Potrebbero piacerti anche
- Corte y mecanizado de tuberías. FMEC0108Da EverandCorte y mecanizado de tuberías. FMEC0108Nessuna valutazione finora
- Proyecto de Fin de CicloDocumento14 pagineProyecto de Fin de CicloJosé Andrés Cevallos BrionesNessuna valutazione finora
- Soldadura en el montaje de tuberías. FMEC0108Da EverandSoldadura en el montaje de tuberías. FMEC0108Valutazione: 3.5 su 5 stelle3.5/5 (3)
- Plan de Prevención de Riesgos Por Radiación en La Actividad de Soldadura y CorteDocumento8 paginePlan de Prevención de Riesgos Por Radiación en La Actividad de Soldadura y CorteGiles GilesNessuna valutazione finora
- Revista Epp Soldadura-1Documento3 pagineRevista Epp Soldadura-1wchNessuna valutazione finora
- Protección de superficies. TMVL0509Da EverandProtección de superficies. TMVL0509Nessuna valutazione finora
- RESUMEN EjecutivoDocumento5 pagineRESUMEN EjecutivoJohnny Jala QuirozNessuna valutazione finora
- Trabajo de Investigación y Presentaciones Efectos Que Puede Provocar en El Cuerpo Humano Disposiciones Legales Asociadas Análisis de Un CasoDocumento11 pagineTrabajo de Investigación y Presentaciones Efectos Que Puede Provocar en El Cuerpo Humano Disposiciones Legales Asociadas Análisis de Un CasoBastian Enrique Ovalle AntillancaNessuna valutazione finora
- Instituto Tecnogolico Superior Luis Arboleda MartinezDocumento12 pagineInstituto Tecnogolico Superior Luis Arboleda MartinezJonathan CrisNessuna valutazione finora
- Informe de Practicas Nº1 SeguridadDocumento7 pagineInforme de Practicas Nº1 SeguridadJeanzhito SweetNessuna valutazione finora
- Alambre para Soldadura de Acero Al Carbono Por Arco SumergidoDocumento11 pagineAlambre para Soldadura de Acero Al Carbono Por Arco SumergidodanielbustNessuna valutazione finora
- Recomendaciones para Soldaduras en AceroDocumento5 pagineRecomendaciones para Soldaduras en AceroHeriberto Yau B0% (1)
- Recomendaciones y ObservacionesDocumento9 pagineRecomendaciones y ObservacionesJoseph KeithNessuna valutazione finora
- Esi 014.Documento10 pagineEsi 014.Elliot TecamachaltziNessuna valutazione finora
- Hoja de Seguridad de Soldadura InoxidablesDocumento4 pagineHoja de Seguridad de Soldadura InoxidablesShirley SuarezNessuna valutazione finora
- Presentación Trabajos Corte y Soldadura RedDocumento17 paginePresentación Trabajos Corte y Soldadura RedGregoria100% (1)
- Hoja Seguridad West ArcoDocumento4 pagineHoja Seguridad West ArcoLuisCarlosTorres68% (19)
- Lab Oratorio Procesos de ManufacturaDocumento39 pagineLab Oratorio Procesos de ManufacturaJuvee GonzalezNessuna valutazione finora
- Uso Seguro de Arco Aire.eDocumento14 pagineUso Seguro de Arco Aire.eEsperanza García ChávezNessuna valutazione finora
- Conarco 13aDocumento4 pagineConarco 13aErwin MNessuna valutazione finora
- Normas de SeguridadDocumento25 pagineNormas de SeguridadLinis Maris DcfNessuna valutazione finora
- Taller 1 Precauciones y Reglas de Seguridad Trim II 2023Documento12 pagineTaller 1 Precauciones y Reglas de Seguridad Trim II 2023aNDDRS kokerNessuna valutazione finora
- Informe de Laboratorio de Soldadura 1 2Documento34 pagineInforme de Laboratorio de Soldadura 1 2Jeinson Ricardo Medina SilvaNessuna valutazione finora
- SeguridadDocumento7 pagineSeguridadbladymirNessuna valutazione finora
