Potrebbero piacerti anche
- Prequalified Minimum Preheat and Interpass Temperature (See 5.7)Documento4 paginePrequalified Minimum Preheat and Interpass Temperature (See 5.7)Nilton SantillanNessuna valutazione finora
- D1.1 D1.1M 2020 Errata 2qDocumento19 pagineD1.1 D1.1M 2020 Errata 2qSleyda Munoz100% (1)
- PreheatDocumento4 paginePreheatShaikh IbrahimNessuna valutazione finora
- Prequalified Minimum Preheat and Interpass TemperatureDocumento3 paginePrequalified Minimum Preheat and Interpass TemperatureAnonymous wJGQDTH0pNessuna valutazione finora
- Errata D1.1 D1.1M 2020Documento6 pagineErrata D1.1 D1.1M 2020Darwin EnriqueNessuna valutazione finora
- ASTM A573-A573M-93a-1998Documento2 pagineASTM A573-A573M-93a-1998NadhiraNessuna valutazione finora
- Astm A573 - A573m - 13Documento2 pagineAstm A573 - A573m - 13Panneer BalashanmuganNessuna valutazione finora
- Comparision Between AWS D1.1&ASME Sec - IXDocumento33 pagineComparision Between AWS D1.1&ASME Sec - IXStephen RajNessuna valutazione finora
- ASTM A283 Grade C: General Product DescriptionDocumento1 paginaASTM A283 Grade C: General Product DescriptionPratyas SarahNessuna valutazione finora
- Astm A487 A487m 21Documento7 pagineAstm A487 A487m 21Milady OyuelaNessuna valutazione finora
- Astm A533 A533m 16Documento2 pagineAstm A533 A533m 16Edgar CarmonaNessuna valutazione finora
- Specification For Carbon and Alloy Steel Forgings For Thin-Walled Pressure VesselsDocumento7 pagineSpecification For Carbon and Alloy Steel Forgings For Thin-Walled Pressure VesselsAnilNessuna valutazione finora
- ASTM A285 Grade C: General Product DescriptionDocumento1 paginaASTM A285 Grade C: General Product DescriptionJoao Mario SoaresNessuna valutazione finora
- ME 205 - 432 - Assignment 1Documento9 pagineME 205 - 432 - Assignment 1جعفر السلطانNessuna valutazione finora
- Para 302-3-5 Stress LimitsDocumento4 paginePara 302-3-5 Stress LimitsalvinchuanNessuna valutazione finora
- Data Sheet ASTM A517 Grade E 2020-06-26Documento2 pagineData Sheet ASTM A517 Grade E 2020-06-26FAUSTINO SOLANO SUAREZNessuna valutazione finora
- ASTM A738 Grade B: General Product DescriptionDocumento2 pagineASTM A738 Grade B: General Product DescriptionhealgoseNessuna valutazione finora
- Ss Grade 50 - Galvanized Steel Coils & SheetsDocumento1 paginaSs Grade 50 - Galvanized Steel Coils & SheetshealgoseNessuna valutazione finora
- Structural Carbon Steel Plates of Improved Toughness: Standard Specification ForDocumento2 pagineStructural Carbon Steel Plates of Improved Toughness: Standard Specification ForDarwin DarmawanNessuna valutazione finora
- 3.4 Bituminous Materials: 3.4.1 DescriptionDocumento5 pagine3.4 Bituminous Materials: 3.4.1 DescriptionSujon AhmmedNessuna valutazione finora
- Data Sheet ASTM A572 Grade 50 2019-05-20Documento1 paginaData Sheet ASTM A572 Grade 50 2019-05-20Andrés RamírezNessuna valutazione finora
- ASTM A372-A372M-03 Standard Specification For Carbon and Alloy Steel Forgings For Thin-Walled Pressure VesselsDocumento5 pagineASTM A372-A372M-03 Standard Specification For Carbon and Alloy Steel Forgings For Thin-Walled Pressure VesselsAarón Escorza MistránNessuna valutazione finora
- Data Sheet ASTM A871 Grade 60 2019-08-30Documento1 paginaData Sheet ASTM A871 Grade 60 2019-08-30abelardo quinteroNessuna valutazione finora
