Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Technically Impossible HolocaustDocumento20 pagineThe Technically Impossible HolocaustHuckelberry100% (2)
- Cell Membrane and Cell Transport WebquestDocumento6 pagineCell Membrane and Cell Transport WebquestTracy NewKirkNessuna valutazione finora
- Properties and Uses: Report by Group 2Documento56 pagineProperties and Uses: Report by Group 2Carl Ashlee Perez AsiNessuna valutazione finora
- Project On Fuel Cells: A Concise Look at Fuel Cell TechnologyDocumento12 pagineProject On Fuel Cells: A Concise Look at Fuel Cell TechnologySagar RastogiNessuna valutazione finora
- Membrane EngDocumento5 pagineMembrane EngMeirbekNessuna valutazione finora
- Clinical Chemistry - Theory, Analysis, CorrelationDocumento344 pagineClinical Chemistry - Theory, Analysis, Correlationaristides.quinteroNessuna valutazione finora
- Introduction To SteamDocumento17 pagineIntroduction To SteamBahar MeschiNessuna valutazione finora
- Steam - Its Generation and Use (41st Edition) - Chapter 2Documento2 pagineSteam - Its Generation and Use (41st Edition) - Chapter 2Bahar MeschiNessuna valutazione finora
- New Method of Deasphalting Petroleum ResidueDocumento8 pagineNew Method of Deasphalting Petroleum ResidueBahar MeschiNessuna valutazione finora
- Steam - Its Generation and Use (41st Edition) - Chapter 5Documento2 pagineSteam - Its Generation and Use (41st Edition) - Chapter 5Bahar MeschiNessuna valutazione finora
- A Comprehensive Approach To Processing AsphaltDocumento6 pagineA Comprehensive Approach To Processing AsphaltBahar MeschiNessuna valutazione finora
- Influence of Components of Dual Solvent On ProcessDocumento3 pagineInfluence of Components of Dual Solvent On ProcessBahar MeschiNessuna valutazione finora
- Solvent Deasphalting of Saudi Residue To Produce Hard AsphaltDocumento7 pagineSolvent Deasphalting of Saudi Residue To Produce Hard AsphaltBahar MeschiNessuna valutazione finora
- Resid Deasphalting With Liquefied GasDocumento3 pagineResid Deasphalting With Liquefied GasBahar MeschiNessuna valutazione finora
- The Dual-Purpose of Solvent Deasphalting Integrated With FCCDocumento11 pagineThe Dual-Purpose of Solvent Deasphalting Integrated With FCCBahar MeschiNessuna valutazione finora
- Improvement in Procedure For Propane and Propane-ButaneDocumento7 pagineImprovement in Procedure For Propane and Propane-ButaneBahar MeschiNessuna valutazione finora
- Solvent Recovery in Solvent Deasphalting Process For Economical Vaccuum ResidueDocumento6 pagineSolvent Recovery in Solvent Deasphalting Process For Economical Vaccuum ResidueBahar Meschi100% (1)
- Role of Solvent Deasphalting in The Modern Oil Refining PracticeDocumento16 pagineRole of Solvent Deasphalting in The Modern Oil Refining PracticeBahar Meschi100% (1)
- Process Flow Determines Coker Heater PerformanceDocumento7 pagineProcess Flow Determines Coker Heater PerformanceBahar MeschiNessuna valutazione finora
- Flame Stabilization in An Hisymmetric Curved-Wall Jet Burner PDFDocumento2 pagineFlame Stabilization in An Hisymmetric Curved-Wall Jet Burner PDFBahar MeschiNessuna valutazione finora
- Flame Stabilization in An Hisymmetric Curved-Wall Jet Burner PDFDocumento2 pagineFlame Stabilization in An Hisymmetric Curved-Wall Jet Burner PDFBahar MeschiNessuna valutazione finora
- Orbital Instability and Prediction of A Bunsen Flame TipDocumento12 pagineOrbital Instability and Prediction of A Bunsen Flame TipBahar MeschiNessuna valutazione finora
- Matlab program calculates thermal efficiency of fired heatersDocumento9 pagineMatlab program calculates thermal efficiency of fired heatersBahar MeschiNessuna valutazione finora
- Advances in Delayed Coking Heat Transfer EquipmentDocumento6 pagineAdvances in Delayed Coking Heat Transfer EquipmentBahar MeschiNessuna valutazione finora
- Improved Area-Energy Targeting For Fired Heater IntegratedDocumento7 pagineImproved Area-Energy Targeting For Fired Heater IntegratedBahar MeschiNessuna valutazione finora
- Orbital Instability and Prediction of A Bunsen Flame TipDocumento12 pagineOrbital Instability and Prediction of A Bunsen Flame TipBahar MeschiNessuna valutazione finora
- Flame Stabilization in An Hisymmetric Curved-Wall Jet Burner PDFDocumento2 pagineFlame Stabilization in An Hisymmetric Curved-Wall Jet Burner PDFBahar MeschiNessuna valutazione finora
- S0140670104931542Documento1 paginaS0140670104931542Bahar MeschiNessuna valutazione finora
- Improved Area-Energy Targeting For Fired Heater IntegratedDocumento7 pagineImproved Area-Energy Targeting For Fired Heater IntegratedBahar MeschiNessuna valutazione finora
- Matlab program calculates thermal efficiency of fired heatersDocumento9 pagineMatlab program calculates thermal efficiency of fired heatersBahar MeschiNessuna valutazione finora
