Potrebbero piacerti anche
- A M - C M B: Utomatic Ulti HIP Odule OnderDocumento2 pagineA M - C M B: Utomatic Ulti HIP Odule OnderRowell DizonNessuna valutazione finora
- CMP in Semiconductor ManufacturingDocumento8 pagineCMP in Semiconductor Manufacturingjana kNessuna valutazione finora
- Micro Electro Mechanical Systems Paper 1Documento9 pagineMicro Electro Mechanical Systems Paper 1Abdul Muneeb KhanNessuna valutazione finora
- BiCMOS Advantages PDFDocumento2 pagineBiCMOS Advantages PDFPratibha SinghNessuna valutazione finora
- CMOS-MEMS Resonators and Their Applications: Sheng-Shian LiDocumento7 pagineCMOS-MEMS Resonators and Their Applications: Sheng-Shian LimadhasNessuna valutazione finora
- Performance Evaluation of Fully Depleted Silicon On Insulator MOSFETDocumento7 paginePerformance Evaluation of Fully Depleted Silicon On Insulator MOSFETIJEACS UKNessuna valutazione finora
- 1.1 General BackgroundDocumento14 pagine1.1 General BackgroundChris TanNessuna valutazione finora
- Recent Advances in NM-OSCILLATOR Design With CMOS Technology: An OverviewDocumento6 pagineRecent Advances in NM-OSCILLATOR Design With CMOS Technology: An OverviewInternational Journal of Application or Innovation in Engineering & ManagementNessuna valutazione finora
- SCE 100nmDocumento48 pagineSCE 100nmGoogle acntNessuna valutazione finora
- Real Life Applications of Nanotech in ElectronicsDocumento4 pagineReal Life Applications of Nanotech in Electronicskeyblade009879Nessuna valutazione finora
- ScalingDocumento32 pagineScalingNK NKNessuna valutazione finora
- Paper 2 PDFDocumento6 paginePaper 2 PDFNani KumarNessuna valutazione finora
- S CurveDocumento4 pagineS CurveArindam MitraNessuna valutazione finora
- Multifunctional IcDocumento30 pagineMultifunctional IcergerNessuna valutazione finora
- VLSI Unit-1Documento49 pagineVLSI Unit-1sherkad dhanushNessuna valutazione finora
- Applications of Nanofabrication TechnologiesDocumento26 pagineApplications of Nanofabrication TechnologiesNikhil SinghNessuna valutazione finora
- Embedded Mems Modules For Bicmos: Aneesh R Aneesh RDocumento25 pagineEmbedded Mems Modules For Bicmos: Aneesh R Aneesh RAneesh RaveendranNessuna valutazione finora
- 1 INTRODUCTION To Multi Chip ModulesDocumento10 pagine1 INTRODUCTION To Multi Chip ModulesSee Toh GeraldNessuna valutazione finora
- IEEJ Transactions Elec Engng - 2007 - Kim - RF MEMS TechnologyDocumento13 pagineIEEJ Transactions Elec Engng - 2007 - Kim - RF MEMS Technologyfaouziguennoun2001Nessuna valutazione finora
- Tutorial PADRE Simulation ToolsDocumento45 pagineTutorial PADRE Simulation Toolsss626Nessuna valutazione finora
- 15ME745 Smart Materials Module 4Documento29 pagine15ME745 Smart Materials Module 4Yogananda Bangalore ShanthamurthyNessuna valutazione finora
- EEP Ubmicron Icroprocessor Esign Ssues: D - S M D IDocumento12 pagineEEP Ubmicron Icroprocessor Esign Ssues: D - S M D IBárbara RanieriNessuna valutazione finora
- 1996 - Bryzek - Impact of MEMS Technology On SocietyDocumento9 pagine1996 - Bryzek - Impact of MEMS Technology On SocietyDavid Bengoetxea GonzalezNessuna valutazione finora
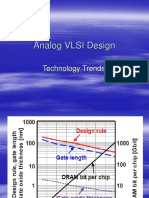
- Analog VLSI Design: Technology TrendsDocumento31 pagineAnalog VLSI Design: Technology TrendsSathyaNarasimmanTiagarajNessuna valutazione finora
- IC Design Process, BEOL, FEOLDocumento6 pagineIC Design Process, BEOL, FEOLsrijaNessuna valutazione finora
- Fabrication, Sensing & Application of MEMS/NEMS Technology: I. BackgroundDocumento4 pagineFabrication, Sensing & Application of MEMS/NEMS Technology: I. BackgroundSanthosh Kumar ChittipoluNessuna valutazione finora
- VLSI IntroductionDocumento23 pagineVLSI IntroductionSreenivasulu MamillaNessuna valutazione finora
- Making Sense of MEMS and ASIC Monolithic Integration: Iain Rutherford - X-FAB MEMS FoundryDocumento17 pagineMaking Sense of MEMS and ASIC Monolithic Integration: Iain Rutherford - X-FAB MEMS FoundryEduardo MarquesNessuna valutazione finora
