Potrebbero piacerti anche
- Resumen de Real Change Leaders de Jon R. KatzenbachDa EverandResumen de Real Change Leaders de Jon R. KatzenbachNessuna valutazione finora
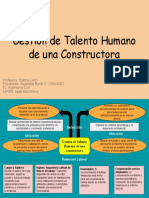
- Gestión de Talento Humano (Constructora)Documento2 pagineGestión de Talento Humano (Constructora)alejandra buriel gonzalezNessuna valutazione finora
- 5 Just in TimeDocumento18 pagine5 Just in TimeSENSEI FALCON50% (2)
- Diseño Curso Gestión Por Procesos-1Documento24 pagineDiseño Curso Gestión Por Procesos-1DavidCastroAraujoNessuna valutazione finora
- Empresa Auditada ZETINADocumento19 pagineEmpresa Auditada ZETINAKarla ElizabethNessuna valutazione finora
- TESISDocumento90 pagineTESISLuis Enrique Salvador100% (1)
- Gobierno Corporativo: Siete aproximaciones jurídicasDa EverandGobierno Corporativo: Siete aproximaciones jurídicasNessuna valutazione finora
- Ingeniería de ProcesosDocumento152 pagineIngeniería de ProcesosLuis CoitiñoNessuna valutazione finora
- 1461 05057 C Sistemas Contro Interno V1Documento68 pagine1461 05057 C Sistemas Contro Interno V1MartinezRamirez0% (1)
- Detección de Necesidades de Capacitación y Desarrollo. Reporte de Investigacion.Documento13 pagineDetección de Necesidades de Capacitación y Desarrollo. Reporte de Investigacion.cristian orozco perezNessuna valutazione finora
- Formato de Evaluacion 360 Grados-1Documento7 pagineFormato de Evaluacion 360 Grados-1LEYDI JOHANA GARCIA HERNANDEZNessuna valutazione finora
- Purchasing Must Become Supply ManagementDocumento43 paginePurchasing Must Become Supply ManagementpendejitusNessuna valutazione finora
- Medicion Del MercadoDocumento3 pagineMedicion Del MercadoJhunior Rojas CadilloNessuna valutazione finora
- Tema 10 (Life Cycling Costing) .KeyDocumento33 pagineTema 10 (Life Cycling Costing) .KeymarinaNessuna valutazione finora
- KPIDocumento2 pagineKPIyecc85Nessuna valutazione finora
- Sistema JIT: 1) Eliminación Del Desperdicio 2) Respeto Por La GenteDocumento20 pagineSistema JIT: 1) Eliminación Del Desperdicio 2) Respeto Por La GentefranciscoNessuna valutazione finora
- 11 Innovacic3b3n y Cambio1Documento42 pagine11 Innovacic3b3n y Cambio1Luisa Fernanda Chaparro DelgadoNessuna valutazione finora
- Actividad Evaluactiva Eje 3 Diseño de ProcesosDocumento29 pagineActividad Evaluactiva Eje 3 Diseño de ProcesosMaría José Arias CuellarNessuna valutazione finora
- Ingenieria de Metodos 2 2Documento32 pagineIngenieria de Metodos 2 2Lionel Zevallos MejiaNessuna valutazione finora
- Procedimiento de Compras 18Documento6 pagineProcedimiento de Compras 18LISETTE GIL BNessuna valutazione finora
- Análisis de Las Pérdidas Ocultas Mediante OEEDocumento7 pagineAnálisis de Las Pérdidas Ocultas Mediante OEEjavierhlcNessuna valutazione finora
- Diplomado en Control de GestiónDocumento9 pagineDiplomado en Control de Gestiónc_correa_melendez100% (1)
- Proceso de Negociación Colectiva en El Sector Público de GuatemalaDocumento281 pagineProceso de Negociación Colectiva en El Sector Público de Guatemalamanuel molinaNessuna valutazione finora
- Toma de Decisiones Exposicion Administracion UMSSDocumento21 pagineToma de Decisiones Exposicion Administracion UMSSBenoni Rivera LNessuna valutazione finora
- Cliente InternoDocumento10 pagineCliente InternoElisa SanchezNessuna valutazione finora
- Caso Práctico Nancy 3Documento4 pagineCaso Práctico Nancy 3Nancy CifuentesNessuna valutazione finora
- Balance de Lineas de ProduccionDocumento38 pagineBalance de Lineas de ProduccionDiego MaflaNessuna valutazione finora
- Platica de Respeto y ConfianzaDocumento10 paginePlatica de Respeto y ConfianzaXochitl Martinez100% (1)
- Mantenimiento de La Precisión de La Información de InventarioDocumento2 pagineMantenimiento de La Precisión de La Información de InventarioAngel CoboNessuna valutazione finora
