Potrebbero piacerti anche
- 2019 What Is A Folio PDFDocumento63 pagine2019 What Is A Folio PDFLucas GauciNessuna valutazione finora
- Sec 2 Graphics Module 2009 Marking ExDocumento7 pagineSec 2 Graphics Module 2009 Marking ExDesign and TechnologyNessuna valutazione finora
- Design Portfolio 2017-1Documento12 pagineDesign Portfolio 2017-1api-320844972Nessuna valutazione finora
- Aferican Oxcart Design and ManufactureDocumento62 pagineAferican Oxcart Design and ManufacturereissmachinistNessuna valutazione finora
- Design The Suitable Jigs and Fixtures For The Following Components and Also Prepare The Detailed Report With Part DrawingsDocumento2 pagineDesign The Suitable Jigs and Fixtures For The Following Components and Also Prepare The Detailed Report With Part DrawingsTamirat Nemomsa100% (1)
- ForgingDocumento37 pagineForgingchris mushunjeNessuna valutazione finora
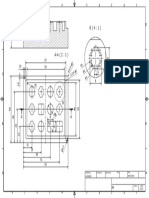
- Designed by Checked by Approved by Date DateDocumento1 paginaDesigned by Checked by Approved by Date DatevivianeNessuna valutazione finora
- CcadDocumento35 pagineCcadtasnimsami15Nessuna valutazione finora
- Ib DT DP RecapDocumento68 pagineIb DT DP RecapHarveen Kaur AnandNessuna valutazione finora
- Caixa Jogocilada PDFDocumento1 paginaCaixa Jogocilada PDFvivianeNessuna valutazione finora
- Designed by Checked by Approved by Date DateDocumento1 paginaDesigned by Checked by Approved by Date DatevivianeNessuna valutazione finora
- Chapter3 The Structure and Design of Press DiesDocumento35 pagineChapter3 The Structure and Design of Press DiesMiriam OuxNessuna valutazione finora
- DDA-15-B Rifle Safety ManualDocumento20 pagineDDA-15-B Rifle Safety ManualckorolovNessuna valutazione finora
- Caixa PDFDocumento1 paginaCaixa PDFvivianeNessuna valutazione finora
- Gears: Drawing Gear Teeth Spur GearsDocumento16 pagineGears: Drawing Gear Teeth Spur GearsGvgfhjNessuna valutazione finora
- Turning Handbook: General Turning - Parting and Grooving - ThreadingDocumento53 pagineTurning Handbook: General Turning - Parting and Grooving - ThreadingMindrila BogdanNessuna valutazione finora
- MFG Tooling - 09 Progressive Dies PDFDocumento16 pagineMFG Tooling - 09 Progressive Dies PDFNhan LeNessuna valutazione finora
- Chapter 4 - Casting ProcessesDocumento40 pagineChapter 4 - Casting ProcessesErnawati ZailiNessuna valutazione finora
- PSG Data V BeltsDocumento53 paginePSG Data V BeltsAllen GeorgeNessuna valutazione finora
- Question Bank BTMEC601 Manufacturing Processes IIDocumento14 pagineQuestion Bank BTMEC601 Manufacturing Processes IINeel PawarNessuna valutazione finora
- SolidEdge v16 Tutorial Engeneering & Technical DrawingDocumento25 pagineSolidEdge v16 Tutorial Engeneering & Technical Drawingapi-3744710100% (7)
- Sheet Metal OperationsDocumento3 pagineSheet Metal OperationsDineshNessuna valutazione finora
- Mechanical Working of MetalsDocumento103 pagineMechanical Working of Metalsgosaye desalegnNessuna valutazione finora
- Hub Casting Process DetailsDocumento5 pagineHub Casting Process DetailsKannan Seenu100% (1)
- MillingDocumento46 pagineMillingHumberto Angulo100% (1)
- Sec1 Design Module LectureDocumento26 pagineSec1 Design Module LectureDesign and TechnologyNessuna valutazione finora
- Sand Casting Semester PresentationDocumento32 pagineSand Casting Semester PresentationMindrila BogdanNessuna valutazione finora
- Day 1 - Part 1 Introduction To FEA CAEDocumento64 pagineDay 1 - Part 1 Introduction To FEA CAEFaroukh RashidNessuna valutazione finora
- GURPS 4e - New GM Control Sheet by Rev. Pee Kitty PDFDocumento1 paginaGURPS 4e - New GM Control Sheet by Rev. Pee Kitty PDFGlen HansardNessuna valutazione finora
- Metal PlasticityDocumento13 pagineMetal Plasticityansta17Nessuna valutazione finora
- M - I U - 1 C P: Anufacturing Processes NIT Asting RocessesDocumento246 pagineM - I U - 1 C P: Anufacturing Processes NIT Asting RocessesMahesh SalotagiNessuna valutazione finora
