Potrebbero piacerti anche
- Manual Palletizer 825pa001Documento58 pagineManual Palletizer 825pa001audonscribd100% (1)
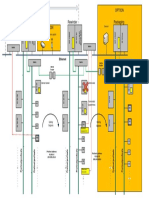
- Visio Profinet VSDDocumento1 paginaVisio Profinet VSDtriccumbaNessuna valutazione finora
- The Design Development of Automated Programmable Orientation Tools For Vibratory Bowl Feeders PDFDocumento166 pagineThe Design Development of Automated Programmable Orientation Tools For Vibratory Bowl Feeders PDFmayank0738Nessuna valutazione finora
- Seal Your Bag: Haver & BoeckerDocumento13 pagineSeal Your Bag: Haver & BoeckerVenkata Surya Nagendra Rao SesettyNessuna valutazione finora
- Trap Design For Vibratory Bowl FeedersDocumento33 pagineTrap Design For Vibratory Bowl Feedersvanvinh_2710Nessuna valutazione finora
- .Design and Fabrication of Groundnut Sheller MachineDocumento3 pagine.Design and Fabrication of Groundnut Sheller MachineTomorrowNessuna valutazione finora
- Agricultural Implements - SargodhaDocumento10 pagineAgricultural Implements - SargodhaAdnan AshrafNessuna valutazione finora
- 2robot Applications Main8Documento55 pagine2robot Applications Main8saikumarNessuna valutazione finora
- Omnia: Egg Grader Series Xf2 / FT / PXDocumento28 pagineOmnia: Egg Grader Series Xf2 / FT / PXAleksandra RebraNessuna valutazione finora
- Redesign-Rollator's Parking Brake SystemDocumento16 pagineRedesign-Rollator's Parking Brake Systemjerrison samuelNessuna valutazione finora
- Toothbrush (Colgate) - LCADocumento16 pagineToothbrush (Colgate) - LCAA.Rishi sivaNessuna valutazione finora
- Automatic WeighingDocumento24 pagineAutomatic WeighingHitesh Gupta100% (2)
- 01 - Machine Installation and Plant MaintenanceDocumento49 pagine01 - Machine Installation and Plant Maintenancegirma worku100% (2)
- P. Peng - TofflonDocumento38 pagineP. Peng - Tofflon이규호Nessuna valutazione finora
- Operating Instructions: Machine TypeDocumento111 pagineOperating Instructions: Machine Typesraja72chinnu1837Nessuna valutazione finora
- Bottle Filling SystemDocumento6 pagineBottle Filling Systempushkararora33% (3)
- Structural Mechanics Laboratory: Project ReportDocumento10 pagineStructural Mechanics Laboratory: Project ReportJayanth KumarNessuna valutazione finora
- Automatic Sorting Machine Using Conveyor BeltDocumento4 pagineAutomatic Sorting Machine Using Conveyor BeltHari Kishor100% (1)
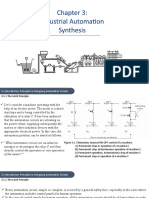
- Chapter3-Industrial Automation SynthesisDocumento36 pagineChapter3-Industrial Automation SynthesisThuan HuynhNessuna valutazione finora
- Design and Devolopment of Semi Automatic Glass Cleaning MachineDocumento14 pagineDesign and Devolopment of Semi Automatic Glass Cleaning MachineNandkumar BabarNessuna valutazione finora
- Sheet Metalworking 2 - Chapter 19Documento67 pagineSheet Metalworking 2 - Chapter 19xharpreetxNessuna valutazione finora
- Robotic Palletizer FujiDocumento8 pagineRobotic Palletizer FujiSAIFUL RIDHUANNessuna valutazione finora
- AC10P Catalog 5.41Documento16 pagineAC10P Catalog 5.41cocacolapepsiNessuna valutazione finora
- Aa094.101.05 - Conveyor Belt With Brush DC Motor Dunker Drive CanDocumento8 pagineAa094.101.05 - Conveyor Belt With Brush DC Motor Dunker Drive CanplacintaruNessuna valutazione finora
