazione finora
- MatlabDocumento309 pagineMatlabfafaNessuna valutazione finora
- ELEC4632 - Lab - 01 - 2022 v1Documento13 pagineELEC4632 - Lab - 01 - 2022 v1wwwwwhfzzNessuna valutazione finora
- Modelling & Simulation of Mechatronic Systems: (Course Code-Emeg6422)Documento28 pagineModelling & Simulation of Mechatronic Systems: (Course Code-Emeg6422)MEWAEL MIZANNessuna valutazione finora
- The Use of Gaussian Processes in System IdentificationDocumento13 pagineThe Use of Gaussian Processes in System IdentificationaaNessuna valutazione finora
- System IdentificationDocumento2 pagineSystem IdentificationSarat MaharjanNessuna valutazione finora
- System Identification Lecture Week 2: Dr. Mian Ilyas AhmadDocumento20 pagineSystem Identification Lecture Week 2: Dr. Mian Ilyas AhmadMuhammad KashifNessuna valutazione finora
- Fundamentals of Control r1 3Documento97 pagineFundamentals of Control r1 3Marco Antonio100% (10)
- (Peter Van Overschee, Bart de Moor (Auth.) ) SubsDocumento262 pagine(Peter Van Overschee, Bart de Moor (Auth.) ) SubsMarcos HenriqueNessuna valutazione finora
- Dynamics of Processes With Recycle: Multifeed Ternary SystemsDocumento14 pagineDynamics of Processes With Recycle: Multifeed Ternary SystemsJuan Carlos Cuellar EspinosaNessuna valutazione finora
- VN Control 24-Jun-20 PDFDocumento29 pagineVN Control 24-Jun-20 PDFCong DongNessuna valutazione finora
- Modeling A Vehicle Dynamics SystemDocumento21 pagineModeling A Vehicle Dynamics SystemPatricio Pozo RamirezNessuna valutazione finora