Potrebbero piacerti anche
- STELEX - ZR - FosecoDocumento4 pagineSTELEX - ZR - FosecotabibkarimNessuna valutazione finora
- STELEX PrO (E) FinalDocumento4 pagineSTELEX PrO (E) FinalGhita-Mehedintu GheorgheNessuna valutazione finora
- Series 56 57 DelVal Bonded Seat Buttrerfly ValvesDocumento4 pagineSeries 56 57 DelVal Bonded Seat Buttrerfly ValvesProcess Controls & ServicesNessuna valutazione finora
- Excess Flow Valves For Flange Mounting in Container Service A3500 Series and A4500 SeriesDocumento1 paginaExcess Flow Valves For Flange Mounting in Container Service A3500 Series and A4500 SeriesLPG Equipment Consulting and ServicesNessuna valutazione finora
- Series 40 41 DelVal PTFE Butterfly ValvesDocumento4 pagineSeries 40 41 DelVal PTFE Butterfly ValvesProcess Controls & ServicesNessuna valutazione finora
- Flush Bottom ValvesDocumento3 pagineFlush Bottom ValvesErkan TakNessuna valutazione finora
- 1100.004.01 B31.3 STOPPLE FitDocumento6 pagine1100.004.01 B31.3 STOPPLE FitRaymundo Maldonado AlvarezNessuna valutazione finora
- Boquillas para Torre de EnfriamientoDocumento3 pagineBoquillas para Torre de EnfriamientoAnonymous Lb4hrlAf7VNessuna valutazione finora
- Tanque FlexliteDocumento2 pagineTanque Flexlitemalcivar67Nessuna valutazione finora
- Fittings Stopple: ASME B31.4Documento2 pagineFittings Stopple: ASME B31.4Anonymous 7xbdR5100% (1)
- Restraint: FJ Restraint Flexible Expansion JointDocumento3 pagineRestraint: FJ Restraint Flexible Expansion JointAl JameelNessuna valutazione finora
- Sound Attenuator: Featured Standard ConstructionDocumento2 pagineSound Attenuator: Featured Standard ConstructionAli MustafaNessuna valutazione finora
- STELEXDocumento1 paginaSTELEXbrazilfoundry1986Nessuna valutazione finora
- 2011 L7 Multilingual Rev BDocumento11 pagine2011 L7 Multilingual Rev BLuis Castro AmundarainNessuna valutazione finora
- ADC3010 AF 560 Series 150mm FlowmeterDocumento2 pagineADC3010 AF 560 Series 150mm Flowmetercarlos rinconNessuna valutazione finora
- INSTRUCCIONES LAMIDISC English 1001-I (Reva)Documento4 pagineINSTRUCCIONES LAMIDISC English 1001-I (Reva)tm5u2rNessuna valutazione finora
- SEK SEL 52 37 DatasheetDocumento16 pagineSEK SEL 52 37 DatasheetGabriel CarvalhoNessuna valutazione finora
- Pe-Dg-412-608-C006 Rev.-2 BCDocumento9 paginePe-Dg-412-608-C006 Rev.-2 BCKaruppasamy AnanthanNessuna valutazione finora
- Technical Description:: Aus SK 2000, S. 134Documento8 pagineTechnical Description:: Aus SK 2000, S. 134saat plcNessuna valutazione finora
- VSL Data Sheets Bonded SlabDocumento5 pagineVSL Data Sheets Bonded SlabHugo LeãoNessuna valutazione finora
- VSL Data Sheets Bonded SlabDocumento5 pagineVSL Data Sheets Bonded SlabKamal AlkurdiNessuna valutazione finora
- Delta-PT EN PDFDocumento8 pagineDelta-PT EN PDFvinidesoNessuna valutazione finora
- Design Philosophy, Tension Member Design L2V1Documento37 pagineDesign Philosophy, Tension Member Design L2V1November RainNessuna valutazione finora
- TVL-SMAW 12 - Week 5 - Lesson 2 - Acceptable Criteria For Completed WeldsDocumento10 pagineTVL-SMAW 12 - Week 5 - Lesson 2 - Acceptable Criteria For Completed WeldsNelPalalonNessuna valutazione finora
