Potrebbero piacerti anche
- 01 Suspension Bridge DrawingsDocumento11 pagine01 Suspension Bridge DrawingsNurali Mamen100% (1)
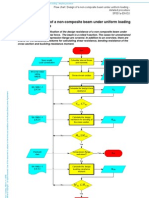
- EC3 Flow Chart Design of A Non-Composite Beam Under Uniform Loading - Detailed ProcedureDocumento5 pagineEC3 Flow Chart Design of A Non-Composite Beam Under Uniform Loading - Detailed Procedurejskolmen100% (1)
- 20550e00 PDFDocumento120 pagine20550e00 PDFhalim_kaNessuna valutazione finora
- Recent Studies On Piled-Raft Foundation: State of Art: V.J.Sharma, S.A.Vasanvala, C.H.SolankiDocumento9 pagineRecent Studies On Piled-Raft Foundation: State of Art: V.J.Sharma, S.A.Vasanvala, C.H.SolankiMặc Thế NhânNessuna valutazione finora
- Analysis of Single and Group Micropile Behavior PDFDocumento157 pagineAnalysis of Single and Group Micropile Behavior PDFLucas MartinsNessuna valutazione finora
- Engineer's Report On Collapse of South Alabama Football FacilityDocumento22 pagineEngineer's Report On Collapse of South Alabama Football Facilitycreg1973100% (1)
- Principles and Practices of Stud Welding: State-Of-The-Art PaperDocumento0 paginePrinciples and Practices of Stud Welding: State-Of-The-Art PaperTenkre TenNessuna valutazione finora
- A23b - Chalenges For Underwater Concrete Repair in Deep WaterDocumento12 pagineA23b - Chalenges For Underwater Concrete Repair in Deep WaterJoão Carlos Protz ProtzNessuna valutazione finora
- Tube-To-Tube Sheet Joint RequirementsDocumento2 pagineTube-To-Tube Sheet Joint RequirementsWaqas WaqasNessuna valutazione finora
- Module 3 Shear Strength of SoilDocumento7 pagineModule 3 Shear Strength of SoilJeth LawNessuna valutazione finora
- Basics of Rotary Drilling (1) Basics of Rotary DrillingDocumento0 pagineBasics of Rotary Drilling (1) Basics of Rotary DrillingmvkellyNessuna valutazione finora
- ASME B 31.3 2016 Process PipingDocumento30 pagineASME B 31.3 2016 Process Pipingr.devendran25% (4)
- Interaction DiagramDocumento13 pagineInteraction DiagramhithereNessuna valutazione finora
- Construction of Road Foundation On Soft SoilDocumento8 pagineConstruction of Road Foundation On Soft SoilAnuragBajpai0% (1)
- SPE-31087-MS Selection of Screen Slot With To Prevent Plugging and Sand ProductionDocumento11 pagineSPE-31087-MS Selection of Screen Slot With To Prevent Plugging and Sand ProductionMaría Camila Reyes Páez100% (1)
- Geo-Cell Reinforced BaseDocumento8 pagineGeo-Cell Reinforced Baseharishreddy1985Nessuna valutazione finora
- Standard Penetration TestDocumento59 pagineStandard Penetration TestcuervohijoguachoNessuna valutazione finora
- Effect of Diameter On The Load Carrying Capacity oDocumento11 pagineEffect of Diameter On The Load Carrying Capacity oGabriel ColoradoNessuna valutazione finora
- Chapter II Literature ReviewDocumento13 pagineChapter II Literature ReviewVinod kumarNessuna valutazione finora
- In Situ Ground Freezing To Obtain Undisturbed Samples - Hofmann (2000)Documento11 pagineIn Situ Ground Freezing To Obtain Undisturbed Samples - Hofmann (2000)jorge.jimenezNessuna valutazione finora
- The Application of Triaxial Testing To Flexible Pavement DesignDocumento17 pagineThe Application of Triaxial Testing To Flexible Pavement DesignvictorNessuna valutazione finora
- ART20174885Documento6 pagineART20174885Ahmed Abd el shakourNessuna valutazione finora
- Rigid Pavement Design Using Recycled Asphalt I C MaterialsDocumento9 pagineRigid Pavement Design Using Recycled Asphalt I C MaterialsAtish Kumar ChouhanNessuna valutazione finora
- Kaloush2005 PDFDocumento7 pagineKaloush2005 PDFKlisman A. Flores DurandNessuna valutazione finora
