Potrebbero piacerti anche
- Lubrication ProgramDocumento114 pagineLubrication ProgramcutedawNessuna valutazione finora
- Plant Maintenance A Complete Guide - 2020 EditionDa EverandPlant Maintenance A Complete Guide - 2020 EditionNessuna valutazione finora
- Top 10 Reasons Maintenance Planning Is Not EffectiveDocumento7 pagineTop 10 Reasons Maintenance Planning Is Not Effectivemenz502Nessuna valutazione finora
- Maintenance Management System Guideline For Maintenance Operating Procedures Maintenance Work ManagementDocumento29 pagineMaintenance Management System Guideline For Maintenance Operating Procedures Maintenance Work ManagementGlad BlazNessuna valutazione finora
- 1-Procedure Based MaintenanceDocumento14 pagine1-Procedure Based MaintenanceJose Luis RattiaNessuna valutazione finora
- Sabp Z 055Documento16 pagineSabp Z 055Hassan MokhtarNessuna valutazione finora
- EMYL Method: Maintenance analysis and benchmarkingDocumento12 pagineEMYL Method: Maintenance analysis and benchmarkingEng.Bassam - UltraMedicaNessuna valutazione finora
- Inspection Decisions Including Condition-Based MaintenanceDocumento79 pagineInspection Decisions Including Condition-Based Maintenanceapi-3732848100% (1)
- Evaluation of Asset Integrity Management System (AIMS) : GuideDocumento28 pagineEvaluation of Asset Integrity Management System (AIMS) : GuideEdwin TorresNessuna valutazione finora
- Developing Maintenance DocumentationDocumento150 pagineDeveloping Maintenance DocumentationjandroweenNessuna valutazione finora
- Cost of Poor MaintenanceDocumento14 pagineCost of Poor MaintenanceSaulo CabreraNessuna valutazione finora
- Asset Management A Complete Guide - 2020 EditionDa EverandAsset Management A Complete Guide - 2020 EditionNessuna valutazione finora
- 3.2 Preventive Maintenance Program Plan - Revised 2022Documento39 pagine3.2 Preventive Maintenance Program Plan - Revised 2022Wayne WellsNessuna valutazione finora
- 01 2 Metrics Best PrintedDocumento77 pagine01 2 Metrics Best PrintedRamesh Godkar100% (2)
- Jamieson - Short Interval ControlDocumento15 pagineJamieson - Short Interval ControlAlejandroZappaNessuna valutazione finora
- Inspection of Corrosion under InsulationDocumento10 pagineInspection of Corrosion under InsulationBIPIN BALANNessuna valutazione finora
- Intro To DMAICDocumento40 pagineIntro To DMAICsamfisher8989Nessuna valutazione finora
- CPMS-AUT-EP-002 - Instrument and Controls Philosophy GuidelinesDocumento18 pagineCPMS-AUT-EP-002 - Instrument and Controls Philosophy GuidelinesChrisNessuna valutazione finora
- Maximize Your Uptime: InsulgardDocumento8 pagineMaximize Your Uptime: InsulgardAODVNessuna valutazione finora
- The Great Debate On RCM and PMODocumento86 pagineThe Great Debate On RCM and PMOHugoCabanillas100% (1)
- ENICOR 1441 Maint Process Activities Overview - Day 5Documento81 pagineENICOR 1441 Maint Process Activities Overview - Day 5modesto66100% (1)
- Failure Reporting, Analysis, Corrective Action System: Presented By: Ricky Smith, CMRPDocumento55 pagineFailure Reporting, Analysis, Corrective Action System: Presented By: Ricky Smith, CMRPTeodora DobricăNessuna valutazione finora
- Essential Elements of A Successful Reliability ProgramDocumento24 pagineEssential Elements of A Successful Reliability ProgramJesus R. AguileraNessuna valutazione finora