- Equipos de Protección y Normas de Seguridad e Higiene de La Soldadura y Efectos Secundarios en El Cuerpo HumanoDocumento4 pagineEquipos de Protección y Normas de Seguridad e Higiene de La Soldadura y Efectos Secundarios en El Cuerpo HumanoLuis VillegasNessuna valutazione finora
- Hoja de Seguridad West ArcoDocumento8 pagineHoja de Seguridad West Arcoandres felipe rodriguez baqueroNessuna valutazione finora
- Manual Seguridad en CalienteDocumento13 pagineManual Seguridad en CalienteFREDY BRUNO NINA ALARCONNessuna valutazione finora
- Manual de Seguridad para Trabajos en Caliente RevisionDocumento13 pagineManual de Seguridad para Trabajos en Caliente RevisionDíaz TrujilloNessuna valutazione finora
- Actividad M1-A2Documento8 pagineActividad M1-A2HECTOR JAIME JARAMILLO MORALESNessuna valutazione finora
- Aspectos de Seguridad Relacionados Con La Soldadura Oxiacetilènica y El Oxicorte - .Documento2 pagineAspectos de Seguridad Relacionados Con La Soldadura Oxiacetilènica y El Oxicorte - .pprina24Nessuna valutazione finora
- TEMARIODocumento35 pagineTEMARIOcristian de la luz gonzagaNessuna valutazione finora
- Guia 1 TecsupDocumento20 pagineGuia 1 TecsupAntony David Caceres RojasNessuna valutazione finora
- 13 .-Riesgos y Recomendaciones para Soldadura SeguraDocumento7 pagine13 .-Riesgos y Recomendaciones para Soldadura SeguraRodrigo Cesar Diaz CornejoNessuna valutazione finora
- Pts Trabajos CalienteDocumento15 paginePts Trabajos CalienteYlsel LiNessuna valutazione finora
- Soldadura Tema 3Documento7 pagineSoldadura Tema 3Nadia Garcia MirandaNessuna valutazione finora
- Programa de Soldadura Proteccion IndustrialDocumento17 paginePrograma de Soldadura Proteccion IndustrialIvanna AlvaradoNessuna valutazione finora
- Taller #6 - TPI - FDocumento3 pagineTaller #6 - TPI - FDanae KoralyNessuna valutazione finora
- Informe Elementos de SeguridadDocumento10 pagineInforme Elementos de Seguridadalejandro cardenasNessuna valutazione finora
- Alcance ConfinadoDocumento4 pagineAlcance ConfinadoYiyi ArceNessuna valutazione finora
- 211.-Cómo Afectan Los Humos de La SoldaduraDocumento1 pagina211.-Cómo Afectan Los Humos de La SoldaduraLeonardo BillNessuna valutazione finora
- Taller de Soldadura 1 Jorge CardonaDocumento13 pagineTaller de Soldadura 1 Jorge CardonaJorge Cardona SanchezNessuna valutazione finora
- Un Accidente en La Ejecución de Soldaduras OxicorteDocumento4 pagineUn Accidente en La Ejecución de Soldaduras Oxicorteandina21Nessuna valutazione finora
- Informe N°2 Tecnologia de La SoldaduraDocumento19 pagineInforme N°2 Tecnologia de La SoldaduraMoisés RudasNessuna valutazione finora
- Hoja de Seguridad Soldadura 6011Documento4 pagineHoja de Seguridad Soldadura 6011Marly ReyesNessuna valutazione finora
- Practica 1Documento18 paginePractica 1AndrésAmaguaNessuna valutazione finora
- TRABAJODocumento11 pagineTRABAJOAdrián Figueroa LeónNessuna valutazione finora
- Higiene y Seguridad Industrial en SoldaduraDocumento9 pagineHigiene y Seguridad Industrial en SoldaduraFranklin BoadaNessuna valutazione finora
- Guía 2 Grado 9Documento8 pagineGuía 2 Grado 9jenny jineth romero romeroNessuna valutazione finora
- Trabajos en CalienteDocumento13 pagineTrabajos en CalienteJimmy AlvaNessuna valutazione finora