- Density and SCB Measured Fracture Resistanc - 2017 - International Journal of PaDocumento10 pagineDensity and SCB Measured Fracture Resistanc - 2017 - International Journal of PaTONY VILCHEZ YARIHUAMANNessuna valutazione finora
- Variation of Resilient Modulus With Soil Suction For Compacted Subgrade SoilsDocumento9 pagineVariation of Resilient Modulus With Soil Suction For Compacted Subgrade SoilsRoymar GelvesNessuna valutazione finora
- Behavior of Raft Foundation Resting On Improved Soft Soil With Conventional Granular PilesDocumento8 pagineBehavior of Raft Foundation Resting On Improved Soft Soil With Conventional Granular PilesaNessuna valutazione finora
- Grid Mat Method To Increase The Bearing Capacity of Subgrade SoilDocumento4 pagineGrid Mat Method To Increase The Bearing Capacity of Subgrade SoilcqueenNessuna valutazione finora
- Field and Laboratory Investigation of Permeable Asphalt Mixes On Georgia HighwaysDocumento8 pagineField and Laboratory Investigation of Permeable Asphalt Mixes On Georgia HighwaysRaven SandiNessuna valutazione finora
- Determination of The Adequate Thickness of Granular Subbase Beneath Foundations (2010)Documento26 pagineDetermination of The Adequate Thickness of Granular Subbase Beneath Foundations (2010)Nicolas GiraldoNessuna valutazione finora
- Behavior of Circular Footings Resting On ConfinedDocumento9 pagineBehavior of Circular Footings Resting On ConfinedAhmed Abd el shakourNessuna valutazione finora
- Modeling of Shallowly Embedded Offshore Pipelines in Calcareous SandDocumento9 pagineModeling of Shallowly Embedded Offshore Pipelines in Calcareous SandAditya MandapatiNessuna valutazione finora
- Literature ReviewDocumento9 pagineLiterature ReviewVinod kumarNessuna valutazione finora
- Review of Research 00 S ChuDocumento68 pagineReview of Research 00 S Chusaha_0291Nessuna valutazione finora
- Analysis and Design Af A Stabilized Fly-Ash As Pavement Base MaterialDocumento12 pagineAnalysis and Design Af A Stabilized Fly-Ash As Pavement Base MaterialAndream_56pjhmNessuna valutazione finora
- Load Testing of A Closed-Ended Pipe Pile Driven in Multilayered SoilDocumento11 pagineLoad Testing of A Closed-Ended Pipe Pile Driven in Multilayered SoilsuntharthiNessuna valutazione finora
- Comportamiento Pavimento Flexible en Suelos ExpansivosDocumento14 pagineComportamiento Pavimento Flexible en Suelos ExpansivosAnonymous 5exSerNessuna valutazione finora
- Comparison of Mix Design Methods For Porous Asphalt MixturesDocumento2 pagineComparison of Mix Design Methods For Porous Asphalt MixturesMaureen GalinganNessuna valutazione finora
- Behavior of Strip Footing On Geogrid-Reinforced Sand Over A Soft Clay SlopeDocumento11 pagineBehavior of Strip Footing On Geogrid-Reinforced Sand Over A Soft Clay SlopevishwaskhatriNessuna valutazione finora
- Geotextiles and Geomembranes: Technical NoteDocumento6 pagineGeotextiles and Geomembranes: Technical NoteKari GalindoNessuna valutazione finora
- A Study of In-Place Rutting of Asphalt Pavements: E. R. Brown and Stephen A. CrossDocumento39 pagineA Study of In-Place Rutting of Asphalt Pavements: E. R. Brown and Stephen A. CrossHasumati SolankiNessuna valutazione finora
- Yang 2019 IOP Conf. Ser. Earth Environ. Sci. 283 012053Documento12 pagineYang 2019 IOP Conf. Ser. Earth Environ. Sci. 283 012053AKINMADE OLUWATOSINNessuna valutazione finora
- Pile Foundation Construction ReportDocumento6 paginePile Foundation Construction Reportamrelamer.19.97Nessuna valutazione finora
- Field Performance of A Compacted Clay Landfill Final Cover at A Humid SiteDocumento45 pagineField Performance of A Compacted Clay Landfill Final Cover at A Humid SiteMichaelNessuna valutazione finora
