Potrebbero piacerti anche
- Forsyth County Water Treatment Plant Drawing SetDocumento17 pagineForsyth County Water Treatment Plant Drawing SetShijumon KpNessuna valutazione finora
- Ansi B16-104Documento1 paginaAnsi B16-104Monica Suarez100% (1)
- Design and Layout Problem For A Combined Gas-Vapor Power Plant GeneralDocumento68 pagineDesign and Layout Problem For A Combined Gas-Vapor Power Plant GeneralEphraim RamosNessuna valutazione finora
- Crude Oil Fouling: Deposit Characterization, Measurements, and ModelingDa EverandCrude Oil Fouling: Deposit Characterization, Measurements, and ModelingFrancesco ColettiNessuna valutazione finora
- Thermodynamics Applications in Chemical Engineering and the Petroleum IndustryDocumento406 pagineThermodynamics Applications in Chemical Engineering and the Petroleum Industryphantanthanh100% (2)
- A Designer's Guide To The Options For Ventilation and CoolingDocumento40 pagineA Designer's Guide To The Options For Ventilation and CoolingSonny RamosNessuna valutazione finora
- Thermal Expansion Lesson PlanDocumento5 pagineThermal Expansion Lesson PlanDANDY DUMAYAONessuna valutazione finora
- Mathematical Modelling of Indirect Contact Rotary DryerDocumento18 pagineMathematical Modelling of Indirect Contact Rotary DryerNaolNessuna valutazione finora
- Rubber Curing Systems - Rapra Report (2002)Documento160 pagineRubber Curing Systems - Rapra Report (2002)Franco Carli100% (6)
- The Exergy Method of Thermal Plant AnalysisDa EverandThe Exergy Method of Thermal Plant AnalysisValutazione: 3.5 su 5 stelle3.5/5 (3)
- Review On Development of Polypropylene Manufacturing ProcessDocumento11 pagineReview On Development of Polypropylene Manufacturing ProcessShweta Yadav100% (1)
- Drying Technology: An International JournalDocumento11 pagineDrying Technology: An International Journal11751175Nessuna valutazione finora
- Drying Technology: An International JournalDocumento12 pagineDrying Technology: An International JournalNishant Kumar GuptaNessuna valutazione finora
- The Nonsteady State Modeling of Freeze DryingDocumento16 pagineThe Nonsteady State Modeling of Freeze DryingThien Doan ChiNessuna valutazione finora
- Spray Dryers Modeling and SimulationDocumento14 pagineSpray Dryers Modeling and SimulationDanielaNessuna valutazione finora
- Chemical Engineering Science: Marcello Murru, Giovanni Giorgio, Sara Montomoli, Francois Ricard, Frantisek StepanekDocumento10 pagineChemical Engineering Science: Marcello Murru, Giovanni Giorgio, Sara Montomoli, Francois Ricard, Frantisek StepanekNishant Kumar GuptaNessuna valutazione finora
- Applying CFD For Studying The Dynamic and Thermal Ijfe-2017-0081Documento20 pagineApplying CFD For Studying The Dynamic and Thermal Ijfe-2017-0081PUBG SORRYNessuna valutazione finora
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocumento8 pagineModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhNessuna valutazione finora
- My Paper in Willey JournalDocumento14 pagineMy Paper in Willey JournalPradyumna DhamangaonkarNessuna valutazione finora
- Entropy 24 01682 v2Documento17 pagineEntropy 24 01682 v2Pawan ParamashettiNessuna valutazione finora
- Althenhofen Da Silva - Ascobic Acid Thermal Degradation During Hot Air Drying of Camu-Camu Slices at Different Air TemperaturesDocumento13 pagineAlthenhofen Da Silva - Ascobic Acid Thermal Degradation During Hot Air Drying of Camu-Camu Slices at Different Air TemperaturesMildred CullenNessuna valutazione finora
