Potrebbero piacerti anche
- Construction Estimating Handbook PhilippinesDocumento4 pagineConstruction Estimating Handbook Philippineszniperx50% (4)
- Construction Estimating Handbook PhilippinesDocumento4 pagineConstruction Estimating Handbook Philippineszniperx50% (4)
- Shop SupervisionDocumento38 pagineShop SupervisionSakura Yuno Gozai80% (5)
- HRM Assignment Final - Case StudyDocumento7 pagineHRM Assignment Final - Case StudyPulkit_Bansal_2818100% (3)
- Simulation Bio Ethanol Production - FinalDocumento10 pagineSimulation Bio Ethanol Production - FinalJoseph McMullen100% (1)
- The Production of Fuel-Grade Bioethanol From Cassava Starch: A Conceptual Process DesignDocumento13 pagineThe Production of Fuel-Grade Bioethanol From Cassava Starch: A Conceptual Process DesignPutu Yoga100% (1)
- Vandermerwe 2013Documento8 pagineVandermerwe 2013Jordan Masyuber Cevallos MendozaNessuna valutazione finora
- Severson Et Al - Optimal Biodiesel Production Using Bioethanol Towards Process IntegrationDocumento24 pagineSeverson Et Al - Optimal Biodiesel Production Using Bioethanol Towards Process IntegrationfksfjksjNessuna valutazione finora
- 1 5 Accardi 15Documento8 pagine1 5 Accardi 15Mary Grace VelitarioNessuna valutazione finora
- Method of Biofuel ProductionDocumento6 pagineMethod of Biofuel ProductionJuan ParisNessuna valutazione finora
- Bioproducts To Enable Biofuels Workshop ReportDocumento40 pagineBioproducts To Enable Biofuels Workshop Reportdhaka20poonamNessuna valutazione finora
- Complete Full Report - Project Design 2019 Sem IIDocumento67 pagineComplete Full Report - Project Design 2019 Sem IIGua Hantu100% (1)
- Simulation of A Bioavtur Production ProcessDocumento7 pagineSimulation of A Bioavtur Production ProcessZata AmaliaNessuna valutazione finora
- Mikroba & Produk HasilDocumento9 pagineMikroba & Produk Hasilprem melNessuna valutazione finora
- Impact of Pretreatment and Downstream Processing Technologies On Economics and Energy in Cellulosic Ethanol ProductionDocumento19 pagineImpact of Pretreatment and Downstream Processing Technologies On Economics and Energy in Cellulosic Ethanol Productionwahy027Nessuna valutazione finora
- Optimization of bioprocess parameters for biofuel productionDocumento27 pagineOptimization of bioprocess parameters for biofuel productionHARSH GUPTANessuna valutazione finora
- Bechara 2016Documento35 pagineBechara 2016Larissa PNessuna valutazione finora
- Biodiesel From Waste Cooking OilDocumento6 pagineBiodiesel From Waste Cooking OilJam imtiazNessuna valutazione finora
- Soy Vs Petro PolyolsDocumento5 pagineSoy Vs Petro PolyolsA MahmoodNessuna valutazione finora
- Assignment 1 Che 544 - Group 6Documento29 pagineAssignment 1 Che 544 - Group 6atikah hasnor100% (1)
- Techno-Economic Analysis of Bio-Alcohol Production in The EU: A Short Summary For Decision-MakersDocumento34 pagineTechno-Economic Analysis of Bio-Alcohol Production in The EU: A Short Summary For Decision-Makersbxlmichael8837Nessuna valutazione finora
- Research 4Documento6 pagineResearch 4Mahtab SajnaniNessuna valutazione finora
- Bio EthanolproductionfromsugarcaneDocumento10 pagineBio EthanolproductionfromsugarcaneMohammad Zohaib AkhterNessuna valutazione finora
- Bioethanol Paper UAS S2 ChemDocumento11 pagineBioethanol Paper UAS S2 Chemrichiealdo7Nessuna valutazione finora
