Potrebbero piacerti anche
- Computations - OR Sep 7, 2022Documento2 pagineComputations - OR Sep 7, 2022Hera ArgeiaNessuna valutazione finora
- Iii Iii Iiii: United States PatentDocumento9 pagineIii Iii Iiii: United States PatentWidyAdityaNessuna valutazione finora
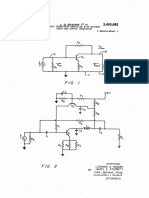
- Feb. 3, 1970 L. D. Seader Et Al 3,493,882: A/G 2 Leonard D. Seader by James E. SterrettDocumento4 pagineFeb. 3, 1970 L. D. Seader Et Al 3,493,882: A/G 2 Leonard D. Seader by James E. Sterrettefremofe7394Nessuna valutazione finora
- HF7 Arrangement of Provision CraneDocumento4 pagineHF7 Arrangement of Provision CraneGanesa MurthyNessuna valutazione finora
- Lines and Offset of Series 60Documento10 pagineLines and Offset of Series 60gksahaNessuna valutazione finora
- Adina Crack 2 PDFDocumento50 pagineAdina Crack 2 PDFAdolfo Gálvez VillacortaNessuna valutazione finora
- 1kz-Te MechanicalDocumento118 pagine1kz-Te Mechanicalwill meridith100% (1)
- M (V) - 8 Er CraneDocumento41 pagineM (V) - 8 Er CranehamzehNessuna valutazione finora
- Apron Feeder - Catalogación Spare Parts 1er Año OperacionesDocumento48 pagineApron Feeder - Catalogación Spare Parts 1er Año OperacionesAlejandro Bartolo YañezNessuna valutazione finora
- Flooding Characteristics and Separation Efficiencies of Pulsed Sieve-Pla Te ExtractionDocumento6 pagineFlooding Characteristics and Separation Efficiencies of Pulsed Sieve-Pla Te ExtractionArunNessuna valutazione finora
- Testsofstresscar00lang - Tests of A Stress-Carrying Door in ShearDocumento16 pagineTestsofstresscar00lang - Tests of A Stress-Carrying Door in ShearBuican GeorgeNessuna valutazione finora
- Us3119677 PDFDocumento6 pagineUs3119677 PDFYwjnn GalimNessuna valutazione finora
- Us3119677 PDFDocumento6 pagineUs3119677 PDFYwjnn GalimNessuna valutazione finora
- Operating Range: Available Construction:.: U) E, UJ U) EDocumento2 pagineOperating Range: Available Construction:.: U) E, UJ U) ELuciusNessuna valutazione finora
- Us 5356457Documento22 pagineUs 5356457reza dehghanNessuna valutazione finora
- United States Patent: Kepler Patent Number: Date of Patent: Dec. 24, 1991Documento18 pagineUnited States Patent: Kepler Patent Number: Date of Patent: Dec. 24, 1991SaraNessuna valutazione finora
- 03 Electrical Drawing - Ultromat Ulta AT0 400 To 4000Documento17 pagine03 Electrical Drawing - Ultromat Ulta AT0 400 To 4000Febri IrvandroNessuna valutazione finora
- July 15, 1958 J. W. Martin Etal 2,843,256: Filed Oct. 23, 1952 Ofsases Incrudeoiat27CDocumento8 pagineJuly 15, 1958 J. W. Martin Etal 2,843,256: Filed Oct. 23, 1952 Ofsases Incrudeoiat27CpietroNessuna valutazione finora
- In013 MpiDocumento3 pagineIn013 MpiQuality Dept.Nessuna valutazione finora
- Img 0006Documento1 paginaImg 0006Eric GoedhartNessuna valutazione finora
- Report PDFDocumento18 pagineReport PDFprimekronosNessuna valutazione finora
- Bast 67.23Documento5 pagineBast 67.23Nicholas GeorgeNessuna valutazione finora
- QT 007Documento2 pagineQT 007ชวลิตศ์ จิตรเที่ยงNessuna valutazione finora
- Letter To Ex. Eng CA PWD (NH) Bhopal-1Documento7 pagineLetter To Ex. Eng CA PWD (NH) Bhopal-1Vikas MauryaNessuna valutazione finora
- Terrace Floor PlanDocumento1 paginaTerrace Floor PlangganjaNessuna valutazione finora
- Research Memorandum: National Advisory Committee For AeronauticsDocumento39 pagineResearch Memorandum: National Advisory Committee For AeronauticsnileshraneNessuna valutazione finora
- EP0225787A2Documento67 pagineEP0225787A2Buddy MyoNessuna valutazione finora
- Sri Veveka ChudamaniDocumento622 pagineSri Veveka ChudamaninaniNessuna valutazione finora
- Adina Cracks PDFDocumento45 pagineAdina Cracks PDFAdolfo Gálvez VillacortaNessuna valutazione finora
- مصدر 8Documento15 pagineمصدر 8Alaa AskNessuna valutazione finora
- BonattiDocumento12 pagineBonattiAnwar JbaliNessuna valutazione finora
