Potrebbero piacerti anche
- EPST Usermanual Autotune AST ZT V3.3.2 20170313 PDFDocumento56 pagineEPST Usermanual Autotune AST ZT V3.3.2 20170313 PDFGreg CerrutiNessuna valutazione finora
- EPST System Configurations 4.0 PDFDocumento5 pagineEPST System Configurations 4.0 PDFGreg CerrutiNessuna valutazione finora
- ElectroProject Soft Torque Brochure PDFDocumento4 pagineElectroProject Soft Torque Brochure PDFGreg CerrutiNessuna valutazione finora
- The Relationship of Thickening Time, Gel Strength, and Compressive Strength of Oilwell CementsDocumento10 pagineThe Relationship of Thickening Time, Gel Strength, and Compressive Strength of Oilwell CementsGreg CerrutiNessuna valutazione finora
- Cement Sheath Stress Failure: K .... Goodwin, R .... CrookDocumento6 pagineCement Sheath Stress Failure: K .... Goodwin, R .... CrookGreg CerrutiNessuna valutazione finora
- SPE/IADC-173037-MS Recent Advances in Soft Torque Rotary SystemsDocumento12 pagineSPE/IADC-173037-MS Recent Advances in Soft Torque Rotary SystemsGreg CerrutiNessuna valutazione finora
- SPE/IADC-194135-MS A Novel Mechanical Tool For Annular Cement VerificationDocumento15 pagineSPE/IADC-194135-MS A Novel Mechanical Tool For Annular Cement VerificationGreg CerrutiNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Assignment 4 JigsDocumento9 pagineAssignment 4 JigsAnahAlhabshiNessuna valutazione finora
- PETg Data SheetDocumento4 paginePETg Data SheetVikram BorkhediyaNessuna valutazione finora
- Self Drilling Rock BoltsDocumento11 pagineSelf Drilling Rock BoltsJairo Copacalle TorricoNessuna valutazione finora
- Rue I CatalogueDocumento24 pagineRue I Cataloguebalacr3Nessuna valutazione finora
- Sandvik HL710S TS2-302 - 01Documento2 pagineSandvik HL710S TS2-302 - 01rolandNessuna valutazione finora
- Module 6 BmeDocumento293 pagineModule 6 BmeEshan ChowdhuryNessuna valutazione finora
- Esprit CNC SoftwareDocumento20 pagineEsprit CNC SoftwareWilsonJobe50% (2)
- Hoja de Vida Maquina Piloteadora Sany 330Documento3 pagineHoja de Vida Maquina Piloteadora Sany 330Tefi OrtizNessuna valutazione finora
- Dywi Drill Hollow Bar SystemDocumento12 pagineDywi Drill Hollow Bar SystemVladimir Correa OportoNessuna valutazione finora
- Eaton's High-Performance Through-The-Door Rotary Handles - Distinctive Functionality and Aesthetic DesignDocumento2 pagineEaton's High-Performance Through-The-Door Rotary Handles - Distinctive Functionality and Aesthetic DesignDavid RiverosNessuna valutazione finora
- Fabrication of Intelligent Braking SystemDocumento6 pagineFabrication of Intelligent Braking SystemVishal LabdeNessuna valutazione finora
- Targa ControllingrunoutDocumento2 pagineTarga Controllingrunoutsaleempasha24Nessuna valutazione finora
- 9851348301b - Simba M4 Technical SpecificationDocumento8 pagine9851348301b - Simba M4 Technical Specificationlorenzo henerNessuna valutazione finora
- TECHNICALDocumento48 pagineTECHNICALPuneeth KumarNessuna valutazione finora
- CNC Milling - Inventor HSM Tutorial 1 - 2D Machining: Pre-Competition Activity PackDocumento26 pagineCNC Milling - Inventor HSM Tutorial 1 - 2D Machining: Pre-Competition Activity PackFilipe Alberto De MagalhãesNessuna valutazione finora
- Ts For Transmission LineDocumento143 pagineTs For Transmission Linejoydeep_d3232100% (3)
- CNC Programming "Milling": Module ObjectivesDocumento37 pagineCNC Programming "Milling": Module Objectiveshasan alsarrafNessuna valutazione finora
- Cost Estimation - MachiningDocumento12 pagineCost Estimation - MachiningAbu Zahid100% (2)
- IADC Drilling Fluids ProcessingDocumento5 pagineIADC Drilling Fluids ProcessingMarkus LandingtonNessuna valutazione finora
- Casing Clean Up Tools Description: Casing Scraper Junk Basket Junk SubDocumento3 pagineCasing Clean Up Tools Description: Casing Scraper Junk Basket Junk Subnurwinanto01Nessuna valutazione finora
- Bosch Power Tools Product Catalogue 2012-2013 In-EnDocumento144 pagineBosch Power Tools Product Catalogue 2012-2013 In-EnPankaj Kumar KushwahaNessuna valutazione finora
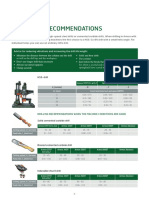
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDocumento3 pagineMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaNessuna valutazione finora
- Catalog Page - 31octDocumento6 pagineCatalog Page - 31octoooNessuna valutazione finora
- Catalogo AlUpineDocumento24 pagineCatalogo AlUpineCarlo PizarroNessuna valutazione finora
- The IADC Roller Bit Classification SystemDocumento18 pagineThe IADC Roller Bit Classification SystemDavid KlinkenbergNessuna valutazione finora
- Drilling and Blasting of RocksDocumento340 pagineDrilling and Blasting of RocksVaibhav P. Bhagwat88% (34)
- Mfe24pi1505 Design of Production Toolingdrill BushingsDocumento14 pagineMfe24pi1505 Design of Production Toolingdrill BushingsSubrat pandaNessuna valutazione finora
- Ranger 500 1 PDFDocumento4 pagineRanger 500 1 PDFWilman CFNessuna valutazione finora
- Metabo SBE 660 SBE 750 ManualDocumento36 pagineMetabo SBE 660 SBE 750 ManualdinescNessuna valutazione finora
- Cop 1132 8311 1280 00-EDocumento51 pagineCop 1132 8311 1280 00-EOrhanNessuna valutazione finora