- 6458 - 01-General Waste Truck ConfigurationDocumento12 pagine6458 - 01-General Waste Truck ConfigurationBernard ShuenNessuna valutazione finora
- BestDocumento25 pagineBestadmasuNessuna valutazione finora
- Kustner AV YH enDocumento2 pagineKustner AV YH enyasser0% (2)
- Intro To MechatronicsDocumento33 pagineIntro To MechatronicsQaasim MoudNessuna valutazione finora
- Dbe 04567aengDocumento111 pagineDbe 04567aengElectronic RampolytexNessuna valutazione finora
- PLC Based Automatic Liquid Filling System For Different Sized BottlesDocumento6 paginePLC Based Automatic Liquid Filling System For Different Sized BottlesRodel GamaleNessuna valutazione finora
- Lab ReportDocumento4 pagineLab ReportNinton NawiwaNessuna valutazione finora
- Operator's Manual Primor 5060Documento86 pagineOperator's Manual Primor 5060Imbunatatire VedereNessuna valutazione finora
- Manual Flowpacks Ensamble InstitucionalDocumento32 pagineManual Flowpacks Ensamble InstitucionalhaynerNessuna valutazione finora
- Granulator KnivesDocumento10 pagineGranulator Knivesmgk80Nessuna valutazione finora
- BEHN + BATES Valve Bag Filling Systems PDFDocumento20 pagineBEHN + BATES Valve Bag Filling Systems PDFJoão BaptistaNessuna valutazione finora
- Name:-Ebrahim Abd EL-Hadi Ebrahim Section: - 1 Department: - Mechatronics (4 Year)Documento22 pagineName:-Ebrahim Abd EL-Hadi Ebrahim Section: - 1 Department: - Mechatronics (4 Year)Ebrahim Abd El HadyNessuna valutazione finora
- Information On The Safe Operation of Starlinger MachinesDocumento29 pagineInformation On The Safe Operation of Starlinger MachinesThaigroup CementNessuna valutazione finora
- Automation and Control-Ch08 SolutionDocumento8 pagineAutomation and Control-Ch08 SolutionMuhammad Adeel Ahsen100% (2)
- Industrial Drives and Control VI: Department of Technical EducationDocumento22 pagineIndustrial Drives and Control VI: Department of Technical EducationVijaya BhaskerNessuna valutazione finora
- Operation and Maintenance Manual: Belt DiverterDocumento38 pagineOperation and Maintenance Manual: Belt DiverterTinTunNaingNessuna valutazione finora
- Analysis of Wet GrinderDocumento11 pagineAnalysis of Wet GrinderPrem AnanthNessuna valutazione finora
- Study and Performance of Belt Conveyor System With Different Type ParameterDocumento3 pagineStudy and Performance of Belt Conveyor System With Different Type ParameterIJIRSTNessuna valutazione finora
- DeviceNet Technical Overview PDFDocumento2 pagineDeviceNet Technical Overview PDFThanh BaronNessuna valutazione finora
- Vibrapac Maintenance ManualDocumento211 pagineVibrapac Maintenance ManualMatthew PhillipsNessuna valutazione finora
- Lab 7.strain Gages With Labview.v2 PDFDocumento11 pagineLab 7.strain Gages With Labview.v2 PDFPrasanna KumarNessuna valutazione finora
- Roller Conveyor Chain AttachmentsDocumento19 pagineRoller Conveyor Chain AttachmentsRichard VachonNessuna valutazione finora
- Failure Mode and Effect Analysis of Journal BearingDocumento7 pagineFailure Mode and Effect Analysis of Journal BearingMuhammad Kurniawan100% (1)
- Mitsubishi PLC TCP - IP PDFDocumento196 pagineMitsubishi PLC TCP - IP PDFDat NguyenNessuna valutazione finora
- Dreyong PharmatechDocumento35 pagineDreyong PharmatechluisNessuna valutazione finora
- Designing, Modeling and Manufacturing of Wire Meshing MachineDocumento64 pagineDesigning, Modeling and Manufacturing of Wire Meshing MachineAbid Hussain0% (1)
