Potrebbero piacerti anche
- Thickeners DesignDocumento28 pagineThickeners DesignhazimraadNessuna valutazione finora
- VibratingEquipmentBrochure PDFDocumento10 pagineVibratingEquipmentBrochure PDFWilliam VillamizarNessuna valutazione finora
- Vibrating FeederDocumento7 pagineVibrating FeederRk Upadhyay100% (1)
- MIP Thickener Design-02Documento3 pagineMIP Thickener Design-02Bellary SreedharNessuna valutazione finora
- 20 Years of AMIRA P266 "Improving Thickener TechnologyDocumento10 pagine20 Years of AMIRA P266 "Improving Thickener TechnologyKirill ZatulovskiyNessuna valutazione finora
- Drum Scrubber Ausimm PDFDocumento11 pagineDrum Scrubber Ausimm PDFcumpio425428Nessuna valutazione finora
- R0 ModelDocumento1 paginaR0 ModeltylerdurdaneNessuna valutazione finora
- Shell Thickness PDFDocumento6 pagineShell Thickness PDFLucia ZambranoNessuna valutazione finora
- T R Ea Tment PR OcessDocumento8 pagineT R Ea Tment PR Ocessrichard gutierrezNessuna valutazione finora
- Belt Feeder Design: Starting Load Calculations: A.E. Maton, AustraliaDocumento4 pagineBelt Feeder Design: Starting Load Calculations: A.E. Maton, AustraliaJakes100% (1)
- ThickenersClarifiers - Brochure FLSmidth PDFDocumento8 pagineThickenersClarifiers - Brochure FLSmidth PDFDevan MoodlyNessuna valutazione finora
- Conveyor Idler StandardsDocumento10 pagineConveyor Idler StandardsObiwan1483100% (1)
- Apron Feeder SpecDocumento2 pagineApron Feeder Spec20106285Nessuna valutazione finora
- Calculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)Documento11 pagineCalculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)RAVI1972Nessuna valutazione finora
- Sampling Solutions LRDocumento8 pagineSampling Solutions LRmanoj983@gmail.comNessuna valutazione finora
- Current Theory and Thickener Design PDFDocumento11 pagineCurrent Theory and Thickener Design PDFMabel Ginestar100% (1)
- Selecting A Conveyor DriveDocumento7 pagineSelecting A Conveyor Drivegopi_ggg20016099Nessuna valutazione finora
- Chute Performance and Design For Rapid Flow Conditions PDFDocumento8 pagineChute Performance and Design For Rapid Flow Conditions PDFEdgar SanchezNessuna valutazione finora
- Rational Design of Conveyor ChutesDocumento7 pagineRational Design of Conveyor ChutesarsanioseNessuna valutazione finora
- 9.long Overland ConveyorsDocumento14 pagine9.long Overland ConveyorsMauricio MpintoNessuna valutazione finora
- Filter & Size ReductionDocumento20 pagineFilter & Size ReductionMuhammad Putra RamadhanNessuna valutazione finora
- 21850, Issue 17 Flotation DAF, IAF, SAFDocumento3 pagine21850, Issue 17 Flotation DAF, IAF, SAFSyariful Maliki NejstaršíNessuna valutazione finora
- Dunlop Conveyor Belt Design ManualDocumento16 pagineDunlop Conveyor Belt Design ManualTabor TamiruNessuna valutazione finora
- Stuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsDocumento4 pagineStuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsJoaquín NarváezNessuna valutazione finora
- E200704 301 PDFDocumento7 pagineE200704 301 PDFvilobhsNessuna valutazione finora
- Laboratory Apparatus For Evaluating Slurry Pipeline Wear (Cooke, Johnson & Goosen)Documento17 pagineLaboratory Apparatus For Evaluating Slurry Pipeline Wear (Cooke, Johnson & Goosen)Engr Sakher100% (1)
