Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Mechanical Properties of Natural Jute FabricJute M Paper 02
Caricato da
Sayan RakshitTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Mechanical Properties of Natural Jute FabricJute M Paper 02
Caricato da
Sayan RakshitCopyright:
Formati disponibili
See discussions, stats, and author profiles for this publication at: https://www.researchgate.
net/publication/258383560
Mechanical Properties of Natural Jute Fabric/Jute Mat Fiber Reinforced
Polymer Matrix Hybrid Composites
Article in Advances in Mechanical Engineering · January 2012
DOI: 10.1155/2012/354547
CITATIONS READS
42 1,022
3 authors:
Elsayed A. Elbadry Mohamed S. Aly-Hassan
Assiut University Kyoto Institute of Technology
17 PUBLICATIONS 74 CITATIONS 148 PUBLICATIONS 358 CITATIONS
SEE PROFILE SEE PROFILE
Hiroyuki Hamada
Kyoto Institute of Technology
1,032 PUBLICATIONS 6,196 CITATIONS
SEE PROFILE
Some of the authors of this publication are also working on these related projects:
flameretardancy biobasematerials View project
Bio--inspired composites View project
All content following this page was uploaded by Mohamed S. Aly-Hassan on 30 August 2015.
The user has requested enhancement of the downloaded file.
Hindawi Publishing Corporation
Advances in Mechanical Engineering
Volume 2012, Article ID 354547, 12 pages
doi:10.1155/2012/354547
Research Article
Mechanical Properties of Natural Jute Fabric/Jute Mat
Fiber Reinforced Polymer Matrix Hybrid Composites
Elsayed A. Elbadry, Mohamed S. Aly-Hassan, and Hiroyuki Hamada
Department of Advanced Fibro-Science, Graduate School of Science and Technology, Kyoto Institute of Technology,
Matsugasaki, Sakyo-Ku, Kyoto 606-8585, Japan
Correspondence should be addressed to Elsayed A. Elbadry, d0851508@edu.kit.ac.jp
Received 9 July 2012; Revised 22 August 2012; Accepted 17 September 2012
Academic Editor: C. S. Shin
Copyright © 2012 Elsayed A. Elbadry et al. This is an open access article distributed under the Creative Commons Attribution
License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly
cited.
Recycled needle punched jute fiber mats as a first natural fiber reinforcement system and these jute mats used as a core needle
punched with recycled jute fabric cloths as skin layers as a second natural fiber reinforcement system were used for unsaturated
polyester matrix composites via modifying the hand lay-up technique with resin preimpregnation into the jute fiber in vacuum.
The effect of skin jute fabric on the tensile and bending properties of jute mat composites was investigated for different fiber weight
contents. Moreover, the notch sensitivity of these composites was also compared by using the characteristic distance do calculated
by Finite Element Method (FEM). The results showed that the tensile and flexural properties of jute mat composites increased by
increasing the fiber weight content and by adding the jute fabric as skin layers. On the other hand, by adding the skins, the charac-
teristic distance decreased and, therefore, the notch sensitivity of the composites increased. The fracture behavior investigated by
SEM showed that extensive fiber pull-out mechanism was revealed at the tension side of jute mat composites under the bending
load and by adding the jute cloth, the failure mode of jute mat was changed to fiber bridge mechanism.
1. Introduction are very attractive for composite materials due to the consid-
erable characteristics of these fibers, such as biodegradability,
In recent years, there has been an environmental awareness abundance, renewability, low cost, low specific gravity, high
focused the attention to use the natural fibers as reinforce- specific strength, and so forth. However certain drawbacks,
ments for the polymeric matrix due to the environmental such as incompatibility with the hydrophobic polymer
advantages. Ecological concern and global warming have matrices, the tendency to form aggregates during processing,
initiated a considerable interest in using natural materials to and poor resistance to moisture absorption, reduce sig-
produce green products and reduce anthropogenic carbon nificantly the mechanical properties of the natural fibers
dioxide emissions by all possible means and as written in reinforced composite materials [2–4].
“Kyoto Protocol”, worldwide movement is turned to CO2 Among all the natural fibers, jute fiber appears to be a
reduction [1]. Moreover, the strict environmental regula- promising fiber and constitutes large area of investigation
tions have faced the composite industry to find alternatively due to its good mechanical properties compared with other
ecofriendly reinforcements and resin systems to produce natural fibers, such as sisal, coir, and ramie [2]. Several
environmentally friendly composite materials. The applica- authors have studied the continuous jute fiber composites
tion of natural composites is being targeted in various fields from different aspects, for example, mechanical properties
due to the environmental and economical benefits which [5–10], the effect of fiber treatments on mechanical prop-
could be used in automotive industry as interior parts and erties [7–10], dynamic mechanical properties [11], physical
in constructions sector such as walls and roofs. Plant fibers properties [6], and processing and microstructures [12].
Downloaded from ade.sagepub.com by guest on August 26, 2015
2 Advances in Mechanical Engineering
Jute cloth
Jute mat Needling
Jute mat Needling
Jute mat Needling Jute mat Needling
Jute mat Needling
Jute mat Needling
Jute cloth
(a) (b)
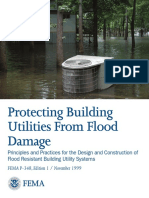
Figure 1: Schematics of reinforcement systems (a) jute fiber mat and (b) jute fabric/jute mat.
Moreover, some authors have studied the mechanical proper- procedure of the conventional hand lay-up technique being
ties, dynamic properties, and the effect of fiber treatments for used after primary resin impregnation into the jute fabrics in
short jute fiber reinforced thermoplastics matrices composite vacuum conditions. The aim of the suggested simple modi-
materials manufactured by injection molding technique [13– fication is to improve the impregnation of resin throughout
15] and by continuous extrusion compounding [16]. the jute and the suggested method is called preimpregnation
Despite the fact that natural fibers possess relatively good hand lay-up technique. The effect of skin jute fabric on the
mechanical properties, their inherent variability, poor wet tensile and bending properties of jute mat composites was
ability, and adhesion with many polymer matrices lead to investigated for different fiber weight contents. Moreover,
composites whose mechanical properties are low if compared drilled holes in composite structure are necessary to facilitate
to synthetic fiber composites. However these drawbacks can bolting or riveting to assemble the composite parts that con-
be solved either by a proper combination of reinforcements, stitute a mechanical structure. Thence, the notch sensitivity
that is, hybridization [17, 18], or by physical and chemical of these composites was also investigated by studying the
treatments of the fibers as reported in the literature [9, 10]. effect of different ratios of the specimen width, W, to the
Concern for the environment, both in terms of limiting notch diameter (D = 10.2 mm) with W/D = 1.7, 2.3, 3.0 on
the use of finite resources and the need to manage waste the tensile strength of these composites with 32 wt% fiber
disposal, has led to increasing pressure to recycle materials weight content.
at the end of their useful life. As well known, the jute bags at
the end of their longevity will be as waste materials; moreover
the remaining short slivers of jute fibers yielded from the jute 2. Experimental Procedure
cloth fabrication are not yet reused efficiently.
