Potrebbero piacerti anche
- 153 WuDocumento13 pagine153 WuMarino DugaroNessuna valutazione finora
- Canalcrossing 139Documento3 pagineCanalcrossing 139Subuk NgaboNessuna valutazione finora
- Singh PDFDocumento10 pagineSingh PDFAhmad Dzikri FauzanNessuna valutazione finora
- The Basohil Cable Stayed BridgeDocumento7 pagineThe Basohil Cable Stayed BridgeNagar NitinNessuna valutazione finora
- Aberdeen Channel Bridge DesignDocumento8 pagineAberdeen Channel Bridge DesignUlasi IfeanyiNessuna valutazione finora
- Erection of Steel BridgesDocumento15 pagineErection of Steel BridgesTfk BajaNessuna valutazione finora
- 73-Article Text-329-1-10-20190904Documento5 pagine73-Article Text-329-1-10-20190904Ghiyas UddinNessuna valutazione finora
- Upgrading of Railway Bridge at Woll I Creek SydneyDocumento14 pagineUpgrading of Railway Bridge at Woll I Creek SydneyAndrew PetryszakNessuna valutazione finora
- 054 - Kalra Introduction Austroads04Documento9 pagine054 - Kalra Introduction Austroads04RAJENDRA PRASADNessuna valutazione finora
- Kurilpa Bridge Case StudyDocumento4 pagineKurilpa Bridge Case StudyTheomi BunburyNessuna valutazione finora
- Detailed Design of The Main Bridge - Viaduct Spans in Padma Multipurpose Bridge Project, BangladeshDocumento10 pagineDetailed Design of The Main Bridge - Viaduct Spans in Padma Multipurpose Bridge Project, BangladeshS S Reddy SomuNessuna valutazione finora
- Gba 0809 QLD RoadsDocumento11 pagineGba 0809 QLD RoadsJimmy Villca SainzNessuna valutazione finora
- Penang Bridge Widening BookletDocumento58 paginePenang Bridge Widening BookletPunithan PunithanNessuna valutazione finora
- Box Girder BridgeDocumento14 pagineBox Girder BridgeSatya Chandra SekharNessuna valutazione finora
- Widening of The Existing Bridge Over Reservoir Road On The M4 Smart Motorway Project, SydneyDocumento15 pagineWidening of The Existing Bridge Over Reservoir Road On The M4 Smart Motorway Project, SydneyTiara AllifaniNessuna valutazione finora
- How Choice of Foundation Can Alter The Fate of A Bridge Project - 3 Case StudiesDocumento10 pagineHow Choice of Foundation Can Alter The Fate of A Bridge Project - 3 Case StudiesAmit KumarNessuna valutazione finora
- Integral bridge concept strengthens existing bridge and enables dual-use bridgeDocumento8 pagineIntegral bridge concept strengthens existing bridge and enables dual-use bridgeMuhammad AbdullahNessuna valutazione finora
- Headframe Conversion Project HandH Paper No.21Documento11 pagineHeadframe Conversion Project HandH Paper No.21Kandousi YassineNessuna valutazione finora
- Design Optimization of Steel Box Girder Bridges - I90 Sunset IcDocumento23 pagineDesign Optimization of Steel Box Girder Bridges - I90 Sunset IcYuhe YangNessuna valutazione finora
- The Chaotianmen Bridge - An Arch Bridge With A New World Record Span of 552 MDocumento5 pagineThe Chaotianmen Bridge - An Arch Bridge With A New World Record Span of 552 MNurali MamenNessuna valutazione finora
- Design and Construction of The Katsurashima ViaductDocumento10 pagineDesign and Construction of The Katsurashima Viaductpmullins_11Nessuna valutazione finora
- Footbridge Design For The DubaiDocumento14 pagineFootbridge Design For The Dubaiqatarstructz30Nessuna valutazione finora
- Case Studies in Precast Segmental ConstructionDocumento10 pagineCase Studies in Precast Segmental ConstructionKedar100% (1)
- Id 012Documento10 pagineId 012nenad lazicNessuna valutazione finora
- 0783f83a-a395-4d5f-a25d-6548c52ac9a0Documento14 pagine0783f83a-a395-4d5f-a25d-6548c52ac9a0Tiago SilvaNessuna valutazione finora
- CASE STUDY of MQS111 (QH21009)Documento5 pagineCASE STUDY of MQS111 (QH21009)Smitesh AhireNessuna valutazione finora
- Analysis of Deck Slab and Tee Beam of A BridgeDocumento59 pagineAnalysis of Deck Slab and Tee Beam of A Bridgenvnrev86% (66)