- Sabp Z 051Documento17 pagineSabp Z 051Hassan MokhtarNessuna valutazione finora
- Reliability Data of Omron ComponentsDocumento1 paginaReliability Data of Omron Componentsastojadin1873Nessuna valutazione finora
- Maintenance Management System Guideline For Maintenance Operating Procedures Extraordinary MaintenanceDocumento19 pagineMaintenance Management System Guideline For Maintenance Operating Procedures Extraordinary MaintenanceGlad BlazNessuna valutazione finora
- Short Interval Control Template PDFDocumento1 paginaShort Interval Control Template PDFsenzo scholarNessuna valutazione finora
- OM Manuals TemplateDocumento9 pagineOM Manuals TemplatejanempatricioNessuna valutazione finora
- Why Are We So Bad at Maintenance ManagementDocumento16 pagineWhy Are We So Bad at Maintenance ManagementMasoud AmirzadehfardNessuna valutazione finora
- Assetivity Asset Management Plan TemplateDocumento20 pagineAssetivity Asset Management Plan TemplateShashannk DoshiNessuna valutazione finora
- Human Reliability in Asset ManagementDocumento141 pagineHuman Reliability in Asset ManagementValeska FernandaNessuna valutazione finora
- En Preventive Maintenance Plan InfraspeakDocumento36 pagineEn Preventive Maintenance Plan InfraspeakMccaNessuna valutazione finora
- Technical Topic - Lubrication Program ManagementDocumento2 pagineTechnical Topic - Lubrication Program Managementdhavit wijayantoNessuna valutazione finora
- Using and Introducing Precision MaintenanceDocumento13 pagineUsing and Introducing Precision MaintenanceTofan NugrohoNessuna valutazione finora
- SAMI BookletDocumento16 pagineSAMI BookletJosé Rodríguez100% (1)
- Criticality Analysis Maintenance ProceduresDocumento4 pagineCriticality Analysis Maintenance ProceduresjfejfeNessuna valutazione finora
- Thermodynamics Laws SummaryDocumento27 pagineThermodynamics Laws SummaryMetalAnand ChelliahNessuna valutazione finora
- Three Primary Steps in Reliability EngineeringDocumento51 pagineThree Primary Steps in Reliability EngineeringPablo Scott100% (1)
- Operations Management: Maintenance and ReliabilityDocumento35 pagineOperations Management: Maintenance and ReliabilityfatkhiNessuna valutazione finora
- Fmea Vs Fracas Vs RcaDocumento5 pagineFmea Vs Fracas Vs RcaVinay Garg100% (1)
- RCM Analysis For SteamDocumento13 pagineRCM Analysis For SteamDamianNessuna valutazione finora
- ReliabilityDocumento27 pagineReliabilityVinoth KumarNessuna valutazione finora
- Noria Ascend ChartDocumento1 paginaNoria Ascend ChartJohn YoungNessuna valutazione finora
- Handout C Idcon Test PM and RcpeDocumento3 pagineHandout C Idcon Test PM and RcpesuriyachackNessuna valutazione finora
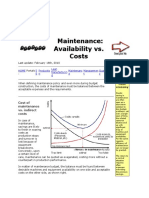
- Availability Vs CostsDocumento29 pagineAvailability Vs CostsEbhamboh Ntui AlfredNessuna valutazione finora
- Managing A Condition Monitoring Program: Get The Monitoring Right!Documento9 pagineManaging A Condition Monitoring Program: Get The Monitoring Right!Michaelben Michaelben100% (1)
- Stop BP Gupco-ModifiedDocumento20 pagineStop BP Gupco-ModifiedAhmed HashimNessuna valutazione finora
- CBP Current Best Practices For Reliability and MaintenanceDocumento8 pagineCBP Current Best Practices For Reliability and MaintenancepkbijuNessuna valutazione finora
- FEHM Final June 2016Documento96 pagineFEHM Final June 2016Fatchur RizalNessuna valutazione finora