2.1. Materials. Two systems of reinforcements were prepared
Therefore, in this research the used jute bags were
by Yano Co. LTD, Japan. The first one is needle punched jute
recycled by mincing them and mingled with short jute slivers
fiber mats consisting of 50% jute slivers and 50% recycled
to produce jute mats. These jute mats were produced by
jute as shown in Figure 1(a) and one jute mat layer represents
applying slightly compressive load on short jute fibers to be
the lowest fiber weight content which increases by adding
packed together in the form of mat and then needle punched.
another jute mat layer and so on. The second type of rein-
These jute mats can also be used as a core and the skin
forcement is a sandwich structure whose skins are jute
is jute mat needle punched with recycled jute woven fabric
mat needle punched with recycled plain jute woven fabric
cloths as natural hybrid reinforcements which can be called
cloths (1/1) and jute mats being inserted in between to
jute fabric/jute mat. This structure is sandwich structure
increase the fiber weight content of this structure as shown
whose skins are jute mat needle punched with recycled jute
in Figure 1(b). Unsaturated polyester, Rigorac, was obtained
woven fabric cloths and jute mats were inserted in between
from Showa Denko K. K., Japan, and the curing agent is
to increase the fiber weight content of this structure.
Methyl ethyl ketone peroxide (PERMEK N) obtained from
Hand lay-up technique is the oldest and common tech-
NOF Corporation, Japan.
nique for fabrication of fibers reinforced polymer composite
materials. This is due to the good mechanical properties
specifically the fatigue properties that can be obtained by this 2.2. Preparation of the Composite. Jute fabrics were dried for
method [19–21]. However, according to the best knowledge 6 h at 100◦ C and were completely submerged in unsaturated
of this paper’ authors, no research was reported about the polyester resin. The next step which differentiates the modi-
fabrication of short jute fibers polymeric composites via the fied technique over the conventional technique is that the
hand lay-up method. The entrapped air bubbles are too jute fabrics were degassed in a vacuum for 20 minutes at
difficult to be removed from the jute mat during the conven- room temperature to remove the entrapped air bubbles. After
tional hand lay-up technique, because the jute mat is usually that, the jute fabrics were cured under a pressure of about
thick and incoherent. 50 kg/cm2 at room temperature for 24 h with the presence of
In this research, a modified hand lay-up technique was a 6 mm spacer to produce the composite on the same thick-
introduced to the composites with the same fabrication ness for different fiber contents. The composite was then
Downloaded from ade.sagepub.com by guest on August 26, 2015
Advances in Mechanical Engineering 3
40 80
30 60
Tensile stress (MPa)
Tensile stress (MPa)
20 40
10 20
0 0
0 0.002 0.004 0.006 0.008 0.01 0 0.003 0.006 0.009 0.012 0.015
Tensile strain Tensile strain
32 wt% 11 wt% 46 wt% 26 wt%
22 wt% Neat resin 36 wt% Neat resin
14 wt%
(a) (b)
Figure 2: Tensile stress-strain curves of the composites (a) JMC (b) JFJMC at different fiber weight contents.
postcured at 100◦ C for 2 h and finally it was allowed to cool where P is the load (N), L is the length of support span (mm),
naturally to room temperature for about 30 minutes. Jute b is the specimen width (mm), and d is the specimen thick-
fabric/jute mat composite panels were prepared with dif- ness (mm). The flexural modulus (E f ) was calculated using
ferent fiber weight contents (26, 36, and 46 wt%) and the
specimens of required dimensions were cut and used for L3 m
Ef = , (2)
testing. For comparison, the same procedure was applied to 4bd3
fabricate the jute mat composites without skin layers with 11, where m is the slope of the initial straight line portion of the
14, 22, and 32 wt%, and the details were mentioned in [22]. load-deflection curve.
Fiber weight content was determined simply by determining
the weight of the reinforcement after drying directly and the
weight of the composites after postcure process and dividing 2.3.3. FEM Analysis. For the notched specimens, the hole
the weight of reinforcement by the weight of the composites. diameter was D = 10.2 mm with different specimen widths
The abbreviations of the two composite systems are JMC with different W/D ratios (1.7, 2.3, and 3.0) and the drilling
for jute mat composites and JFJMC for jute fabric/jute mat was carried out on wooden plates to avoid delamination
composites. during the drilling. The characteristic distance was calculated
using the maximum load and the material constant, that
is, the modulus, by using 2D plane element (Marc) for the
2.3. Mechanical Characterization analysis of the stress distribution around the hole assuming
that the materials are isotropic with Poisson’s ratio being
2.3.1. Tensile Test. Tensile properties were determined equal to 0.3.
according to ASTM D 3093/D3039 M standard with sample Three testing specimens were prepared for each test for
dimensions of 250 × 25 × 6 mm using aluminum taps of different fiber weight contents and for the notched specimens
1 mm thickness to prevent gripping damage. The measure- and the fracture behavior of the composites for the different
ments were done using a universal Instron testing machine mechanical tests was studied using Scanning Electron Micro-
(Model 55 R 4206, Japan) at a crosshead speed of 1 mm/min. scope (SEM) (JEOL-5200).
at room temperature.
3. Results and Discussions
2.3.2. Flexural Test. Three-point bending test was also done
using the same machine according to ASTM D 790-03 at a 3.1. Tensile Properties of the Composites. Stress-strain curves
crosshead speed of 1 mm/min, with sample dimensions of for both types of the composites for different fiber weight
140 × 18 × 6 mm and the span to depth ratio was 16 : 1 and contents compared to the neat resin are shown in Figure 2.
three testing specimens were prepared for different fiber It can be observed that JMC without the skin layers exhibit
weight contents. linear response as shown in Figure 2(a), while the composites
The flexural strength (σ f ) was calculated using with the skin layers exhibit linear at low strain and a change
in slope is observed at high load as shown in Figure 2(b).
3PL During the initial loading, the jute fiber cloth as skin layers
σf = , (1) shares the load and so the stress-strain curves are linear at
2bd2
Downloaded from ade.sagepub.com by guest on August 26, 2015
4 Advances in Mechanical Engineering
Table 1: Summary of mechanical properties of jute fiber mat reinforced unsaturated polyester matrix composites.
Fiber weight content Tensile strength ± SD∗ Tensile modulus ± SD Flexural strength ± SD Flexural modulus ± SD
(Wt%) (MPa) (GPa) (MPa) (GPa)
Neat resin 24.0 ± 0.96 2.8 ± 0.27 65.1 ± 2.62 3.0 ± 0.06
11 20.1 ± 2.58 2.3 ± 0.05 42.9 ± 1.88 3.9 ± 0.06
14 23.2 ± 1.91 4.7 ± 0.19 51.4 ± 2.71 4.4 ± 0.12
22 27.9 ± 4.37 4.8 ± 1.36 53.6 ± 1.61 4.6 ± 0.30
32 35.4 ± 2.52 5.8 ± 0.11 68.5 ± 4.66 5.3 ± 0.09
∗ Standard deviation.