- Productividad CompletoDocumento39 pagineProductividad CompletoIvan E.P.MendozaNessuna valutazione finora
- PLAN DE TRANSFORMACIÓN DIGITAL - Min EducaiónDocumento32 paginePLAN DE TRANSFORMACIÓN DIGITAL - Min EducaiónRODOLFO CABRERA GALINDO100% (1)
- El Impacto de La Tercerización en La Cadena de SuministroDocumento7 pagineEl Impacto de La Tercerización en La Cadena de SuministroHenry RamirezNessuna valutazione finora
- QFD Aplicado A Los Servicios de Una ConsDocumento136 pagineQFD Aplicado A Los Servicios de Una ConsJose Javier Carvajal PradaNessuna valutazione finora
- Modelo Integral de ProductividadDocumento272 pagineModelo Integral de Productividadandrés_donossoNessuna valutazione finora
- Diplomado de Mandos Medios en Presentación PDFDocumento7 pagineDiplomado de Mandos Medios en Presentación PDFgastronomica ruizNessuna valutazione finora
- Conferencia de ArrozDocumento24 pagineConferencia de ArrozEINY ARGELNessuna valutazione finora
- Calidad Total y ProductividadDocumento16 pagineCalidad Total y Productividadjnabanto21710% (1)
- Administracion de Recursos Humanos.Documento20 pagineAdministracion de Recursos Humanos.Yazmin HernandezNessuna valutazione finora
- Guía de Buenas Prácticas en El Almacenamiento de Productos QuímicosDocumento50 pagineGuía de Buenas Prácticas en El Almacenamiento de Productos Químicosdiggerexe100% (1)
- Administración de Las OperacionesDocumento40 pagineAdministración de Las OperacionesJorge Villegas MurilloNessuna valutazione finora
- Cadena de Suministro AutomotrizDocumento6 pagineCadena de Suministro AutomotrizHenry Oswaldo Lopez RuizNessuna valutazione finora
- Casopractico 764068016 PresentacionDocumento25 pagineCasopractico 764068016 PresentacionXavo ViscainoNessuna valutazione finora
- Dirección de Producción y Operaciones I - José Luis MartínezDocumento664 pagineDirección de Producción y Operaciones I - José Luis MartínezNadiaVanessaNessuna valutazione finora
- Modulo 2 Casos y EjemplosDocumento29 pagineModulo 2 Casos y EjemplosFabian LandauNessuna valutazione finora
- Just in TimeDocumento18 pagineJust in TimeDiana PinzonNessuna valutazione finora
- La Calidad en Las Actividades Posproduccion PDFDocumento2 pagineLa Calidad en Las Actividades Posproduccion PDFRick MedinaNessuna valutazione finora
- Ponencia Iso 9001 2015 Patricia Infante v3Documento28 paginePonencia Iso 9001 2015 Patricia Infante v3Yuliño Elman Estela MartinezNessuna valutazione finora
- Satisfacción Del Cliente Interno y ExternoDocumento4 pagineSatisfacción Del Cliente Interno y ExternoYim2009Nessuna valutazione finora
- Ensayo 3. Unidad 1 PLANEACIÓN Y CONTROL DE LA PRODUCCIÓNDocumento2 pagineEnsayo 3. Unidad 1 PLANEACIÓN Y CONTROL DE LA PRODUCCIÓNNarda Izamar Ramírez Galindo100% (1)
- Modelo de Implantación Del Lean ManufacturingDocumento18 pagineModelo de Implantación Del Lean ManufacturingMigui Fernandez GuerreroNessuna valutazione finora
- Buenas Practicas para Reducir Consumo de PapelDocumento10 pagineBuenas Practicas para Reducir Consumo de Papelalba graterolNessuna valutazione finora
- Laboratorio 14 YiyiDocumento11 pagineLaboratorio 14 YiyieduardoNessuna valutazione finora
- Implementacion Del Just in TimeDocumento2 pagineImplementacion Del Just in TimeDiva Diaz SanchezNessuna valutazione finora
- Curso Mapeo Cadena ValorDocumento110 pagineCurso Mapeo Cadena ValorraldoforeverNessuna valutazione finora
- Indicadores Logisticos en La Cadena de SuministroDocumento21 pagineIndicadores Logisticos en La Cadena de SuministroJuan Coasaca Portal100% (1)
- Compromiso Organizacional - DimensionesDocumento128 pagineCompromiso Organizacional - DimensionesSaba SegelNessuna valutazione finora
- Modelo de Contingencia de Fred FiedlerDocumento7 pagineModelo de Contingencia de Fred FiedlerprloquilloNessuna valutazione finora