- Scwi Practicas de Seguridad para El Inspector de SoldadurasDocumento3 pagineScwi Practicas de Seguridad para El Inspector de SoldadurasCARLOS NAVARRETENessuna valutazione finora
- Trabajos en CalienteDocumento44 pagineTrabajos en CalienteVidal DanielNessuna valutazione finora
- Oxicorte Final!Documento17 pagineOxicorte Final!Alexis Andres Villalobos JelvezNessuna valutazione finora
- Hoja de Seguridad de Soldadura Aceros Al CarbonoDocumento4 pagineHoja de Seguridad de Soldadura Aceros Al CarbonoShirley Suarez100% (1)
- Riesgos de Soldadura y SeguridadDocumento4 pagineRiesgos de Soldadura y SeguridadAlexaBoNita100% (1)
- Protocolo de Trabajo en Soldadura OxidoacetilénicaDocumento11 pagineProtocolo de Trabajo en Soldadura OxidoacetilénicaElias RuizNessuna valutazione finora
- Explicar Cuatro Riesgos Que Se Corren Al Soldar Por Arco EléctricoDocumento8 pagineExplicar Cuatro Riesgos Que Se Corren Al Soldar Por Arco EléctricoLuis Fernando Gomez SalasNessuna valutazione finora
- Seguridad en Trabajos de SoldaduraDocumento31 pagineSeguridad en Trabajos de Soldaduracorbalan85Nessuna valutazione finora
- Abi - Seguridad Industrial - Leime SantiagoDocumento7 pagineAbi - Seguridad Industrial - Leime SantiagoSanty AlexanderNessuna valutazione finora
- Reconocimiento de Laboratorio de FundiciónDocumento11 pagineReconocimiento de Laboratorio de FundiciónBryan Hermoza VizcarraNessuna valutazione finora
- IntroduccionDocumento1 paginaIntroduccionMaycol FernandoNessuna valutazione finora
- 1.5-Tarea 1 Foro 1Documento1 pagina1.5-Tarea 1 Foro 1Maycol FernandoNessuna valutazione finora
- Brochure Ing.Documento2 pagineBrochure Ing.Maycol FernandoNessuna valutazione finora
- Plan de AuditoriaDocumento6 paginePlan de AuditoriaMaycol Fernando100% (2)
- Alfredo Bryce Echenique - El Amor, Absolutamente MelancolicoDocumento3 pagineAlfredo Bryce Echenique - El Amor, Absolutamente MelancolicoMaycol FernandoNessuna valutazione finora
- AVANCEDocumento61 pagineAVANCEMaycol FernandoNessuna valutazione finora
- Almendra Presupuesto MaestroDocumento7 pagineAlmendra Presupuesto MaestroMaycol FernandoNessuna valutazione finora
- Cambistas de CalorDocumento16 pagineCambistas de CalorMaycol FernandoNessuna valutazione finora
- Ensayo YominiDocumento17 pagineEnsayo YominiMaycol FernandoNessuna valutazione finora
- Fenomenos 9 y 11Documento17 pagineFenomenos 9 y 11Maycol FernandoNessuna valutazione finora
- 2.4 Tipos Y Caracteristicas de Los RelavesDocumento3 pagine2.4 Tipos Y Caracteristicas de Los RelavesMaycol FernandoNessuna valutazione finora
- Informe 02 - Ensayo JominyDocumento50 pagineInforme 02 - Ensayo JominyMaycol FernandoNessuna valutazione finora
- Carpeta de Servicio - Anexo 3Documento2 pagineCarpeta de Servicio - Anexo 3Maycol FernandoNessuna valutazione finora
- Reseña Historica PDFDocumento2 pagineReseña Historica PDFhotpadrinoNessuna valutazione finora
- Especificaciones Tecnicas Capacitación y Mitigación AmbientalDocumento2 pagineEspecificaciones Tecnicas Capacitación y Mitigación AmbientalJorge Luis VasquezNessuna valutazione finora
- PPAP TopicosDocumento8 paginePPAP TopicosJesús Pérez FloresNessuna valutazione finora
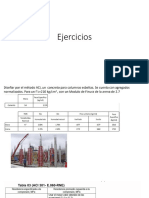
- EjerciciosDocumento9 pagineEjerciciosMia Francesca Vásquez HerreraNessuna valutazione finora
- Tesis EmpastadoDocumento154 pagineTesis EmpastadoJuan Carlos Cabrera JaramilloNessuna valutazione finora