- LCA Biodiesel ThailandDocumento14 pagineLCA Biodiesel ThailandphimentNessuna valutazione finora
- Economics and Environmental Impact of Bioethanol Production Technologies: An AppraisalDocumento19 pagineEconomics and Environmental Impact of Bioethanol Production Technologies: An AppraisalChinwuba Samuel EbukaNessuna valutazione finora
- Ethanol Production Research PapersDocumento8 pagineEthanol Production Research Papersiigheacnd100% (1)
- Simulating Methanol Recovery in Biodiesel ProductionDocumento6 pagineSimulating Methanol Recovery in Biodiesel ProductionSteven Putra HalimNessuna valutazione finora
- Process Design For The Production of Ethylene From EthanolDocumento145 pagineProcess Design For The Production of Ethylene From EthanolsaeidNessuna valutazione finora
- Feroz Kabir Kazi, Joshua A. Fortman, Robert P. Anex, David D. Hsu, Andy Aden, Abhijit Dutta, Geetha KothandaramanDocumento9 pagineFeroz Kabir Kazi, Joshua A. Fortman, Robert P. Anex, David D. Hsu, Andy Aden, Abhijit Dutta, Geetha KothandaramanNikhil wadicharNessuna valutazione finora
- Da Silva-2009-Glycerol - A Promising and AbundaDocumento10 pagineDa Silva-2009-Glycerol - A Promising and AbundaASimilatrixNessuna valutazione finora
- Bioresource Technology: Boyan Li, Longwen Ou, Qi Dang, Pimphan Meyer, Susanne Jones, Robert Brown, Mark WrightDocumento8 pagineBioresource Technology: Boyan Li, Longwen Ou, Qi Dang, Pimphan Meyer, Susanne Jones, Robert Brown, Mark WrightGodstandNessuna valutazione finora
- Advanced Liquid Biofuels Synthesis: Adding Value To Biomass GasificationDocumento91 pagineAdvanced Liquid Biofuels Synthesis: Adding Value To Biomass Gasificationlinkin 11 parkNessuna valutazione finora
- 055 PDFDocumento6 pagine055 PDFImane ARNessuna valutazione finora
- Role of Bioprocess EngineerDocumento3 pagineRole of Bioprocess EngineerSilvester Dioo50% (2)
- 1170 2034 1 SMDocumento10 pagine1170 2034 1 SMMohammed HeshamNessuna valutazione finora
- PD SimulationDocumento7 paginePD SimulationMohamad Afis Bin AdnanNessuna valutazione finora
- Technoeconomic StudyDocumento5 pagineTechnoeconomic StudyElizabeth ThompsonNessuna valutazione finora
- Ijet 20051Documento4 pagineIjet 20051DrZakir HussainNessuna valutazione finora
- A New Method For Industrial Production of 2,3-Butanediol: Lan Ge, Xiaomin Wu, Jianwen Chen, Jialin WuDocumento3 pagineA New Method For Industrial Production of 2,3-Butanediol: Lan Ge, Xiaomin Wu, Jianwen Chen, Jialin WuChristopher BalalembangNessuna valutazione finora
- Biodiesel Production From Waste Cooking Oil ThesisDocumento6 pagineBiodiesel Production From Waste Cooking Oil Thesisdnqjxbz2Nessuna valutazione finora
- Improving Ethanol Distillation Using CassavaDocumento14 pagineImproving Ethanol Distillation Using CassavaIvan ArcenaNessuna valutazione finora
- Separation Process Bio-Ethanol Production by Fermentation and Pervaporation Process With The Improvement in IndustriesDocumento25 pagineSeparation Process Bio-Ethanol Production by Fermentation and Pervaporation Process With The Improvement in Industriesmykhairul90Nessuna valutazione finora
- Bioreactors Provide Central Link in Biotechnological ProcessesDocumento6 pagineBioreactors Provide Central Link in Biotechnological ProcessesAriel AnnaNessuna valutazione finora
