Potrebbero piacerti anche
- Recent Developments in Urea Plant DesignDocumento17 pagineRecent Developments in Urea Plant DesignSathish Kumar100% (1)
- Revamping The PCS Nitrogen 02 Plant in TrinidadDocumento12 pagineRevamping The PCS Nitrogen 02 Plant in TrinidadGaurav GuptaNessuna valutazione finora
- SPE 68747 Clean Up and Well Testing Operations in High-Rate Gas-Condensate Field Result in Improved Sand Management SystemDocumento14 pagineSPE 68747 Clean Up and Well Testing Operations in High-Rate Gas-Condensate Field Result in Improved Sand Management SystemTheNourEldenNessuna valutazione finora
- Casale Strategies For Complete Ammonia Plant Revamping, The Example of Al BayroniDocumento8 pagineCasale Strategies For Complete Ammonia Plant Revamping, The Example of Al BayroniGaurav GuptaNessuna valutazione finora
- AMMONIA Syn Gas Drying With Z4-01Documento4 pagineAMMONIA Syn Gas Drying With Z4-01raghu4594Nessuna valutazione finora
- Increasing Efficiency of Catalytic Reformer Fired HeatersDocumento5 pagineIncreasing Efficiency of Catalytic Reformer Fired HeatersWael MansourNessuna valutazione finora
- 014 PDFDocumento12 pagine014 PDFGrootNessuna valutazione finora
- Aiche-36-005Simple, Safe and Reliable KRESDocumento14 pagineAiche-36-005Simple, Safe and Reliable KRESHsein WangNessuna valutazione finora
- Alternative Routes To Paraxylene ProductionDocumento7 pagineAlternative Routes To Paraxylene ProductionArash AbbasiNessuna valutazione finora
- 1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFDocumento14 pagine1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFnghiNessuna valutazione finora
- Revamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-ToolseeDocumento7 pagineRevamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-Toolseevaratharajan g rNessuna valutazione finora
- Improving Hydrotreater OperationsDocumento5 pagineImproving Hydrotreater Operationssaleh4060Nessuna valutazione finora
- KRES TechnologyDocumento10 pagineKRES TechnologyabubakarNessuna valutazione finora
- Sampling Points and Parameters For LP Steam Generators CT 2020Documento9 pagineSampling Points and Parameters For LP Steam Generators CT 2020moiNessuna valutazione finora
- WP - Considerations For Designing sCO2 Schowalter 10 - 22 - 0Documento8 pagineWP - Considerations For Designing sCO2 Schowalter 10 - 22 - 0ankitNessuna valutazione finora
- How To Bring Existing Ammonia Plants Up-to-Date: Svend Erik NielsenDocumento9 pagineHow To Bring Existing Ammonia Plants Up-to-Date: Svend Erik NielsenAlfonso BlancoNessuna valutazione finora
- A Long History in Steam Reforming at BillinghamDocumento4 pagineA Long History in Steam Reforming at BillinghamQasim ShahzadNessuna valutazione finora
- Ullmanns 3 PDFDocumento36 pagineUllmanns 3 PDFCaroline Midori AkamatsuNessuna valutazione finora
- Uop FCCDocumento23 pagineUop FCCHarish Kotharu100% (1)
- Uop Fluid Catalytic Cracking Process: Charles L. Hemler and Lester F. SmithDocumento24 pagineUop Fluid Catalytic Cracking Process: Charles L. Hemler and Lester F. SmithBharavi K SNessuna valutazione finora
- Design and Testing of Ejectors For High Temperature Fuel Cell Hybrid Systems 1 PDFDocumento8 pagineDesign and Testing of Ejectors For High Temperature Fuel Cell Hybrid Systems 1 PDFHector Flores Marcos100% (1)
- 2004 STAMICARBON HEtraysDocumento15 pagine2004 STAMICARBON HEtraysFatima KazmiNessuna valutazione finora
- Methanol Casalestartsupmore IMCConvertersDocumento13 pagineMethanol Casalestartsupmore IMCConvertersGonzalo Aldair Carbajal FloresNessuna valutazione finora
- ToyoDocumento17 pagineToyoZeeshan Khan100% (1)
- Orifice ChamberDocumento4 pagineOrifice Chambersaleh4060Nessuna valutazione finora