- Vibratory Bowl Feeder Selection CriteriaDocumento4 pagineVibratory Bowl Feeder Selection CriteriaimrancenakkNessuna valutazione finora
- Linea - Rev 1.0 2014039-40-41-42 LIDERSAN - ENDocumento366 pagineLinea - Rev 1.0 2014039-40-41-42 LIDERSAN - ENasgeemNessuna valutazione finora
- Microcontroller - PPT 2. 2020Documento13 pagineMicrocontroller - PPT 2. 2020Irvine ChibayaNessuna valutazione finora
- Cim PDFDocumento32 pagineCim PDFVarshaNessuna valutazione finora
- Total Plant Monitoring For An Integrated Steel Plantfin PDFDocumento15 pagineTotal Plant Monitoring For An Integrated Steel Plantfin PDFJohnNessuna valutazione finora
- Design and Fabrication of Milk Churner Final ProjectDocumento17 pagineDesign and Fabrication of Milk Churner Final ProjectIbrahim Abdu100% (1)
- Science of PalletizingDocumento78 pagineScience of PalletizingJohan van der MenerNessuna valutazione finora
- Maximizing Efficiency of Store-Friendly Pallets With Automated Mixed-Case PalletizingDocumento7 pagineMaximizing Efficiency of Store-Friendly Pallets With Automated Mixed-Case PalletizingkaicyemNessuna valutazione finora
- INT IsConventionalPalletizingDead 2Documento2 pagineINT IsConventionalPalletizingDead 2Racasan Vlad-IonutNessuna valutazione finora
- OCME - Palletiser - enDocumento40 pagineOCME - Palletiser - enRameeSahibaNessuna valutazione finora
- European MM PE-Delivering The GoodsDocumento30 pagineEuropean MM PE-Delivering The GoodssumeetsuranaNessuna valutazione finora
- Ind AS Pocket Guide 2015Documento112 pagineInd AS Pocket Guide 2015inder2003Nessuna valutazione finora
- EY Global Capital Confidence Barometer April 2016Documento20 pagineEY Global Capital Confidence Barometer April 2016sumeetsuranaNessuna valutazione finora
- Banking PrincipleDocumento320 pagineBanking PrinciplesumeetsuranaNessuna valutazione finora
- Banking PrincipleDocumento320 pagineBanking PrinciplesumeetsuranaNessuna valutazione finora
- EY Global Capital Confidence Barometer April 2016Documento20 pagineEY Global Capital Confidence Barometer April 2016sumeetsuranaNessuna valutazione finora
- India - Impact of Internet Report 2011 - 57 PDFDocumento16 pagineIndia - Impact of Internet Report 2011 - 57 PDFsumeetsuranaNessuna valutazione finora
- Tenancy AgreementDocumento4 pagineTenancy AgreementTamanna RanaNessuna valutazione finora
- ADF Annual Report 2010-11 FinalDocumento100 pagineADF Annual Report 2010-11 Finalajey_p1270Nessuna valutazione finora
- FloricultureDocumento6 pagineFloriculturesumeetsuranaNessuna valutazione finora
- Hodge Kennedy Maines XBRL PaperDocumento38 pagineHodge Kennedy Maines XBRL PapersumeetsuranaNessuna valutazione finora
- Nandan NilekaniDocumento30 pagineNandan NilekanisumeetsuranaNessuna valutazione finora
- Budget AnalysisDocumento31 pagineBudget AnalysissumeetsuranaNessuna valutazione finora
- SZL For Sea Final As 2Documento12 pagineSZL For Sea Final As 2Abo KolouNessuna valutazione finora
- Declaration of Conformity-Mercury Diesel Sterndrive (VW)Documento118 pagineDeclaration of Conformity-Mercury Diesel Sterndrive (VW)Aleksandar VeberovicNessuna valutazione finora
- 3054, 3054B and 3056 Marine Engines-Engine Safety PDFDocumento12 pagine3054, 3054B and 3056 Marine Engines-Engine Safety PDFmtsproductos0% (1)