- Weibull Statistic and Growth Analysis in Failure PredictionsDocumento9 pagineWeibull Statistic and Growth Analysis in Failure PredictionsgmitsutaNessuna valutazione finora
- Subject: Production and Operations Management Unit 5: Maintenance and Waste ManagementDocumento19 pagineSubject: Production and Operations Management Unit 5: Maintenance and Waste ManagementAnonymous yL88Jj100% (1)
- 3 - Pillar Two-20170102Documento26 pagine3 - Pillar Two-20170102AhmadNessuna valutazione finora
- Detecting cracks in delayed coke drums using new NDE techniquesDocumento12 pagineDetecting cracks in delayed coke drums using new NDE techniquesMahendra RathoreNessuna valutazione finora
- Reactive Maintenance (4HH) - Process DiagramsDocumento1 paginaReactive Maintenance (4HH) - Process DiagramsNaveen Reddy KasarlaNessuna valutazione finora
- Maintenance Management System Guideline For Maintenance Operating Procedures General Maintenance ProcessesDocumento30 pagineMaintenance Management System Guideline For Maintenance Operating Procedures General Maintenance ProcessesGlad BlazNessuna valutazione finora
- 00 Saip 72Documento6 pagine00 Saip 72Erin JohnsonNessuna valutazione finora
- Tackle Refining Industry ChallengesDocumento30 pagineTackle Refining Industry ChallengesProsperNessuna valutazione finora
- Maintenance Planning and Scheduling Masterclass - Student HandoutDocumento161 pagineMaintenance Planning and Scheduling Masterclass - Student Handoutsabrina samuelsNessuna valutazione finora
- Intro to TPM for Equipment ReliabilityDocumento31 pagineIntro to TPM for Equipment ReliabilitySuman TutooNessuna valutazione finora
- Commissioning_DPR_-24-07-2014_Lanco__Koradi_PF1261Documento4 pagineCommissioning_DPR_-24-07-2014_Lanco__Koradi_PF1261rbdubey2020Nessuna valutazione finora
- Commissioning DPR -28-07-2014 Lanco, Koradi_PF1261Documento4 pagineCommissioning DPR -28-07-2014 Lanco, Koradi_PF1261rbdubey2020Nessuna valutazione finora
- E&I Erection Punch List completion status @28-07-2014 LANCO PF-1261Documento6 pagineE&I Erection Punch List completion status @28-07-2014 LANCO PF-1261rbdubey2020Nessuna valutazione finora
- Faq CG BoilerDocumento4 pagineFaq CG Boilerrbdubey2020Nessuna valutazione finora
- Commissioning DPR -25-07-2014 Lanco, Koradi_PF1261Documento4 pagineCommissioning DPR -25-07-2014 Lanco, Koradi_PF1261rbdubey2020Nessuna valutazione finora
- Fortnight Report FormatDocumento6 pagineFortnight Report Formatrbdubey2020Nessuna valutazione finora
- Commissioning_DPR_-23-07-2014_Lanco__Koradi_PF1261Documento1 paginaCommissioning_DPR_-23-07-2014_Lanco__Koradi_PF1261rbdubey2020Nessuna valutazione finora
- Commissioning Schedule of Lanco Infratech Ltd - PF 1261 Rev-0 Dtd 26-06-14Documento5 pagineCommissioning Schedule of Lanco Infratech Ltd - PF 1261 Rev-0 Dtd 26-06-14rbdubey2020Nessuna valutazione finora
- Commissioning DPR -26-07-2014 Lanco, Koradi_PF1261Documento4 pagineCommissioning DPR -26-07-2014 Lanco, Koradi_PF1261rbdubey2020Nessuna valutazione finora
- Commissioning_DPR_-22-07-2014_Lanco__Koradi_PF1261Documento4 pagineCommissioning_DPR_-22-07-2014_Lanco__Koradi_PF1261rbdubey2020Nessuna valutazione finora
- Maharashtra Boiler Rules 1962Documento34 pagineMaharashtra Boiler Rules 1962rbdubey2020Nessuna valutazione finora
- The Boilers Act, 1923Documento23 pagineThe Boilers Act, 1923Dhiraj SatyamNessuna valutazione finora