- Catalytic Reforming Options and PracticesDocumento4 pagineCatalytic Reforming Options and PracticesHector Javier Cruz Campa50% (2)
- The ORC Option in Cement PlantDocumento2 pagineThe ORC Option in Cement PlantCarlos Fernando Alfonso BallesterosNessuna valutazione finora
- Paper8 CEP040344 p3 PDFDocumento8 paginePaper8 CEP040344 p3 PDFStefanie Guzman AznaranNessuna valutazione finora
- Casale Chemicals Pure Oxygen Autothermal Reformer BurnersDocumento12 pagineCasale Chemicals Pure Oxygen Autothermal Reformer BurnersGaurav GuptaNessuna valutazione finora
- Gas Turbines - Design and Operating ConsiderationsDocumento5 pagineGas Turbines - Design and Operating ConsiderationsaliNessuna valutazione finora
- Chapter5b Crackingffcu 170106114843Documento26 pagineChapter5b Crackingffcu 170106114843loopkkNessuna valutazione finora
- Octanizing Reformer - AxensDocumento7 pagineOctanizing Reformer - Axensbinapaniki6520Nessuna valutazione finora
- 193-202 ThyssenKrupp Industrial Solutions AG - Klaus NoelkerDocumento10 pagine193-202 ThyssenKrupp Industrial Solutions AG - Klaus Noelkermmlatif4Nessuna valutazione finora
- Convert Bottom-Of-The-Barrel Into Diesel and Light OlefinsDocumento5 pagineConvert Bottom-Of-The-Barrel Into Diesel and Light OlefinsAmjad HaniNessuna valutazione finora
- Mo Krys 1993Documento16 pagineMo Krys 1993wsanchez_soteloNessuna valutazione finora
- UOP CCR PlatformingDocumento3 pagineUOP CCR PlatformingEduardo Carrillo Diaz100% (1)
- Chapter 8 - SolutionDocumento43 pagineChapter 8 - SolutionIzaNessuna valutazione finora
- Description of Various Urea Manufacturing ProcessDocumento5 pagineDescription of Various Urea Manufacturing ProcessSameer Pandey100% (1)
- T5pg1 6Documento6 pagineT5pg1 6ramsebNessuna valutazione finora
- Build Your Working Knowledge of Process Compressors 1710445622Documento10 pagineBuild Your Working Knowledge of Process Compressors 1710445622Luis MarshNessuna valutazione finora
- Increased Margin From Updated Internals and CatalystDocumento7 pagineIncreased Margin From Updated Internals and CatalystBamrung SungnoenNessuna valutazione finora
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDocumento17 pagine"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
- W VishDocumento52 pagineW VishVikram Kumar VishNessuna valutazione finora
- Octanizing Reformer Options-English 2 1Documento2 pagineOctanizing Reformer Options-English 2 1vahid0% (1)
- Progress of Emission Control System in EAF ShopsDocumento8 pagineProgress of Emission Control System in EAF ShopsJoão CoelhoNessuna valutazione finora
- Residue Fluid Catalytic CrackingDocumento4 pagineResidue Fluid Catalytic CrackingsaadNessuna valutazione finora
- 4 532583864623736914 PDFDocumento8 pagine4 532583864623736914 PDFMuhammad Riaz Ur RehmanNessuna valutazione finora
- Hydroprocessing Upgrades To Meet Changing Fuels RequirementsDocumento4 pagineHydroprocessing Upgrades To Meet Changing Fuels RequirementsBilal KhashanNessuna valutazione finora
- IR-CFB Boilers: Supercritical Once-Through Developments For Power GenerationDocumento11 pagineIR-CFB Boilers: Supercritical Once-Through Developments For Power Generationömür arasNessuna valutazione finora
- 2001 2FCCCyclones avitalelementinprofitabilityPTQDocumento7 pagine2001 2FCCCyclones avitalelementinprofitabilityPTQduraid ahmadNessuna valutazione finora
- Dividing Wall Column Revamp Optimises Mixed Xylenes ProductionDocumento14 pagineDividing Wall Column Revamp Optimises Mixed Xylenes ProductionMaria Alejandra Colonia MoyaNessuna valutazione finora
- Davy Process Tech MethanolDocumento8 pagineDavy Process Tech MethanolGeorge Van BommelNessuna valutazione finora
- Revamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas UsageDocumento10 pagineRevamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas UsageHussain FakhruddinNessuna valutazione finora