- SGS MIN TP2011 08 SAG Mill Testing For Ore Grindability PDFDocumento10 pagineSGS MIN TP2011 08 SAG Mill Testing For Ore Grindability PDFjazz_2012Nessuna valutazione finora
- Soportes Take UP STL Series - Rodamientos SmilovicDocumento4 pagineSoportes Take UP STL Series - Rodamientos SmilovicAlejandro SmilovicNessuna valutazione finora
- 3 - Jar Test and Thickener DesignDocumento18 pagine3 - Jar Test and Thickener Designhadeer osmanNessuna valutazione finora
- Agitators, Tanks & ThickenersDocumento29 pagineAgitators, Tanks & ThickenersAhmed Khalid RasheedNessuna valutazione finora
- OTE Outotec HIGmills Eng WebDocumento4 pagineOTE Outotec HIGmills Eng WebjadetorresNessuna valutazione finora
- ABB CatalogueDocumento6 pagineABB CatalogueNavneet SinghNessuna valutazione finora
- Concepts of Feeder Design and Performance in Relation To Loading BuDocumento24 pagineConcepts of Feeder Design and Performance in Relation To Loading BuSandi ApriandiNessuna valutazione finora
- Kiuttu J, Ruuska J & Yliniemi L (2010) Advanced and Sustainable Beneficiation of Platinum Group Minerals (PGM) in Sulphide Poor Platinum (PGE) Deposits - BEPGE-project, Final Report. May 2010Documento27 pagineKiuttu J, Ruuska J & Yliniemi L (2010) Advanced and Sustainable Beneficiation of Platinum Group Minerals (PGM) in Sulphide Poor Platinum (PGE) Deposits - BEPGE-project, Final Report. May 2010alinoriNessuna valutazione finora
- Flow of Bulk Solids in Chute Design PDFDocumento11 pagineFlow of Bulk Solids in Chute Design PDFluiasnadradeNessuna valutazione finora
- Beginners Guide To Thickeners - OutotecDocumento7 pagineBeginners Guide To Thickeners - OutotecMauricio ToledoNessuna valutazione finora
- Pulley Idler Shaft F9265C65B8F87Documento3 paginePulley Idler Shaft F9265C65B8F87souvonik100% (1)
- 2.4m Thickener Preliminary Report Rev0Documento42 pagine2.4m Thickener Preliminary Report Rev0fran_osorio123Nessuna valutazione finora
- Belt ConveyorsDocumento10 pagineBelt ConveyorsRaja PalasaNessuna valutazione finora
- Brochure - Slide Gate Valve - Pubc-0502-SvDocumento2 pagineBrochure - Slide Gate Valve - Pubc-0502-SvedgarspalaciosNessuna valutazione finora
- 24941-100-30R-G01-00073 Tunra 6299 Report FinalDocumento96 pagine24941-100-30R-G01-00073 Tunra 6299 Report FinalcmahendrNessuna valutazione finora
- CEMA Idlers 2008Documento72 pagineCEMA Idlers 2008rimarima2barNessuna valutazione finora
- The Influence of Liner Wear On Milling EfficiencyDocumento21 pagineThe Influence of Liner Wear On Milling EfficiencyW ZuoNessuna valutazione finora
- Optimizing Screw ConveyorDocumento6 pagineOptimizing Screw ConveyorChem.Engg100% (1)
- The Function and Mechanism of Conveyor Pulley DrumsDocumento15 pagineThe Function and Mechanism of Conveyor Pulley DrumsKroya HunNessuna valutazione finora
- Grinding-Fundamentals and Theory: Dr. Chandranath Banerjee Sr. Engineer and Lead Minerals and Separation TechnologyDocumento32 pagineGrinding-Fundamentals and Theory: Dr. Chandranath Banerjee Sr. Engineer and Lead Minerals and Separation TechnologyVarun InamdarNessuna valutazione finora
- Modelling The Crushing-Sizing Procedure of Industrial Gyratory CrushersDocumento6 pagineModelling The Crushing-Sizing Procedure of Industrial Gyratory CrushersTsakalakis G. Konstantinos100% (1)
- Mineral ProcessDocumento12 pagineMineral ProcessdavidgloomNessuna valutazione finora