- India'S First Lead-Free Upvc PipeDocumento20 pagineIndia'S First Lead-Free Upvc PipeSafeNessuna valutazione finora
- Ev 15l PDFDocumento2 pagineEv 15l PDFJocelynNessuna valutazione finora
- Bah C Ivan Motor English UsbDocumento126 pagineBah C Ivan Motor English UsbNajlaNessuna valutazione finora
- Form 8887EDocumento306 pagineForm 8887EfransiskaNessuna valutazione finora
- Engine Room VentillationDocumento36 pagineEngine Room VentillationAnwarul Shafiq AwalludinNessuna valutazione finora
- Mazda Premacy Training Manual: GI B1 D E F1 G H J1 KDocumento50 pagineMazda Premacy Training Manual: GI B1 D E F1 G H J1 KRafael Olave0% (1)
- 4MKM0707 - RevA1 - User Manual MV7000 NPP - Part5 - Protection & DiagnosticsDocumento9 pagine4MKM0707 - RevA1 - User Manual MV7000 NPP - Part5 - Protection & DiagnosticsiuliiulianNessuna valutazione finora
- Type D - 70sqmDocumento2 pagineType D - 70sqmRandall MayNessuna valutazione finora
- Pds Luxol 5000 VocDocumento2 paginePds Luxol 5000 VocmuthukumarNessuna valutazione finora
- G-U Tilt and Turn and Side Hung Jet AK8Documento8 pagineG-U Tilt and Turn and Side Hung Jet AK8haltcol4567Nessuna valutazione finora
- PV Connector InstructionsDocumento2 paginePV Connector InstructionsGeorge KattapuramNessuna valutazione finora
- NR-311004 - Process Control InstrumentationDocumento6 pagineNR-311004 - Process Control InstrumentationSrinivasa Rao GNessuna valutazione finora
- Final Suratgarh Report PDFDocumento39 pagineFinal Suratgarh Report PDFpriyaNessuna valutazione finora
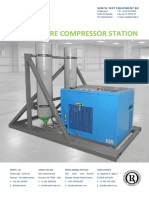
- Compressor Station (Specification 98A)Documento2 pagineCompressor Station (Specification 98A)Gloria HamiltonNessuna valutazione finora
- IKEA Catalogue 2012Documento189 pagineIKEA Catalogue 2012Rafi UdeenNessuna valutazione finora
- TS of Travelling TripperDocumento10 pagineTS of Travelling TripperShashank HegdeNessuna valutazione finora
- Sumski Fond AustrijeDocumento11 pagineSumski Fond AustrijeBogdan BukaraNessuna valutazione finora
- Advanced Silicide Based Materials - MoSi2Documento13 pagineAdvanced Silicide Based Materials - MoSi2chandravadiyaketanNessuna valutazione finora
- Pompe Caldura Aer-Apa TONON FORTY - HOTTY PDFDocumento28 paginePompe Caldura Aer-Apa TONON FORTY - HOTTY PDFTEIUSANUNessuna valutazione finora
- Organic Chemical TechnologyDocumento5 pagineOrganic Chemical TechnologykayeNessuna valutazione finora
- Naveed MD CVDocumento2 pagineNaveed MD CVSajid Iqbal100% (1)
- Development of A Powder Metallurgical Self Cooling Forging Die With Inner CavitiesDocumento9 pagineDevelopment of A Powder Metallurgical Self Cooling Forging Die With Inner CavitiesJasbir S RyaitNessuna valutazione finora
- Onboard Maintenance Paint Guide - tcm40 67407 PDFDocumento9 pagineOnboard Maintenance Paint Guide - tcm40 67407 PDFPrince SadhotraNessuna valutazione finora
- LXC706 V1.0 en User ManualDocumento16 pagineLXC706 V1.0 en User ManualAnonymous vqsuRyNessuna valutazione finora
- YguygDocumento15 pagineYguygPranjal NimaseNessuna valutazione finora
- Transportation EngineeringDocumento81 pagineTransportation EngineeringTyler Ross SmithNessuna valutazione finora
- Best Metal Casting DesignDocumento71 pagineBest Metal Casting DesignVijay Pawar100% (2)