Potrebbero piacerti anche
- Presentación Iperc PDFDocumento50 paginePresentación Iperc PDFAnonymous z1faZNUNNessuna valutazione finora
- SHILL-PTS-016 SandblastingDocumento56 pagineSHILL-PTS-016 Sandblastingmaria requenaNessuna valutazione finora
- Procedimiento para Aplicacion de Recubrimientos Anticorrosivos CambiosDocumento20 pagineProcedimiento para Aplicacion de Recubrimientos Anticorrosivos CambiosBORREGA_ITZELNessuna valutazione finora
- Formato 5 S ActualizadoDocumento14 pagineFormato 5 S ActualizadoJorge Gomez Poveda100% (1)
- Como Evitar La Corrosion en Ambientes HumedosDocumento8 pagineComo Evitar La Corrosion en Ambientes HumedosniezchenNessuna valutazione finora
- Aplicacion de Pintura IndustrialDocumento7 pagineAplicacion de Pintura IndustrialDaniel Abraham Fontalvo Varon100% (1)
- Manual Gestion Ambiental PDFDocumento72 pagineManual Gestion Ambiental PDFGiovanny Andres Huertas VargasNessuna valutazione finora
- Curso Procesos de Produccion de PepDocumento24 pagineCurso Procesos de Produccion de PepAgustin de la CruzNessuna valutazione finora
- CorrosiónDocumento76 pagineCorrosiónGrace MartinezNessuna valutazione finora
- Especificacion de Pintura GenericaDocumento8 pagineEspecificacion de Pintura GenericaGustavo CabreraNessuna valutazione finora
- U 2 Análisis de Causa RaízDocumento47 pagineU 2 Análisis de Causa RaízCesar QuintanaNessuna valutazione finora
- MSDS Macropoxy 851 Parte ADocumento13 pagineMSDS Macropoxy 851 Parte AGerardo AguirreNessuna valutazione finora
- Transacryl Finish 3.53Documento2 pagineTransacryl Finish 3.53Renato GodinezNessuna valutazione finora
- NTC 6039 - SAC Tintas para ImpresiónDocumento22 pagineNTC 6039 - SAC Tintas para ImpresiónYuly Viviana Gonzalez Barrientos100% (1)
- Medidor de Espesor de PinturaDocumento20 pagineMedidor de Espesor de PinturaCesar RomeroNessuna valutazione finora
- Zinc Metálico en VirutasDocumento6 pagineZinc Metálico en VirutasGustavo MesaNessuna valutazione finora
- Procedimiento de Productos QuimicosDocumento14 pagineProcedimiento de Productos Quimicosvictr hugo machaca100% (1)
- Sherwin William Galvanizado FrioDocumento12 pagineSherwin William Galvanizado FrioJesus Barrios CaceresNessuna valutazione finora
- Requisitos Comunes Estándar SOLDADURADocumento40 pagineRequisitos Comunes Estándar SOLDADURAMauricio Leonardo SandovalNessuna valutazione finora
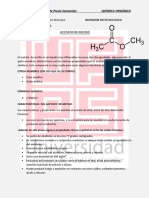
- Acetato de MetiloDocumento3 pagineAcetato de MetiloBrigadel Gum100% (1)
- Sigmashield 1200 EspDocumento5 pagineSigmashield 1200 EspCarlos RuizNessuna valutazione finora
- Procedimiento Información DocumentadaDocumento12 pagineProcedimiento Información Documentadagerson montañez latorreNessuna valutazione finora
- Gel Decapante Indurinox d3Documento1 paginaGel Decapante Indurinox d3Marlon Alejandro Arboleda Tapia100% (1)
- TIASA Procedimiento de Recubrimiento Anticorrosivo en Tuberías Rev. 0 1Documento56 pagineTIASA Procedimiento de Recubrimiento Anticorrosivo en Tuberías Rev. 0 1Dagoberto AguilarNessuna valutazione finora
- Barniz InefugoDocumento2 pagineBarniz InefugoG GonzalezNessuna valutazione finora
- NCH 19 Of79Documento8 pagineNCH 19 Of79Rodrigo Andres González LlabresNessuna valutazione finora
- GranalladoDocumento32 pagineGranalladojose.figueroa@foseco.comNessuna valutazione finora
- Inspección CSST - ModeloDocumento8 pagineInspección CSST - ModeloCesar Minga AlzamoraNessuna valutazione finora
- Manejo de ResiduosDocumento11 pagineManejo de ResiduosDANILISA MERCADO NOBLENessuna valutazione finora