- Nabucco - VL I PDFDocumento69 pagineNabucco - VL I PDFnrodriguez_189050Nessuna valutazione finora
- HT7218 HoltekSemiconductorDocumento14 pagineHT7218 HoltekSemiconductorLeonardo QuinteroNessuna valutazione finora
- 1978 - 90 Day Study or Rhesus Monkey ToxicityDocumento4 pagine1978 - 90 Day Study or Rhesus Monkey Toxicitygrace poudrierNessuna valutazione finora
- Page 032Documento1 paginaPage 032docpot2008Nessuna valutazione finora
- Í 1 E ZPHQ - Qocdíq' L: I TtnicukljpvdaDocumento1 paginaÍ 1 E ZPHQ - Qocdíq' L: I TtnicukljpvdaBeto VillaNessuna valutazione finora
- T (b.7 El?3: Earth'Lightnii (GDocumento1 paginaT (b.7 El?3: Earth'Lightnii (GAmirulNessuna valutazione finora
- Bounce Chamber PDFDocumento5 pagineBounce Chamber PDFBình NguyễnNessuna valutazione finora
- Ce Arrt P 20200318132749154Documento395 pagineCe Arrt P 20200318132749154Simran HunjanNessuna valutazione finora
- Columbine Report Pgs 7601-7700Documento100 pagineColumbine Report Pgs 7601-7700columbinefamilyrequest100% (1)
- Material Receiving & CertificateDocumento18 pagineMaterial Receiving & CertificateAlbi FadjrinNessuna valutazione finora
- Duodenal: Atresia and Stenosis in InfantsDocumento5 pagineDuodenal: Atresia and Stenosis in Infantseka nurjanahNessuna valutazione finora
- Smith ChartDocumento1 paginaSmith ChartatwinixNessuna valutazione finora
- Astron 20ADocumento2 pagineAstron 20Ajessica.murfeNessuna valutazione finora
- Jingle PEMILU 2019Documento4 pagineJingle PEMILU 2019RICHARD A RAMBUNGNessuna valutazione finora
- Openhole Crossplot Concepts - A Powerful Technique in Well Log AnalysisDocumento15 pagineOpenhole Crossplot Concepts - A Powerful Technique in Well Log Analysisc_b_umashankarNessuna valutazione finora
- Grupo 06. - Hendricks1979Documento14 pagineGrupo 06. - Hendricks1979abelNessuna valutazione finora
- Third Semiannual Report To The Congress, October 1, 1959 - March 31, 1960Documento266 pagineThird Semiannual Report To The Congress, October 1, 1959 - March 31, 1960Bob Andrepont100% (1)
- MTC Item # 02Documento26 pagineMTC Item # 02ClarkFedele27Nessuna valutazione finora
- 1955 - VLF Signal Reception Capability of Three Experimental Crossed-Loop AntennasDocumento40 pagine1955 - VLF Signal Reception Capability of Three Experimental Crossed-Loop AntennascsezenogluNessuna valutazione finora
- Concerto For T/vo Yiolins: V / + L RNDocumento3 pagineConcerto For T/vo Yiolins: V / + L RNsmswamyNessuna valutazione finora
- Angles MitwalliDocumento1 paginaAngles MitwalliyugandharNessuna valutazione finora
- Data From Godavari BarrageDocumento2 pagineData From Godavari BarrageManasaNessuna valutazione finora
- 15ME206 5 SemDocumento2 pagine15ME206 5 SemFortune FireNessuna valutazione finora
- Certifcat Vannes de Coque Du Loud TunisieDocumento10 pagineCertifcat Vannes de Coque Du Loud TunisieBoulbaba Ben rejebNessuna valutazione finora
- Rubber Fender 1000H X 2500LDocumento8 pagineRubber Fender 1000H X 2500LDaniel Irvansius TampubolonNessuna valutazione finora
- SRPS en 671 3-2011Documento10 pagineSRPS en 671 3-2011Rade NikolicicNessuna valutazione finora
- Adobe Scan 07-Jul-2021Documento6 pagineAdobe Scan 07-Jul-2021ANITHA SNessuna valutazione finora
- Mine Surveying AssignmentDocumento6 pagineMine Surveying Assignmentnikhith nainiNessuna valutazione finora
- Empirical Metallogeny: Depositional Environments, Lithologic Associations and Metallic OresDa EverandEmpirical Metallogeny: Depositional Environments, Lithologic Associations and Metallic OresNessuna valutazione finora
- 2012 06 Syntropy The New ThermodynamicsDocumento14 pagine2012 06 Syntropy The New Thermodynamicsdarzan constantinNessuna valutazione finora
- Water-Soluble Polymers For Petroleum Recovery PDFDocumento355 pagineWater-Soluble Polymers For Petroleum Recovery PDFKovacs MariusNessuna valutazione finora