- ICSMSB-Modelling and Analysis of A Post-Tensioned Straddle Bent Integral With A Multi-Span Light Rail Bridge SuperstructureDocumento10 pagineICSMSB-Modelling and Analysis of A Post-Tensioned Straddle Bent Integral With A Multi-Span Light Rail Bridge SuperstructureAshton MartynNessuna valutazione finora
- Design and Construction of The Fabian Way Bridge SuperstructureDocumento10 pagineDesign and Construction of The Fabian Way Bridge SuperstructureMazhar ZamanNessuna valutazione finora
- Design Development of 9.759km Long Six Lane Extradosed Bridge Project Crossing River Ganga in The State of Bihar, IndiaDocumento10 pagineDesign Development of 9.759km Long Six Lane Extradosed Bridge Project Crossing River Ganga in The State of Bihar, IndiaAashish kumarNessuna valutazione finora
- Construction of Panipat Elevated Expressway On NH-1 On BOT BasisDocumento6 pagineConstruction of Panipat Elevated Expressway On NH-1 On BOT BasisKevin Alex Aire LopezNessuna valutazione finora
- Bridge Construction MethodsDocumento34 pagineBridge Construction MethodsAbhishek KoulNessuna valutazione finora
- ASEA-SEC-1 An Innovative Construction Method For Precast Arch BridgeDocumento5 pagineASEA-SEC-1 An Innovative Construction Method For Precast Arch BridgeOng Tai BoonNessuna valutazione finora
- Evaluation of A High Performance Concrete Box Girder BridgeDocumento12 pagineEvaluation of A High Performance Concrete Box Girder Bridgeyitakel assfawNessuna valutazione finora
- Increasing The Load Capacity of Major BridgesDocumento8 pagineIncreasing The Load Capacity of Major BridgesAmbrishNessuna valutazione finora
- Seismic Resistant Viaduct Design For The Taiwan High Speed Rail ProjectDocumento5 pagineSeismic Resistant Viaduct Design For The Taiwan High Speed Rail ProjectAnonymous dWa1xtpKmfNessuna valutazione finora
- Design of The Main Spans, Second Gateway Bridge, Brisbane: SynopsisDocumento13 pagineDesign of The Main Spans, Second Gateway Bridge, Brisbane: SynopsiszuccoloNessuna valutazione finora
- 1997v01 High StrengthDocumento5 pagine1997v01 High StrengthIgnacio Hiram M RoqueNessuna valutazione finora
- Accelerated Short Span Bridge-PowellDocumento6 pagineAccelerated Short Span Bridge-PowellNurali MamenNessuna valutazione finora
- Steel and Concrete Composite Design For Long-Span BridgesDocumento6 pagineSteel and Concrete Composite Design For Long-Span BridgesamigotNessuna valutazione finora
- Design and Proof Checking of Foundation, Substructure and Superstructure of Rail Cum Road Bridge at Munger, Bihar, IndiaDocumento7 pagineDesign and Proof Checking of Foundation, Substructure and Superstructure of Rail Cum Road Bridge at Munger, Bihar, IndiaGregory Cámara SánchezNessuna valutazione finora
- Incremental Launch Method For Steel Truss Bridge ErectionDocumento11 pagineIncremental Launch Method For Steel Truss Bridge ErectionaapennsylvaniaNessuna valutazione finora
- Innovative Deployment of Reinforced Concrete Bridge DecksDocumento5 pagineInnovative Deployment of Reinforced Concrete Bridge DecksIqbal AhmadNessuna valutazione finora
- Grillage Analysis: Overview of Common Composite Bridge Deck Analysis ModelDocumento9 pagineGrillage Analysis: Overview of Common Composite Bridge Deck Analysis Modelmonika chauhanNessuna valutazione finora
- Pottiew - Rising To The Challenge From Concept Through Constr. Repairs - Callender Hamilton BridgeDocumento21 paginePottiew - Rising To The Challenge From Concept Through Constr. Repairs - Callender Hamilton BridgeRicardo Saavedra G.Nessuna valutazione finora
- Tappen Zee Bridge ReplacementDocumento19 pagineTappen Zee Bridge Replacementmkeit123Nessuna valutazione finora
- Spliced Girder BridgeDocumento15 pagineSpliced Girder BridgePartha Pratim RoyNessuna valutazione finora
- Puente de La Unidad MonterreyDocumento5 paginePuente de La Unidad MonterreySteel_catNessuna valutazione finora
- 20-0005 Alawneh MA22Documento21 pagine20-0005 Alawneh MA22Nicholas FeatherstonNessuna valutazione finora