- Upgrading and Life Extension Technologies FOR Geothermal Steam TurbinesDocumento6 pagineUpgrading and Life Extension Technologies FOR Geothermal Steam Turbinesvictor japposanNessuna valutazione finora
- Foster Wheeler CFB BoilerDocumento9 pagineFoster Wheeler CFB BoilerErl SuperalNessuna valutazione finora
- Gas Flow Optimization For Top Cyclone Preheater Cement ProductionDocumento6 pagineGas Flow Optimization For Top Cyclone Preheater Cement ProductionInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Analysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantDa EverandAnalysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantNessuna valutazione finora
- Sick GM31Documento54 pagineSick GM31Magdy SalehNessuna valutazione finora
- Tertre Granulation Plant:: NH3 Acidic Purge of Scrubbing Section SprayersDocumento11 pagineTertre Granulation Plant:: NH3 Acidic Purge of Scrubbing Section SprayersMagdy SalehNessuna valutazione finora
- Etude Du Systeme Quasi Ternaire H2O NH4NDocumento10 pagineEtude Du Systeme Quasi Ternaire H2O NH4NMagdy SalehNessuna valutazione finora
- Guidance For Compatibility2 PDFDocumento16 pagineGuidance For Compatibility2 PDFMagdy SalehNessuna valutazione finora
- Straight Ammonium Nitrate Fertilizer Stabilization:theoritical PossibilitiesDocumento26 pagineStraight Ammonium Nitrate Fertilizer Stabilization:theoritical PossibilitiesMagdy SalehNessuna valutazione finora
- Hot Ammonia VJ 05112014Documento44 pagineHot Ammonia VJ 05112014Magdy SalehNessuna valutazione finora
- 2001 ANPSG Participants List: AbocolDocumento10 pagine2001 ANPSG Participants List: AbocolMagdy SalehNessuna valutazione finora
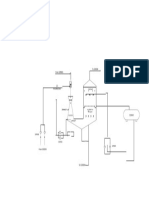
- Drawing 123121Documento1 paginaDrawing 123121Magdy SalehNessuna valutazione finora
- United States Patent (19) : (Aziz 2Documento8 pagineUnited States Patent (19) : (Aziz 2Magdy SalehNessuna valutazione finora
- Petroleum Refining Materials and EquipmentDocumento23 paginePetroleum Refining Materials and EquipmentAli AlengineerNessuna valutazione finora
- Drawing123121 PDFDocumento1 paginaDrawing123121 PDFMagdy SalehNessuna valutazione finora
- Powder Technology: H. Nemati, S.A. ShekoohiDocumento10 paginePowder Technology: H. Nemati, S.A. ShekoohiMagdy SalehNessuna valutazione finora
- Ammonium Nitrate Crystal Structure, Polymorphism and Thermal Behavior PDFDocumento25 pagineAmmonium Nitrate Crystal Structure, Polymorphism and Thermal Behavior PDFMagdy SalehNessuna valutazione finora
- Mastering EES Themechangers - Blogspot.inDocumento608 pagineMastering EES Themechangers - Blogspot.inGabrielle Tan100% (2)
- Hysys 2020 PDFDocumento357 pagineHysys 2020 PDFMagdy Saleh100% (4)
- IFA Technical Conference: Amman, Jordan 2-6 October 1994Documento6 pagineIFA Technical Conference: Amman, Jordan 2-6 October 1994Magdy SalehNessuna valutazione finora
- Heat Capacities and Thermodynamic Properties of Ammonium NitrateDocumento12 pagineHeat Capacities and Thermodynamic Properties of Ammonium NitrateMagdy SalehNessuna valutazione finora
- Aspen Plus Urea Synthesis Loop ModelDocumento19 pagineAspen Plus Urea Synthesis Loop ModelMagdy SalehNessuna valutazione finora
- Computer Simulation of Fertilizer Granulation PlantsDocumento29 pagineComputer Simulation of Fertilizer Granulation PlantsMagdy SalehNessuna valutazione finora
- Correlating Vapor Pressures and Heats of Solution For The Ammonium Nitrate-Water System An Enthalpy-Concentration Diagram PDFDocumento5 pagineCorrelating Vapor Pressures and Heats of Solution For The Ammonium Nitrate-Water System An Enthalpy-Concentration Diagram PDFMagdy SalehNessuna valutazione finora
- Class 12 Chemistry Syllabus 2023-24Documento3 pagineClass 12 Chemistry Syllabus 2023-24Rooh KSHIVNessuna valutazione finora