- Herramientas Administrativas o Gerenciales (Justo A Tiempo y Outsourcing)Documento6 pagineHerramientas Administrativas o Gerenciales (Justo A Tiempo y Outsourcing)Raysa P. Rodriguez BautistaNessuna valutazione finora
- Introducción Manufactura EsbeltaDocumento7 pagineIntroducción Manufactura EsbeltaJesus Lira100% (1)
- KAIZENDocumento18 pagineKAIZENJose Gustavo Lopez MujicaNessuna valutazione finora
- Tglosario de Terminos OscarDocumento10 pagineTglosario de Terminos OscarcarlosNessuna valutazione finora
- Formato - Hoja de Fabricación - 23-04-2020Documento24 pagineFormato - Hoja de Fabricación - 23-04-2020STEVEN FELIPE FLOREZ CORDOBANessuna valutazione finora
- RequerimientosDocumento7 pagineRequerimientosjose gabriel Suazo encarnacionNessuna valutazione finora
- Modelos de Linea de EsperaDocumento16 pagineModelos de Linea de EsperaLara Andrade IgnacioNessuna valutazione finora
- Indices Operaciones Kpi - AsarcoDocumento4 pagineIndices Operaciones Kpi - AsarcoManuel Aragon UrquizoNessuna valutazione finora
- Cartilla 1 - Tramo IIDocumento309 pagineCartilla 1 - Tramo IIValeria Burgos100% (1)
- Diseño de Un Plan de Requerimientos de MaterialesDocumento90 pagineDiseño de Un Plan de Requerimientos de Materialesmtfsfernandez0% (1)
- Manual de ShotcreteDocumento116 pagineManual de ShotcreteLuis E. Roca100% (7)
- Trabajo de Calidad 2 (Taller)Documento8 pagineTrabajo de Calidad 2 (Taller)Carmen Florez RomeroNessuna valutazione finora
- Instrumentos y Medidas ElectricasDocumento19 pagineInstrumentos y Medidas ElectricasvblasNessuna valutazione finora
- Curriculum VitaeDocumento3 pagineCurriculum VitaeAngelo JoeNessuna valutazione finora
- Descubriendo Internet of Things-CompressedDocumento235 pagineDescubriendo Internet of Things-CompressedIsmael EspinozaNessuna valutazione finora
- Espana Seytu Lista de Precios 2021Documento2 pagineEspana Seytu Lista de Precios 2021KATHYNessuna valutazione finora
- Presas de TierraDocumento50 paginePresas de Tierradenihtg83% (12)
- Practica CalibracionDocumento7 paginePractica CalibracionJosé Luis García VegaNessuna valutazione finora
- Lista de Precios de Plomeria e InfraestructuraDocumento21 pagineLista de Precios de Plomeria e InfraestructuraJesusfic100% (1)
- Ficha Tecnica SaveiroDocumento2 pagineFicha Tecnica SaveirokegresseNessuna valutazione finora
- Semana 8 - Primera Práctica Calificada de Canales 2018-2Documento3 pagineSemana 8 - Primera Práctica Calificada de Canales 2018-2Katty Cornejo ChaconNessuna valutazione finora
- ABRAZADERASDocumento259 pagineABRAZADERASEduardo RojasNessuna valutazione finora
- Elementos de Trabajo Rotativos y LinealesDocumento27 pagineElementos de Trabajo Rotativos y LinealesIrvin R Lopex100% (3)
- 171772538-Motoniveladora-24M 1111Documento23 pagine171772538-Motoniveladora-24M 1111Aron Calizaya M100% (1)
- Los Espacios Del Futuro - Marc Auge 1Documento5 pagineLos Espacios Del Futuro - Marc Auge 1NSKLANessuna valutazione finora
- Ficha Tecnica Luminaria Solar Autonoma - ESDocumento2 pagineFicha Tecnica Luminaria Solar Autonoma - ESpinguituxNessuna valutazione finora
- Balanza de CorrienteDocumento8 pagineBalanza de CorrienteOmar NoahNessuna valutazione finora
- Catalogo Dipol LaptopDocumento16 pagineCatalogo Dipol LaptopRoger VGNessuna valutazione finora
- Informe - Circuito Rl.Documento8 pagineInforme - Circuito Rl.Juan Ospina100% (1)
- Linea de Agua, de Fangos y Gas de Una Planta de TratamientoDocumento11 pagineLinea de Agua, de Fangos y Gas de Una Planta de TratamientoJeremy AlexisNessuna valutazione finora
- Resumen EjecutivoDocumento5 pagineResumen EjecutivoCristian BermudezNessuna valutazione finora
- Diseño Acuario Agua DulceDocumento519 pagineDiseño Acuario Agua Dulcejosemari A Martínez50% (2)