Potrebbero piacerti anche
- Belt Sander 0001Documento5 pagineBelt Sander 0001wienslaw5804Nessuna valutazione finora
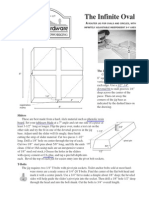
- The Infinite Oval: Tools For WoodworkingDocumento2 pagineThe Infinite Oval: Tools For Woodworkingoqab18Nessuna valutazione finora
- Mesa de JardinDocumento5 pagineMesa de JardinDisho1934Nessuna valutazione finora
- Floating Hexagon Shelf PlanDocumento7 pagineFloating Hexagon Shelf PlanbumimanusiaNessuna valutazione finora
- Plans: Anel AWDocumento11 paginePlans: Anel AWElysita Macedo SalvadorNessuna valutazione finora
- Porch Swing: Project 16258EZDocumento5 paginePorch Swing: Project 16258EZBSulli100% (1)
- Welding Complete - Compressed (199-402)Documento204 pagineWelding Complete - Compressed (199-402)SergioNessuna valutazione finora
- WJ099 Picnic Table PDFDocumento0 pagineWJ099 Picnic Table PDFCarlos A. Mendel100% (1)
- Welding Complete - Compressed (403-579)Documento177 pagineWelding Complete - Compressed (403-579)SergioNessuna valutazione finora
- Tools and Materials:: Rojects Online: Building A Six-Sided GazeboDocumento8 pagineTools and Materials:: Rojects Online: Building A Six-Sided GazeboMara_Traistaru_808Nessuna valutazione finora
- Book Case - AnniversaryDocumento10 pagineBook Case - AnniversaryCris CondeNessuna valutazione finora
- Adjustable Laptop Desk: Project PlanDocumento6 pagineAdjustable Laptop Desk: Project PlancajemarNessuna valutazione finora
- Ultimate WorkbenchDocumento8 pagineUltimate WorkbenchEric Gruff0% (1)
- Farm Equipment Welding PlansDocumento100 pagineFarm Equipment Welding Plansb0beiii100% (4)
- Tool Box - Workshop ToolboxDocumento6 pagineTool Box - Workshop ToolboxDaniel Lourenço100% (1)
- ShopNotes Issue 132Documento62 pagineShopNotes Issue 132florinel8602100% (9)
- Block PlaneDocumento1 paginaBlock PlaneSanela Ljubičić100% (4)
- Panel Saw PlanDocumento11 paginePanel Saw Plankarim100% (1)
- Platform Bed PlansDocumento6 paginePlatform Bed PlansGypsy5100% (1)
- 8 Foot Picnic Table PlansDocumento5 pagine8 Foot Picnic Table Planstom2susanNessuna valutazione finora
- Floor LampDocumento7 pagineFloor LampSergioNessuna valutazione finora
- ShopNotes 133 PDFDocumento59 pagineShopNotes 133 PDFSilvio Falco100% (3)
- Router Bit Box 2 PartesDocumento11 pagineRouter Bit Box 2 Partesapi-3830394100% (1)
- Wireless Stereo Speaker Box: Project PlanDocumento8 pagineWireless Stereo Speaker Box: Project PlancajemarNessuna valutazione finora
- WorksupportstandDocumento1 paginaWorksupportstandFrenchwolf420Nessuna valutazione finora
- The Colonial Dry SinkDocumento8 pagineThe Colonial Dry Sink- yAy3e -Nessuna valutazione finora
- The Pochade and Wet Panel Carrier Do It Yourself PlanDa EverandThe Pochade and Wet Panel Carrier Do It Yourself PlanValutazione: 4 su 5 stelle4/5 (1)
- Deluxe Murphy Bed Plan FullDocumento22 pagineDeluxe Murphy Bed Plan Fullperffecto100% (3)
- Pianos: Their Construction, Tuning, And Repair - With Numerous Engravings And DiagramsDa EverandPianos: Their Construction, Tuning, And Repair - With Numerous Engravings And DiagramsValutazione: 5 su 5 stelle5/5 (2)
- Contemporary Coffee Table: Project 17631EZDocumento5 pagineContemporary Coffee Table: Project 17631EZBSulliNessuna valutazione finora
- Box Cart PlansDocumento4 pagineBox Cart PlansPaulDahlbergNessuna valutazione finora
- Horizontal Slide-Valve EngineDocumento19 pagineHorizontal Slide-Valve EngineDarius BooyensNessuna valutazione finora
- Building A Traditional Workbench - Frank Klausz - Woodworkers JounalDocumento13 pagineBuilding A Traditional Workbench - Frank Klausz - Woodworkers Jounallehigh1979100% (5)
- Wood-And-Epoxy Topped Jewelry Cabinet: Project PlanDocumento13 pagineWood-And-Epoxy Topped Jewelry Cabinet: Project Plancajemar100% (1)
- Compound Slide Wood LatheDocumento6 pagineCompound Slide Wood LatheJim100% (2)
- Piper J-3 CubDocumento15 paginePiper J-3 CubAviation/Space History Library100% (8)