80 10
8
Tensile strength (MPa)
Tensile modulus (GPa)
60
6
40
4
20
2
0 0
0 10 20 30 40 50 0 10 20 30 40 50
Fiber weight content (wt%) Fiber weight content (wt%)
JMC JMC
JFJMC JFJMC
(a) (b)
Figure 3: Effect of fiber weight content on (a) the tensile strength and (b) young’s modulus of the different composites.
low strain and when the strain of the composites reaches the reinforced polyester composites were decreased up to 10 wt%
jute fiber mat failure strain, a change in slope takes place as fiber weight content compared to those of neat resin. By
shown in Figure 2(b) compared to Figure 2(a). Moreover, increasing the fiber weight content to 22 wt%, the tensile
it can also be observed that as the fiber weight content strength and young’s modulus were improved by 16% and
increases, the tensile strength and young’s modulus of the 71% compared to those of the neat resin, respectively.
JMC increases and the improvement starts at 14 wt% com- Increasing the fiber weight content to 32 wt%, an addi-
pared to those of the neat resin as shown Table 1. The effect tional upgrading of tensile strength and young’s modulus
of fiber weight content on the tensile strength and young’s had occurred by 48% and 106%, respectively, with respect
modulus of JMC and JFJMC is indicated in Figures 3(a) and to those of the neat resin. Specifically, the tensile strength
3(b), respectively. It can be observed that the same trend for increases to 35.4 MPa at 32 wt%, as shown in Table 1, which
the relation between the fiber weight content and both the is the same value reported by [25], where the tensile strength
tensile strength and young’s modulus of JMC as shown in of raw short jute reinforced polypropylene fabricated by
Figures 3(a), and 3(b). A little drop of the tensile strength injection molding was between 33 and 36 MPa at 30–60 wt%
and young’s modulus of JMC was observed due to the fiber weight content. In addition, it is higher than [26], where
addition of 11 wt% jute fiber weight content and then they the tensile strength of raw jute fiber reinforced polypropylene
increase continuously for further addition of jute fiber. The matrix composites fabricated by film stacking method is
tensile strength was decreased by 16% at 11 wt% fiber weight 28.4 MPa at 37 wt% fiber weight content. Moreover, increas-
content, while the young’s modulus was decreased by 15% ing the fiber weight content to 32 wt%, the young’s modulus
compared to that of the neat resin. This is due to the poor increases to 5.8 GPa which is higher than that documented by
dispersion of the jute fiber so that the stress transfer between [25] where the young’s modulus of raw short jute reinforced
the fiber and the matrix will not work properly; that is, when polypropylene matrix composites fabricated by injection
the volume fraction of the reinforcing fiber is lower than the molding was around 4.7 GPa at 30 wt% fiber weight content.
critical quantity, the composite strength cannot be improved By adding the jute cloth as skin layers to the jute mat
by addition of short fibers [23]. Such a drop in the tensile for different fiber weight contents, the fiber weight content
strength and modulus has been observed by other researchers increases and, therefore, the tensile strength and the young’s
[24], where the tensile strength and modulus of banana fiber modulus were improved compared to those of neat resin and
Downloaded from ade.sagepub.com by guest on August 26, 2015
Advances in Mechanical Engineering 5
Table 2: Summary of mechanical properties of hybrid jute fabric/mat reinforced unsaturated polyester matrix composites.
Fiber weight content Tensile strength ± SD∗ Tensile modulus ± SD Flexural strength ± SD Flexural modulus ± SD
(Wt%) (MPa) (GPa) (MPa) (GPa)
Neat resin 24.0 ± 0.96 2.8 ± 0.27 65.1 ± 2.62 3.0 ± 0.06
26 34.9 ± 1.63 5.5 ± 0.10 73.6 ± 2.17 6.1 ± 0.33
36 48.4 ± 4.87 6.2 ± 0.22 77.6 ± 3.59 6.2 ± 0.12
46 59.2 ± 2.79 7.5 ± 0.37 80.1 ± 0.16 6.8 ± 0.20
∗ Standard deviation.
Jute mat
Jute mat
Jute cloth
(a) (b)
Figure 4: SEM micrographs of selected tensile fracture surface of the composites (a) JMC (32 wt%) and (b) JFJMC (36 wt%).
the jute mat composites as shown in Figures 2(a) and 2(b). It short random jute fiber. Jawaid et al. [32] carried out the
can also be seen that the same trend for the relation between similar study on jute and oil palm fiber hybrid composites
the fiber weight content and both the tensile strength and and reported that the tensile strength will be higher when the
young’s modulus of JFJMC as shown in Figures 3(a) and jute fiber was used as the skin layer. Moreover, Idicula et al.
3(b), respectively. [28, 29] concluded that sisal/banana/sisal show slightly lower
Many researchers studied the mechanical properties of tensile strength compared to banana/sisal/banana hybrid
hybrid composites; Park and Jang [27] found that the stack- composites because low strength sisal fiber was used as a skin
ing pattern of the different components in hybrid laminated layer.
composite plays an important role in influencing the mecha- The ability of the interfaces to transfer stresses from the
nical properties (flexural strength and modulus) of the matrix to the fiber plays an important role in determining the
hybrid composites. Idicula et al. [28, 29], Aabdul Khalil et al. mechanical properties of fiber reinforced composites [18].
[30] reported that layering pattern of the fibers in hybrid Figures 4(a) and 4(b) show selected scanning electron micro-
composite affects the tensile strength and modulus of these graph of the tensile fracture surface for JMC with 32 wt%
composites. Various researchers carried out in depth inves- of jute fiber and hybrid JFJMC at 36 wt% of jute fiber,
tigation about the synthetic fiber/natural fiber based hybrid respectively, as an example to explain the tensile fracture
composite but natural fiber/natural fiber based hybrid com- behavior. It can be observed that more extensive fiber pullout
posites are recent research phenomena due to the ecological in the jute cloth skin layers compared to the jute mat core
concerns. Study of tensile properties of sisal/silk by [31] which exhibits plastic deformation to the hybrid JFJMC com-
and sisal/banana hybrid composites by [28, 29] reported that pared to JMC as was also revealed from stress-strain curves of
natural fiber hybridization improved the mechanical prop- both types of composites as shown in Figure 2(b) compared
erties of natural hybrid composites compared to individual to Figure 2(a). Additionally, fiber-matrix debonding, matrix
fiber composites. crack, and fiber pullout are more evident in JMC compared
The results of the tensile properties (tensile strength to hybrid JFJMC as indicated in Figure 4(a) compared
and modulus) of hybrid JFJMC are shown in Table 2. By to Figure 4(b). Moreover, extensive fiber pullout can be
comparing Tables 1 and 2, it can be observed that when the observed in JMC compared to the jute mat in JFJMC. The
jute plain woven cloth fibers were placed at the skin of JMC, high tensile strength of plain woven jute fibers at the outer
the fiber weight content increases and therefore the tensile skin layer is able to withstand the tensile stress while the jute
strength and modulus were improved compared to those of mat core absorbs the stresses and distributes them evenly in
the neat resin and JMC without the skin layers as shown in the composites and this explained why hybrid JFJMC showed
Figures 3(a) and 3(b), respectively. The tensile strength and higher tensile strength and modulus compared to those of the
modulus of the composites will be higher when the higher JMC.