- Bio EtOHDilutedAcidFinal PDFDocumento44 pagineBio EtOHDilutedAcidFinal PDFRaul SoaresNessuna valutazione finora
- OptimisationofCPKO IJEEDocumento9 pagineOptimisationofCPKO IJEEViktory VilaroyNessuna valutazione finora
- Techno-Economic Evaluation of 2 Generation Bioethanol Production From Sugar Cane Bagasse and Leaves Integrated With The Sugar-Based Ethanol ProcessDocumento18 pagineTechno-Economic Evaluation of 2 Generation Bioethanol Production From Sugar Cane Bagasse and Leaves Integrated With The Sugar-Based Ethanol ProcessPanda FozolNessuna valutazione finora
- Life Cycle Assessment of Bio-Ethanol Derived From CelluloseDocumento5 pagineLife Cycle Assessment of Bio-Ethanol Derived From CelluloseVictoria SantosNessuna valutazione finora
- Two-Step Production of 13-Butadiene From EthanolDocumento197 pagineTwo-Step Production of 13-Butadiene From EthanolSanchez JorgeNessuna valutazione finora
- Renewable Energy: Johan Pienaar, Alan C. BrentDocumento7 pagineRenewable Energy: Johan Pienaar, Alan C. BrentPRABUICENessuna valutazione finora
- LCA of Bio-MEG and Conventional MEG Production ProcessesDocumento6 pagineLCA of Bio-MEG and Conventional MEG Production ProcessessimaproindiaNessuna valutazione finora
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsDa EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNessuna valutazione finora
- Bioethanol Produced From Dovyalis Caffra (Kei-Apple) by Fermentation With Yeast (Saccharomyces Cerevisiae) - Characterization, Mass & Energy BalanceDocumento10 pagineBioethanol Produced From Dovyalis Caffra (Kei-Apple) by Fermentation With Yeast (Saccharomyces Cerevisiae) - Characterization, Mass & Energy BalanceIJRASETPublicationsNessuna valutazione finora
- Cost of Cellulases PDFDocumento5 pagineCost of Cellulases PDFKenyaNessuna valutazione finora
- Manny HWDocumento4 pagineManny HWKhalid RashidNessuna valutazione finora
- Direct Thermochemical Liquefaction: Characteristics, Processes and TechnologiesDocumento16 pagineDirect Thermochemical Liquefaction: Characteristics, Processes and TechnologiescemilNessuna valutazione finora
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocumento23 pagineWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For Scientistsr7525rNessuna valutazione finora
- IEA Rapport Biobased Chemicals TotaalDocumento36 pagineIEA Rapport Biobased Chemicals Totaalduannidejean100% (1)
- Analisis Comparativo de Usos de GlicerolDocumento224 pagineAnalisis Comparativo de Usos de Gliceroloscarleo1Nessuna valutazione finora
- Advances in Biofeedstocks and Biofuels, Volume 1: Biofeedstocks and Their ProcessingDa EverandAdvances in Biofeedstocks and Biofuels, Volume 1: Biofeedstocks and Their ProcessingLalit Kumar SinghNessuna valutazione finora
- Enzymatic Synthesisof Biodieselvia Alcoholysisof Palm OilDocumento10 pagineEnzymatic Synthesisof Biodieselvia Alcoholysisof Palm Oilroberto.siregar4002Nessuna valutazione finora
- Lca For Palm BiodieselDocumento7 pagineLca For Palm BiodieselLai Mei EeNessuna valutazione finora
- Flow Pumps CPXDocumento28 pagineFlow Pumps CPXzniperxNessuna valutazione finora
- Module 8 - Currency and Commodity Futures PDFDocumento172 pagineModule 8 - Currency and Commodity Futures PDFzniperxNessuna valutazione finora