- CamachoNET ConvocatoriaDocumento2 pagineCamachoNET ConvocatoriaJose Ariel A. TorricoNessuna valutazione finora
- Tema 9 - Seg en Sist App y Big DataDocumento44 pagineTema 9 - Seg en Sist App y Big DataSweet DreamsNessuna valutazione finora
- Módulo VI - Tarea 1Documento3 pagineMódulo VI - Tarea 1angelaNessuna valutazione finora
- Manual Del Usuario - Unitrol6800 - MANTARODocumento139 pagineManual Del Usuario - Unitrol6800 - MANTAROJohn Alejandro Estrada AndradeNessuna valutazione finora
- Conociendo Los Recursos Del EntornoDocumento3 pagineConociendo Los Recursos Del EntornoJessi Alcazar MoraNessuna valutazione finora
- Recibo de Pasaje Electrónico, 05 Octubre para MARTIN ESTANISLAO CANTEROSDocumento3 pagineRecibo de Pasaje Electrónico, 05 Octubre para MARTIN ESTANISLAO CANTEROSmartinestanislaocanterosNessuna valutazione finora
- OpticaDocumento17 pagineOpticaYuki Ga FuruNessuna valutazione finora
- Alf Nota 03Documento16 pagineAlf Nota 03zeusNessuna valutazione finora
- Adicionales y Deductivos de ObraDocumento3 pagineAdicionales y Deductivos de ObraStewart G. Torres Viera100% (2)
- Rosa de Los VientosDocumento5 pagineRosa de Los Vientosceleste mulenaNessuna valutazione finora
- Taller. Familiarización de Herramienta FigmaDocumento10 pagineTaller. Familiarización de Herramienta FigmaAlanis Akira PeñalbaNessuna valutazione finora
- Manual Responsable de UnidadDocumento152 pagineManual Responsable de UnidadManuel BertoNessuna valutazione finora
- Ficha de Datos de Seguridad T-0028/A Brillo Directo TransparenteDocumento18 pagineFicha de Datos de Seguridad T-0028/A Brillo Directo TransparenteEduardo PachecoNessuna valutazione finora
- Emprende - A - Tu - Manera - Yanbal - Digital - Billetera - Virtual VFDocumento65 pagineEmprende - A - Tu - Manera - Yanbal - Digital - Billetera - Virtual VFLizeth Andrea100% (1)
- 6 Proy6 Sem1 S2 Mat-SesionDocumento8 pagine6 Proy6 Sem1 S2 Mat-SesionrogerNessuna valutazione finora
- CUMBIDocumento11 pagineCUMBIAndres Galvan VillegasNessuna valutazione finora
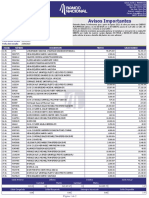
- Avisos Importantes: Datos Del ClienteDocumento2 pagineAvisos Importantes: Datos Del ClienteObner LeonelNessuna valutazione finora
- 02resumen02 1Documento42 pagine02resumen02 1matias majulNessuna valutazione finora
- Actividades Del Instructor en El Seguimiento y Evaluación de La Etapa ProductivaDocumento3 pagineActividades Del Instructor en El Seguimiento y Evaluación de La Etapa ProductivaRobert F. SatizábalNessuna valutazione finora
- HolaDocumento5 pagineHolaodracir070277Nessuna valutazione finora
- Catalogo de JeringasDocumento3 pagineCatalogo de JeringasJose OrtizNessuna valutazione finora
- Ecp-Gtd-F-024 Chl-El-23 Lista de Chequeo Tablero de Distribucion de Bajo VoltajeDocumento2 pagineEcp-Gtd-F-024 Chl-El-23 Lista de Chequeo Tablero de Distribucion de Bajo VoltajeChristian MenesesNessuna valutazione finora
- Protocolo Sistema Uht-HtstDocumento4 pagineProtocolo Sistema Uht-HtstAndrea MarhdezNessuna valutazione finora
- Comunicado de Matricula 2021-IiDocumento2 pagineComunicado de Matricula 2021-IiDavid ToroNessuna valutazione finora
- Contraste Saturacion Matiz y BrilloDocumento9 pagineContraste Saturacion Matiz y BrilloJuan Miguel GuarinNessuna valutazione finora