- Samuel Beckett Bridge, Dublin, IrelandDocumento12 pagineSamuel Beckett Bridge, Dublin, IrelandGiuseppe GentileNessuna valutazione finora
- Bang Na ExpresswayDocumento13 pagineBang Na ExpresswayLucas AntonioNessuna valutazione finora
- Accelerated Bridge Construction in High Seismic Regions by Use of Precast Concrete GirdersDocumento10 pagineAccelerated Bridge Construction in High Seismic Regions by Use of Precast Concrete GirdersxNessuna valutazione finora
- 21 M.V. Jatkar and G.P. Joshi (May 2005)Documento4 pagine21 M.V. Jatkar and G.P. Joshi (May 2005)Mayank SinghNessuna valutazione finora
- BridgeDocumento12 pagineBridgeIAhoeNessuna valutazione finora
- Shao 2015Documento4 pagineShao 2015王小波Nessuna valutazione finora
- 153 The New Bridge Over The Guaíba River - A 100,000 Meters Squared Precast SolutionDocumento13 pagine153 The New Bridge Over The Guaíba River - A 100,000 Meters Squared Precast SolutionDavid SilvaNessuna valutazione finora
- Analysis of Segmentally Constructed Bridges Using Hexahedral ElementsDocumento9 pagineAnalysis of Segmentally Constructed Bridges Using Hexahedral Elementsabdulajeej salluNessuna valutazione finora
- A Precast Segmental Substructure System For Standard BridgesDocumento18 pagineA Precast Segmental Substructure System For Standard BridgesTan Duy LeNessuna valutazione finora
- A Guide to Some of the Equations used in Constructing a Suspension BridgeDa EverandA Guide to Some of the Equations used in Constructing a Suspension BridgeNessuna valutazione finora
- CD 122 Revision 1 Geometric Design of Grade Separated Junctions-WebDocumento96 pagineCD 122 Revision 1 Geometric Design of Grade Separated Junctions-Web4630220100% (1)
- LA 115 Revision 1 Habitats Regulations Assessment - WebDocumento71 pagineLA 115 Revision 1 Habitats Regulations Assessment - Web4630220Nessuna valutazione finora
- LA 105 Air Quality-WebDocumento64 pagineLA 105 Air Quality-Web4630220Nessuna valutazione finora
- Bdp-7 - Tendon Inflection Based On Similar TriangleDocumento117 pagineBdp-7 - Tendon Inflection Based On Similar TriangleLim Wee BengNessuna valutazione finora
- LA 108 Biodiversity-WebDocumento45 pagineLA 108 Biodiversity-Web4630220Nessuna valutazione finora
- TS 101 Traffic Signalling Systems (Inspection and Assessment) - WebDocumento11 pagineTS 101 Traffic Signalling Systems (Inspection and Assessment) - Web4630220Nessuna valutazione finora
- LA 107 Revision 1 Landscape and Visual Effects-WebDocumento37 pagineLA 107 Revision 1 Landscape and Visual Effects-Web4630220Nessuna valutazione finora
- Lecture01 - Types of BridgesDocumento74 pagineLecture01 - Types of BridgessamNessuna valutazione finora
- TG 511 Electricity Supply Connections-WebDocumento33 pagineTG 511 Electricity Supply Connections-Web4630220Nessuna valutazione finora
- Ba 1985Documento26 pagineBa 1985Bharath Reddy ChinthiReddyNessuna valutazione finora
- Dot-Hwy LRFD pt1 Chapter 7 2020aug PDFDocumento55 pagineDot-Hwy LRFD pt1 Chapter 7 2020aug PDF4630220Nessuna valutazione finora
- New Jersey Department of Transportation Design Manual For Bridges and Structures PDFDocumento459 pagineNew Jersey Department of Transportation Design Manual For Bridges and Structures PDFChin Thau WuiNessuna valutazione finora
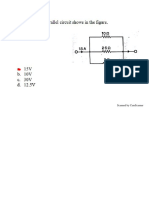
- L LL L: The Vo Tage Across The para e Circuit Shows The FigureDocumento50 pagineL LL L: The Vo Tage Across The para e Circuit Shows The Figure4630220Nessuna valutazione finora
- Strength of Materials Worksheet: Vocabulary Term AnswerDocumento1 paginaStrength of Materials Worksheet: Vocabulary Term Answer4630220Nessuna valutazione finora
- Refuerzo Por DuctilidadDocumento5 pagineRefuerzo Por Ductilidad4630220Nessuna valutazione finora
- Methods of Analysis For Earthquake Resistant Structures Wendor CherekeDocumento40 pagineMethods of Analysis For Earthquake Resistant Structures Wendor CherekeTem Pouno100% (1)