- DJ-Diaphragm SealDocumento3 pagineDJ-Diaphragm SealPrihartono Danan WingusNessuna valutazione finora
- Elastromatric Bearing PadDocumento7 pagineElastromatric Bearing PadIlancheral NedumaranNessuna valutazione finora
- TLF-AA Submittal 09-18-17 PDFDocumento2 pagineTLF-AA Submittal 09-18-17 PDFameerNessuna valutazione finora
- Keox VS3 7 EnglishDocumento6 pagineKeox VS3 7 Englishnuri.scribdNessuna valutazione finora
- Gasket Calculator 6.0 - 2Documento20 pagineGasket Calculator 6.0 - 2HUGO ALBERTO BARROS URZOLANessuna valutazione finora
- TEX 10 Pneumatic Pick Hammer: Long Stroke. Hard Hitting. Low WeightDocumento4 pagineTEX 10 Pneumatic Pick Hammer: Long Stroke. Hard Hitting. Low Weightalexander_1985Nessuna valutazione finora
- ZIMM Miniature 01 UK (Aug-10) PDFDocumento12 pagineZIMM Miniature 01 UK (Aug-10) PDFhepcomotionNessuna valutazione finora
- Unistrut 1 1-4'' A1000Documento1 paginaUnistrut 1 1-4'' A1000MikeNessuna valutazione finora
- 0 25/10/2022 A.N Y.S K.B 25/10/2022 Issued For ConstructionDocumento1 pagina0 25/10/2022 A.N Y.S K.B 25/10/2022 Issued For ConstructionABDERRAZZAKNessuna valutazione finora
- Solo-Baricsubwoofer: S15L7, S12L7, S10L7, S8L7Documento4 pagineSolo-Baricsubwoofer: S15L7, S12L7, S10L7, S8L7Suresh SundarNessuna valutazione finora
- Gewindebolzen m16 English Stand 130308Documento1 paginaGewindebolzen m16 English Stand 130308Jiangchang QiaoNessuna valutazione finora
- Tenaris ConnDocumento12 pagineTenaris ConnDanielNessuna valutazione finora
- Spray Nozzle SelectionsDocumento2 pagineSpray Nozzle SelectionsIskandar HasibuanNessuna valutazione finora
- Orifice Plate Assy BrochureDocumento74 pagineOrifice Plate Assy BrochureDécio CostaNessuna valutazione finora
- Resources Mechanical Flowserve Pusher P50Documento2 pagineResources Mechanical Flowserve Pusher P50Suresh Kumar MittapalliNessuna valutazione finora
- Gyproc Specification - 1st OptionDocumento11 pagineGyproc Specification - 1st Optionabdalla gamalNessuna valutazione finora
- Split Coupled Vertical In-Line Pumps: File No.: Date: Supersedes: 43.10in DateDocumento6 pagineSplit Coupled Vertical In-Line Pumps: File No.: Date: Supersedes: 43.10in DateSatawat phothinNessuna valutazione finora
- 2d - RS Rotary Air Blower PDFDocumento6 pagine2d - RS Rotary Air Blower PDFHoàn Đức VinhNessuna valutazione finora
- Group 2 Major Component: 1. Main PumpDocumento11 pagineGroup 2 Major Component: 1. Main PumpHậu MinhNessuna valutazione finora
- Structural Connection - Assembly-GuideDocumento32 pagineStructural Connection - Assembly-GuidehkkinNessuna valutazione finora
- GE Profile Arctica Fridge Quick SpecsDocumento5 pagineGE Profile Arctica Fridge Quick SpecsMartin McTaggartNessuna valutazione finora
- Gasket Calculator 6.0Documento20 pagineGasket Calculator 6.0qcselvaNessuna valutazione finora
- OMEGA AIR-Clean Air For Hospitals - SF Filter SF006 and 0310-VSFDocumento1 paginaOMEGA AIR-Clean Air For Hospitals - SF Filter SF006 and 0310-VSFabsahkahNessuna valutazione finora