- Sand BlastDocumento5 pagineSand BlastGabriel Reyes OrtizNessuna valutazione finora
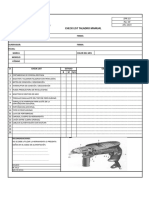
- Check List Taladro ManualDocumento23 pagineCheck List Taladro ManualBuena SaludNessuna valutazione finora
- Hoja de Seguridad FabulosoDocumento8 pagineHoja de Seguridad FabulosoIvonne SilvaNessuna valutazione finora
- Manual de Medio Ambiente IplaDocumento23 pagineManual de Medio Ambiente Iplamartin gervacio100% (1)
- Io-08 Sandblast & Pintura (Durr)Documento5 pagineIo-08 Sandblast & Pintura (Durr)Majo BárcenasNessuna valutazione finora
- Ficha Fix All High Tack PDFDocumento2 pagineFicha Fix All High Tack PDFyuliana robledoNessuna valutazione finora
- Elaboracion de Vinos - InsumosDocumento40 pagineElaboracion de Vinos - InsumosFernando González BrestNessuna valutazione finora
- Matriz Aspectos AmbientalesDocumento40 pagineMatriz Aspectos AmbientalesCesarRamirezCNessuna valutazione finora
- Examen EXTINTORESDocumento2 pagineExamen EXTINTORESOscar FernandoNessuna valutazione finora
- Catalogo General Clemco 2012Documento103 pagineCatalogo General Clemco 2012pepgote100% (1)
- Manual Maquina de PintarDocumento27 pagineManual Maquina de PintargermanNessuna valutazione finora
- Manejo Seguro de Quimicos de Limpieza y SanitizacionDocumento19 pagineManejo Seguro de Quimicos de Limpieza y SanitizacionDimitri Díaz VidalNessuna valutazione finora
- Pintura en PolvoDocumento7 paginePintura en Polvozasp100% (1)
- IT-SIG 01 Instructivo para Trabajos Con Ultra Alta Presión de Agua - WATERJETTINGDocumento3 pagineIT-SIG 01 Instructivo para Trabajos Con Ultra Alta Presión de Agua - WATERJETTINGAlberto VillalobosNessuna valutazione finora
- Curso de Capacitacion de Productos Quimicos PDFDocumento15 pagineCurso de Capacitacion de Productos Quimicos PDFAlejandro GarciaNessuna valutazione finora
- Recubrimiento Tuberias AceroDocumento5 pagineRecubrimiento Tuberias AceroLuis Ariel Sanchez PerezNessuna valutazione finora
- Informe Final Recubrimientos IndustrialesDocumento41 pagineInforme Final Recubrimientos IndustrialesWilfredo Suarez TorresNessuna valutazione finora
- Recomendaciones Básicas para El Manejo de Amoniaco AnhidroDocumento99 pagineRecomendaciones Básicas para El Manejo de Amoniaco AnhidrolopezmoramiguelNessuna valutazione finora
- Hds - DECASOL 960 PDFDocumento4 pagineHds - DECASOL 960 PDFEnrique QuirozNessuna valutazione finora
- Sika Curador eDocumento6 pagineSika Curador eDavidJuarezNessuna valutazione finora
- Codigo de Colores RotulaciónDocumento30 pagineCodigo de Colores RotulaciónKatherine CrespoNessuna valutazione finora
- Diseño de Implementacion de Plan HaccpDocumento27 pagineDiseño de Implementacion de Plan HaccpNarciso AyllonNessuna valutazione finora
- Bioacetic FichaDocumento1 paginaBioacetic Fichamarco100% (1)
- Extintores UnalmDocumento8 pagineExtintores UnalmGerson Freddy Torres ChávezNessuna valutazione finora
- MSDS Macropoxy 851 Parte BDocumento13 pagineMSDS Macropoxy 851 Parte BGerardo AguirreNessuna valutazione finora
- Msds Pintura Tráfico Base AguaDocumento8 pagineMsds Pintura Tráfico Base AguadjmiguezNessuna valutazione finora
- Curso Proteccion AnticorrosivaDocumento67 pagineCurso Proteccion AnticorrosivaestelaerendiraNessuna valutazione finora
- Laboratorio Corrosion (1) TermnadoDocumento18 pagineLaboratorio Corrosion (1) TermnadoChan D. ArdilaNessuna valutazione finora
- Metal BlancoDocumento6 pagineMetal BlancoJuan RosasNessuna valutazione finora
- Tipo de PREPARACIÓN DE SUPERFICIES SSPCDocumento5 pagineTipo de PREPARACIÓN DE SUPERFICIES SSPCmicmarley2012Nessuna valutazione finora