- Consumables Catalogue Eng PDFDocumento658 pagineConsumables Catalogue Eng PDFnrusydNessuna valutazione finora
- Transport PhenomenaDocumento17 pagineTransport PhenomenaAlan Cereceda EscalonaNessuna valutazione finora
- The Peak Boiling Heat Flux in Saturated Ethanol-Water MixturesDocumento7 pagineThe Peak Boiling Heat Flux in Saturated Ethanol-Water MixtureszniperxNessuna valutazione finora
- The Mathematics of Pumping Water PDFDocumento9 pagineThe Mathematics of Pumping Water PDFOualid LamraouiNessuna valutazione finora
- ESABNA-Welders Guide BookDocumento32 pagineESABNA-Welders Guide BookCarlos Bermejo Alvarez100% (1)
- Module 1 Introduction To Stock MarketsDocumento111 pagineModule 1 Introduction To Stock MarketsManpreet Singh JassalNessuna valutazione finora
- Module 2 Technical Analysis Overview and IntroductionDocumento177 pagineModule 2 Technical Analysis Overview and Introductionlong20091667100% (2)
- B Section 202 To 212Documento11 pagineB Section 202 To 212joshua_tan_31Nessuna valutazione finora
- Consumption Calculation PDFDocumento1 paginaConsumption Calculation PDFzniperxNessuna valutazione finora
- Oxy Fuel Cutting QualityDocumento44 pagineOxy Fuel Cutting Qualitybekaret100% (1)
- Line Sizing For Gravity Flow Piping PDFDocumento3 pagineLine Sizing For Gravity Flow Piping PDFFranklin Santiago Suclla Podesta100% (4)
- Economic Pipe Cal ChartDocumento3 pagineEconomic Pipe Cal ChartPrashant SawantNessuna valutazione finora
- Paper 008Documento11 paginePaper 008zniperxNessuna valutazione finora
- Pipe SizeDocumento9 paginePipe SizezniperxNessuna valutazione finora
- Ethanol distillation fundamentalsDocumento20 pagineEthanol distillation fundamentalsKiril AckovskiNessuna valutazione finora
- Lab 1 Biol 215Documento6 pagineLab 1 Biol 215zniperxNessuna valutazione finora
- Merrick Decision Risk Analysis White Paper PDFDocumento11 pagineMerrick Decision Risk Analysis White Paper PDFzniperxNessuna valutazione finora
- Instruction Manual PHE PDFDocumento78 pagineInstruction Manual PHE PDFzniperxNessuna valutazione finora
- History of WarcraftDocumento51 pagineHistory of WarcraftQuek Pei WeeNessuna valutazione finora
- Plate Heat Exchanger Operational and Maintenance ManualDocumento65 paginePlate Heat Exchanger Operational and Maintenance ManualPamela Minero67% (3)
- PDFDocumento44 paginePDFzniperxNessuna valutazione finora
- 1 Optimal Design of Plate and Frame Heat Exchangers For Efficient Heat Recovery in Process IndustriesDocumento11 pagine1 Optimal Design of Plate and Frame Heat Exchangers For Efficient Heat Recovery in Process Industriess111_sunilNessuna valutazione finora
- Hydrochloric Acid HandbookDocumento51 pagineHydrochloric Acid HandbookCarlos DiazNessuna valutazione finora
- Bulletin 1200 (5 87) Pumping LiquidsDocumento12 pagineBulletin 1200 (5 87) Pumping LiquidszniperxNessuna valutazione finora
- 713 Catalog PagesDocumento2 pagine713 Catalog PagesJosé AcostaNessuna valutazione finora
- 2VAA001695 en S Control NTCS04 Controller Station Termination UnitDocumento43 pagine2VAA001695 en S Control NTCS04 Controller Station Termination UnitanbarasanNessuna valutazione finora
- Brake System PDFDocumento9 pagineBrake System PDFdiego diaz100% (1)