- Article SechageDocumento9 pagineArticle SechagefatihaNessuna valutazione finora
- Drying of Solids in A Rotary DryerDocumento12 pagineDrying of Solids in A Rotary DryerArunkumarNessuna valutazione finora
- Drying Technology: Please Scroll Down For ArticleDocumento8 pagineDrying Technology: Please Scroll Down For ArticleJessica EliseNessuna valutazione finora
- EnergíaDocumento13 pagineEnergíaMariaNessuna valutazione finora
- Drying Technology: An International JournalDocumento9 pagineDrying Technology: An International JournalzaujahaminNessuna valutazione finora
- Takagi Sugeno Fuzzy Modeling Applied To An Indirect Solar DryerDocumento12 pagineTakagi Sugeno Fuzzy Modeling Applied To An Indirect Solar Dryerhicham El FeroualiNessuna valutazione finora
- Song 2008Documento19 pagineSong 2008Shweta ChauhanNessuna valutazione finora
- Drying Technology 2010 28 278-293Documento17 pagineDrying Technology 2010 28 278-293janyla92Nessuna valutazione finora
- Journal of Food Engineering: Jun Qiu, Koen Kloosterboer, Yang Guo, Remko M. Boom, Maarten A.I. Schutyser TDocumento8 pagineJournal of Food Engineering: Jun Qiu, Koen Kloosterboer, Yang Guo, Remko M. Boom, Maarten A.I. Schutyser TFERNANDO PATARROYONessuna valutazione finora
- 1 s2.0 S0924224410001263 Main PDFDocumento16 pagine1 s2.0 S0924224410001263 Main PDFkrunalgangawane85Nessuna valutazione finora
- Faneite & Angós (2023) - Experimental Determination of Dpe Moisture Content (Publicado)Documento11 pagineFaneite & Angós (2023) - Experimental Determination of Dpe Moisture Content (Publicado)boniek3Nessuna valutazione finora
- From Drying Kinetics, Solvate Structure, Particle Morphology, and Modeling To Optimal Drying ProtocolDocumento12 pagineFrom Drying Kinetics, Solvate Structure, Particle Morphology, and Modeling To Optimal Drying ProtocolHariNessuna valutazione finora
- Lokes War An 2013Documento10 pagineLokes War An 2013Serge KewouNessuna valutazione finora
- Characterization of Drying Behavior and Modeling of Industrial Drying ProcessDocumento9 pagineCharacterization of Drying Behavior and Modeling of Industrial Drying ProcessMilos VasicNessuna valutazione finora
- Archive of SIDDocumento13 pagineArchive of SIDJoseph SofayoNessuna valutazione finora
- Drying Technology: An International JournalDocumento13 pagineDrying Technology: An International JournalImen HammoudaNessuna valutazione finora
- A Simple Dynamic Model For Solid Transport in Rotary Dryers: Drying Technology May 2000Documento22 pagineA Simple Dynamic Model For Solid Transport in Rotary Dryers: Drying Technology May 2000elamaNessuna valutazione finora
- Drying Kinetic and Artificial Neural Network Modeling of Mushroom Drying Process in Microwave-Hot Air DryerDocumento10 pagineDrying Kinetic and Artificial Neural Network Modeling of Mushroom Drying Process in Microwave-Hot Air DryerMame Thierno SeneNessuna valutazione finora
- Development of A Methodology For The Evaluation of The Thermomechanical Behavior of The Triso FuelDocumento18 pagineDevelopment of A Methodology For The Evaluation of The Thermomechanical Behavior of The Triso Fuelfiver88Nessuna valutazione finora
- 1 s2.0 S0038092X20312779 MainDocumento20 pagine1 s2.0 S0038092X20312779 MainKhubyNessuna valutazione finora
- 1 s2.0 S0038092X20312779 MainDocumento14 pagine1 s2.0 S0038092X20312779 MainKhubyNessuna valutazione finora
- 2002 DRT RotaryDocumento19 pagine2002 DRT Rotarykleber rodriguezNessuna valutazione finora