- 10 06 WorkshopDocumento5 pagine10 06 WorkshopMiguel Angel Rodríguez Zenteno100% (2)
- Building Outdoor Furniture: Classic Deck, Patio & Garden Projects That Will Last a LifetimeDa EverandBuilding Outdoor Furniture: Classic Deck, Patio & Garden Projects That Will Last a LifetimeNessuna valutazione finora
- Loft Bed PlansDocumento6 pagineLoft Bed PlansDarryl Lashambe100% (2)
- Potters Kick Wheel PlansDocumento4 paginePotters Kick Wheel PlansboomixNessuna valutazione finora
- Lawn Swing: IMPORTANT: Read This Before You StartDocumento6 pagineLawn Swing: IMPORTANT: Read This Before You StartBill RNessuna valutazione finora
- Drilling and Milling Table: CompoundDocumento4 pagineDrilling and Milling Table: CompoundmountaineerjpNessuna valutazione finora
- Contemporary Lamp: Project 15532EZDocumento4 pagineContemporary Lamp: Project 15532EZBSulliNessuna valutazione finora
- Vertical Rev HDocumento10 pagineVertical Rev HMiguel OyarzabalNessuna valutazione finora
- Coil WinderDocumento15 pagineCoil Winderkokomore100% (1)
- Engine Stand PlansDocumento23 pagineEngine Stand PlansJoey WilletNessuna valutazione finora
- DSPIRA Horn Assembly: Overview of Telescope DesignDocumento6 pagineDSPIRA Horn Assembly: Overview of Telescope DesignMartin BaqueiroNessuna valutazione finora
- Forward Side of The Forward Angle, Drill A 3/16" Hole Through The PVC andDocumento1 paginaForward Side of The Forward Angle, Drill A 3/16" Hole Through The PVC andRafaell DalpraNessuna valutazione finora
- SBA Technical Data Sheet Number 07 - The W.B.C. HiveDocumento6 pagineSBA Technical Data Sheet Number 07 - The W.B.C. HiveCristian BujorNessuna valutazione finora
- Build A Wooden Hand PlaneDocumento10 pagineBuild A Wooden Hand PlaneFred171717100% (1)
- 62 - Exploded View of Carpenter's ToolboxDocumento1 pagina62 - Exploded View of Carpenter's ToolboxGsmHelpNessuna valutazione finora
- Bench - Build A Classic Porch Glider - PopMecDocumento8 pagineBench - Build A Classic Porch Glider - PopMecvdbroger100% (1)
- Router Bit Box: Project 20261EZDocumento6 pagineRouter Bit Box: Project 20261EZBSulliNessuna valutazione finora
- How To Build An Adjustable SawhorseDocumento15 pagineHow To Build An Adjustable SawhorseMad Cow100% (1)
- How To Build: What Is The Cheep Spinner?Documento47 pagineHow To Build: What Is The Cheep Spinner?WolfgangNessuna valutazione finora
- Build Your Own Spinner You Will NOT Find A Simpler Design Anywhere Else! Over 100 Color Pictures!Documento27 pagineBuild Your Own Spinner You Will NOT Find A Simpler Design Anywhere Else! Over 100 Color Pictures!WolfgangNessuna valutazione finora
- Whimpy Hogan's: Bees, Bee Products, and HoneyDocumento3 pagineWhimpy Hogan's: Bees, Bee Products, and HoneyWolfgangNessuna valutazione finora
- Insulated Moisture QuiltDocumento5 pagineInsulated Moisture QuiltWolfgangNessuna valutazione finora
- Langstroth Modification KitDocumento8 pagineLangstroth Modification KitWolfgangNessuna valutazione finora
- Multi Use Bottom BoardDocumento3 pagineMulti Use Bottom BoardWolfgangNessuna valutazione finora
- Wood Queen Cage HolderDocumento2 pagineWood Queen Cage HolderWolfgangNessuna valutazione finora
- 3 Frame Mini Mating Nuc: Scale - 1" 3"Documento3 pagine3 Frame Mini Mating Nuc: Scale - 1" 3"WolfgangNessuna valutazione finora
- Top Bar Hive Vs LangstrothDocumento2 pagineTop Bar Hive Vs LangstrothWolfgangNessuna valutazione finora
- Making Organic Wax FoundationDocumento10 pagineMaking Organic Wax FoundationWolfgangNessuna valutazione finora
- Mini Mating Nuc 4x4Documento3 pagineMini Mating Nuc 4x4WolfgangNessuna valutazione finora
- The Rose Engine Lathe: Its History Development, and Modern UseDocumento71 pagineThe Rose Engine Lathe: Its History Development, and Modern UseWolfgangNessuna valutazione finora
- Long Langstroth HiveDocumento7 pagineLong Langstroth HiveWolfgangNessuna valutazione finora