- Chemical PulpingDocumento18 pagineChemical PulpingAnis KewwNessuna valutazione finora
- Kla DeterminationDocumento23 pagineKla DeterminationJokanoe LertNessuna valutazione finora
- REACH Annex XVII Status 1904Documento21 pagineREACH Annex XVII Status 1904MarkChenNessuna valutazione finora
- Cold Crack Criterion For ADC12 Aluminum Alloy Die CastingDocumento6 pagineCold Crack Criterion For ADC12 Aluminum Alloy Die CastingVinodNessuna valutazione finora
- Adapalene and BPO Gel 0.1% and 2.5% (RLD Vs TEST)Documento9 pagineAdapalene and BPO Gel 0.1% and 2.5% (RLD Vs TEST)Rahul MayeeNessuna valutazione finora
- CH1Documento46 pagineCH1Muhammad FahmiNessuna valutazione finora
- Reduced 12 TH Organic Salt EMDocumento10 pagineReduced 12 TH Organic Salt EM19 Vasanth PurushothamanNessuna valutazione finora
- Naoh Vs Oxalic Acid - TitrationDocumento3 pagineNaoh Vs Oxalic Acid - TitrationffffffgNessuna valutazione finora
- CHEM 1067 Lec 3 - 2019 - NJ - 4 PDFDocumento21 pagineCHEM 1067 Lec 3 - 2019 - NJ - 4 PDFIbrahim AliNessuna valutazione finora
- 11.4 Dyeing of Cotton With Azoic DyesDocumento13 pagine11.4 Dyeing of Cotton With Azoic DyesPraveen NagarajanNessuna valutazione finora
- Ansys Fluent 14 0 Theory GuideDocumento826 pagineAnsys Fluent 14 0 Theory GuidePriscilla BisogninNessuna valutazione finora
- Water - Viscosity Table and Viscosity ChartDocumento4 pagineWater - Viscosity Table and Viscosity ChartJokoSuswonoNessuna valutazione finora
- Module 1 Series 1 November 23 2020 PDFDocumento19 pagineModule 1 Series 1 November 23 2020 PDFjb12345Nessuna valutazione finora
- RTW-54-Thermal Cycling Life Prediction of Sn-3.0Ag-0.5Cu Solder Joint Using Type-I Censored DataDocumento12 pagineRTW-54-Thermal Cycling Life Prediction of Sn-3.0Ag-0.5Cu Solder Joint Using Type-I Censored Dataz-pac7Nessuna valutazione finora
- Experiment 3 Group 1Documento4 pagineExperiment 3 Group 1jamielNessuna valutazione finora
- What Is Wave Soldering Temperature Profile A Comprehensive Guide To SolderingDocumento13 pagineWhat Is Wave Soldering Temperature Profile A Comprehensive Guide To SolderingjackNessuna valutazione finora
- Astm D5453 - 2004Documento10 pagineAstm D5453 - 2004Teymur Regenmaister100% (1)
- Biofilm OceanOptics TemplateDocumento83 pagineBiofilm OceanOptics TemplateSatyaki MajumdarNessuna valutazione finora
- Band1 Fundamentals NeuDocumento102 pagineBand1 Fundamentals Neus_m_taheri100% (1)
- What Is Polymer Chemistry?Documento8 pagineWhat Is Polymer Chemistry?ハジャ 咲良Nessuna valutazione finora
- Thermosensitive Sol-Gel Reversible HydrogelsDocumento15 pagineThermosensitive Sol-Gel Reversible HydrogelsnunipostNessuna valutazione finora
- Introduction To SemiconductorsDocumento58 pagineIntroduction To SemiconductorsDhananjay ShimpiNessuna valutazione finora
- Chemistry Paper 1 2020 Higher TierDocumento32 pagineChemistry Paper 1 2020 Higher Tiercheez denchNessuna valutazione finora
- Introduction To Biological Laboratory: Lab Report 1Documento65 pagineIntroduction To Biological Laboratory: Lab Report 1Thịnh Lê thiênNessuna valutazione finora
- Study of Effect of Potassium Bisulphite As A Food PreservativeDocumento14 pagineStudy of Effect of Potassium Bisulphite As A Food PreservativeAntarctic SaverNessuna valutazione finora
- Tangential Flow Filtration BasicsDocumento19 pagineTangential Flow Filtration BasicsKarthik VijayakumarNessuna valutazione finora
- Chelatin-Sa: Sarex ChemicalsDocumento2 pagineChelatin-Sa: Sarex Chemicalssivanesan seeranganNessuna valutazione finora
- Cbse Sample Paper 2023 Class 10Documento11 pagineCbse Sample Paper 2023 Class 10Garvit BhelNessuna valutazione finora
- 5lab - Serial DilutionDocumento3 pagine5lab - Serial DilutionBianca ANessuna valutazione finora