- Acc ProfpracDocumento2 pagineAcc ProfpracNamhie LongosNessuna valutazione finora
- Produced by an Autodesk Student VersionDocumento1 paginaProduced by an Autodesk Student VersionKylah AtunNessuna valutazione finora
- Urban Design Course File AnalysisDocumento8 pagineUrban Design Course File AnalysisJayaraman NNessuna valutazione finora
- Concrete Mix Design: VaryDocumento1 paginaConcrete Mix Design: VaryAdnoc AlmeraikhiNessuna valutazione finora
- Tristar AC-5493 AC-5494 User ManualDocumento73 pagineTristar AC-5493 AC-5494 User ManualR MenNessuna valutazione finora
- ASTM's C926, C897, C932, C631Documento25 pagineASTM's C926, C897, C932, C631sarah magdyNessuna valutazione finora
- Grade 9 Culture and Arts Quiz Bee: Neoclassicism and the ArtsDocumento57 pagineGrade 9 Culture and Arts Quiz Bee: Neoclassicism and the ArtsRuth Carin - MalubayNessuna valutazione finora
- Pert - CPM For Proposed Cons. of One Storey State of The Art Multi Purpose BLDG at Salay) Revised 1Documento87 paginePert - CPM For Proposed Cons. of One Storey State of The Art Multi Purpose BLDG at Salay) Revised 1Rodelio AbodaNessuna valutazione finora
- Gym Hall EstimateDocumento3 pagineGym Hall Estimateer.praveenraj30Nessuna valutazione finora
- Contemporary Philippine Arts From The RegionsDocumento20 pagineContemporary Philippine Arts From The RegionsMaria Eloisa Junelle O. NacawiliNessuna valutazione finora
- Ancient Greek Art HistoryDocumento5 pagineAncient Greek Art Historyrufina razalanNessuna valutazione finora
- 21CA - Lecture Notes - 06 - Program Systems Thinking ManifestiDocumento2 pagine21CA - Lecture Notes - 06 - Program Systems Thinking ManifestiAndrew KurniawanNessuna valutazione finora
- Minimalism ElectiveDocumento26 pagineMinimalism ElectivePiyush Janardan KhadeNessuna valutazione finora
- VTP-VTPF - Ols 97891918Documento30 pagineVTP-VTPF - Ols 97891918Hitesh Gajera100% (1)
- Metsec SFS Operations InstallationDocumento44 pagineMetsec SFS Operations InstallationmgmccarthyNessuna valutazione finora
- ? (SAP BW) How To Remove Special Characters in Transformation - ?my Easy B.IDocumento14 pagine? (SAP BW) How To Remove Special Characters in Transformation - ?my Easy B.Imahmudur rahmanNessuna valutazione finora
- Sip 2023 Annex 2C Student Led WatchingDocumento1 paginaSip 2023 Annex 2C Student Led WatchingMay Anne AlmarioNessuna valutazione finora
- Building Tech 5Documento2 pagineBuilding Tech 5Ren MariNessuna valutazione finora
- Mainamati - A Historical Landmark in BangladeshDocumento15 pagineMainamati - A Historical Landmark in BangladeshDEWAN TAUHIDUL HAQUE TANAY 1711511630Nessuna valutazione finora
- TF100-20C - Rynglok PosterDocumento1 paginaTF100-20C - Rynglok PosterLorenzoTanNessuna valutazione finora
- L&T Formwork Component ListDocumento54 pagineL&T Formwork Component ListShikhin Garg84% (70)
- Fire - License - Form - LSMDocumento3 pagineFire - License - Form - LSMMj KousalyaNessuna valutazione finora
- Building 101Documento2 pagineBuilding 101Bernard BautistaNessuna valutazione finora
- Steel Building Joist Selection Case StudyDocumento3 pagineSteel Building Joist Selection Case Studyclam2014Nessuna valutazione finora
- Professionals Pdfs SBD THSG 1627 March 2013Documento72 pagineProfessionals Pdfs SBD THSG 1627 March 2013Raju KCNessuna valutazione finora
- Bhagwan Mahavir College of Architecture: Topic - Cavity WallDocumento24 pagineBhagwan Mahavir College of Architecture: Topic - Cavity WallVala Vraj M.Nessuna valutazione finora
- How To Render A WallDocumento2 pagineHow To Render A WallMoe Zaw OoNessuna valutazione finora
- C80-E01 Bridge Isometric ViewDocumento12 pagineC80-E01 Bridge Isometric Viewcivil aguNessuna valutazione finora
- Project-Report-Paper by Sophia Joy PagoDocumento15 pagineProject-Report-Paper by Sophia Joy PagoJayar LongasaNessuna valutazione finora
- Kamakhya TempleDocumento36 pagineKamakhya TempleDEEKSHA SHARMA R2511002Nessuna valutazione finora