- BFP Motor: SN DetailsDocumento3 pagineBFP Motor: SN Detailsrbdubey2020Nessuna valutazione finora
- Mediassist Jabalpur Panel HospitalDocumento1 paginaMediassist Jabalpur Panel Hospitalrbdubey2020Nessuna valutazione finora
- Plant Wellness Way Book Process2-Order by Importance PDFDocumento48 paginePlant Wellness Way Book Process2-Order by Importance PDFrbdubey2020Nessuna valutazione finora
- CW & AcwDocumento1 paginaCW & Acwrbdubey2020Nessuna valutazione finora
- Progress Review Report-CniDocumento6 pagineProgress Review Report-Cnirbdubey2020Nessuna valutazione finora
- Ash Handling SystemDocumento7 pagineAsh Handling Systemrbdubey2020Nessuna valutazione finora
- 3X660Mw Koradi Thermal Power Station: Unit # 10 AOH Progress Review StatusDocumento6 pagine3X660Mw Koradi Thermal Power Station: Unit # 10 AOH Progress Review Statusrbdubey2020Nessuna valutazione finora
- Progress Review Report-BmDocumento15 pagineProgress Review Report-Bmrbdubey2020Nessuna valutazione finora
- UNIT-10, 3x660MW, KTPS: High Energy Drain Valves Body Temperature MappingDocumento2 pagineUNIT-10, 3x660MW, KTPS: High Energy Drain Valves Body Temperature Mappingrbdubey2020Nessuna valutazione finora
- 3X660Mw Koradi Thermal Power Station: Unit # 10 AOH Progress Review Status Section:Ahp MaintenanceDocumento3 pagine3X660Mw Koradi Thermal Power Station: Unit # 10 AOH Progress Review Status Section:Ahp Maintenancerbdubey2020Nessuna valutazione finora
- High Energy Drain Valves Body Temperature Mapping UNIT-9, 3x660MW, KTPSDocumento2 pagineHigh Energy Drain Valves Body Temperature Mapping UNIT-9, 3x660MW, KTPSrbdubey2020Nessuna valutazione finora
- Progress Review Report-EmDocumento19 pagineProgress Review Report-Emrbdubey2020Nessuna valutazione finora
- Boiler PreservationDocumento1 paginaBoiler Preservationrbdubey2020Nessuna valutazione finora
- List of Valves For Boiler - Rev.0Documento13 pagineList of Valves For Boiler - Rev.0rbdubey2020Nessuna valutazione finora
- UNIT-8, 3x660MW, KTPS: High Energy Drain Valves Body Temperature MappingDocumento2 pagineUNIT-8, 3x660MW, KTPS: High Energy Drain Valves Body Temperature Mappingrbdubey2020Nessuna valutazione finora
- Boiler Operation Engineers Rules 2011Documento21 pagineBoiler Operation Engineers Rules 2011Sun100% (1)
- Valve 1Documento149 pagineValve 1rbdubey2020Nessuna valutazione finora
- Unit 1 Practice QuestionsDocumento5 pagineUnit 1 Practice QuestionsKristen JimenezNessuna valutazione finora
- MAS Module Multiple-Choice QuestionsDocumento32 pagineMAS Module Multiple-Choice QuestionsClint Abenoja100% (1)
- Customer Hierarchy in SAPDocumento4 pagineCustomer Hierarchy in SAPumesh.soni100% (5)
- Banking Manuals and Disciplinary ProceduresDocumento8 pagineBanking Manuals and Disciplinary ProceduresGAGAN ANANDNessuna valutazione finora
- Alrajhi-0 1783979451123987Documento1 paginaAlrajhi-0 1783979451123987Shahad MansorNessuna valutazione finora
- School of Architecture, Building & Design: Highpark Suites, Kelana JayaDocumento42 pagineSchool of Architecture, Building & Design: Highpark Suites, Kelana JayaZue Rai Fah100% (1)
- Mergermarket Deals Export 20230403 Ca931cadDocumento57 pagineMergermarket Deals Export 20230403 Ca931cadEmanuele TattaNessuna valutazione finora
- R Transport Corp. vs. PanteDocumento3 pagineR Transport Corp. vs. PanteRhea CalabinesNessuna valutazione finora