- Ductile Iron Casting Specfications and Details All Standards PDFDocumento15 pagineDuctile Iron Casting Specfications and Details All Standards PDFSiriusNessuna valutazione finora
- Hex Bolt Head MarkingsDocumento5 pagineHex Bolt Head MarkingscarangoretrepoNessuna valutazione finora
- Astm A 515 PDFDocumento5 pagineAstm A 515 PDFsenthil4youNessuna valutazione finora
- Tablas Del Manual Aisc 360-11Documento220 pagineTablas Del Manual Aisc 360-11Ykr Calderón ChiroqueNessuna valutazione finora
- B16 CASE 10: InquiryDocumento4 pagineB16 CASE 10: InquiryInaamNessuna valutazione finora
- Fastener PDFDocumento12 pagineFastener PDFdiegomilitojNessuna valutazione finora
- Pressure Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel, For Moderate and Lower Temperature ServiceDocumento4 paginePressure Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel, For Moderate and Lower Temperature Serviceraulpalma93Nessuna valutazione finora
- ASTM A633 Grade C: General Product DescriptionDocumento2 pagineASTM A633 Grade C: General Product DescriptionOmar Amilcar BonasifNessuna valutazione finora
- ASTM Pipe SpecificationsDocumento44 pagineASTM Pipe Specificationsafarid_123Nessuna valutazione finora
- Steel Wire, Plain, For Concrete ReinforcementDocumento6 pagineSteel Wire, Plain, For Concrete ReinforcementfekihassanNessuna valutazione finora
- Ductile Iron Castings: Standard Specification ForDocumento6 pagineDuctile Iron Castings: Standard Specification Forannayya.chandrashekar Civil EngineerNessuna valutazione finora
- Wilfley Materials in Common UseDocumento1 paginaWilfley Materials in Common UsesasikumartvsNessuna valutazione finora
- 020yoo - Edited - NEWDocumento9 pagine020yoo - Edited - NEWFilip Van den AbeeleNessuna valutazione finora
- Data Sheet ASTM A517 Grade Q 2017-04-19Documento1 paginaData Sheet ASTM A517 Grade Q 2017-04-19FAUSTINO SOLANO SUAREZNessuna valutazione finora
- Especificaciones de Bulones SAE y ASTMDocumento3 pagineEspecificaciones de Bulones SAE y ASTMFederico MoranNessuna valutazione finora
- 4 - PREPARATION OF WPS - StudentDocumento22 pagine4 - PREPARATION OF WPS - Studentrazlan ghazaliNessuna valutazione finora
- Grade 2 and Astm A 307 BoltingDocumento2 pagineGrade 2 and Astm A 307 BoltingJavier Ordoñez BarrigaNessuna valutazione finora
- SERIE 2000 Iron Technical LDocumento8 pagineSERIE 2000 Iron Technical LStefaan JacobsNessuna valutazione finora
- How To Read ASTM D2000 Call OutsDocumento7 pagineHow To Read ASTM D2000 Call OutsnithyaupscNessuna valutazione finora
- Data Sheet ASTM A516 Grade 70 2019-11-15Documento2 pagineData Sheet ASTM A516 Grade 70 2019-11-15Ejaz Ahmed RanaNessuna valutazione finora
- Steel Plates ASTM A 516 Gr. 70, ASTM A283 Grade C (Plate) ASTM A284 (C) (Plate) ASTM A515 (60) (Plate), A529Gr50, A529Gr55, 1010-1050, ASTM A 573 Gr7Documento2 pagineSteel Plates ASTM A 516 Gr. 70, ASTM A283 Grade C (Plate) ASTM A284 (C) (Plate) ASTM A515 (60) (Plate), A529Gr50, A529Gr55, 1010-1050, ASTM A 573 Gr7Akhi IsMailNessuna valutazione finora
- Alloy Steel Plates TdsDocumento6 pagineAlloy Steel Plates TdsSrikanth SrikantiNessuna valutazione finora
- Astm A 694 A694m-08Documento3 pagineAstm A 694 A694m-08nik firmannNessuna valutazione finora
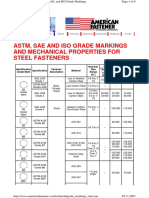
