Potrebbero piacerti anche
- WASA Design Manual Final Mar 09 PDFDocumento234 pagineWASA Design Manual Final Mar 09 PDFrealchicNessuna valutazione finora
- Hot Tap Check ListDocumento4 pagineHot Tap Check Listborisortiz100% (2)
- S.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5Documento7 pagineS.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5கோகுல் இராNessuna valutazione finora
- Bolt Torquing and Tensioning Procedure KHLDocumento26 pagineBolt Torquing and Tensioning Procedure KHLHazieqah KahilNessuna valutazione finora
- Pressure Testing Code Requirements PDFDocumento26 paginePressure Testing Code Requirements PDFriysall100% (1)
- Astm 890Documento3 pagineAstm 890bsnegi111Nessuna valutazione finora
- To Commissioning Manual: Appendix No. 1Documento7 pagineTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNessuna valutazione finora
- High Pressure Piping System Procedure PDFDocumento4 pagineHigh Pressure Piping System Procedure PDFBudi PrasetyoNessuna valutazione finora
- QATAR Pin Braze pdfr1Documento14 pagineQATAR Pin Braze pdfr1Karunanithi NagarajanNessuna valutazione finora
- CVMCDocumento4 pagineCVMCAzhar HussainNessuna valutazione finora
- Piping Inspection ProcedureDocumento8 paginePiping Inspection Proceduremohd as shahiddin jafriNessuna valutazione finora
- P9127 - Piping Pressure Testing - Rev 0 - GENERICDocumento20 pagineP9127 - Piping Pressure Testing - Rev 0 - GENERICmengelito almonte100% (1)
- 002-Method of Statement of Row PreparationDocumento11 pagine002-Method of Statement of Row Preparationahmed08839494Nessuna valutazione finora
- QCP Hot TapDocumento9 pagineQCP Hot TaparockiyathassNessuna valutazione finora
- Piping Fabrication ProcedureDocumento11 paginePiping Fabrication ProcedureMohammed Elsaid Yousef Harhera100% (2)
- Procedure For Welding of PipingDocumento16 pagineProcedure For Welding of PipingJohnson Raju100% (1)
- Oman-India Fertilizer Project OIFDocumento24 pagineOman-India Fertilizer Project OIFBassam Dahham83% (6)
- Piping Daily Fit Up Quality Control and Inspection Report FormDocumento1 paginaPiping Daily Fit Up Quality Control and Inspection Report FormMd Shariful IslamNessuna valutazione finora
- Pneumatic Testing Procedure For PipelinesDocumento3 paginePneumatic Testing Procedure For PipelinesKu Masayu Ku HusinNessuna valutazione finora
- SAIC-D-2005 Pressure Vessel Storage, Handling & Preserv PDK-FDocumento2 pagineSAIC-D-2005 Pressure Vessel Storage, Handling & Preserv PDK-FAnonymous S9qBDVky100% (1)
- Procedure Welding Part 2Documento14 pagineProcedure Welding Part 2mohammadNessuna valutazione finora
- Golden WeldDocumento4 pagineGolden Weldenels77Nessuna valutazione finora
- 029 Hot Tap Procedure 0011Documento5 pagine029 Hot Tap Procedure 0011Fadlul Akbar HerfiantoNessuna valutazione finora
- Internal Cleaning of PipingDocumento14 pagineInternal Cleaning of PipingMcmiltondmordomNessuna valutazione finora
- Technical Doc. - Coated Steel Pipe LayingDocumento420 pagineTechnical Doc. - Coated Steel Pipe Layingrex0% (1)
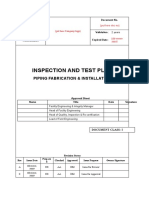
- Sample Template Itp For Piping Fabrication and InstallationDocumento16 pagineSample Template Itp For Piping Fabrication and InstallationEyoh EffiongNessuna valutazione finora
- Re-Welding, Expansion & HT ProcedureDocumento6 pagineRe-Welding, Expansion & HT Proceduresuria qaqcNessuna valutazione finora
- Flange Bolt Tightening Procedures PDFDocumento11 pagineFlange Bolt Tightening Procedures PDFjerrymcfly100% (1)