- 423-U SlotMill SeriesDocumento28 pagine423-U SlotMill Seriespapa bianNessuna valutazione finora
- Avoiding The Solder VoidDocumento7 pagineAvoiding The Solder VoidReza AnvariNessuna valutazione finora
- Detector de Flujo - Potter RoemerDocumento2 pagineDetector de Flujo - Potter RoemerluisNessuna valutazione finora
- Test Drain: Model 1000Documento2 pagineTest Drain: Model 1000Aneesh ConstantineNessuna valutazione finora
- Endura Tek Cartridge FilterDocumento2 pagineEndura Tek Cartridge Filterdavid izrahias dzib balamNessuna valutazione finora
- Kessler ReachstackerDocumento116 pagineKessler ReachstackerHolly DrinovzNessuna valutazione finora
- Brace: Technical Specification Sub-Floor BracingDocumento2 pagineBrace: Technical Specification Sub-Floor BracingMinh HoNessuna valutazione finora
- Gasket Calculator 6.0Documento20 pagineGasket Calculator 6.0antonio lopezNessuna valutazione finora
- ESP Replacement Parts: Wet & Dry: Air Pollution Control Systems: Parts and Service GuideDocumento22 pagineESP Replacement Parts: Wet & Dry: Air Pollution Control Systems: Parts and Service GuideAmogh AbhyankarNessuna valutazione finora
- B737MAX Fan Cowl: B737 Parts by Machining TechnologyDocumento19 pagineB737MAX Fan Cowl: B737 Parts by Machining TechnologyJesus Hedz100% (1)
- Lecture 1 2Documento21 pagineLecture 1 2Azeezan AlessaNessuna valutazione finora
- Geotextiles and Geomembranes HandbookDa EverandGeotextiles and Geomembranes HandbookT.S. IngoldValutazione: 5 su 5 stelle5/5 (1)
- Gating RiseringDocumento53 pagineGating RiseringSiddharth GuptaNessuna valutazione finora
- Mecanisme 2012 PetrescuDocumento305 pagineMecanisme 2012 PetrescuCrisanViorel100% (1)
- Autodesk Installation Support: Questions and AnswersDocumento2 pagineAutodesk Installation Support: Questions and AnswersnguyentienthemNessuna valutazione finora
- ADMS 2009 ImplementationGuideDocumento113 pagineADMS 2009 ImplementationGuideGhita-Mehedintu GheorgheNessuna valutazione finora
- ESHANOL & FUROTEC (E) FinalDocumento4 pagineESHANOL & FUROTEC (E) FinalGhita-Mehedintu GheorgheNessuna valutazione finora
- SAMReport-Lite User's GuideDocumento38 pagineSAMReport-Lite User's GuideEtrusco de EtruriaNessuna valutazione finora
- European Ferrous Data: CastiDocumento164 pagineEuropean Ferrous Data: CastiGhita-Mehedintu Gheorghe100% (1)
- Speiser e FinalDocumento12 pagineSpeiser e Finalvicky4gandhiNessuna valutazione finora
- Coatings (E) FinalDocumento8 pagineCoatings (E) FinalGhita-Mehedintu GheorgheNessuna valutazione finora
- Feedex K: High Performance Exothermic Spot Feeding TechnologyDocumento2 pagineFeedex K: High Performance Exothermic Spot Feeding TechnologyGhita-Mehedintu GheorgheNessuna valutazione finora
- Solid Works Tutorial 2003Documento80 pagineSolid Works Tutorial 2003Lidio_Marcelo_8414Nessuna valutazione finora
- Batley Foundry - Ductile IronsDocumento1 paginaBatley Foundry - Ductile IronsGhita-Mehedintu GheorgheNessuna valutazione finora
- Equivalent SpecificationsDocumento4 pagineEquivalent SpecificationscvssbvNessuna valutazione finora