- American FastenersDocumento6 pagineAmerican Fastenersashraf elsayedNessuna valutazione finora
- Astm A449Documento9 pagineAstm A449Sameercmore0% (1)
- Ssab Astm A537 C2Documento2 pagineSsab Astm A537 C2vasotermiNessuna valutazione finora
- United Insulation DocumentsDocumento168 pagineUnited Insulation Documentsjsherrer1Nessuna valutazione finora
- Data Sheet ASTM A572 Grade 50 2019-05-20Documento1 paginaData Sheet ASTM A572 Grade 50 2019-05-20Wahyu HidayatNessuna valutazione finora
- Asme Section II A Sa-202 Sa-202mDocumento4 pagineAsme Section II A Sa-202 Sa-202mAnonymous GhPzn1xNessuna valutazione finora
- Bluescope Pipeline Supplies Flip Chart May 2008Documento16 pagineBluescope Pipeline Supplies Flip Chart May 2008ABBGrain/gsharNessuna valutazione finora
- Materials and Cold Work of Forming: 2.1 Steel StandardsDocumento23 pagineMaterials and Cold Work of Forming: 2.1 Steel Standardshunter8080Nessuna valutazione finora
- 7) Bolt & Nut Sample MTC 3.1 - AIIDocumento2 pagine7) Bolt & Nut Sample MTC 3.1 - AIITri Aditha NugrahaNessuna valutazione finora
- Consumable Spec Rev 12Documento24 pagineConsumable Spec Rev 12megastar0604Nessuna valutazione finora
- Guia Comercial de La Industria de Empaques, Envases y Embalajes en Norte AmericaDocumento737 pagineGuia Comercial de La Industria de Empaques, Envases y Embalajes en Norte AmericaSUPER INDUSTRIAL ONLINENessuna valutazione finora
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysDa EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNessuna valutazione finora
- Grinding Tungsten ElectrodesDocumento3 pagineGrinding Tungsten Electrodesdarren84Nessuna valutazione finora
- Coral A SkarpenoidDocumento1 paginaCoral A Skarpenoiddarren84Nessuna valutazione finora
- Tips On Poultry RisingDocumento32 pagineTips On Poultry Risingdarren84Nessuna valutazione finora
- AWS A5.2-1992 Spec. For Carbon and Low Alloy STL Rod (Oxyfuel Gas Welding)Documento26 pagineAWS A5.2-1992 Spec. For Carbon and Low Alloy STL Rod (Oxyfuel Gas Welding)darren84Nessuna valutazione finora
- Article 2Documento8 pagineArticle 2darren84Nessuna valutazione finora
- 17.4 PH Material SpecificationDocumento2 pagine17.4 PH Material SpecificationDevendra BangarNessuna valutazione finora
- Material Comparison ListDocumento1 paginaMaterial Comparison Listdarren84Nessuna valutazione finora
- Colour Code Chart For Welding ConsumablesDocumento1 paginaColour Code Chart For Welding ConsumablesJayan VKNessuna valutazione finora
- Fig.2. Gear Housing: (E) (D) (C) (B) (A) 4TNE106T-TBLDocumento1 paginaFig.2. Gear Housing: (E) (D) (C) (B) (A) 4TNE106T-TBLComercial AlfaOmega LimitadaNessuna valutazione finora
- SMAW 9 Week 4 Information SheetDocumento3 pagineSMAW 9 Week 4 Information SheetCrauxz de TraxNessuna valutazione finora
- Aws z49-1 PDFDocumento58 pagineAws z49-1 PDFTaylorNessuna valutazione finora
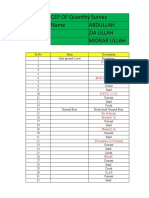
- Quntity EstimateDocumento65 pagineQuntity EstimateAbdullah 17-BNCIV-0931Nessuna valutazione finora
- David, Jeanette An?onuevo: Technical Education and Skills Development AuthorityDocumento3 pagineDavid, Jeanette An?onuevo: Technical Education and Skills Development AuthorityStar VosNessuna valutazione finora