- Sheet Metal WorkingDocumento66 pagineSheet Metal Workingsamurai7_77Nessuna valutazione finora
- CNC Tutorial Mastercam 1Documento9 pagineCNC Tutorial Mastercam 1Chookeat MaNessuna valutazione finora
- A Concise Note On Workshop Technology: Nepal Students' Union Purwanchal Campus CommitteeDocumento14 pagineA Concise Note On Workshop Technology: Nepal Students' Union Purwanchal Campus CommitteeAashiz PoudelNessuna valutazione finora
- MP SheetMetal PDFDocumento48 pagineMP SheetMetal PDFNhan LeNessuna valutazione finora
- Manufacturing Technology-Fundamentals of MachiningDocumento33 pagineManufacturing Technology-Fundamentals of MachiningDhanis ParamaguruNessuna valutazione finora
- Steel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingDocumento86 pagineSteel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingOtoniel Reyes Galay100% (1)
- Boron Steel 1Documento7 pagineBoron Steel 1RajanikantJadhavNessuna valutazione finora
- Some Interesting Projects in FoundryDocumento59 pagineSome Interesting Projects in FoundrySneha KritiNessuna valutazione finora
- 1946 Rusnok Mill Heads Cat PDFDocumento25 pagine1946 Rusnok Mill Heads Cat PDFfgrefeNessuna valutazione finora
- H PDFDocumento83 pagineH PDFvivianeNessuna valutazione finora
- Walter Helitronic Tool Studio V1.9 BookletDocumento39 pagineWalter Helitronic Tool Studio V1.9 Bookletalmedin_hecimov8494100% (1)
- Design of Jigs and FixturesDocumento3 pagineDesign of Jigs and FixturesRajueswarNessuna valutazione finora
- Flowforming or Metal Spinning (Spin Forming)Documento2 pagineFlowforming or Metal Spinning (Spin Forming)ShivajiNessuna valutazione finora
- Environmentally Conscious, &: DesignDocumento26 pagineEnvironmentally Conscious, &: Designleila hanjani hanantoNessuna valutazione finora
- MachinabilityDocumento5 pagineMachinabilityAshwin KumarNessuna valutazione finora
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDocumento16 pagineLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarNessuna valutazione finora
- Forging Rolling DefectsDocumento14 pagineForging Rolling DefectsRavichandran GNessuna valutazione finora
- 01 - Fundamentals of MetalworkingDocumento54 pagine01 - Fundamentals of MetalworkingJabbar AljanabyNessuna valutazione finora
- IE 243 Manufacturing Processes: Definition of Metal FormingDocumento8 pagineIE 243 Manufacturing Processes: Definition of Metal FormingquiqueNessuna valutazione finora
- Chap 3 DieterDocumento25 pagineChap 3 DieterTumelo InnocentNessuna valutazione finora
- 10 - Fundamentals of Metal Forming (Chapter 14)Documento37 pagine10 - Fundamentals of Metal Forming (Chapter 14)Taher al suhamiNessuna valutazione finora
- Slide 13 Bending and FormingDocumento68 pagineSlide 13 Bending and Formingjohn doeNessuna valutazione finora
- ME302: Materials Mechanics: Chap. 3 Mechanical Properties of MaterialsDocumento27 pagineME302: Materials Mechanics: Chap. 3 Mechanical Properties of MaterialsMat MatttNessuna valutazione finora
- 4 Mech Props of Metals Ch6Documento38 pagine4 Mech Props of Metals Ch6adahrenelleNessuna valutazione finora
- Metal Forming - Chap.3Documento20 pagineMetal Forming - Chap.3하은Nessuna valutazione finora
- Lec 3 Plastic Deformation and Mechanical Properties of Metal PDFDocumento57 pagineLec 3 Plastic Deformation and Mechanical Properties of Metal PDFAsif AhnafNessuna valutazione finora
- Mekanikal (Khor) (3CH)Documento53 pagineMekanikal (Khor) (3CH)EladAquinoNessuna valutazione finora
- Chapter 1c - Mech ProperDocumento63 pagineChapter 1c - Mech PropermaiNessuna valutazione finora
- Chapter 1Documento27 pagineChapter 1Omotayo PaulNessuna valutazione finora
- Before The Hon'Ble High Court of Tapovast: 10 Rgnul National Moot Court Competition, 2022Documento41 pagineBefore The Hon'Ble High Court of Tapovast: 10 Rgnul National Moot Court Competition, 2022sagar jainNessuna valutazione finora
