Potrebbero piacerti anche
- Muestrario Telas y Fibras TextilesDocumento21 pagineMuestrario Telas y Fibras TextilesAna Paola Bonilla Candelas100% (1)
- Aleatorias CapriDocumento12 pagineAleatorias CapriJuan Jose Ender BokNessuna valutazione finora
- Factura y BoletaDocumento7 pagineFactura y BoletaAlejandro Augusto Salazar MagañoNessuna valutazione finora
- AU3 - Empresa Agroindustrial Laredo - 2013 - 2012Documento60 pagineAU3 - Empresa Agroindustrial Laredo - 2013 - 2012Gloria ValverdeNessuna valutazione finora
- NITAS 3000 A 3402Documento20 pagineNITAS 3000 A 3402danielisairabanalesNessuna valutazione finora
- Extracción Colorantes NaturalesDocumento6 pagineExtracción Colorantes NaturalesSantiago Kevin100% (1)
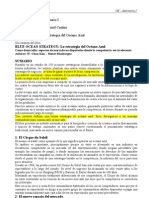
- Seminario I - La Estrategia Del Océano AzulDocumento10 pagineSeminario I - La Estrategia Del Océano AzulE Anto QuadriNessuna valutazione finora
- Rectificadores MonofasicosDocumento5 pagineRectificadores Monofasicospaujose90Nessuna valutazione finora
- Examen ISO 2015Documento2 pagineExamen ISO 2015AUSTREBERTO PAVEL VIDALNessuna valutazione finora
- Tasas de InteresDocumento10 pagineTasas de InteresFabian MunevarNessuna valutazione finora
- Gastos empleados regresión múltipleDocumento27 pagineGastos empleados regresión múltipleyanira maciasNessuna valutazione finora
- Final Final BDDocumento57 pagineFinal Final BDNinci SerranoNessuna valutazione finora
- El Modelo OA-DA - MacroeconomíaDocumento20 pagineEl Modelo OA-DA - MacroeconomíaAneNessuna valutazione finora
- Entrega Caso Hanover - Manuel CampoDocumento15 pagineEntrega Caso Hanover - Manuel CampoCarlos UrreaNessuna valutazione finora
- Tarea 2.1 Caracteristicas Economicas de Honduras Miguel Angel Villeda 617111105 PDFDocumento5 pagineTarea 2.1 Caracteristicas Economicas de Honduras Miguel Angel Villeda 617111105 PDFMiguel Villeda Tabora100% (1)
- Aspectos Generales de Innovaciones TextilesDocumento9 pagineAspectos Generales de Innovaciones TextilesivanNessuna valutazione finora
- Manual Camarera de PisosDocumento44 pagineManual Camarera de Pisosperujara86% (14)
- Kaldor y Kalecki (Modelo Crecimiento Económico)Documento7 pagineKaldor y Kalecki (Modelo Crecimiento Económico)Marcos RamírezNessuna valutazione finora
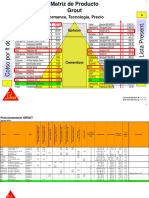
- 08.15.10 Matriz de GroutDocumento2 pagine08.15.10 Matriz de GroutCAMARRODNessuna valutazione finora
- Control de MantenimientoDocumento3 pagineControl de MantenimientoMaximus AtarisNessuna valutazione finora
- Cómo hacer zapatos a mano con materiales básicosDocumento16 pagineCómo hacer zapatos a mano con materiales básicosDiana Maria100% (1)
- Avanza SeminuevaDocumento2 pagineAvanza Seminuevaosvaldo carreonNessuna valutazione finora
- Cálculos estequiométricos de la reacción de CuSO4 con ZnDocumento8 pagineCálculos estequiométricos de la reacción de CuSO4 con ZnAmauriJimenez100% (1)
- Dispositivos Electronicos2016Documento266 pagineDispositivos Electronicos2016ivanNessuna valutazione finora
- El Fondo Monetario InternacionalDocumento21 pagineEl Fondo Monetario InternacionalGicela BC0% (1)
- Estrategia Municipio ProductivoDocumento9 pagineEstrategia Municipio ProductivofernandoasavacheNessuna valutazione finora
- 1 FIC GCC - Sistemas de Gestion de La CalidadDocumento14 pagine1 FIC GCC - Sistemas de Gestion de La CalidadDennis Juan Alagon MendozaNessuna valutazione finora
- Hoja de Vida Sub Gerente Dayana L.Documento1 paginaHoja de Vida Sub Gerente Dayana L.yuli montañaNessuna valutazione finora
- ImpuestosDocumento7 pagineImpuestosIlba Rosa DiazNessuna valutazione finora
- Lean Seis SigmaDocumento34 pagineLean Seis SigmaCristian PazNessuna valutazione finora