- Pyrolysis: Mathematical Modeling of Hydrocarbon Pyrolysis ReactionsDocumento8 paginePyrolysis: Mathematical Modeling of Hydrocarbon Pyrolysis ReactionsBahar MeschiNessuna valutazione finora
- Thermophotovoltaic Generation of Electricity in A Gas Fired Heater Influence of Radiant Burner ConfigurationsDocumento11 pagineThermophotovoltaic Generation of Electricity in A Gas Fired Heater Influence of Radiant Burner ConfigurationsBahar MeschiNessuna valutazione finora
- Parallel Loop Configuration For Hybrid Heat Pump - Gas Fired Water HeaterDocumento12 pagineParallel Loop Configuration For Hybrid Heat Pump - Gas Fired Water HeaterBahar MeschiNessuna valutazione finora
- The Influence of Orientation of A Gas-Fired Direct Radiant Heater On RadiantDocumento9 pagineThe Influence of Orientation of A Gas-Fired Direct Radiant Heater On RadiantBahar MeschiNessuna valutazione finora
- An Edible Oil Deodorizer With A Direct-Fired HeaterDocumento3 pagineAn Edible Oil Deodorizer With A Direct-Fired HeaterBahar MeschiNessuna valutazione finora
- The Effect of Different Alkalinity Levels On Litopenaeus Vannamei Reared With Bio Oc Technology (BFT)Documento17 pagineThe Effect of Different Alkalinity Levels On Litopenaeus Vannamei Reared With Bio Oc Technology (BFT)Manu MorpheusNessuna valutazione finora
- Ideal Vapor Compression Refrigeration CycleDocumento9 pagineIdeal Vapor Compression Refrigeration CycleStephanie ParkNessuna valutazione finora
- 2do Taller de Química Inorgánica IIDocumento3 pagine2do Taller de Química Inorgánica IIKaritto EspitiaNessuna valutazione finora
- Test Report E-Liquid: 1 Sample InformationDocumento10 pagineTest Report E-Liquid: 1 Sample InformationVangel PetrovNessuna valutazione finora
- Kinkelder StandardDocumento24 pagineKinkelder StandardJason StephensNessuna valutazione finora
- The Radio Chemistry of Mercury - Us AECDocumento211 pagineThe Radio Chemistry of Mercury - Us AEClondonbluetopazNessuna valutazione finora
- Food Process Engineering Lab 3. BOILER OPERATIONDocumento22 pagineFood Process Engineering Lab 3. BOILER OPERATIONMuhyiddin Noor AfandiNessuna valutazione finora
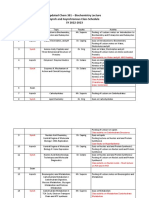
- SY 2022-2023 Updated Chem 301 Biochem Lec Synch and AsynchDocumento3 pagineSY 2022-2023 Updated Chem 301 Biochem Lec Synch and AsynchLYKA ANTONETTE ABREGANANessuna valutazione finora
- Certificado de Calidad Caps SCH-40Documento1 paginaCertificado de Calidad Caps SCH-40Jesus CondoriNessuna valutazione finora
- Response Problems Crystal DefectsDocumento1 paginaResponse Problems Crystal DefectsYustinus LazuardiNessuna valutazione finora
- Chemical Operations Safety AuditDocumento4 pagineChemical Operations Safety AuditDinda Naiya AzhariNessuna valutazione finora
- MIL-DTL-24441D, TYPE IV: Protective & Marine CoatingsDocumento4 pagineMIL-DTL-24441D, TYPE IV: Protective & Marine CoatingsEduardo Antonio Burgos RuidíasNessuna valutazione finora
- High Resolution HAADF Characterization of IrTiO2 Reduced at 500C - Orlando HernándezDocumento7 pagineHigh Resolution HAADF Characterization of IrTiO2 Reduced at 500C - Orlando HernándezOr HdezNessuna valutazione finora
- Transformer Diagnostics in The Practical FieldDocumento15 pagineTransformer Diagnostics in The Practical Fieldlbk50Nessuna valutazione finora
- GATE-Architecture Sample QuestionsDocumento6 pagineGATE-Architecture Sample QuestionsCharan ReddyNessuna valutazione finora
- Entropy Changes in Thermodynamic ProcessesDocumento33 pagineEntropy Changes in Thermodynamic ProcessesJessica AndersonNessuna valutazione finora
- Ujian Mac Chemistry Form 4Documento9 pagineUjian Mac Chemistry Form 4Nur Zuraimie ZamNessuna valutazione finora
- Life's Origin TheoriesDocumento8 pagineLife's Origin TheoriesSazzad NiloyNessuna valutazione finora
- Effects of CN Ratios and Turning Frequencies On The Composting Process of Food Waste and Dry LeavesDocumento8 pagineEffects of CN Ratios and Turning Frequencies On The Composting Process of Food Waste and Dry LeavesJonathan SotoNessuna valutazione finora
- Fluid Properties and Unit Conversions ProgramDocumento13 pagineFluid Properties and Unit Conversions ProgramNawaz KhanNessuna valutazione finora
- Backup Rings Respaldo de OringsDocumento8 pagineBackup Rings Respaldo de OringsRPINILLA (EICO S.A.)Nessuna valutazione finora
- Orchid Business Group Djibouti Sarl Site Purchase Request Quantity Request in PCS Store Reference Quantity PurchaseDocumento2 pagineOrchid Business Group Djibouti Sarl Site Purchase Request Quantity Request in PCS Store Reference Quantity PurchaseSadik BhaiNessuna valutazione finora
- Ecosystems - Class 8 SyllabusDocumento12 pagineEcosystems - Class 8 SyllabusMuhammad HaqNessuna valutazione finora
- Oxy Fuel System Set Up & Shut Down Procedure Checklist - Acetylene Fuel GasDocumento6 pagineOxy Fuel System Set Up & Shut Down Procedure Checklist - Acetylene Fuel GasVinay KapadnisNessuna valutazione finora