- Informality and Development: Rafael La Porta and Andrei ShleiferDocumento31 pagineInformality and Development: Rafael La Porta and Andrei ShleiferMIRANDA LAURIDO CORDOBANessuna valutazione finora
- Business Marketing 12 Abm (ls2 Final Sem)Documento4 pagineBusiness Marketing 12 Abm (ls2 Final Sem)Maria Belen GagarNessuna valutazione finora
- 21 Secrets Successful EntrepreneursDocumento32 pagine21 Secrets Successful EntrepreneursMelvin John Habla BanzueloNessuna valutazione finora
- Bill of Quantity (BOQ) : General Contractor and TradingDocumento2 pagineBill of Quantity (BOQ) : General Contractor and TradingApriliaNessuna valutazione finora
- Tax Invoice for Headphones and Shipping ChargeDocumento1 paginaTax Invoice for Headphones and Shipping ChargeNAMAN KUMAR CHOTIANessuna valutazione finora
- Chapter 5 Tourism and Hospitality ProductDocumento17 pagineChapter 5 Tourism and Hospitality ProductSeriena OrtegaNessuna valutazione finora
- History of PartnershipsDocumento2 pagineHistory of PartnershipsFox MacalinoNessuna valutazione finora
- 2015 National Economics Challenge, Semi-Finals Adam Smith, InternationalCurrent Events (Round III) - TestDocumento9 pagine2015 National Economics Challenge, Semi-Finals Adam Smith, InternationalCurrent Events (Round III) - Test李IRISNessuna valutazione finora
- Local Media3905203087700177579 PDFDocumento8 pagineLocal Media3905203087700177579 PDFJhen May AydallaNessuna valutazione finora
- Gateway VS AsianbankDocumento2 pagineGateway VS AsianbankJulioNessuna valutazione finora
- Group 2 - Sattve E TechDocumento12 pagineGroup 2 - Sattve E TechMohanapriya JayakumarNessuna valutazione finora
- 2021 Retake Exam in Corporate FInanceDocumento4 pagine2021 Retake Exam in Corporate FInanceNikolai PriessNessuna valutazione finora
- Climate 08 00009 PDFDocumento15 pagineClimate 08 00009 PDFSanya Atta SangharNessuna valutazione finora
- FIN20014 Assignment 2015 SP2 - Capital Budgeting AssignmentDocumento3 pagineFIN20014 Assignment 2015 SP2 - Capital Budgeting AssignmentAssignment Consultancy0% (1)
- Role of Nbfcs and Hfcs in Driving Sustainable GDP Growth in IndiaDocumento44 pagineRole of Nbfcs and Hfcs in Driving Sustainable GDP Growth in IndiaVivek BandebucheNessuna valutazione finora
- FRMTest 01Documento18 pagineFRMTest 01Kamal BhatiaNessuna valutazione finora
- Books of Original EntryDocumento14 pagineBooks of Original EntryDiana BellNessuna valutazione finora
- Islamic Marketing: Strategy For Marketing Islamic Agro Products in Islamic Banking Institutions in MalaysiaDocumento25 pagineIslamic Marketing: Strategy For Marketing Islamic Agro Products in Islamic Banking Institutions in MalaysiaMuhammad Ridhwan Ab. Aziz50% (2)
- The Ultimate Guide To The Extended Estate Amnesty Tax - Extended EditionDocumento24 pagineThe Ultimate Guide To The Extended Estate Amnesty Tax - Extended EditionJane UymatiaoNessuna valutazione finora
- Agency, Trusts and PartnershipDocumento155 pagineAgency, Trusts and Partnershipdexyl louraine ugbamenNessuna valutazione finora
- Wheel Loader Forklift Thorough Exam ReportDocumento2 pagineWheel Loader Forklift Thorough Exam ReportRanjithNessuna valutazione finora
- Bank of America: Jump To Navigation Jump To SearchDocumento4 pagineBank of America: Jump To Navigation Jump To SearchSakshi BakliwalNessuna valutazione finora