- Principles of MEMSDocumento6 paginePrinciples of MEMSOmkar HmNessuna valutazione finora
- Silicon As A Mechanical MaterialDocumento38 pagineSilicon As A Mechanical MaterialLongnan LI100% (1)
- Lecture Note 3 Vlsi TestingDocumento2 pagineLecture Note 3 Vlsi TestingBASAB DASNessuna valutazione finora
- Moore Paper II 2003Documento19 pagineMoore Paper II 2003ula grace rosyidahNessuna valutazione finora
- Micro Elecrto Mechanical SystemsDocumento5 pagineMicro Elecrto Mechanical SystemsKasthuriramananNessuna valutazione finora
- Fmech 08 882344 1Documento7 pagineFmech 08 882344 1MOHSENNessuna valutazione finora
- Bicmos TechnologyDocumento34 pagineBicmos TechnologyRahil Sharma100% (8)
- 07 Chapter1Documento5 pagine07 Chapter1PrarthnaNessuna valutazione finora
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocumento14 pagineMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorNessuna valutazione finora
- MEMS (Report)Documento48 pagineMEMS (Report)νιηαyαк нєgdє » Nαηdιкαl100% (6)
- College of Engineering, ChengannurDocumento30 pagineCollege of Engineering, ChengannurDanish AliNessuna valutazione finora
- Chenming-Hu ch7Documento32 pagineChenming-Hu ch7Dr Kavita KhareNessuna valutazione finora
- Final 2003Documento23 pagineFinal 2003api-3707156Nessuna valutazione finora
- ISSCC 2011 T R: Rends EportDocumento16 pagineISSCC 2011 T R: Rends Eportajith7Nessuna valutazione finora
- Azmat-LS2102205, Microwaves Home Task #11Documento22 pagineAzmat-LS2102205, Microwaves Home Task #11Azmat GuldastaNessuna valutazione finora
- The Challenge of Signal Integrity in Deep-Submicrometer CMOS TechnologyDocumento18 pagineThe Challenge of Signal Integrity in Deep-Submicrometer CMOS TechnologyPronadeep BoraNessuna valutazione finora
- 1 TO Vlsi: Vlsi Design by DR SP SinghDocumento8 pagine1 TO Vlsi: Vlsi Design by DR SP Singhendryas zewduNessuna valutazione finora
- Digital Circuit Design TrendsDocumento5 pagineDigital Circuit Design TrendsnagarajuNessuna valutazione finora
- Unit I - VlsiDocumento40 pagineUnit I - VlsiIsmartNessuna valutazione finora
- Feasibility Study of Laser Micromachining Company (Case Study: Establishment in Australia)Documento10 pagineFeasibility Study of Laser Micromachining Company (Case Study: Establishment in Australia)Desryadi Ilyas MohammadNessuna valutazione finora
- VLSI Report PDFDocumento20 pagineVLSI Report PDFNurulAnisAhmadNessuna valutazione finora
- IrdsDocumento2 pagineIrdsAvinash SharmaNessuna valutazione finora
- Chapter IIIDocumento43 pagineChapter IIIJerry boyNessuna valutazione finora
- Advances in Logic Device ScalingDocumento9 pagineAdvances in Logic Device ScalingKrishna KumarNessuna valutazione finora
- CMOS Technology OverviewDocumento50 pagineCMOS Technology OverviewAdrián JL100% (1)
- (Semiconductors and Semimetals) Lightwave Communications Technology - Photodetectors Volume 22 Chapter 3 Silicon and Germanium Avalanche PhotodiodesDocumento82 pagine(Semiconductors and Semimetals) Lightwave Communications Technology - Photodetectors Volume 22 Chapter 3 Silicon and Germanium Avalanche PhotodiodesSpeedraw FremyNessuna valutazione finora
- Design of Folded Cascode OTA in Different Regions of Operation Through gmID Methodology PDFDocumento6 pagineDesign of Folded Cascode OTA in Different Regions of Operation Through gmID Methodology PDFAyush MalhotraNessuna valutazione finora
- MicroElectroMechanical SystemsDocumento9 pagineMicroElectroMechanical SystemsSukhwinder Singh GillNessuna valutazione finora
- 07 Chapter2Documento14 pagine07 Chapter2PrarthnaNessuna valutazione finora
- KPeterson SiMechanical MaterialDocumento50 pagineKPeterson SiMechanical MaterialGopinath ChakrabortyNessuna valutazione finora
- MEMS Product Development: From Concept to CommercializationDa EverandMEMS Product Development: From Concept to CommercializationNessuna valutazione finora