strength material is used as the skin [32] and the skin is plain
woven jute cloth which is the main load bearing component 3.2. Flexural Properties of the Composites. Stress-displace-
in the tensile measurements having higher strength than ment curves for both types of the composites for different
Downloaded from ade.sagepub.com by guest on August 26, 2015
6 Advances in Mechanical Engineering
80 100
80
Flexural stress (MPa)
60
Flexural stress (MPa)
60
40
40
20
20
0 0
0 2 4 6 8 10 0 2 4 6 8
Displacement (mm) Displacement (mm)
32 wt% 11 wt% 46 wt% 26 wt%
22 wt% Neat resin 36 wt% Neat resin
14 wt%
(a) (b)
Figure 5: Flexural stress-displacement curves of for the composites (a) JMC and (b) JFJMC at different fiber weight contents.
100 10
Flexural strength (MPa)
80 8
Flexural modulus (GPa)
60 6
40
4
20
2
0
0 10 20 30 40 50 0
Fiber weight content (wt%) 0 10 20 30 40 50
Fiber weight content (wt%)
JMC
JFJMC JMC
JFJMC
(a) (b)
Figure 6: Effect of fiber weight content on (a) the flexural strength and (b) flexural modulus of the different composites.
fiber weight contents compared to the neat resin are shown to that of the neat resin. By increasing the fiber content to
in Figure 5. It can be observed that as the fiber weight 22 wt%, the improvement of the flexural modulus is 54%,
content increases, the flexural strength and flexural modulus while the flexural strength was decreased 17% regarding to
increase and the hybrid JFJMC exhibits a nonlinear response that of neat resin as shown in Table 1. This behavior was
compared to the linear response of JMC for different fiber also observed in [33, 34], where the flexural strength of
weight contents due to the effect of the plain woven jute straw-polyester composites and coir-polyester composites,
cloths as skin layers as shown in Figure 5(b) compared to respectively, was decreased up to a volume fraction of 0.21
Figure 5(a). The effect of fiber weight content on the flexural compared to that of neat resin.
strength and modulus of JMC and JFJMC is displayed in The flexural strength and modulus of JMC were
Figures 6(a) and 6(b), respectively. It can be observed that as improved by 5% and 76%, respectively, by increasing the
the fiber content increases, the flexural strength and modulus fiber weight content to 32 wt% with respect to the similar
of JMC increase. The flexural strength was decreased by 34% values of neat resin as was also revealed from Table 1.
and 21% at the lower fiber contents 11 and 14 wt% compared Specifically, the flexural strength increases to 68.5 MPa at
to the value of neat resin, whereas the enhancement for 32 wt% as shown in Table 1, which is higher than the value
the flexural modulus had occurred at the same fiber weight reported by [25] where the flexural strength of raw short
contents, which was enhanced by 29% and 44% compared jute reinforced polypropylene matrix composites fabricated
Downloaded from ade.sagepub.com by guest on August 26, 2015
Advances in Mechanical Engineering 7
Direction of crack
ck
on cra
propagation
ati f
ag n o
Tension side
op io
pr rect
Tension side
Di
Jute cloth
(a) (b)
Figure 7: SEM micrographs of selected fracture surface under bending load at the tension side for (a) JMC (22 wt%) and (b) JFJMC
(36 wt%).
by injection molding was between 56 to 61 MPa at 30– observed that the direction of the propagation of the crack
60 wt% fiber weight contents. In addition, it is also higher is changed with an inclination to the surface by adding the
than [26], where the flexural strength of raw jute fiber jute cloth as skin layers which exhibits plastic deformation
reinforced polypropylene matrix composites fabricated by to the hybrid JFJMC compared to JMC as was also revealed
film stacking method is 35.1 MPa at 37 wt% fiber weight from comparing the stress-displacement curves of JFJMC
content. Moreover, increasing the fiber weight content to with those of JMC as shown in Figure 5(b) compared to
32 wt%, the flexural modulus increases to 5.3 GPa which is Figure 5(a).
higher than that documented by [25], where the flexural It can also be observed that extensive fiber pullout is the
modulus of raw short jute reinforced polypropylene matrix failure mode at the tension side of flexural fracture surface
composites fabricated by injection molding was around of JMC and no evidence or traces of matrix resin adhering
4.6 GPa at 30 wt% fiber weight content. to the fiber is an indication of poor fiber-matrix adhesion as
By adding the jute cloth as skin layers to the jute mat shown in Figure 7(a). Moreover, the fracture surface of JMC
for different fiber weight contents, the fiber weight content was fully fractured at the tension side which indicates that
increases and, therefore, the flexural strength and modulus the tension surface of JMC is very weak under the bending
were improved compared to those of neat resin and JMC loading and therefore the bending strength of JMC is lower
as shown in Figures 6(a) and 6(b), respectively. The results than that of neat resin up to 22 wt% jute fiber weight content.
of the flexural strength and modulus of hybrid JFJMC are On the other hand, the fracture surface of JFJMC at the
shown in Table 2. By comparing Tables 1 and 2, it can be tension side was not fully fractured at the skin layers due to
observed that by the addition of jute cloth at the skin of JMC, the high strength of the jute cloth as cloth skin layers with
the fiber weight content increases and therefore the flexural no delamination occurred between the skin layers and the
strength and modulus were improved compared to those of jute mat as a core as shown in Figure 7(b) and this explains
the neat resin and JMC without the skin layers. The flexural that the crack initiates at the jute mat core and spreads out
strength of JFJMC was improved by 13% at 26 wt% com- through the jute cloth skin layers.