- Analisis Las Transferencias de Calor y Masa Durante El Secado de Alimentos Por MicroondasDocumento11 pagineAnalisis Las Transferencias de Calor y Masa Durante El Secado de Alimentos Por MicroondasAngeliika AviilaNessuna valutazione finora
- Zhang 1991Documento14 pagineZhang 1991Hoàng NhậtNessuna valutazione finora
- Texto 04Documento17 pagineTexto 04Monica OliveiraNessuna valutazione finora
- Review SludgeDocumento16 pagineReview SludgeRrodriguezz22Nessuna valutazione finora
- Solar Dryer Augmenting - Natural - Convection - and - Conduction - BasedDocumento9 pagineSolar Dryer Augmenting - Natural - Convection - and - Conduction - Basedpravin mundeNessuna valutazione finora
- PRUKWARUN Et Al (2013) ArtigoDocumento12 paginePRUKWARUN Et Al (2013) ArtigoAndersonNessuna valutazione finora
- Case Studies in Thermal Engineering: SciencedirectDocumento8 pagineCase Studies in Thermal Engineering: SciencedirectTU NGO THIENNessuna valutazione finora
- 2023 3D NumericExperimRefracDrying Juarez TrujilloDocumento18 pagine2023 3D NumericExperimRefracDrying Juarez TrujilloDanilo CordeiroNessuna valutazione finora
- The Prediction of Drying Uniformity in Tray Dryer System Using CFD SimulationDocumento5 pagineThe Prediction of Drying Uniformity in Tray Dryer System Using CFD SimulationSiraj AL sharifNessuna valutazione finora
- Modeling and Simulation of Drying Characteristics On Exible Filamentous Particles in Rotary DryersDocumento10 pagineModeling and Simulation of Drying Characteristics On Exible Filamentous Particles in Rotary DryersMostafa FawzyNessuna valutazione finora
- One-Pot Synthesis and Modification of Silica Nanoparticles With 3-Chloropropyl-Trimethoxysilane Assisted by Microwave IrradiationDocumento6 pagineOne-Pot Synthesis and Modification of Silica Nanoparticles With 3-Chloropropyl-Trimethoxysilane Assisted by Microwave IrradiationZakaria TabiaNessuna valutazione finora
- Trib Uzi 2014Documento7 pagineTrib Uzi 2014Marcos Olivos TrujilloNessuna valutazione finora
- Measuring milk fouling and cleaning with electrical resistanceDocumento9 pagineMeasuring milk fouling and cleaning with electrical resistancekagaku09Nessuna valutazione finora
- Huang 2004Documento29 pagineHuang 2004niraj hiralal sorathiyaNessuna valutazione finora
- Drying Technology: An International Journal: Click For UpdatesDocumento12 pagineDrying Technology: An International Journal: Click For UpdatesAzriel maulanaNessuna valutazione finora
- Hardis 2013Documento9 pagineHardis 2013chopin.wlive.cnNessuna valutazione finora
- Drying Technology: An International JournalDocumento24 pagineDrying Technology: An International JournalKevin LieNessuna valutazione finora
- Vacío El Secado de Maderacon Calefacción RadianteDocumento11 pagineVacío El Secado de Maderacon Calefacción RadianteAracely Cruzado BlancoNessuna valutazione finora
- Heat Transfer EngineeringDocumento9 pagineHeat Transfer Engineeringhamzashafiq1Nessuna valutazione finora
- (Rapra Review Reports) Chaiear, Naesinee - Health and Safety in The Rubber Industry-iSmithers Rapra Publishing (2001-01-01) PDFDocumento140 pagine(Rapra Review Reports) Chaiear, Naesinee - Health and Safety in The Rubber Industry-iSmithers Rapra Publishing (2001-01-01) PDFAhmedNessuna valutazione finora
- Pretreatment of Biomass: Processes and TechnologiesDa EverandPretreatment of Biomass: Processes and TechnologiesValutazione: 5 su 5 stelle5/5 (1)
- Synthetic Membrane Process: Fundamentals and Water ApplicationsDa EverandSynthetic Membrane Process: Fundamentals and Water ApplicationsGeorges BelfortValutazione: 4 su 5 stelle4/5 (1)