- Drophammer Test On AzidesDocumento5 pagineDrophammer Test On AzidesWolfgangNessuna valutazione finora
- T 321-07 2011Documento11 pagineT 321-07 2011susanaleNessuna valutazione finora
- MEDocumento2 pagineMEliezl binNessuna valutazione finora
- Tensile Deformation - John HollomonDocumento23 pagineTensile Deformation - John Hollomonkelsiu1100% (7)
- Change in Spaces: Adaptive Reuse From Residential To CommercialDocumento33 pagineChange in Spaces: Adaptive Reuse From Residential To CommercialkeerthanaNessuna valutazione finora
- Studies On Chemical Resistance of Low Water/cement Ratio ConcretesDocumento10 pagineStudies On Chemical Resistance of Low Water/cement Ratio ConcretesMaziar MehravarNessuna valutazione finora
- Catalogo Partes de John DeereDocumento633 pagineCatalogo Partes de John DeereJonathan ArgotiNessuna valutazione finora
- Acoustics Required in A Recording StudioDocumento19 pagineAcoustics Required in A Recording StudioRiyaNessuna valutazione finora
- Procedure in Enforcing Administrative Sanctions Procedure For Abatement/Demolition of Dangerous/Ruinous Buildings/StructuresDocumento6 pagineProcedure in Enforcing Administrative Sanctions Procedure For Abatement/Demolition of Dangerous/Ruinous Buildings/StructuresJohn Ace CatanghalNessuna valutazione finora
- Bill of Quantity KabilDocumento8 pagineBill of Quantity KabilAlessandroStratanNessuna valutazione finora
- System 300 Modular Plants: Terex Minerals Processing Systems System 300Documento2 pagineSystem 300 Modular Plants: Terex Minerals Processing Systems System 300gambit galihNessuna valutazione finora
- Installation Module: Xarios RangeDocumento20 pagineInstallation Module: Xarios Rangefaza1111Nessuna valutazione finora
- Thumb Rule For Civil Material QtyDocumento6 pagineThumb Rule For Civil Material QtynileshNessuna valutazione finora
- Insulation CalculationDocumento10 pagineInsulation CalculationagazamiNessuna valutazione finora
- Secado de Papel - Ventilacion de Bolsillos1Documento40 pagineSecado de Papel - Ventilacion de Bolsillos1Edgar Cordova HerreraNessuna valutazione finora
- SFSDFDocumento1 paginaSFSDFbillNessuna valutazione finora
- CDD Website PresentationDocumento11 pagineCDD Website PresentationAboalmaaliNessuna valutazione finora
- Excel Tulangan Slab On Pile 3Documento2 pagineExcel Tulangan Slab On Pile 3panduNessuna valutazione finora
- Indeterminate StrussDocumento44 pagineIndeterminate StrussMohan NaikNessuna valutazione finora
- Tensar GeomallaDocumento13 pagineTensar GeomallaBrayhan MirkoNessuna valutazione finora
- 328750852089918-Working HydraulicsDocumento9 pagine328750852089918-Working HydraulicsBestway Equipment RepairingNessuna valutazione finora
- 04 FORM Personal Daily Report HSEDocumento4 pagine04 FORM Personal Daily Report HSEArga Sakti YusnandarNessuna valutazione finora
- 22년식NMAX125.o 1fsno45dn1l1ni6g1qo71jos14vq8Documento63 pagine22년식NMAX125.o 1fsno45dn1l1ni6g1qo71jos14vq8Jae Man YouNessuna valutazione finora
- EN1993 - Benchmarks SCIA PDFDocumento212 pagineEN1993 - Benchmarks SCIA PDFAnonymous 19QCaJNessuna valutazione finora
- 3.3L 6-Cyl VinDocumento28 pagine3.3L 6-Cyl VingypsyshortNessuna valutazione finora
- Mobile Crane or Boom Truck Checklist Rev4Documento2 pagineMobile Crane or Boom Truck Checklist Rev4maomontes100% (2)
- Shell Gadus S2 A320 2Documento2 pagineShell Gadus S2 A320 2Raden ArdyNessuna valutazione finora
- Bearing Pad "A" Bearing Pad "B": Bd-Id1EDocumento11 pagineBearing Pad "A" Bearing Pad "B": Bd-Id1EJUAN RULFONessuna valutazione finora
- Fire Wall DesignDocumento4 pagineFire Wall DesignIrshad KhanNessuna valutazione finora
- Dow ELITE 5220G Enhanced Polyethylene ResinDocumento2 pagineDow ELITE 5220G Enhanced Polyethylene Resinusman3549606Nessuna valutazione finora
- Stiffness Modifiers For RC BuilindingDocumento8 pagineStiffness Modifiers For RC BuilindingDipak BorsaikiaNessuna valutazione finora