pared to the value of neat resin, whereas the improvement Figures 8(a) and 8(b) show selected scanning electron
for the flexural modulus is 102% compared to that of the micrograph of the flexural fracture surface through the thick-
neat resin. By increasing the fiber weight content to 36 wt%, ness near the compression side in jute mat region for JMC
the improvement of the flexural strength is 19%, while the and JFJMC, respectively. It can be seen that fiber microbuck-
flexural modulus was improved by 105% regarding to that of ling mechanism is the failure mode occurred of the JMC,
neat resin. The flexural strength and modulus were improved while by adding the jute cloth, the failure mode of jute mat
by 23% and 124%, respectively, by increasing the fiber weight was changed to fiber bridge mechanism with a lower degree
content to 46 wt% with respect to the value of neat resin. of jute fiber buckling compared to JMC. This fiber bridge
During flexural fracture behavior, the crack always mechanism exhibits plastic deformation to the hybrid JFJMC
initiates on the tension side of the specimen and slowly prop- compared to JMC as was also revealed from the nonlinear
agates in an upward direction through the thickness towards response of stress displacement of the hybrid JFJMC com-
the compression side until the failure of the composites pared to the linear response of stress-displacement curves
occurs and so the bending properties depend on the strength of JMC as shown in Figure 5(b) compared to Figure 5(a),
of the tension surface which is the main load bearing compo- respectively. These previous explanations explained that
nent. Figures 7(a) and 7(b) show selected scanning electron hybrid JFJMC showed higher flexural strength and modulus
micrograph of the flexural fracture surface through the compared to those of JMC. Microbuckling mechanismbe-
thickness at the tension side for JMC with 22 wt% jute fiber havior depends on number of variables such as fiber undu-
and hybrid JFJMC with 36 wt% of jute fiber, respectively, as lation and fiber-matrix bonding which is not in the purview
an example to explain the flexural fracture behavior. It can be of this paper. In order to get more insight to fracture behavior
Downloaded from ade.sagepub.com by guest on August 26, 2015
8 Advances in Mechanical Engineering
Microbuckling
Fiber bridging
(a) (b)
Figure 8: SEM micrographs of selected fracture surface under bending load near the compression side for (a) JMC (22 wt%) and (b) JFJMC
(36 wt%).
mechanism, more extensive research experimentally and the hole for JMC and JFJMC composites and therefore the
mathematically is needed as a future work to fully under- characteristic distance increases and the sensitivity of the
stand the microbuckling behavior of jute mat composites composites decreases by increasing W/D ratio. Moreover, the
with and without skin layers near the compression side under stress concentration is more localized for JFJMC compared
bending load. to JMC for different W/D ratios and, therefore, the charac-
teristic distance do for JFJMC is lower than the characteristic
3.3. Notch Sensitivity of the Composites. The tensile strength distance of JMC and therefore the sensitivity of JMC to the
of notched composites σn can be determined from the fol- notch increases by adding the jute cloth as skin layers for
lowing equation: different W/D ratio.
The effect of the ratio (W/D) on the average characteristic
Pmax distance do for different composites is shown in Figure 11(a).
σn = , (3)
(W − D) ∗ t It can be observed that as W/D ratio increases, the character-
istic distance increase and so the sensitivity of the composites
where Pmax is the maximum load (N), W is the specimen
decreases for both JMC and JFJMC composites. Moreover
width (mm), D is the notch diameter, and t is the specimen
the characteristic distance do for JFJMC is lower than the
thickness (mm) as shown in Figure 9(a).
characteristic distance of JMC and therefore the sensitivity of
The characteristic distance was calculated using the
JMC to the notch increases by adding the jute cloth as skin
maximum load and the material constant, that is, the
layers. The relation of the residual tensile strength (σn /σo
modulus, by using 2D plane element (Marc) for the analysis
ratio) and the calculated characteristic distance do of JMC
of the stress distribution around the hole assuming that the
and JFJMC composites are shown in Figure 11(b). By com-
materials are isotropic with Poisson’s ratio being equal to 0.3.
paring the residual tensile strength of JMC and JFJMC com-
The meshing process was modeled with boundary condition
posites, it can be observed that the residual tensile strength
with displacement equaling zero in x direction and 1 mm in
of JMC was higher than those of JFJMC for different W/D
y direction which is the direction of loading as shown in
ratios.
Figure 9(a). The element type is mechanical as plain strain
The problem of the stress distribution around a circular
solid and entirely elastic. The reinforcement in JMC is ran-
hole in a composite plate and the associated failure criteria
dom short fibers so JMC composites are assumed as isotropic
have been the subject of extensive research. Eriksson and
material and JFGFJMC composites were modeled as jute mat
Aronsson [36] developed a closed form solution called the
as a core needled punched with jute cloth as skin layers
Damage Zone Criterion, based on the assumption that a
together as isotropic material due to the effect of needling.
homogeneous damage zone grows from a hole, perpendic-
The characteristic distance do according the the point
ular to the direction of loading. The projected damage zone
stress criterion is the distance where the failure occurs when
length is determined empirically, and the model was seen
the stress σ y over some distance do away from the discontinu-
to be slightly better at predicting notched strength than the
ity is equal to or greater than the strength of the unnotched
point stress criterion in the cases reported. The projected
material σo [35] as shown in Figure 9(b)
damage zone length was also close in value to the character-
σn = σo , d = do . (4) istic distance of the point stress criterion. Subsequent work
in the field, some of the earliest of which was reported by
The characteristic distance can be used as a measure of Kortschot and Beaumont [37], focused on understanding the
the notch sensitivity; the higher do indicates the lower notch subcritical damage that was occurring, and how it affected
sensitivity. Figures 10(a) and 10(b) shows the calculated the notched strength of composites. The damage was found
stress distribution for a hole of JMC and JFJMC for different to take the form of matrix cracking in the off-axis plies,
W/D ratios, respectively. It can be observed that as W/D delamination, and axial-splitting in the 0◦ plies. It is this
ratio increases, the stress concentration is less localized to damage occurring at the notch, especially the 0◦ splits, which
Downloaded from ade.sagepub.com by guest on August 26, 2015
Advances in Mechanical Engineering 9
σy
(X − R) σ y = σo
D
R
(X − R)
F
do
W
(a) (b)
Figure 9: (a) Dimension of the notched specimen. (b) A schematic of stress distribution for a circular hole.
100 100
σy σy
80 Normal stress (σ y ) (MPa) 80
Normal stress (σ y ) (MPa)
σ y = σo σ y = σo
R R
(X − R) (X − R)
60 do 60 do
σ y = σo
40 σ y = σo 40
20 20
0 0
0 5 10 15 0 2 4 6 8 10 12
Distance ahead of the hole (mm) Distance ahead of the hole (mm)
W/D = 1.7 W/D = 1.7
W/D = 2.3 W/D = 2.3
W/D = 3 W/D = 3
(a) (b)
Figure 10: Stress distribution at failure around the hole for (a) JMC and (b) JFJMC for different W/D ratios.