- Welcome To LondonDocumento21 pagineWelcome To LondonNemezis1987Nessuna valutazione finora
- GGG40 50 60Documento10 pagineGGG40 50 60fklicekNessuna valutazione finora
- Mechanical Property Comparisons: Material Property Ductile Iron Gray Iron 65-45-12 80-55-06 100-70-03 G2 G1Documento1 paginaMechanical Property Comparisons: Material Property Ductile Iron Gray Iron 65-45-12 80-55-06 100-70-03 G2 G1Ghita-Mehedintu GheorgheNessuna valutazione finora
- Mechanical Property Comparisons: Material Property Ductile Iron Gray Iron 65-45-12 80-55-06 100-70-03 G2 G1Documento1 paginaMechanical Property Comparisons: Material Property Ductile Iron Gray Iron 65-45-12 80-55-06 100-70-03 G2 G1Ghita-Mehedintu GheorgheNessuna valutazione finora
- Hole Drilling Residual Stress Measurments at 75Documento9 pagineHole Drilling Residual Stress Measurments at 75Ghita-Mehedintu GheorgheNessuna valutazione finora
- SG Iron and Cast Iron Material SpecificationsDocumento9 pagineSG Iron and Cast Iron Material Specificationsvtsusr fvNessuna valutazione finora
- Equivalent Standards of Material For Ductile Iron CastingsDocumento2 pagineEquivalent Standards of Material For Ductile Iron CastingsGhita-Mehedintu GheorgheNessuna valutazione finora
- Welding Cast IronDocumento10 pagineWelding Cast IronRoberto CordovaNessuna valutazione finora
- ENG - Samsung SecretZone User's Manual Ver 2.0Documento67 pagineENG - Samsung SecretZone User's Manual Ver 2.0oreste2008Nessuna valutazione finora
- A 108 - 03 - Qtewoa - PDFDocumento7 pagineA 108 - 03 - Qtewoa - PDFHanifiantoNessuna valutazione finora
- A 6Documento64 pagineA 6Dastaggir KarimiNessuna valutazione finora
- Solid Works Tutorial 2003Documento80 pagineSolid Works Tutorial 2003Lidio_Marcelo_8414Nessuna valutazione finora
- Gating RiseringDocumento53 pagineGating RiseringSiddharth GuptaNessuna valutazione finora
- Cummins QSK 23 Fuel Shutoff ValveDocumento8 pagineCummins QSK 23 Fuel Shutoff ValvePedro Schembri100% (1)
- Project Report: Nit KurukshetraDocumento18 pagineProject Report: Nit Kurukshetrajatin virmaniNessuna valutazione finora
- Altronic Agv5 Operating Manual Gas Fuel Valve Form Agv5 Om 8-03Documento12 pagineAltronic Agv5 Operating Manual Gas Fuel Valve Form Agv5 Om 8-03SMcNessuna valutazione finora
- Ajax PresentationDocumento34 pagineAjax PresentationJesus lopezNessuna valutazione finora
- 456895431585387343213$5 1refnoapplied MechanicsDocumento1 pagina456895431585387343213$5 1refnoapplied MechanicsKumar SaurabhNessuna valutazione finora
- Globalpmc - Doc - Rev 4Documento51 pagineGlobalpmc - Doc - Rev 4Salman HussainNessuna valutazione finora
- Elystar TSDI Service Manual-SHDocumento24 pagineElystar TSDI Service Manual-SHScott Polotto100% (1)
- Is.2951.2.1965 Head Loss in Flow Through PipesDocumento19 pagineIs.2951.2.1965 Head Loss in Flow Through PipeskdpgrahiNessuna valutazione finora
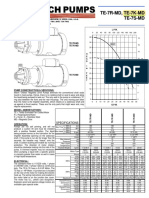
- Manual March Te-7k-MdDocumento2 pagineManual March Te-7k-MdjoseNessuna valutazione finora