- Studies On Drying Kinetics of Solids in A Rotary DryerDocumento6 pagineStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhNessuna valutazione finora
- 4244 12672 1 PB PDFDocumento15 pagine4244 12672 1 PB PDFVinh Do ThanhNessuna valutazione finora
- Proper Air-Fuel Ratios for Starting, Idling, Accelerating & MoreDocumento9 pagineProper Air-Fuel Ratios for Starting, Idling, Accelerating & MoreVinh Do ThanhNessuna valutazione finora
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDocumento12 pagineAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhNessuna valutazione finora
- Tinh Luong Nuoc Bay HoiDocumento22 pagineTinh Luong Nuoc Bay HoiVinh Do ThanhNessuna valutazione finora
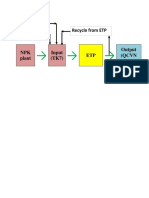
- Recycle From ETP Make Up H2O DAP, UreaDocumento1 paginaRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhNessuna valutazione finora
- Dryer CalculationsDocumento4 pagineDryer CalculationsVinh Do Thanh0% (1)
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocumento8 pagineModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhNessuna valutazione finora
- Effects of Drying Parameters On Heat Transfer During DryingDocumento13 pagineEffects of Drying Parameters On Heat Transfer During DryingVinh Do ThanhNessuna valutazione finora
- Aoac - Methods.1.1990. MoistureDocumento2 pagineAoac - Methods.1.1990. MoistureVinh Do ThanhNessuna valutazione finora
- Natural Evaporation RateDocumento16 pagineNatural Evaporation RateVinh Do ThanhNessuna valutazione finora
- The Heart of Operations - World Cement - 02-2015Documento4 pagineThe Heart of Operations - World Cement - 02-2015fetniNessuna valutazione finora
- NPK-15 8 15Documento5 pagineNPK-15 8 15Vinh Do ThanhNessuna valutazione finora
- Multi-Use Chair DesignDocumento7 pagineMulti-Use Chair DesignVinh Do ThanhNessuna valutazione finora
- PEP Report 267A: Ihs ChemicalDocumento8 paginePEP Report 267A: Ihs ChemicalVinh Do ThanhNessuna valutazione finora
- CRACKER A PC Based Simulator For Industr PDFDocumento6 pagineCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhNessuna valutazione finora
- Equivalent Grades of Cast IronsDocumento2 pagineEquivalent Grades of Cast IronsVinh Do ThanhNessuna valutazione finora
- 1 0ProjectManagementProceduresDocumento8 pagine1 0ProjectManagementProceduresRamiesRahmanNessuna valutazione finora
- 4244 12672 1 PB PDFDocumento15 pagine4244 12672 1 PB PDFVinh Do ThanhNessuna valutazione finora
- Metal Price IndexDocumento1 paginaMetal Price IndexVinh Do ThanhNessuna valutazione finora
- Mau Giay Uy Quyen Bang Tieng AnhDocumento3 pagineMau Giay Uy Quyen Bang Tieng AnhVinh Do ThanhNessuna valutazione finora
- Estimating Evaporation From Water SurfacesDocumento27 pagineEstimating Evaporation From Water SurfacesVinh Do ThanhNessuna valutazione finora
- DRS 279-2015 Organic Fertilizer - SpecificationDocumento17 pagineDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhNessuna valutazione finora
- How To Calculate Heat Load - 5 StepsDocumento1 paginaHow To Calculate Heat Load - 5 StepsVinh Do ThanhNessuna valutazione finora
- How To Calculate Heat Load - 5 StepsDocumento1 paginaHow To Calculate Heat Load - 5 StepsVinh Do ThanhNessuna valutazione finora
- Investigation of Sensible Heat Storage and Heat Insulation in The Exploitation of Concentrated Solar EnergyDocumento5 pagineInvestigation of Sensible Heat Storage and Heat Insulation in The Exploitation of Concentrated Solar EnergyradanpetricaNessuna valutazione finora