redistributes the stress concentration and thus delays the mentioned and concluded from the above the first part of
onset of failure. the discussion the tensile strength of the composites depends
Feraboli et al. [38, 39] investigated the notched failure on the strength of skin layers which withstand most of the
response of oriented strand board (OSB) in the form of wood tensile stresses. Therefore, as the skin layers withstand most
composite and carbon fiber/epoxy composites, in particular of the tensile stresses, more localized concentrated residual
the tensile strength of specimens containing circular holes stresses result around the hole or the notch in the hybrid
of a various dimensions, and the influence of specimen size JFJMC due to the discontinuity of the plain woven jute
and scaling on the measured strength and the characteristic skin layers compared to those of JMC as was also revealed
distance. They concluded that OSB and carbon fiber/epoxy from comparing Figure 10(b) with Figure 10(a). This was
composites are notch insensitive due to the internal stress validated from Figures 12(a) and 12(b) which indicate the
concentration arising from the heterogeneous nature of the stress distribution around the hole calculated by FEM for
substructure. JMC and JFJMC, respectively, at W/D ratio equaling 3.0 as an
Shembekar and Naik [40] reported that the stacking example. It can be seen that the stress concentration increases
sequence has a significant effect on the notched and by adding jute cloths as skin layers to JMC and this explained
unnotched tensile strength of woven fabric composite lam- why hybrid JFJMC showed lower residual tensile strengths
inates and the fabric structure governs the failure modes (σn /σo ) compared to those of JMC at different W/D ratios.
of woven fabric composites. It is interesting to note that The average calculated characteristic distances of JMC are
by adding the woven jute cloth as skin layers to JMC, the 1.5, 2.0, and 2.8 mm for W/D ratios equal to 1.7, 2.3, and 3.0,
sensitivity of the composites to the notch increases and as was respectively, as indicated in Figure 11(a). These values are
Downloaded from ade.sagepub.com by guest on August 26, 2015
10 Advances in Mechanical Engineering
3 1
2.5
0.8
2
0.6
do (mm)
σn /σo
1.5
0.4
1
0.5 0.2
0 0
0 1 2 3 4 0 1 2 3 4
W/D do (mm)
JMC JFJMC (W/D = 1.7)
JMC (W/D = 1.7)
JFJMC JMC (W/D = 2.3) JFJMC (W/D = 2.3)
JMC (W/D = 3) JFJMC (W/D = 3)
(a) (b)
Figure 11: The effect of W/D ratio on (a) the average characteristic distance do and (b) the relation of the ratio of notched to unnotched
tensile strength (σn /σo ) and the characteristic distance do of JMC and JFJMC composites.
(a) (b)
Figure 12: The stress distribution around the hole for (a) JMC and (b) JFJMC at W/D = 3.0.
higher compared to the characteristic distance of glass mat weight content, and adding the jute fabric as skins has
reinforced unsaturated polyester matrix composites reported improved the tensile and bending properties with respect to
by Zhang et al. [41], which indicates that the sensitivity of those of JMC. On the other hand, by adding the skins to JMC,
jute mat composites to the notch is lower compared to the the characteristic distance decreased and, therefore, the
glass mat composites. By adding the jute cloth as skin layers residual tensile strength (σn /σo ) of JMC is higher than that
to JMC, the characteristic distance do decreased to 0.5, 1.26, of hybrid JFJMC and as a result of that, the notch sensitivity
and 1.34 for W/D ratios equaling 1.7, 2.3, and 3.0, respec- of the composites increased by adding the jute fabric as skin
tively, as shown in Figure 11(a). As a result of that, the layers. The fracture behavior investigated by SEM showed
sensitivity of JMC is lower compared to JFJMC by comparing that extensive fiber pull-out mechanism was revealed at the
the characteristic distance values and the residual tensile tension side of jute mat composites under the bending load
strength values and this validates that adding the jute cloth as and by adding the jute cloth, the failure mode of jute mat was
skin layers to the jute mat composites enhances the sensitivity changed to fiber bridge mechanism.
of the composites to the notch.
Acknowledgments
4. Conclusions
The authors would like to acknowledge the help provided
The effect of fiber weight contents and skin jute fabrics on by YANO Co. Ltd., Japan, for preparing and supplying the
the tensile and bending properties of JMC was investigated needed jute fabrics. Moreover, the authors thank Showa
for different fiber weight contents and the notch sensitivity Denko K. K., Japan, for providing unsaturated polyester,
of these composites was also investigated. The tensile and Rigorac, and NOF Corporation, Japan, for providing the
flexural properties were increased by increasing the fiber curing agent Methyl ethyl ketone peroxide (PERMEK N).
Downloaded from ade.sagepub.com by guest on August 26, 2015
Advances in Mechanical Engineering 11
Special thanks to the government of Arab Republic of Egypt compounding, part 1: processing and ageing properties,” Jour-
and Assiut University for supplying a scholarship for the first nal of Applied Polymer Science, vol. 110, no. 2, pp. 1009–1018,
author to get the Doctor degree. The authors declare that 2008.
there is no existence of any possible conflict of interests. [17] M. Idicula, P. A. Sreekumar, K. Joseph, and S. Thomas,
“Natural fiber hybrid composites-a comparison between com-
pression molding and resin transfer molding,” Polymer Com-
References posites, vol. 30, no. 10, pp. 1417–1425, 2009.
[18] M. M. Thwe and K. Liao, “Durability of bamboo-glass fiber
[1] M. Pervaiz and M. M. Sain, “Carbon storage potential in reinforced polymer matrix hybrid composites,” Composites
natural fiber composites,” Resources, Conservation and Recy- Science and Technology, vol. 63, no. 3-4, pp. 375–387, 2003.
cling, vol. 39, no. 4, pp. 325–340, 2003. [19] P. Brøndsted, S. I. Andersen, and H. Lilholt, “Fatigue per-
[2] A. K. Mohanty, M. Misra, and L. T. Drazal, Natural Fibers, formance of glass/polyester laminates and the monitoring of
Biopolymers, and Biocomposites, Taylor & Francis, New York, material degradation,” Mechanics of Composite Materials, vol.
NY, USA, 2005. 32, no. 1, pp. 21–29, 1996.
[3] K. L. Pickering, Properties and Performance of Natural-Fibre [20] U. A. Khashaba, A. I. Selmy, I. A. El-Sonbaty, and M. Mega-
Composites, CRC Press LLC, Washington, DC, USA, 2008. hed, “Behavior of notched and unnotched [0/±30/±60/90]s
[4] D. N. Saheb and J. P. Jog, “Natural fiber polymer composites: GFR/EPOXY composites under static and fatigue loads,”
a review,” Advances in Polymer Technology, vol. 18, no. 4, pp. Composite Structures, vol. 81, no. 4, pp. 606–613, 2007.
351–363, 1999. [21] T. Yuanjian and D. H. Isaac, “Combined impact and fatigue of
[5] P. J. Roe and M. P. Ansell, “Jute-reinforced polyester compos- glass fiber reinforced composites,” Composites Part B, vol. 39,
ites,” Journal of Materials Science, vol. 20, no. 11, pp. 4015– no. 3, pp. 505–512, 2008.