- 63b - Improving The Geometric Accuracy & Dimensional Tolerances of Printed Part in Cold Metal Transfer Robotic Welding SystemDocumento12 pagine63b - Improving The Geometric Accuracy & Dimensional Tolerances of Printed Part in Cold Metal Transfer Robotic Welding SystemAvyansh KatiyarNessuna valutazione finora
- Anti-Seismic Gas Installation Systems For Households: ContactDocumento2 pagineAnti-Seismic Gas Installation Systems For Households: ContactCak NhassNessuna valutazione finora
- Solved ProblemDocumento35 pagineSolved ProblemTroy BaongNessuna valutazione finora
- Wafflemat Design WhitepaperDocumento13 pagineWafflemat Design WhitepaperantiacidoNessuna valutazione finora
- Aeroshell Fluid 12: Main Applications Specifications, Approvals & RecommendationsDocumento2 pagineAeroshell Fluid 12: Main Applications Specifications, Approvals & RecommendationsThái NgọcNessuna valutazione finora
- Power Plant and Calculations - Boiler Calculations For Boiler Operation Engineer Exam (BOE)Documento12 paginePower Plant and Calculations - Boiler Calculations For Boiler Operation Engineer Exam (BOE)RajeshNessuna valutazione finora
- Operating Operating Operating Operating Manual Manual Manual ManualDocumento32 pagineOperating Operating Operating Operating Manual Manual Manual ManualKurniadi WibowoNessuna valutazione finora
- Fluidic Muscle1Documento39 pagineFluidic Muscle1alexanderfortis8628Nessuna valutazione finora
- Guidelines For Vehicle Fitness TestingDocumento50 pagineGuidelines For Vehicle Fitness TestingGaurav GuptaNessuna valutazione finora
- Me401A Lab Report: Experiment Number: 5 Group Number: B2Documento9 pagineMe401A Lab Report: Experiment Number: 5 Group Number: B2Rishu KatiyarNessuna valutazione finora
- Filter PartnumberDocumento1.019 pagineFilter PartnumberjaijeyenderNessuna valutazione finora
- Cdo CalcDocumento3 pagineCdo CalcJeric FarinNessuna valutazione finora
- Numerical Study of A Self Priming Regenerative Pump For Improved Performance Using Geometric ModificationsDocumento6 pagineNumerical Study of A Self Priming Regenerative Pump For Improved Performance Using Geometric ModificationssachinparamaneNessuna valutazione finora
- HWG PDFDocumento8 pagineHWG PDFsumit11235Nessuna valutazione finora
- Lecture 1 Ultimate Bearing CapacityDocumento22 pagineLecture 1 Ultimate Bearing CapacityErica Jane TatelNessuna valutazione finora
- Proforma Invoice: Bill ToDocumento2 pagineProforma Invoice: Bill ToExpert Trading & Ttechnical ServicesNessuna valutazione finora
- Duct Design For "Super" SupermarketDocumento47 pagineDuct Design For "Super" Supermarketkevin_thian_1100% (4)
- MEZCLADORA CONTINUA Ingles PDFDocumento2 pagineMEZCLADORA CONTINUA Ingles PDFDouglas TondelloNessuna valutazione finora
- Design Example 4 Reinforced Concrete Parking Garage: 2012 IBC SEAOC Structural/Seismic Design Manual, Vol. 3Documento21 pagineDesign Example 4 Reinforced Concrete Parking Garage: 2012 IBC SEAOC Structural/Seismic Design Manual, Vol. 3Mofasa ENessuna valutazione finora
- EX-7 Overhauling of Boiler BurnerDocumento2 pagineEX-7 Overhauling of Boiler BurnerAayush Agrawal100% (1)