- Optimization of Wall Thickness For Minimum Heat LossesDocumento9 pagineOptimization of Wall Thickness For Minimum Heat LossesVinh Do ThanhNessuna valutazione finora
- 3 Matter & Materials BingoDocumento20 pagine3 Matter & Materials BingoSam JordanNessuna valutazione finora
- Problem 1 025Documento6 pagineProblem 1 025Oscar SanchezNessuna valutazione finora
- Geko Ansys CFD PDFDocumento38 pagineGeko Ansys CFD PDFJulio Andrés Casal RamosNessuna valutazione finora
- ACM) Air Cycle Machine)Documento15 pagineACM) Air Cycle Machine)AhmedNessuna valutazione finora
- Transfe Libro Incropera en Ingles-96Documento1 paginaTransfe Libro Incropera en Ingles-96DANY DANIEL RAMOS LLATASNessuna valutazione finora
- DEM in LS-DynaDocumento25 pagineDEM in LS-DynavovanpedenkoNessuna valutazione finora
- Hibbeler 10e CH04Documento69 pagineHibbeler 10e CH04Eugene ChandNessuna valutazione finora
- Ideal Gas Worksheet Explains Thermal EquilibriumDocumento6 pagineIdeal Gas Worksheet Explains Thermal EquilibriumMarina XuNessuna valutazione finora
- Class XI Determination of Melting and Boiling PointsDocumento4 pagineClass XI Determination of Melting and Boiling PointsPratyush KumarNessuna valutazione finora
- Foundation ENG notesDocumento113 pagineFoundation ENG notesDelina TedrosNessuna valutazione finora
- 6.4 Solutions Edited 2020Documento62 pagine6.4 Solutions Edited 2020Anisha Syazwana Binti RoslyNessuna valutazione finora
- Input Data For Test Cases Used in Triaxial Failure Theories PDFDocumento18 pagineInput Data For Test Cases Used in Triaxial Failure Theories PDFRohitMadkeNessuna valutazione finora
- Wind Load On Curtain Wall - AluminiumDocumento3 pagineWind Load On Curtain Wall - AluminiumvtalexNessuna valutazione finora
- Wind Design Loads On Solid Signs in Southern Iraq Based On Different Design Codes and CFD AnalysisDocumento19 pagineWind Design Loads On Solid Signs in Southern Iraq Based On Different Design Codes and CFD Analysisyoshdog@gmail.comNessuna valutazione finora
- Bolt DesignDocumento2 pagineBolt DesignSubhadip RoyNessuna valutazione finora
- The Concept of Hydroplaning of Commercial Vehicle On Wet RoadDocumento3 pagineThe Concept of Hydroplaning of Commercial Vehicle On Wet RoadPrakash ShaktiNessuna valutazione finora
- Autodesk educational product document with hydraulic calculationsDocumento1 paginaAutodesk educational product document with hydraulic calculationsGino StalinNessuna valutazione finora
- DissDocumento190 pagineDissThomas MeierNessuna valutazione finora
- Chapter 9: Agitation and Aeration Agitation: Che 514A: Biochemical EngineeringDocumento9 pagineChapter 9: Agitation and Aeration Agitation: Che 514A: Biochemical EngineeringEzekielNessuna valutazione finora
- Lindab Podium Grinzi RaciteDocumento21 pagineLindab Podium Grinzi RaciteCosmin PanaitNessuna valutazione finora
- 03 Air Conditioning and Ventilation - MEL522 SHF ADP BFDocumento19 pagine03 Air Conditioning and Ventilation - MEL522 SHF ADP BFShubham SinghNessuna valutazione finora
- Calculations 2Documento3 pagineCalculations 2LeoNessuna valutazione finora
- 2 - 2020-01 - Specification - Rev I - ENDocumento33 pagine2 - 2020-01 - Specification - Rev I - ENiyakushev1101Nessuna valutazione finora
- Midterm 3TDocumento10 pagineMidterm 3TThanh JessieNessuna valutazione finora
- Temperatyura A Umidade RelativaDocumento7 pagineTemperatyura A Umidade RelativaMaria Angélica Marques PedroNessuna valutazione finora