- Gallium Arsenide IC Applications HandbookDa EverandGallium Arsenide IC Applications HandbookNessuna valutazione finora
- Research Areas in Embedded Systems & Vlsi DesignDocumento8 pagineResearch Areas in Embedded Systems & Vlsi DesignsiddhueceNessuna valutazione finora
- 02 Introduction To VLSI and ASIC DesignDocumento23 pagine02 Introduction To VLSI and ASIC DesignSiva Kumar T SNessuna valutazione finora
- Western Electric Corporate - 1983-01-02-03Documento36 pagineWestern Electric Corporate - 1983-01-02-03steveNessuna valutazione finora
- Unit 1 Hand Out ItcDocumento10 pagineUnit 1 Hand Out ItcMukhtaar CaseNessuna valutazione finora
- Sedra Smith Microelectronic Circuits 8Th Edition by Adel S Sedra Author Full Download ChapterDocumento51 pagineSedra Smith Microelectronic Circuits 8Th Edition by Adel S Sedra Author Full Download Chapterandrea.johnson263100% (15)
- CS302LecturewiseQuestions PDFDocumento96 pagineCS302LecturewiseQuestions PDFattiqueNessuna valutazione finora
- Korean Companies in The UsDocumento15 pagineKorean Companies in The UschuchmvNessuna valutazione finora
- Photonic Crystals - George Rajna PDFDocumento60 paginePhotonic Crystals - George Rajna PDFmathew bilkersonNessuna valutazione finora
- 50V 3-Phase BLDC Motor Driver - Homemade Circuit ProjectsDocumento14 pagine50V 3-Phase BLDC Motor Driver - Homemade Circuit ProjectsimadovNessuna valutazione finora
- Beyond Calculation The Next Fifty Years of ComputingDocumento318 pagineBeyond Calculation The Next Fifty Years of ComputingParrex ParraNessuna valutazione finora
- DELD Unit I & Unit II MCQDocumento39 pagineDELD Unit I & Unit II MCQGauri TupeNessuna valutazione finora
- Report On 5 Pen PC TechnologyDocumento43 pagineReport On 5 Pen PC TechnologyMadhur Aggarwal53% (15)
- Pioneer Deh-P3300 crt2689Documento27 paginePioneer Deh-P3300 crt2689Rob RuzNessuna valutazione finora
- Dlis108 Information and Communication Technology ApplicationsDocumento150 pagineDlis108 Information and Communication Technology Applicationsgul_e_saba100% (1)
- Difference Between Main Memory and Secondary MemoryDocumento6 pagineDifference Between Main Memory and Secondary Memoryandrapradeshsse100% (1)
- Written Test A. Matching Type: Instructions: Match The Letters in Column B With The Numbers in ColumnDocumento10 pagineWritten Test A. Matching Type: Instructions: Match The Letters in Column B With The Numbers in Columnopep77Nessuna valutazione finora
- Jesd51 6Documento20 pagineJesd51 6Daniel BeattieNessuna valutazione finora
- Computer Fundamentals Tutorial PDFDocumento27 pagineComputer Fundamentals Tutorial PDFJP Abando75% (4)
- MT3329 MediatekDocumento34 pagineMT3329 Mediatekmauricio_138Nessuna valutazione finora
- A Brief History of Programmable Logic - CourseraFPGA - M1V2Documento12 pagineA Brief History of Programmable Logic - CourseraFPGA - M1V2Miguel MurilloNessuna valutazione finora
- MANIT Workshop On Empyrean S ZENI EDA PDFDocumento2 pagineMANIT Workshop On Empyrean S ZENI EDA PDFLaxmi KumreNessuna valutazione finora
- Chasing Carbon: The Elusive Environmental Footprint of ComputingDocumento14 pagineChasing Carbon: The Elusive Environmental Footprint of ComputingOso genialNessuna valutazione finora
- Li2018 PDFDocumento11 pagineLi2018 PDFbaluNessuna valutazione finora
- 1981 MMI PAL Handbook 2edDocumento680 pagine1981 MMI PAL Handbook 2edyewie561100% (1)
- Fairchild Power Mosfets Qfet Line Card: Improved Gate Charge CharacteristicsDocumento8 pagineFairchild Power Mosfets Qfet Line Card: Improved Gate Charge CharacteristicsvetchboyNessuna valutazione finora
- Analog Devices T 02233009Documento14 pagineAnalog Devices T 02233009cordacoNessuna valutazione finora
- Chapter 1 - IntroductionDocumento8 pagineChapter 1 - IntroductionRoshan NandanNessuna valutazione finora
- Elex - FormulasDocumento9 pagineElex - FormulasVincent Doroy De CardoNessuna valutazione finora
- CH22Documento6 pagineCH22Ardi FassaNessuna valutazione finora