Potrebbero piacerti anche
- Cylinder Head 3sfeDocumento27 pagineCylinder Head 3sfePham Huy83% (18)
- Gun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsDa EverandGun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsNessuna valutazione finora
- Cr250 Engine Service ManualDocumento21 pagineCr250 Engine Service ManualGary Cline100% (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementDa EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNessuna valutazione finora
- Sachs Shock manual-HR PDFDocumento74 pagineSachs Shock manual-HR PDFmarceloNessuna valutazione finora
- Keep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareDa EverandKeep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareNessuna valutazione finora
- Group 9 Boom, Arm and Bucket CylinderDocumento17 pagineGroup 9 Boom, Arm and Bucket CylinderHậu MinhNessuna valutazione finora
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDa EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNessuna valutazione finora
- Group 7 RCV Lever: 1. Removal and InstallDocumento15 pagineGroup 7 RCV Lever: 1. Removal and InstallRafał DworakNessuna valutazione finora
- Sopras Sub Jupiter Diaphragm First Stage: Maintenance InstructionsDocumento13 pagineSopras Sub Jupiter Diaphragm First Stage: Maintenance InstructionscesarecontoNessuna valutazione finora
- Remo TBDocumento5 pagineRemo TBTyler MacNessuna valutazione finora
- ToyotaDocumento12 pagineToyotaZarate CruzNessuna valutazione finora
- 2001 Toyota Prius L4-1.5L (1NZ-FXE) Hybrid: Timing Chain: Service and RepairDocumento13 pagine2001 Toyota Prius L4-1.5L (1NZ-FXE) Hybrid: Timing Chain: Service and Repairfernando ortizNessuna valutazione finora
- Toyota MR2 Spyder L4-1.8L (1ZZ-FE) 2001: Timing Chain: Service and RepairDocumento18 pagineToyota MR2 Spyder L4-1.8L (1ZZ-FE) 2001: Timing Chain: Service and RepairROSA GIMENEZNessuna valutazione finora
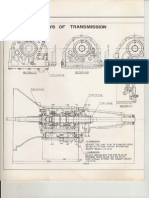
- Manual Cajas de CambiosDocumento38 pagineManual Cajas de CambiosMc GoraNessuna valutazione finora
- Toyota Celica GT L4 1.8L 1ZZ FEDocumento21 pagineToyota Celica GT L4 1.8L 1ZZ FEWolfgang WilliamsNessuna valutazione finora
- 1926 Hudson Essex Shop ManualDocumento266 pagine1926 Hudson Essex Shop ManualCollin LintonNessuna valutazione finora
- Group 9 Boom, Arm and Bucket CylinderDocumento17 pagineGroup 9 Boom, Arm and Bucket CylinderHậu MinhNessuna valutazione finora
- Motor M14 ControlDocumento6 pagineMotor M14 ControlROBERSON ROMERÒNessuna valutazione finora
- UntitledDocumento44 pagineUntitledEdwinferNessuna valutazione finora
- Toyota Tundra (2UZ FE) 2002Documento16 pagineToyota Tundra (2UZ FE) 2002Isaac Castillo100% (1)
- Suspension ZF RCU Manual Final AutosavedDocumento57 pagineSuspension ZF RCU Manual Final AutosavedTiago ZeferinoNessuna valutazione finora
- Cylinder Bloc DissasemblyDocumento8 pagineCylinder Bloc DissasemblyYannick de WalqueNessuna valutazione finora
- Cylinder Head Valve & Cylinder Piston MotoDocumento23 pagineCylinder Head Valve & Cylinder Piston MotoDeysi CardenasNessuna valutazione finora
- Guia Ajuste de ValvulasDocumento15 pagineGuia Ajuste de ValvulasfreddyinveNessuna valutazione finora
- Connecting Rod ReplacementDocumento11 pagineConnecting Rod Replacementfjafarvand100% (1)
- Toyota Truck RAV4 2WD L4-2.0L (1AZ-FE) 2002: Timing Chain: Service and RepairDocumento15 pagineToyota Truck RAV4 2WD L4-2.0L (1AZ-FE) 2002: Timing Chain: Service and RepairyosnielNessuna valutazione finora
- Hyundai 999Documento55 pagineHyundai 999Said GedeonNessuna valutazione finora
- Toyota Truck SequoiaDocumento16 pagineToyota Truck SequoiaD3NYNessuna valutazione finora
- 6 Cylinder Head - ValveDocumento14 pagine6 Cylinder Head - ValveSaraNessuna valutazione finora
- Group 5 Swing Device (Type 2, 3) : 1. Removal and Install of MotorDocumento30 pagineGroup 5 Swing Device (Type 2, 3) : 1. Removal and Install of MotorPhú Đinh QuốcNessuna valutazione finora