- Microsoft PowerPoint - WeldingDocumento42 pagineMicrosoft PowerPoint - WeldingGOBLIN XXXNessuna valutazione finora
- Rate Analsis Chapter No. 7 (Brick Work)Documento1 paginaRate Analsis Chapter No. 7 (Brick Work)M HAFEEZ RAJANessuna valutazione finora
- The Cement Manufacturing Process: Quarry Raw Grinding and Burning Grinding, Storage, Packing, DispatchDocumento4 pagineThe Cement Manufacturing Process: Quarry Raw Grinding and Burning Grinding, Storage, Packing, DispatchKirubaKaran SNessuna valutazione finora
- Vendor List - Page 12Documento1 paginaVendor List - Page 12Tanpreet SinghNessuna valutazione finora
- SMAW DuniDocumento4 pagineSMAW DuniMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- Bolt Tightening-Torques PDFDocumento4 pagineBolt Tightening-Torques PDFSH1961100% (1)
- Welding ProcessDocumento9 pagineWelding ProcessrajuNessuna valutazione finora
- QW-450 Specimens: QW-451 Procedure Qualification Thickness Limits and Test SpecimensDocumento1 paginaQW-450 Specimens: QW-451 Procedure Qualification Thickness Limits and Test SpecimensBabar100% (2)
- 242 MIG Settings ChartDocumento1 pagina242 MIG Settings ChartKarthik Dasari100% (1)
- CPD Paper 1-CementDocumento12 pagineCPD Paper 1-CementBenedicto Bright MunthaliNessuna valutazione finora
- Technical Notification: Using The Old TT-3026x Cable Together With The TT-3027x TransceiverDocumento5 pagineTechnical Notification: Using The Old TT-3026x Cable Together With The TT-3027x TransceiverNishant PandyaNessuna valutazione finora
- Dev Catalogue - 16029208558603329Documento20 pagineDev Catalogue - 16029208558603329velu.gNessuna valutazione finora
- SR - No Baan Code Item Discription Drawing No. Unit 132Kv SideDocumento6 pagineSR - No Baan Code Item Discription Drawing No. Unit 132Kv SidemanishNessuna valutazione finora
- Catalogo in Ox 2011Documento28 pagineCatalogo in Ox 2011Pop AdrianNessuna valutazione finora
- Torches NM Series Combination Torch: Part Number....... 0700017241Documento1 paginaTorches NM Series Combination Torch: Part Number....... 0700017241Dries VandezandeNessuna valutazione finora
- McCormick XTX Tier 3 (2007-2013) - XTX3 - 185 Tractor Service Repair Manual PDFDocumento20 pagineMcCormick XTX Tier 3 (2007-2013) - XTX3 - 185 Tractor Service Repair Manual PDFfjkkekmdmNessuna valutazione finora
- Cement ChemistryDocumento44 pagineCement Chemistrysmishra2222100% (1)
- Takoradi PolytechnicDocumento62 pagineTakoradi PolytechnicMichael Castro AbuduNessuna valutazione finora
- Standard Drawing Adr PDFDocumento10 pagineStandard Drawing Adr PDFJR RZNessuna valutazione finora
- Welding Met 1 - Fusion Welding Processes 2020 PDFDocumento66 pagineWelding Met 1 - Fusion Welding Processes 2020 PDFfebby andra100% (1)
- TIG & MIG Welding ProcessDocumento2 pagineTIG & MIG Welding ProcessRIYA SHARMANessuna valutazione finora
- Tensile Stress, Thread Root & Thread Stripping AreasDocumento1 paginaTensile Stress, Thread Root & Thread Stripping AreastedNessuna valutazione finora
- Dipetro Synergy Engineering SDN BHD: Visual Inspection ReportDocumento2 pagineDipetro Synergy Engineering SDN BHD: Visual Inspection Reportsaffririzal4237Nessuna valutazione finora
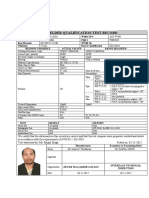
- Wqt-1-13-W-1-3g-Smaw-Alclad-Aws D1.1Documento1 paginaWqt-1-13-W-1-3g-Smaw-Alclad-Aws D1.1Rejoy babyNessuna valutazione finora