- Unit 4: Alternatives To ImprisonmentDocumento8 pagineUnit 4: Alternatives To ImprisonmentSAI DEEP GADANessuna valutazione finora
- The Normal Distribution and Sampling Distributions: PSYC 545Documento38 pagineThe Normal Distribution and Sampling Distributions: PSYC 545Bogdan TanasoiuNessuna valutazione finora
- Co-Publisher AgreementDocumento1 paginaCo-Publisher AgreementMarcinNessuna valutazione finora
- Ode To The West Wind Text and AnalysisDocumento7 pagineOde To The West Wind Text and AnalysisAbdullah HamzaNessuna valutazione finora
- Grill Restaurant Business Plan TemplateDocumento11 pagineGrill Restaurant Business Plan TemplateSemira SimonNessuna valutazione finora
- Namagunga Primary Boarding School: Term I Holiday Work - 2020 Primary One - Literacy 1BDocumento6 pagineNamagunga Primary Boarding School: Term I Holiday Work - 2020 Primary One - Literacy 1BMonydit santino100% (1)
- Child Health Services-1Documento44 pagineChild Health Services-1francisNessuna valutazione finora
- Faculty of Computer Science and Information TechnologyDocumento4 pagineFaculty of Computer Science and Information TechnologyNurafiqah Sherly Binti ZainiNessuna valutazione finora
- English 4 First Mid-Quarter Review TestDocumento24 pagineEnglish 4 First Mid-Quarter Review TestAivy Ylanan100% (1)
- Building Envelop Design GuidDocumento195 pagineBuilding Envelop Design GuidCarlos Iriondo100% (1)
- Fish50 Write UpDocumento3 pagineFish50 Write UpSophia ManzanoNessuna valutazione finora
- Geotech Report, ZHB010Documento17 pagineGeotech Report, ZHB010A.K.M Shafiq MondolNessuna valutazione finora
- nghe thực tế 1Documento282 paginenghe thực tế 1Lê Thị Bách HợpNessuna valutazione finora
- Using JAXB For XML With Java - DZone JavaDocumento20 pagineUsing JAXB For XML With Java - DZone JavajaehooNessuna valutazione finora
- Bba 2ND Year Business Communication NotesDocumento11 pagineBba 2ND Year Business Communication NotesDivya MishraNessuna valutazione finora
- Arthropods: Surviving The Frost: Charmayne Roanna L. GalangDocumento2 pagineArthropods: Surviving The Frost: Charmayne Roanna L. GalangBabes-Rose GalangNessuna valutazione finora
- Effect of Perceived Work Environment On Employees' Job Behaviour and Organizational EffectivenessDocumento10 pagineEffect of Perceived Work Environment On Employees' Job Behaviour and Organizational EffectivenessTanvee SharmaNessuna valutazione finora
- ISCOM5508-GP (A) Configuration Guide (Rel - 02)Documento323 pagineISCOM5508-GP (A) Configuration Guide (Rel - 02)J SofariNessuna valutazione finora
- Minimalist Aesthetics Business Plan by SlidesgoDocumento63 pagineMinimalist Aesthetics Business Plan by Slidesgorandom potatoNessuna valutazione finora
- Official Memo: From: To: CCDocumento4 pagineOfficial Memo: From: To: CCrobiNessuna valutazione finora
- CHP 11: Setting Goals and Managing The Sales Force's PerformanceDocumento2 pagineCHP 11: Setting Goals and Managing The Sales Force's PerformanceHEM BANSALNessuna valutazione finora
- Gender CriticismDocumento17 pagineGender CriticismJerickRepilRabeNessuna valutazione finora
- MoMA Learning Design OverviewDocumento28 pagineMoMA Learning Design OverviewPenka VasilevaNessuna valutazione finora
- Jamb Crk-Past QuestionDocumento59 pagineJamb Crk-Past QuestionFadele1981Nessuna valutazione finora
- ACA 122-My Academic Plan (MAP) Assignment: InstructionsDocumento5 pagineACA 122-My Academic Plan (MAP) Assignment: Instructionsapi-557842510Nessuna valutazione finora
- Marina AbramovićDocumento2 pagineMarina AbramovićTatiana AlbuNessuna valutazione finora
- Financial Accounting Theory Craig Deegan Chapter 7Documento9 pagineFinancial Accounting Theory Craig Deegan Chapter 7Sylvia Al-a'maNessuna valutazione finora
- Class 11 Class Biology Syllabus 2011-12Documento5 pagineClass 11 Class Biology Syllabus 2011-12Sunaina RawatNessuna valutazione finora
- 2beloved Lizzo PDFDocumento1 pagina2beloved Lizzo PDFAntwerpQueerChoir AQCNessuna valutazione finora