- Culata Motor 3406Documento3 pagineCulata Motor 3406Julio GuillenNessuna valutazione finora
- G Group 5 Swing Device: 1. Removal and Install of MotorDocumento21 pagineG Group 5 Swing Device: 1. Removal and Install of MotorrodineiNessuna valutazione finora
- Group 5 Swing Device ( #0408) : 1. Removal and Install of MotorDocumento48 pagineGroup 5 Swing Device ( #0408) : 1. Removal and Install of Motordeniden2013Nessuna valutazione finora
- Ledeen GS, SY, VA Series Installation ManualDocumento27 pagineLedeen GS, SY, VA Series Installation ManualJors SanzNessuna valutazione finora
- SM - Volvo Ec210b LC Ec210blc ExcavatorDocumento18 pagineSM - Volvo Ec210b LC Ec210blc ExcavatorNikitko Dmitry33% (3)
- Includes: Remove Carbon and Make All Necessary AdjustmentsDocumento9 pagineIncludes: Remove Carbon and Make All Necessary AdjustmentsEthan ChaffuNessuna valutazione finora
- A86&A88-chapter 9 (PRIMARY AND SECONDARY SHEAVES - CLUTCH)Documento20 pagineA86&A88-chapter 9 (PRIMARY AND SECONDARY SHEAVES - CLUTCH)Stojanov MarjanNessuna valutazione finora
- Soosan Servicemanual SB GBDocumento10 pagineSoosan Servicemanual SB GBvanNessuna valutazione finora
- Mecanica MotoareDocumento45 pagineMecanica MotoareAutogrederNessuna valutazione finora
- M78 6 Speed 3Documento16 pagineM78 6 Speed 3Carlos André BodybuilderNessuna valutazione finora
- Group 4 Main Control Valve: 1. Removal and InstallDocumento14 pagineGroup 4 Main Control Valve: 1. Removal and InstallDavidNessuna valutazione finora
- Boom Drift Reduction ValveDocumento9 pagineBoom Drift Reduction Valvechanlin100% (1)
- Unidad Rotacion Serie l30Documento22 pagineUnidad Rotacion Serie l30Raphael Ruiz RamosNessuna valutazione finora
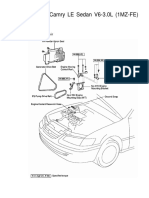
- Toyota Camry LE Sedan V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairDocumento14 pagineToyota Camry LE Sedan V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairEutério SilvaNessuna valutazione finora
- 520 TransmissionDocumento26 pagine520 TransmissionrabitosanNessuna valutazione finora
- Rci 400 Series Installation & Maintenance InstructionsDocumento2 pagineRci 400 Series Installation & Maintenance InstructionsSandro MartinezNessuna valutazione finora
- Group 5 Swing Device: 1. Removal and Install of MotorDocumento25 pagineGroup 5 Swing Device: 1. Removal and Install of MotorNidya Wardah JuhanaNessuna valutazione finora
- Acura 2.5TL 3.2TL 1995 - 1998 Service Manual - Part6Documento200 pagineAcura 2.5TL 3.2TL 1995 - 1998 Service Manual - Part6CandieApple100% (1)
- Disassembling: 1. Fix SUPPLY PumpDocumento10 pagineDisassembling: 1. Fix SUPPLY PumpSatria Fajri100% (1)
- Telescoping Cylinder - Remove and Install: S/N - 3RN4015-UP S/N - 3PN2027-UP S/N - 5WM6021-UPDocumento14 pagineTelescoping Cylinder - Remove and Install: S/N - 3RN4015-UP S/N - 3PN2027-UP S/N - 5WM6021-UPdaryanto widodoNessuna valutazione finora
- Dismantling and Assembling Output ShaftDocumento10 pagineDismantling and Assembling Output ShaftBalogh SzabolcsNessuna valutazione finora
- KA150Documento115 pagineKA150Juan Carlos YncheNessuna valutazione finora
- UntitledDocumento116 pagineUntitledheiner duran100% (1)
- Volvo Penta Md5A Diesel Marine Engine Workshop Manual (REPARACION de MOTORES)Documento38 pagineVolvo Penta Md5A Diesel Marine Engine Workshop Manual (REPARACION de MOTORES)todogif100% (1)
- Toyota Avalon XL V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairDocumento15 pagineToyota Avalon XL V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairFrancisco Guillen-DorantesNessuna valutazione finora
- A86&A88-chapter 7 (CYLINDER HEAD VALVES)Documento28 pagineA86&A88-chapter 7 (CYLINDER HEAD VALVES)Stojanov MarjanNessuna valutazione finora
- Farris Valve ManualDocumento11 pagineFarris Valve ManualsumsolcaggNessuna valutazione finora
- 2013-2014 Ssangyong Rexton Y291 Owners ManualDocumento1.008 pagine2013-2014 Ssangyong Rexton Y291 Owners ManualJan Svein HammerNessuna valutazione finora