- Mechanical Model of Scraper Rake Torque in Deep-cone Thickener - 《Journal of Central South University (Science and Technology) 》2012年04期Documento1 paginaMechanical Model of Scraper Rake Torque in Deep-cone Thickener - 《Journal of Central South University (Science and Technology) 》2012年04期saidNessuna valutazione finora
- Benefits of Column FlotationDocumento5 pagineBenefits of Column FlotationMohamed DraaNessuna valutazione finora
- Clarifiers and ThickenersDocumento8 pagineClarifiers and ThickenersIstifiarti MandasariNessuna valutazione finora
- Guideline: Conveyor Manufacturers Association of Sa LimitedDocumento37 pagineGuideline: Conveyor Manufacturers Association of Sa LimitedYudhistira PratamaNessuna valutazione finora
- Method Selection IdlerDocumento14 pagineMethod Selection IdlerWaris La Joi WakatobiNessuna valutazione finora
- At 04414 SolidsWhitePaper 2018 FNLDocumento17 pagineAt 04414 SolidsWhitePaper 2018 FNLHon NguyenNessuna valutazione finora
- Utilice Simulación Avanzada para Mejorar Los Procesos Que Involucran SólidosDocumento17 pagineUtilice Simulación Avanzada para Mejorar Los Procesos Que Involucran SólidosAlex Pari FarfanNessuna valutazione finora
- Hydro Grit Removal Systems Presented at Western Canada Water Conference1Documento10 pagineHydro Grit Removal Systems Presented at Western Canada Water Conference1Phyu Mar Thein KyawNessuna valutazione finora
- Synopsis of ProjectDocumento6 pagineSynopsis of Projecthirak_buronNessuna valutazione finora
- Selecting Representative Models For Ensemble-Based Production Optimization in Carbonate Reservoirs With Intelligent Wells and WAG InjectionDocumento28 pagineSelecting Representative Models For Ensemble-Based Production Optimization in Carbonate Reservoirs With Intelligent Wells and WAG InjectionSusanaNessuna valutazione finora
- Molding A SolutionDocumento8 pagineMolding A SolutionsiddiqueicmaNessuna valutazione finora
- Spe-214579-Ms Rigless Solution in Replacement of Rig InterventionDocumento8 pagineSpe-214579-Ms Rigless Solution in Replacement of Rig Interventionbagus918Nessuna valutazione finora
- Screw Conveyor and Bucket Elevator Engineering GuideDocumento32 pagineScrew Conveyor and Bucket Elevator Engineering GuideJorge Cronwell Montaño VásquezNessuna valutazione finora
- MSE-Aspen Tech InstallationDocumento13 pagineMSE-Aspen Tech InstallationfunctionlakeNessuna valutazione finora
- AluminaDocumento6 pagineAluminaAhmed QomaruddinNessuna valutazione finora
- 15 PDFDocumento1 pagina15 PDFAhmed QomaruddinNessuna valutazione finora
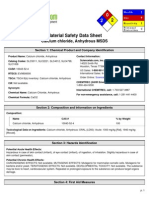
- Cacl 2Documento5 pagineCacl 2Ahmed Qomaruddin100% (1)
- Chapter 1ADocumento20 pagineChapter 1AAhmed QomaruddinNessuna valutazione finora
- 2014 ChemECar - Certifications PageDocumento2 pagine2014 ChemECar - Certifications PageAhmed QomaruddinNessuna valutazione finora
- Emt539 550Documento57 pagineEmt539 550Ahmed QomaruddinNessuna valutazione finora
- 2014 Chem E Car RulesDocumento8 pagine2014 Chem E Car RulesAhmed QomaruddinNessuna valutazione finora
- 02 Student Speech 2Documento2 pagine02 Student Speech 2Sam C HelloNessuna valutazione finora
- Danbo PapercraftDocumento2 pagineDanbo PapercraftAhmed QomaruddinNessuna valutazione finora
- Auto ClaveDocumento16 pagineAuto ClaveAhmed QomaruddinNessuna valutazione finora