- Characterizing Ballast DegradationDocumento10 pagineCharacterizing Ballast DegradationmlakkissNessuna valutazione finora
- Finite Element Modeling of Inclined Load Capacity of Suction Caisson in Sand With Abaqus-ExplicitDocumento7 pagineFinite Element Modeling of Inclined Load Capacity of Suction Caisson in Sand With Abaqus-ExplicitDang Quang MinhNessuna valutazione finora
- Design: California Mix For Cement-Treated BasesDocumento45 pagineDesign: California Mix For Cement-Treated BasesHasniati AminNessuna valutazione finora
- Geotextiles or Geomembranes in Track British Railways' Experience.Documento14 pagineGeotextiles or Geomembranes in Track British Railways' Experience.Yongliang LiuNessuna valutazione finora
- Bearing Capacity Improvement of Soil Usi PDFDocumento13 pagineBearing Capacity Improvement of Soil Usi PDFPoornima PoorniNessuna valutazione finora
- Key Words: Model Tests, Footing, Bearing Capacity, Granular Fill, Clays, Finite Elements, GeotextilesDocumento14 pagineKey Words: Model Tests, Footing, Bearing Capacity, Granular Fill, Clays, Finite Elements, Geotextilesد.م أحمد رشديNessuna valutazione finora
- Field Evaluation of Geocell Use in Flexible Pavements: Imad L. Al-Qadi and John J. HughesDocumento10 pagineField Evaluation of Geocell Use in Flexible Pavements: Imad L. Al-Qadi and John J. HughesMatilda ValeryNessuna valutazione finora
- Efficiency of Pile Groups in Clay Under Different Loading RatesDocumento6 pagineEfficiency of Pile Groups in Clay Under Different Loading RatessenhuNessuna valutazione finora
- An Investigation16Documento19 pagineAn Investigation16badisnoveNessuna valutazione finora
- Soil & Tillage ResearchDocumento8 pagineSoil & Tillage ResearchAlex AdamsNessuna valutazione finora
- Using Simulated Annealing (SA), Evolutionary Algorithm To Determine Optimal Dimensions of Clay Core in Earth DamsDocumento16 pagineUsing Simulated Annealing (SA), Evolutionary Algorithm To Determine Optimal Dimensions of Clay Core in Earth Damsyaseen90azizNessuna valutazione finora
- Research On Drainage MaterialsDocumento90 pagineResearch On Drainage MaterialsEFREN BACOLOD MONTALES JRNessuna valutazione finora
- Load Settlement Behaviour and Interaction Effect of Piled Raft Foundation in Cohesive SoilDocumento13 pagineLoad Settlement Behaviour and Interaction Effect of Piled Raft Foundation in Cohesive SoilEswara PrasadNessuna valutazione finora
- SPE-170109-MS A Case Study in The Application of Bitumen Geochemistry For Reservoir Characterization in SAGD DevelopmentDocumento16 pagineSPE-170109-MS A Case Study in The Application of Bitumen Geochemistry For Reservoir Characterization in SAGD DevelopmentmarijoNessuna valutazione finora
- Stabilising Effect of Locally Produced Lime On Selected Lateritic SoilsDocumento6 pagineStabilising Effect of Locally Produced Lime On Selected Lateritic SoilsIzuara BeckmannNessuna valutazione finora
- Burd Frydman 1997Documento14 pagineBurd Frydman 1997michgebNessuna valutazione finora
- The Asphalt Core Embankment Dam: A Very Competitive AlternativeDocumento11 pagineThe Asphalt Core Embankment Dam: A Very Competitive AlternativeTrí Hồ Minh LêNessuna valutazione finora
- Identification and Quantification of Parameters Influencing The Behavior of Piled Raft Foundation in Layered SandDocumento10 pagineIdentification and Quantification of Parameters Influencing The Behavior of Piled Raft Foundation in Layered SandEswara PrasadNessuna valutazione finora
- Numerical Analysis of Inclined Uplift Ca PDFDocumento11 pagineNumerical Analysis of Inclined Uplift Ca PDFRayodcNessuna valutazione finora
- 2 - Soil-Only Landfill CoversDocumento13 pagine2 - Soil-Only Landfill Covers齐左Nessuna valutazione finora