- Hot Tap ReportDocumento2 pagineHot Tap ReportCak NhassNessuna valutazione finora
- Pttep Painitng of Offshore FacilitiesDocumento66 paginePttep Painitng of Offshore FacilitiesSufianNessuna valutazione finora
- ENV-SPV-DR-B-011 Dimensional Inspection Procedure-Rev - ADocumento9 pagineENV-SPV-DR-B-011 Dimensional Inspection Procedure-Rev - AyoeyNessuna valutazione finora
- GRP Bonding ProcedureDocumento19 pagineGRP Bonding Proceduremahi1437100% (1)
- Hydrostatic and Pneumatic Testing ProcedureDocumento8 pagineHydrostatic and Pneumatic Testing ProcedurejorgekarlosprNessuna valutazione finora
- Hot Tap ProcedureDocumento21 pagineHot Tap ProcedureImanuel Sitepu100% (1)
- API 598 Testing Procedure-20130720-032647Documento2 pagineAPI 598 Testing Procedure-20130720-032647JOMAGUES100% (1)
- GasPipelineSafetyOIR Plea WildGoose 20130628 280481 PDFDocumento320 pagineGasPipelineSafetyOIR Plea WildGoose 20130628 280481 PDFcartarNessuna valutazione finora
- 18-Weld Joint NumberingDocumento5 pagine18-Weld Joint NumberingAkhilesh Kumar100% (2)
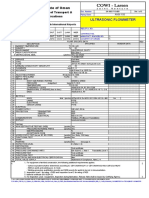
- Sa 980 P 11409 Ultrasonic Flowmeter Rev t02Documento3 pagineSa 980 P 11409 Ultrasonic Flowmeter Rev t02altipatlarNessuna valutazione finora
- Jeres-L-351 Bolted Flange Joints AssemblyDocumento17 pagineJeres-L-351 Bolted Flange Joints AssemblyShivaji DhonnarNessuna valutazione finora
- Asme Sec Ix IntroDocumento24 pagineAsme Sec Ix IntroTim Joseph AlvaroNessuna valutazione finora
- WPS Sa 517Documento2 pagineWPS Sa 517DHANANNJAI SINGH -Nessuna valutazione finora
- Method Statement For Piping Tie-In Sleeper Jetty 5 Area - POWERTECH PKG SMP#5 - Rev.00CrevisiDocumento198 pagineMethod Statement For Piping Tie-In Sleeper Jetty 5 Area - POWERTECH PKG SMP#5 - Rev.00CrevisiJohnNessuna valutazione finora
- GRP Scope MatrixDocumento3 pagineGRP Scope MatrixbharathaninNessuna valutazione finora
- 2 Welding Procedure 2 PDFDocumento6 pagine2 Welding Procedure 2 PDFMustafa MubderNessuna valutazione finora
- Oil Pantriting ProcedureDocumento5 pagineOil Pantriting ProcedureSERT-QA/QC- BUZNessuna valutazione finora
- Hydrotest Blind PDFDocumento9 pagineHydrotest Blind PDFManu Jojo100% (1)
- Hydrotest ProcedureDocumento3 pagineHydrotest Procedureaman131100% (2)
- Hydrostatic Test of Pandi WaterDocumento7 pagineHydrostatic Test of Pandi WaterOscar C. GabinayNessuna valutazione finora
- Leak Test Valve ReportDocumento2 pagineLeak Test Valve Reportadnansh1Nessuna valutazione finora
- Hot TappingDocumento2 pagineHot TappingParag ChandankhedeNessuna valutazione finora
- Flange Fitters Hand BookDocumento52 pagineFlange Fitters Hand BookMohammed Abdul Sayeed100% (3)
- MS-Installation & Testing of HDPE.Documento6 pagineMS-Installation & Testing of HDPE.RAMY ABOU AL DAHABNessuna valutazione finora
- HYDROTEST - JeevaDocumento68 pagineHYDROTEST - JeevaJayaraman KamarajNessuna valutazione finora
- 07 Sam Abraham Drilling Well Testing 82 P.Documento82 pagine07 Sam Abraham Drilling Well Testing 82 P.Sener GocogluNessuna valutazione finora
- Vacuum Leakage TestDocumento11 pagineVacuum Leakage Testsambhu100% (1)
- Hydro TestDocumento36 pagineHydro TestFasil Paruvanath100% (1)
- Hydro Test PreparationDocumento22 pagineHydro Test Preparationgaspardo123Nessuna valutazione finora
- Intro and CompletionDocumento31 pagineIntro and CompletionKhalid ZaeemNessuna valutazione finora
- C 7Documento183 pagineC 7Liza Cabalquinto LorejoNessuna valutazione finora
- 6 Way InstructionsDocumento2 pagine6 Way InstructionsFercho NoriegaNessuna valutazione finora