- Greenfield OwnersManual FastCutTractorDocumento31 pagineGreenfield OwnersManual FastCutTractorjim STAM100% (1)
- 5.3 Defensive Driving Course - VirtusDocumento5 pagine5.3 Defensive Driving Course - VirtusDzikra Ansharul UmamNessuna valutazione finora
- Recaro 25-22-87Documento261 pagineRecaro 25-22-87victorNessuna valutazione finora
- 07K PDFDocumento1 pagina07K PDFженя евчинNessuna valutazione finora
- Varroc Brand October 2023 New ShipmentDocumento8 pagineVarroc Brand October 2023 New Shipmentrossi herathNessuna valutazione finora
- Advanced Auto Repair 0065766Documento1 paginaAdvanced Auto Repair 0065766MikeNessuna valutazione finora
- R Ty Hiac 1Documento4 pagineR Ty Hiac 1gaelNessuna valutazione finora
- Daewoo MATIZ Service Manual: ForewordDocumento5 pagineDaewoo MATIZ Service Manual: Forewordroddyjmc_180233534Nessuna valutazione finora
- Ansg286 07 526C R3 PDFDocumento34 pagineAnsg286 07 526C R3 PDFLester JoseNessuna valutazione finora
- SPC - Frick XJF Xjs 95 To 151 PDFDocumento4 pagineSPC - Frick XJF Xjs 95 To 151 PDFmiguel callata100% (1)
- Valtek Spring Cylinder Rotary Actuators: General InformationDocumento8 pagineValtek Spring Cylinder Rotary Actuators: General InformationJUAN ANTONIO HERNANDEZ SOSANessuna valutazione finora
- Dewa-Pm-Form-325. Daily Maintenance Checksheet Light TruckDocumento2 pagineDewa-Pm-Form-325. Daily Maintenance Checksheet Light TruckEdy Gunawan SiagianNessuna valutazione finora
- Maica Joules S. Montehermoso BSA-21ADocumento4 pagineMaica Joules S. Montehermoso BSA-21AMaica Joules MontehermosoNessuna valutazione finora
- Process Pump Technical OfferDocumento53 pagineProcess Pump Technical OfferHisham ElsayedNessuna valutazione finora
- 2013 Honda Fit Online Reference Owner's ManualDocumento13 pagine2013 Honda Fit Online Reference Owner's ManualZNessuna valutazione finora
- HAMMERDocumento313 pagineHAMMERСергей ТищенкоNessuna valutazione finora
- Vlvna SB 284 069 01Documento6 pagineVlvna SB 284 069 01Jonah RagleNessuna valutazione finora
- 2.11 Maintenance, Operation and Installation ManualDocumento64 pagine2.11 Maintenance, Operation and Installation ManualThairanil AbduljaleelNessuna valutazione finora
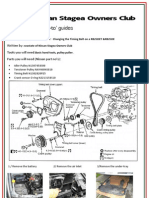
- How To Guide - Changing The Timing Belt On A RB25DETDocumento10 pagineHow To Guide - Changing The Timing Belt On A RB25DETseastate100% (3)
- Engineering Vol 69 1900-02-09Documento35 pagineEngineering Vol 69 1900-02-09ian_newNessuna valutazione finora
- Flex Feed 74 HT: Semiautomatic Wire FeederDocumento4 pagineFlex Feed 74 HT: Semiautomatic Wire FeederAugusto BlancoNessuna valutazione finora
- TM 5-4940-246-24P-1 Electronic Shop, Semitrailer Mounted An/asm-189a (NSN 4940-00-234-6114)Documento132 pagineTM 5-4940-246-24P-1 Electronic Shop, Semitrailer Mounted An/asm-189a (NSN 4940-00-234-6114)AdvocateNessuna valutazione finora
- Remote Start Owners GuideDocumento11 pagineRemote Start Owners GuideBogdan TemNessuna valutazione finora
- DM Advantage Conversion Super Kits Part Nos. 995568 (Standard) and 995575 (Long-Bearing Spacer Applications), Includes 61 MM Bearing and Spacer KitsDocumento2 pagineDM Advantage Conversion Super Kits Part Nos. 995568 (Standard) and 995575 (Long-Bearing Spacer Applications), Includes 61 MM Bearing and Spacer Kitseloyabner0% (1)
- 2 PumpsDocumento105 pagine2 PumpsehabwardaNessuna valutazione finora
- Installation Instructions: Harley-Davidson Softail Big Shots Staggered PART# 17941 / 47941Documento6 pagineInstallation Instructions: Harley-Davidson Softail Big Shots Staggered PART# 17941 / 47941David Noriega de SotoNessuna valutazione finora
- Fowler BedDocumento12 pagineFowler BedChristina WNessuna valutazione finora
- BS 2Documento4 pagineBS 2Allenson KalistaNessuna valutazione finora
- Review Topic 9Documento36 pagineReview Topic 9Ekoms GamingNessuna valutazione finora