4020, 1985. [22] E. A. Elbadry, M. S. A. Hassan, and H. Hamada, “Tensile and
[6] B. A. Acha, N. E. Marcovich, and M. M. Reboredo, “Physical bending properties of jute fiber mat reinforced unsaturated
and mechanical characterization of jute fabric composites,” polyester matrix composites,” in Proceedings of the ASME
Journal of Applied Polymer Science, vol. 98, no. 2, pp. 639–650, International Mechanical Engineering Congress and Exposition,
2005. no. 62409, IMECE, Denver, Colo, USA, 2011.
[7] I. A. T. Razera and E. Frollini, “Composites based on jute fibers [23] S. Y. Fu, B. Lauke, and Y. W. May, Science and Engineering
and phenolic matrices: properties of fibers and composites,” of Short Fibre Reinforced Polymer Composites, CRC Press LLC,
Journal of Applied Polymer Science, vol. 91, no. 2, pp. 1077– Washington, DC, USA, 2009.
1085, 2004. [24] L. A. Pothan, S. Thomas, and N. R. Neelakantan, “Short
[8] J. Gassan and A. K. Bledzki, “Possibilities for improving the banana fiber reinforced polyester composites: mechanical,
mechanical properties of jute/epoxy composites by alkali treat- failure and aging characteristics,” Journal of Reinforced Plastics
ment of fibres,” Composites Science and Technology, vol. 59, no. and Composites, vol. 16, no. 8, pp. 744–765, 1997.
9, pp. 1303–1309, 1999. [25] A. K. Rana, A. Mandal, B. C. Mitra, R. Jacobson, R. Rowell,
[9] D. Ray, B. K. Sarkar, A. K. Rana, and N. R. Bose, “Mechanical and A. N. Banerjee, “Short jute fiber-reinforced polypropylene
properties of vinylester resin matrix composites reinforced composites: effect of compatibilizer,” Journal of Applied Poly-
with alkali-treated jute fibres,” Composites Part A, vol. 32, no. mer Science, vol. 69, no. 2, pp. 329–338, 1998.
1, pp. 119–127, 2001. [26] X. Y. Liu and G. C. Dai, “Surface modification and microme-
[10] D. Ray, B. K. Sarkar, and A. K. Rana, “Fracture behavior chanical properties of jute fiber mat reinforced polypropylene
of vinylester resin matrix composites reinforced with alkali- composites,” EXPRES Polymer Letters, vol. 1, no. 5, pp. 299–
treated jute fibers,” Journal of Applied Polymer Science, vol. 85, 307, 2007.
no. 12, pp. 2588–2593, 2002. [27] R. Park and J. Jang, “Stacking sequence effect of Aramid-
[11] A. K. Saha, S. Das, D. Bhatta, and B. C. Mitra, “Study of jute UHMPE hybrid composites by Flexural test method,” Polymer
fiber reinforced polyester composites by dynamic mechanical Testing, vol. 16, no. 6, pp. 549–562, 1998.
analysis,” Journal of Applied Polymer Science, vol. 71, no. 9, pp. [28] M. Idicula, K. Joseph, and S. Thomas, “Mechanical perfor-
1505–1513, 1999. mance of short banana/sisal hybrid fiber reinforced polyester
[12] B. N. Dash, A. K. Rana, H. K. Mishra, S. K. Nayak, S. C. composites,” Journal of Reinforced Plastics and Composites, vol.
Mishra, and S. S. Tripathy, “Novel, low-cost jute-polyester 29, no. 1, pp. 12–29, 2010.
composites. Part 1: processing, mechanical properties, and [29] M. Idicula, N. R. Neelakantan, Z. Oommen, K. Joseph, and S.
SEM analysis,” Polymer Composites, vol. 20, no. 1, pp. 62–71, Thomas, “A study of the mechanical properties of randomly
1999. oriented short banana and sisal hybrid fiber reinforced
[13] A. C. Karmaker and J. A. Youngquist, “Injection molding of polyester composites,” Journal of Applied Polymer Science, vol.
polypropylene reinforced with short jute fibers,” Journal of 96, no. 5, pp. 1699–1709, 2005.
Applied Polymer Science, vol. 62, no. 8, pp. 1147–1151, 1996. [30] H. P. S. Aabdul Khalil, C. W. Kang, A. Khairul, R. Ridzuan, and
[14] A. K. Rana, B. C. Mitra, and A. N. Banerjee, “Short jute fiber- T. O. Adawi, “The effect of different laminations on mecha-
reinforced polypropylene composites: dynamic mechanical nical and physical properties of hybrid composites,” Journal of
study,” Journal of Applied Polymer Science, vol. 71, no. 4, pp. Reinforced Plastics and Composites, vol. 28, no. 9, pp. 1123–
531–539, 1999. 1137, 2009.
[15] Y. Yang, T. Ota, T. Morii, and H. Hamada, “Mechanical prop- [31] P. N. Khanam, M. M. Reddy, K. Raghu, K. John, and S. V.
erty and hydrothermal aging of injection molded jute/poly- Naidu, “Tensile, flexural and compressive properties of sisal/
propylene composites,” Journal of Materials Science, vol. 46, silk hybrid composites,” Journal of Reinforced Plastics and
no. 8, pp. 2678–2684, 2011. Composites, vol. 26, no. 10, pp. 1065–1070, 2007.
[16] M. J. A. Van Den Oever and M. H. B. Snijder, “Jute fiber [32] M. Jawaid, H. P. S. A. Khalil, A. A. Bakar, and P. N. Khanam,
reinforced polypropylene produced by continuous extrusion “Chemical resistance, void content and tensile properties of
Downloaded from ade.sagepub.com by guest on August 26, 2015
12 Advances in Mechanical Engineering
oil palm/jute fibre reinforced polymer hybrid composites,”
Materials and Design, vol. 32, no. 2, pp. 1014–1019, 2011.
[33] N. M. White and M. P. Ansell, “Straw-reinforced polyester
composites,” Journal of Materials Science, vol. 18, no. 5, pp.
1549–1556, 1983.
[34] S. V. Prasad, C. Pavithran, and P. K. Rohatgi, “Alkali treatment
of coir fibres for coir-polyester composites,” Journal of Materi-
als Science, vol. 18, no. 5, pp. 1443–1454, 1983.
[35] J. M. Whitney and R. J. Nuismer, “Stress fracture criteria
for laminated composites containing stress concentrations,”
Journal of Composite Materials, vol. 8, pp. 253–265, 1974.
[36] I. Eriksson and C. G. Aronsson, “Strength of tensile loaded
graphite/epoxy laminates containing cracks, open and filled
holes,” Journal of Composite Materials, vol. 24, pp. 456–482,
1990.
[37] M. T. Kortschot and P. W. R. Beaumont, “Damage mechanics
of composite materials: I- Measurements of damage and
strength,” Composites Science and Technology, vol. 39, no. 4,
pp. 289–301, 1990.