- Chem 40.1 Msds Exer 6Documento7 pagineChem 40.1 Msds Exer 6Angela Sietereales RamosNessuna valutazione finora
- X RAY Residual StressDocumento36 pagineX RAY Residual StressAnonymous oTrMza100% (1)
- CapasitorDocumento19 pagineCapasitorDiego QuirogaNessuna valutazione finora
- ABS Polar Ice Class Ship Structure DesignDocumento48 pagineABS Polar Ice Class Ship Structure Designronny-suNessuna valutazione finora
- Nylaflow Nylatron 2006Documento4 pagineNylaflow Nylatron 2006Miguel GradeNessuna valutazione finora
- Fund - Elect DE52.Documento355 pagineFund - Elect DE52.atashi baran mohantyNessuna valutazione finora
- Is 13871 1993 Powder Coating SpecificationDocumento14 pagineIs 13871 1993 Powder Coating SpecificationArunashish Mazumdar50% (2)
- Environment VocabularyDocumento5 pagineEnvironment VocabularyJ Adrian HidrovoNessuna valutazione finora
- h2 Physics DefinitionsDocumento7 pagineh2 Physics DefinitionsJerald LimNessuna valutazione finora
- Product Manual FFETDocumento21 pagineProduct Manual FFETAan Sarkasi Amd100% (1)
- Alpha s708 - TdsDocumento2 pagineAlpha s708 - TdsMahmoud Moustafa ElnegihiNessuna valutazione finora
- Storage Stability of A Processed Ginger PasteDocumento2 pagineStorage Stability of A Processed Ginger PasteevelinNessuna valutazione finora
- Final - Basic Lasting TechnologyDocumento137 pagineFinal - Basic Lasting TechnologySumit Kumar Singh100% (1)
- Fatty AlcoolDocumento16 pagineFatty AlcoolAnamaria UrsuNessuna valutazione finora
- Factual ReportDocumento7 pagineFactual Reportlukman arifNessuna valutazione finora
- Inkformation 4 en 02Documento28 pagineInkformation 4 en 02MohammadAlAmeenNessuna valutazione finora
- Chapter 4 PhyDocumento94 pagineChapter 4 PhyDeneshwaran RajNessuna valutazione finora
- Sheet Metal Worker Level 2: Rev. September 2009Documento16 pagineSheet Metal Worker Level 2: Rev. September 2009Brennen WilsonNessuna valutazione finora
- Atlas™ Power 8ton (8T), 15ton (15T) and 25ton (25T) Hydraulic Presses User ManualDocumento44 pagineAtlas™ Power 8ton (8T), 15ton (15T) and 25ton (25T) Hydraulic Presses User ManualMuhammad Talha KhanNessuna valutazione finora
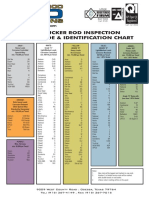
- Permian Rod Operations - Sucker Rod Identification Chart PDFDocumento1 paginaPermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78Nessuna valutazione finora
- Electric Current and Ohm McqsDocumento77 pagineElectric Current and Ohm McqsEngrAneelKumarAkhani100% (2)
- Sika Viscocrete: TechnologyDocumento13 pagineSika Viscocrete: TechnologyacarthurNessuna valutazione finora
- Uni of Frankfurt - Thermodynamic PotentialsDocumento15 pagineUni of Frankfurt - Thermodynamic PotentialstaboogaNessuna valutazione finora
- Microwave Level SwitchDocumento3 pagineMicrowave Level SwitchDidinAndresIINessuna valutazione finora
- BPharm Regulation & Syllabus PDFDocumento163 pagineBPharm Regulation & Syllabus PDFamilcarNessuna valutazione finora
- Inox Tester User Manual EP04Documento36 pagineInox Tester User Manual EP04Ramon PachecoNessuna valutazione finora
- Roof Bolting AKMDocumento81 pagineRoof Bolting AKMNutan PrakashNessuna valutazione finora
- Toxicologic Biomarkers PDFDocumento311 pagineToxicologic Biomarkers PDFMelly Mandoliniste100% (2)
- Studi Kasus Kandungan Formalin Pada Ikan Teri Nasi (Stolephorus Commersoni Lac.) Asin Kering Di Pasar Rau Serang Banten - DocDocumento4 pagineStudi Kasus Kandungan Formalin Pada Ikan Teri Nasi (Stolephorus Commersoni Lac.) Asin Kering Di Pasar Rau Serang Banten - DocRini YanuartiNessuna valutazione finora