- Astm-A706-A706m-09b Low Alloy Steel PDFDocumento6 pagineAstm-A706-A706m-09b Low Alloy Steel PDFZEC LIMITEDNessuna valutazione finora
- Msds Ammonium NitrateDocumento10 pagineMsds Ammonium NitrateCesa Mulyo100% (1)
- CPCDocumento39 pagineCPCNaresh NaniNessuna valutazione finora
- D 422 - 63 R98 - Rdqymi02m1i5oa - PDFDocumento8 pagineD 422 - 63 R98 - Rdqymi02m1i5oa - PDFEnmanuel Cruz0% (1)
- Chapter 2 Structure of AtomDocumento48 pagineChapter 2 Structure of AtomRehan AhmadNessuna valutazione finora
- Advantages and Disadvantages of The Hazardous Waste Treatment.Documento4 pagineAdvantages and Disadvantages of The Hazardous Waste Treatment.Muslihah Mohd Razali100% (1)
- Unit I Wave Mechanics & X-Ray Diffraction TutorialDocumento2 pagineUnit I Wave Mechanics & X-Ray Diffraction TutorialVineet Vats100% (1)
- 2019 Fundamentals in Adhesive Bonding Design For PDFDocumento10 pagine2019 Fundamentals in Adhesive Bonding Design For PDFHamza HussainNessuna valutazione finora
- OlymphysicsDocumento6 pagineOlymphysicslokiiiNessuna valutazione finora
- Arena-Flow Software For Sand Core EngineeringDocumento71 pagineArena-Flow Software For Sand Core Engineeringpatrones. valerio cNessuna valutazione finora
- CD4070B, CD4077B: Features Ordering InformationDocumento31 pagineCD4070B, CD4077B: Features Ordering InformationJavier ParedesNessuna valutazione finora
- ENERGY CARRIERS AND CONVERSION SYSTEMS - Vol. I - Alkaline Water Electrolysis - Isao AbeDocumento1 paginaENERGY CARRIERS AND CONVERSION SYSTEMS - Vol. I - Alkaline Water Electrolysis - Isao AbesarasNessuna valutazione finora
- Hydrogen Combustion Engine Project Theory and UsageDocumento61 pagineHydrogen Combustion Engine Project Theory and UsageChetanSavandeNessuna valutazione finora
- Satellites and Space Travel PresentationDocumento22 pagineSatellites and Space Travel PresentationPetros SoaresNessuna valutazione finora
- General Physics CH 01 PDFDocumento75 pagineGeneral Physics CH 01 PDFAnonymous 0rIj5j1iNessuna valutazione finora
- Karakteristik Bioplastik Alginat Dari Rumput Laut Ulva Lactuca (Tinjauan Suhu Dan Lama Gelatinisasi)Documento8 pagineKarakteristik Bioplastik Alginat Dari Rumput Laut Ulva Lactuca (Tinjauan Suhu Dan Lama Gelatinisasi)Yugi mutouNessuna valutazione finora
- Thermal Imaging Pres1Documento19 pagineThermal Imaging Pres1bcqbaoNessuna valutazione finora
- Hazardous Waste ManagementDocumento20 pagineHazardous Waste ManagementYuki SalemNessuna valutazione finora
- Name: - Date: - REVIEWER 5 - ScienceDocumento8 pagineName: - Date: - REVIEWER 5 - ScienceKim Carlo AglinaoNessuna valutazione finora
- Pressure Vessel Design by Biruk Solomon BadeDocumento76 paginePressure Vessel Design by Biruk Solomon BadebrookNessuna valutazione finora
- Cantesto MSDSDocumento11 pagineCantesto MSDSLuis ErnestoNessuna valutazione finora
- Chemistry (Whitten), 10th Ed - 2Documento3 pagineChemistry (Whitten), 10th Ed - 2juan herreraNessuna valutazione finora
- Chemical Engineering Thermodynamics-II: Lecture-1 Introduction (Thermodynamics & Its Applications)Documento23 pagineChemical Engineering Thermodynamics-II: Lecture-1 Introduction (Thermodynamics & Its Applications)Smruthi SuvarnaNessuna valutazione finora
- Aval Slock Cable Ties BrochureDocumento9 pagineAval Slock Cable Ties Brochureslock cable tiesNessuna valutazione finora
- Improvement of AOAC Official Method 98427 For TheDocumento36 pagineImprovement of AOAC Official Method 98427 For Theputut d. utomoNessuna valutazione finora
- Literature ReviewDocumento26 pagineLiterature ReviewMark Geoshua GodoyNessuna valutazione finora
- Manfred Held - Liners For Shaped ChargesDocumento7 pagineManfred Held - Liners For Shaped ChargesGhoree23456Nessuna valutazione finora
- ISO 14532 - 2014 (En), Natural Gas - VocabularyDocumento1 paginaISO 14532 - 2014 (En), Natural Gas - VocabularyDAYAMOY APLNessuna valutazione finora