- Non-Destructive Examination & Standard CF Acceptance For - Forgsd - Pipe Work Stub PiecesDocumento2 pagineNon-Destructive Examination & Standard CF Acceptance For - Forgsd - Pipe Work Stub PiecesveeramalaiNessuna valutazione finora
- 4.3 Structural Analysis 4.3.1 ModellingDocumento8 pagine4.3 Structural Analysis 4.3.1 Modellingdavid ROBALINONessuna valutazione finora
- Th255, Th255c Axle Cat ServiceDocumento280 pagineTh255, Th255c Axle Cat ServiceKevine KhaledNessuna valutazione finora
- Tutorial Sim MechanicsDocumento840 pagineTutorial Sim MechanicsHernan Gonzalez100% (4)
- Lecture 6-Design For ShearDocumento14 pagineLecture 6-Design For ShearMarkos DanielNessuna valutazione finora
- An Introduction To Community DevelopmentDocumento21 pagineAn Introduction To Community DevelopmentThuyAnh NgnNessuna valutazione finora
- Stage TwoDocumento34 pagineStage TwoThar LattNessuna valutazione finora
- MST 2 ReviewerDocumento4 pagineMST 2 ReviewerAizha NarioNessuna valutazione finora
- Stylistic and DiscourseDocumento4 pagineStylistic and Discourseeunhye carisNessuna valutazione finora
- Analysis of Piled Raft of Shanghai Tower in Shanghai by The Program ELPLADocumento18 pagineAnalysis of Piled Raft of Shanghai Tower in Shanghai by The Program ELPLAAmey DeshmukhNessuna valutazione finora
- Rúbrica de composición escritaDocumento2 pagineRúbrica de composición escritafrancisco alonsoNessuna valutazione finora
- Mil B 49430BDocumento36 pagineMil B 49430Bparam.vennelaNessuna valutazione finora
- Sci9 Q4 Mod8.2Documento24 pagineSci9 Q4 Mod8.2John Christian RamosNessuna valutazione finora
- The UFO Book Encyclopedia of The Extraterrestrial (PDFDrive)Documento756 pagineThe UFO Book Encyclopedia of The Extraterrestrial (PDFDrive)James Lee Fallin100% (2)
- Board of Intermediate & Secondary Education, Lahore: Tahir Hussain JafriDocumento2 pagineBoard of Intermediate & Secondary Education, Lahore: Tahir Hussain Jafridr_azharhayatNessuna valutazione finora
- U1L2 - Definitions of 21st Century LiteraciesDocumento19 pagineU1L2 - Definitions of 21st Century LiteraciesJerry Glenn Latorre CastilloNessuna valutazione finora
- Demand Performa For Annual DemandDocumento10 pagineDemand Performa For Annual DemandpushpNessuna valutazione finora
- 5 Grade - Lesson 1.3 Dissolving and Back Again: ObjectiveDocumento4 pagine5 Grade - Lesson 1.3 Dissolving and Back Again: ObjectiveManushka ThomasNessuna valutazione finora
- Feasibility of Traditional Milk DeliveryDocumento21 pagineFeasibility of Traditional Milk DeliverySumit TomarNessuna valutazione finora
- Subject and Content NotesDocumento52 pagineSubject and Content NotesJoe Carl CastilloNessuna valutazione finora
- TSR Cyl Tilt Cab LD 110Documento2 pagineTSR Cyl Tilt Cab LD 110Ferry AndisNessuna valutazione finora
- COP Oil: For Epiroc Components We Combine Technology and Environmental SustainabilityDocumento4 pagineCOP Oil: For Epiroc Components We Combine Technology and Environmental SustainabilityDavid CarrilloNessuna valutazione finora
- 3000 Most Common Words in EnglishDocumento85 pagine3000 Most Common Words in Englishapi-575590272100% (1)
- Documentation For UStarDocumento26 pagineDocumentation For UStarthunder77Nessuna valutazione finora
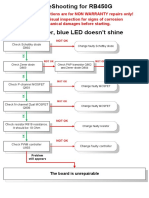
- RB450G Trouble ShootingDocumento9 pagineRB450G Trouble Shootingjocimar1000Nessuna valutazione finora