- Curso Basico Preparacion de SuperficieDocumento32 pagineCurso Basico Preparacion de Superficiejerrymcfly100% (1)
- Orgánica 2 Previo 3Documento6 pagineOrgánica 2 Previo 3Ortiz Rojano HugoNessuna valutazione finora
- ACI318 02 EspanolDocumento562 pagineACI318 02 Espanolcteranscribd100% (6)
- Organizador VisualDocumento1 paginaOrganizador Visualestudio de tiempo UCV100% (2)
- Astm C31-C31M - 22 EsDocumento9 pagineAstm C31-C31M - 22 EsJhon100% (1)
- Diseño de Mezcla Puente Piedra Final Tipo VDocumento4 pagineDiseño de Mezcla Puente Piedra Final Tipo VCarito FloresNessuna valutazione finora
- PLAN DE SEGURIDAD Y SALUD IEI El PUENTEDocumento19 paginePLAN DE SEGURIDAD Y SALUD IEI El PUENTEsara montoyaNessuna valutazione finora
- Pruebas HidráulicasDocumento23 paginePruebas Hidráulicasluis eduardo ramos rebata100% (1)
- Tec. Del ConcretoDocumento20 pagineTec. Del ConcretoCesarAugustoGonzálezHernándezNessuna valutazione finora
- FP Tecnicas Ayudas Odontologicas EstomatDocumento23 pagineFP Tecnicas Ayudas Odontologicas EstomatJavier SacxNessuna valutazione finora
- Informe de JorgeDocumento8 pagineInforme de JorgeNaysha Condori RamosNessuna valutazione finora
- 5814-1 Blanqueador Oui 3750 MLDocumento2 pagine5814-1 Blanqueador Oui 3750 MLDaniela TorresNessuna valutazione finora
- EETTDocumento13 pagineEETTAnonymous 4GNAkbVRTNessuna valutazione finora
- Diseño de Pavimento FlexibleDocumento30 pagineDiseño de Pavimento FlexibleWildo Jose Chacon ParedesNessuna valutazione finora
- Catalogo Productos Portela 138 - 266Documento143 pagineCatalogo Productos Portela 138 - 266JOSE ENRIQUE VILLARNessuna valutazione finora
- Agua TeoríaDocumento17 pagineAgua TeoríaLaida AlonsoNessuna valutazione finora
- Protección Del Complejo Dentino-Pulpar 1Documento11 pagineProtección Del Complejo Dentino-Pulpar 1yenifer genaoNessuna valutazione finora
- Pabellón Plegado: Campus CircularDocumento15 paginePabellón Plegado: Campus CircularYahaira BastiasNessuna valutazione finora
- (Sesión 2) - Obtención - Definición - Acero Hierro FundidoDocumento44 pagine(Sesión 2) - Obtención - Definición - Acero Hierro FundidoJhon Alex Hinojosa FloresNessuna valutazione finora
- Pozos de TronaduraDocumento11 paginePozos de TronaduraMATUS DE LA PARRA GONZALEZ CAMILA JAVIERANessuna valutazione finora
- Catalogo Pesco 2019Documento22 pagineCatalogo Pesco 2019Harry Orlando AlvarezNessuna valutazione finora
- Uso y Manejo Seguro Gas L.P PDFDocumento9 pagineUso y Manejo Seguro Gas L.P PDFolegarioNessuna valutazione finora
- Secadora Unimac 120 LbsDocumento74 pagineSecadora Unimac 120 Lbsalf gon0% (1)
- ISOPLASTDocumento1 paginaISOPLASTWladimir Gabriel Lillo NuñezNessuna valutazione finora
- Capítulo 7 - Elementos de Las Redes Aéreas de Baja Tensión: Red Aérea Trenzada Con Cables TriplexDocumento36 pagineCapítulo 7 - Elementos de Las Redes Aéreas de Baja Tensión: Red Aérea Trenzada Con Cables TriplexJhon PerezNessuna valutazione finora
- Cuáles Son Los Problemas Ambientales de Mi ComunidadDocumento15 pagineCuáles Son Los Problemas Ambientales de Mi Comunidadjavier montalvoNessuna valutazione finora
- Fachadas VentiladasDocumento4 pagineFachadas VentiladasyoungthugNessuna valutazione finora
- Composicion Quimica de Un JabonDocumento3 pagineComposicion Quimica de Un JabonRamónA.GarcíaNessuna valutazione finora
- Análisis GravimetricoDocumento14 pagineAnálisis GravimetricoOscar E RS100% (1)
- Peracetic 15Documento1 paginaPeracetic 15Paula Andrea Diaz JaramilloNessuna valutazione finora