- Soil Improvement by Using Bamboo ReinforcementDocumento7 pagineSoil Improvement by Using Bamboo ReinforcementShah Mohammad IqbalNessuna valutazione finora
- 517Documento4 pagine517Nabeel AL-HakeemNessuna valutazione finora
- The Use of Skirts To Improve The Performance of A Footing in SandDocumento10 pagineThe Use of Skirts To Improve The Performance of A Footing in SandAnand K RajNessuna valutazione finora
- Performance of Waste Tyre Rubber On Model Flexible PavementDocumento4 paginePerformance of Waste Tyre Rubber On Model Flexible PavementNimmy FredrickNessuna valutazione finora
- Characterisation of Response of Circular Piled Raft Tested in SandDocumento7 pagineCharacterisation of Response of Circular Piled Raft Tested in SandVenkatraman BalakumarNessuna valutazione finora
- Parametric Study On Performance of Piled Raft Foundation On Dense Sand Underlain by Soft ClayDocumento10 pagineParametric Study On Performance of Piled Raft Foundation On Dense Sand Underlain by Soft ClayEswara PrasadNessuna valutazione finora
- Pavement Design For Roads On Expansive C PDFDocumento7 paginePavement Design For Roads On Expansive C PDFRupali SatavalekarNessuna valutazione finora
- Challenges and Uncertainties Relating To Open CaissonsDocumento13 pagineChallenges and Uncertainties Relating To Open CaissonsromeoremoNessuna valutazione finora
- Transactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Reinforced Concrete Pier ConstructionDa EverandTransactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Reinforced Concrete Pier ConstructionNessuna valutazione finora
- Tds - Emaco s66 CPDocumento2 pagineTds - Emaco s66 CPVenkata RaoNessuna valutazione finora
- Contract Implementation Part 3: Contract ManagementDocumento64 pagineContract Implementation Part 3: Contract ManagementKryle Dayle VillanuevaNessuna valutazione finora
- FloSet BrochureDocumento6 pagineFloSet BrochureHector TosarNessuna valutazione finora
- Modern Classic - Sophie Paterson InteriorsDocumento3 pagineModern Classic - Sophie Paterson InteriorsShyam SutharNessuna valutazione finora
- Alluminium Composite Panel-FlexibondDocumento4 pagineAlluminium Composite Panel-Flexibondedars08Nessuna valutazione finora
- 3D Finite Element Modeling of Pavement Structures - GBVDocumento3 pagine3D Finite Element Modeling of Pavement Structures - GBVYasser AlghrafyNessuna valutazione finora
- Bored-Piling Mar2016 PDFDocumento4 pagineBored-Piling Mar2016 PDFrajaNessuna valutazione finora
- 1KS 34075 en PDFDocumento1 pagina1KS 34075 en PDFbebeNessuna valutazione finora
- Mep-01.02 Detail Dock ShelterDocumento1 paginaMep-01.02 Detail Dock ShelterTri MurwantoNessuna valutazione finora
- Kem Microconcrete - NDocumento2 pagineKem Microconcrete - NIrfan BiradarNessuna valutazione finora
- Course Outline UpdatedDocumento1 paginaCourse Outline UpdatedAddisu AyeleNessuna valutazione finora
- TDS-HU-Muszaki Adatlap MacRes System Concrete Panels ENG Rev03 Dec2013Documento1 paginaTDS-HU-Muszaki Adatlap MacRes System Concrete Panels ENG Rev03 Dec2013Frans van der MerweNessuna valutazione finora
- A. Tes BQ StrukturDocumento1 paginaA. Tes BQ Strukturdian faniNessuna valutazione finora
- Financials For... Box CulvertDocumento5 pagineFinancials For... Box CulvertAnonymous CPEha1db7UNessuna valutazione finora
- 404 South St. Frederick MD 21701Documento3 pagine404 South St. Frederick MD 21701Chris and Karen HighlandNessuna valutazione finora
- Front Elevation Side Elevation: E.W.S. HousingDocumento1 paginaFront Elevation Side Elevation: E.W.S. HousingsahilNessuna valutazione finora
- Vantage Engine Service ManualDocumento40 pagineVantage Engine Service ManualWaseem Khan100% (1)