Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Composite Materials: SecondDocumento24 pagineComposite Materials: Secondconcord1103Nessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Steam TurbinesDocumento14 pagineSteam Turbinesshashanksir86% (7)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Product Lifecycle ManagementDocumento15 pagineProduct Lifecycle Managementshashanksir100% (2)
- Plastics ExtrusionDocumento37 paginePlastics Extrusionshashanksir80% (5)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Plastics ExtrusionDocumento37 paginePlastics Extrusionshashanksir80% (5)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Steam Generators: Shri Sant Gajanan Maharaj College of Engineering, ShegaonDocumento20 pagineSteam Generators: Shri Sant Gajanan Maharaj College of Engineering, ShegaonshashanksirNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Properties of AreaDocumento1 paginaProperties of AreashashanksirNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Honing 2Documento11 pagineHoning 2shashanksirNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Historical Overview: IX IgmaDocumento6 pagineHistorical Overview: IX IgmassbhambleNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Properties of AreaDocumento1 paginaProperties of AreashashanksirNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Pdca Cycle Problem SolvedDocumento3 paginePdca Cycle Problem Solvedjose luisNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- MBA Database Marketing and FinanceDocumento9 pagineMBA Database Marketing and FinanceSelvam RajNessuna valutazione finora
- Catalogo. Aparatos de Maniobra y Proteccion - Sirius. Siemens PDFDocumento52 pagineCatalogo. Aparatos de Maniobra y Proteccion - Sirius. Siemens PDFPedro MalpicaNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- New V70 XC70 Owners Manual MY05 en Tp7551Documento226 pagineNew V70 XC70 Owners Manual MY05 en Tp7551dynax4Nessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Material Turbina A GásDocumento47 pagineMaterial Turbina A GásGetúlio RibeiroNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- D 2564 - 96 - Rdi1njqtotzb PDFDocumento5 pagineD 2564 - 96 - Rdi1njqtotzb PDFAndre CasteloNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Engine Test CellDocumento44 pagineEngine Test Cellgrhvg_mct8224Nessuna valutazione finora
- Fresh Water GeneratorDocumento48 pagineFresh Water GeneratorTarek Ashry100% (2)
- Engineering Journal::Review On Cold Rolling Mill Roll DeformationDocumento8 pagineEngineering Journal::Review On Cold Rolling Mill Roll DeformationEngineering JournalNessuna valutazione finora
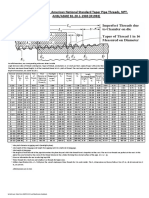
- NPT Thread Dimensions PDFDocumento1 paginaNPT Thread Dimensions PDFRamnandan MahtoNessuna valutazione finora
- Andreki, P. (2016) - Exploring Critical Success Factors of Construction Projects.Documento12 pagineAndreki, P. (2016) - Exploring Critical Success Factors of Construction Projects.beast mickeyNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- SET-1: Answer To The Interview QuestionsDocumento9 pagineSET-1: Answer To The Interview QuestionsÆshok IncreĐible KingNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Company Names and Number UAEDocumento35 pagineCompany Names and Number UAESoju Suresh100% (1)
- QC of Continuous Flight Auger PilesDocumento1 paginaQC of Continuous Flight Auger Pilesnischal_babuNessuna valutazione finora
- FC-M6100 SM-BB52: DEORE CranksetDocumento1 paginaFC-M6100 SM-BB52: DEORE CranksetDon JonesNessuna valutazione finora
- Chemical BondingDocumento27 pagineChemical BondingSachin Kumar50% (2)
- Urethane UB-7 Catalog 2013Documento32 pagineUrethane UB-7 Catalog 2013yfontalvNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Electrical Model of Thermal Power PlantDocumento81 pagineElectrical Model of Thermal Power PlantMahesh KumbharNessuna valutazione finora
- AC DC AcDocumento3 pagineAC DC AcPhani KumarNessuna valutazione finora
- E5263 - M4A87TD EVO PDFDocumento76 pagineE5263 - M4A87TD EVO PDFLeandro Henrique AgostinhoNessuna valutazione finora
- High Efficiency Multijunction Solar Cells For Large Scale Solar Electricity Generation KurtzDocumento29 pagineHigh Efficiency Multijunction Solar Cells For Large Scale Solar Electricity Generation Kurtzn1261984Nessuna valutazione finora
- DSTV Channel PublicDocumento3 pagineDSTV Channel PublicCalvin MulaudziNessuna valutazione finora
- Project Example 1Documento10 pagineProject Example 1dervingameNessuna valutazione finora
- Toyota 80 SeriesDocumento5 pagineToyota 80 Seriesaagi_dNessuna valutazione finora
- Free Gear Calculator - KHK GearsDocumento5 pagineFree Gear Calculator - KHK GearslawlawNessuna valutazione finora
- Comsol Multiphysics Tips and TricksDocumento11 pagineComsol Multiphysics Tips and TricksYaser AkarNessuna valutazione finora
- WCM Combined Rough DraftDocumento258 pagineWCM Combined Rough Draftpalanivendhan_186170Nessuna valutazione finora
- Finals DSP WithMinimalErrors PDFDocumento64 pagineFinals DSP WithMinimalErrors PDFanembam putobungbongNessuna valutazione finora
- Deep Drive - Customer Interface in AR - Oracle Apps EpicenterDocumento38 pagineDeep Drive - Customer Interface in AR - Oracle Apps Epicenterjeetu_87Nessuna valutazione finora
- DAY Monday Tuesday Wednesday Thursday Friday: Hinigaran National High SchoolDocumento10 pagineDAY Monday Tuesday Wednesday Thursday Friday: Hinigaran National High SchoolHelen LaurelNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)