[38] P. Feraboli, “Notched response of OSB wood composites,”
Composites Part A, vol. 39, no. 9, pp. 1355–1361, 2008.
[39] P. Feraboli, E. Peitso, T. Cleveland, P. B. Stickler, and J. C.
Halpin, “Notched behavior of prepreg-based discontinuous
carbon fiber/epoxy systems,” Composites Part A, vol. 40, no.
3, pp. 289–299, 2009.
[40] P. S. Shembekar and N. K. Naik, “Notched strength of fabric
laminates. II: effect of stacking sequence,” Composites Science
and Technology, vol. 44, no. 1, pp. 13–20, 1992.
[41] Z. Zhang, Y. Yu, P. Uawongsuwan, Y. Yang, and H. Hamada,
“Notched strength of chopped mat reinforced composites,” in
Proceedings of the 36th Symposium on Composite Materials, pp.
47–48, Sendai, Japan.
Downloaded from ade.sagepub.com by guest on August 26, 2015
View publication stats
Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Organic Chemistry 1Documento265 pagineOrganic Chemistry 1Israk Mustakim IslamNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Eurocode 3: Design of Steel Structures "ReadyDocumento26 pagineEurocode 3: Design of Steel Structures "Readywazydotnet80% (10)
- Dec JanDocumento6 pagineDec Janmadhujayan100% (1)
- Fashion PhotographyDocumento32 pagineFashion PhotographySayan RakshitNessuna valutazione finora
- Module 1 Lesson 2Documento31 pagineModule 1 Lesson 2Angela Rose BanastasNessuna valutazione finora
- Experimental Investigations On Mechanical Properties of Jute Fiber Reinforced Composites With Polyester and Epoxy Resin MatricesDocumento12 pagineExperimental Investigations On Mechanical Properties of Jute Fiber Reinforced Composites With Polyester and Epoxy Resin MatricesSayan RakshitNessuna valutazione finora
- Article EffectOfGrainSizeOnTheStructurDocumento9 pagineArticle EffectOfGrainSizeOnTheStructurSayan RakshitNessuna valutazione finora
- Nallusamy 2017 IOP Conf. Ser. Mater. Sci. Eng. 225 012283 PDFDocumento10 pagineNallusamy 2017 IOP Conf. Ser. Mater. Sci. Eng. 225 012283 PDFSayan RakshitNessuna valutazione finora
- Design: Theresa M. Winge Fall 2008Documento31 pagineDesign: Theresa M. Winge Fall 2008Sayan RakshitNessuna valutazione finora
- Data Asimilasi Untuk PemulaDocumento24 pagineData Asimilasi Untuk PemulaSii Olog-olog PlonkNessuna valutazione finora
- 788 ManualDocumento16 pagine788 Manualn0rdNessuna valutazione finora
- Biology Key Stage 4 Lesson PDFDocumento4 pagineBiology Key Stage 4 Lesson PDFAleesha AshrafNessuna valutazione finora
- I I I I: Peroxid.Q!Documento2 pagineI I I I: Peroxid.Q!Diego PradelNessuna valutazione finora
- Maritime Academy of Asia and The Pacific-Kamaya Point Department of AcademicsDocumento7 pagineMaritime Academy of Asia and The Pacific-Kamaya Point Department of Academicsaki sintaNessuna valutazione finora
- Recruitment SelectionDocumento11 pagineRecruitment SelectionMOHAMMED KHAYYUMNessuna valutazione finora
- Beyond "The Arc of Freedom and Prosperity": Debating Universal Values in Japanese Grand StrategyDocumento9 pagineBeyond "The Arc of Freedom and Prosperity": Debating Universal Values in Japanese Grand StrategyGerman Marshall Fund of the United StatesNessuna valutazione finora
- Prospekt Puk U5 en Mail 1185Documento8 pagineProspekt Puk U5 en Mail 1185sakthivelNessuna valutazione finora
- Hazardous Locations: C.E.C. ClassificationsDocumento4 pagineHazardous Locations: C.E.C. ClassificationsThananuwat SuksaroNessuna valutazione finora
- Draft PDFDocumento166 pagineDraft PDFashwaq000111Nessuna valutazione finora
- Wallem Philippines Shipping Inc. v. S.R. Farms (Laxamana)Documento2 pagineWallem Philippines Shipping Inc. v. S.R. Farms (Laxamana)WENDELL LAXAMANANessuna valutazione finora
- Siemens Rapidlab 248, 348, 840, 845, 850, 855, 860, 865: Reagents & ControlsDocumento2 pagineSiemens Rapidlab 248, 348, 840, 845, 850, 855, 860, 865: Reagents & ControlsJuan Carlos CrespoNessuna valutazione finora
- Mathematics Mock Exam 2015Documento4 pagineMathematics Mock Exam 2015Ian BautistaNessuna valutazione finora
- CORP2165D Lecture 04Documento26 pagineCORP2165D Lecture 04kinzi chesterNessuna valutazione finora
- Conservation Assignment 02Documento16 pagineConservation Assignment 02RAJU VENKATANessuna valutazione finora
- Business-Communication Solved MCQs (Set-3)Documento8 pagineBusiness-Communication Solved MCQs (Set-3)Pavan Sai Krishna KottiNessuna valutazione finora
- Practical Modern SCADA Protocols. DNP3, 60870.5 and Related SystemsDocumento4 paginePractical Modern SCADA Protocols. DNP3, 60870.5 and Related Systemsalejogomez200Nessuna valutazione finora
- P 348Documento196 pagineP 348a123456978Nessuna valutazione finora
- Chemistry Investigatory Project (R)Documento23 pagineChemistry Investigatory Project (R)BhagyashreeNessuna valutazione finora
- CS8CHP EletricalDocumento52 pagineCS8CHP EletricalCristian ricardo russoNessuna valutazione finora
- Futures Volume 1 Issue 3 1969 (Doi 10.1016/0016-3287 (69) 90026-3) Dennis Livingston - Science Fiction As A Source of Forecast MaterialDocumento7 pagineFutures Volume 1 Issue 3 1969 (Doi 10.1016/0016-3287 (69) 90026-3) Dennis Livingston - Science Fiction As A Source of Forecast MaterialManticora VenerabilisNessuna valutazione finora
- Civ Beyond Earth HotkeysDocumento1 paginaCiv Beyond Earth HotkeysExirtisNessuna valutazione finora
- Binge Eating Disorder ANNADocumento12 pagineBinge Eating Disorder ANNAloloasbNessuna valutazione finora
- NABARD R&D Seminar FormatDocumento7 pagineNABARD R&D Seminar FormatAnupam G. RatheeNessuna valutazione finora
- Editan - Living English (CD Book)Documento92 pagineEditan - Living English (CD Book)M Luthfi Al QodryNessuna valutazione finora
- Signature Object Detection Based On YOLOv3Documento4 pagineSignature Object Detection Based On YOLOv3Lý Khánh NhưNessuna valutazione finora