Potrebbero piacerti anche
- Specification For Hdpe (3lpe) Coating of Carbon Steel PipesDocumento21 pagineSpecification For Hdpe (3lpe) Coating of Carbon Steel PipesDanish MohammedNessuna valutazione finora
- Puma5 Elena Cosmo5 EpcDocumento16 paginePuma5 Elena Cosmo5 EpcermusatNessuna valutazione finora
- Offshore LNG Regasification Design Memorandum: ProjectDocumento8 pagineOffshore LNG Regasification Design Memorandum: Projectsyamsudin2006Nessuna valutazione finora
- Pipe - Spec - MARINHA - 9791-9791-101-PP-SPE-001 - RX0Documento151 paginePipe - Spec - MARINHA - 9791-9791-101-PP-SPE-001 - RX0Roberto Neiva NeivaNessuna valutazione finora
- CTR-12 - FPSO Firenze - Clarification Report - Ph-1 Presv ItemsDocumento3 pagineCTR-12 - FPSO Firenze - Clarification Report - Ph-1 Presv ItemsSri100% (1)
- Pipng Stress Analysis Design Guide: Pagmi Phase I Project PROJECT NO.3235-200Documento11 paginePipng Stress Analysis Design Guide: Pagmi Phase I Project PROJECT NO.3235-200Salma BacharNessuna valutazione finora
- SECTION 15180 Heating and Cooling Piping Rev 0Documento34 pagineSECTION 15180 Heating and Cooling Piping Rev 0mohamad damerlyNessuna valutazione finora
- SECTION 15760 Terminal Heating and Cooling Units Rev 0Documento26 pagineSECTION 15760 Terminal Heating and Cooling Units Rev 0Munir RasheedNessuna valutazione finora
- SECTION 15850 Air Outlets and Inlets Rev 0Documento31 pagineSECTION 15850 Air Outlets and Inlets Rev 0Munir RasheedNessuna valutazione finora
- SECTION 15830 Fans Rev 0Documento49 pagineSECTION 15830 Fans Rev 0Munir RasheedNessuna valutazione finora
- 12 00 Pi SPC 00022Documento12 pagine12 00 Pi SPC 00022Erdal CanNessuna valutazione finora
- Oil Pipeline Valve AutomationDocumento12 pagineOil Pipeline Valve Automationhamza2085Nessuna valutazione finora
- T-25-2018-00-Pe-Das-1048 - Rev-2 - Datasheet For Sight GlassDocumento3 pagineT-25-2018-00-Pe-Das-1048 - Rev-2 - Datasheet For Sight Glassvinoj chandranNessuna valutazione finora
- Theoretical External Collapsing Pressure For Pipelines (Method Is Not Per ASME.)Documento1 paginaTheoretical External Collapsing Pressure For Pipelines (Method Is Not Per ASME.)NakkolopNessuna valutazione finora
- SECTION 15720 Air Handling Units Rev 0Documento35 pagineSECTION 15720 Air Handling Units Rev 0Munir RasheedNessuna valutazione finora
- S-41-1224-001WR - Rev 1Documento38 pagineS-41-1224-001WR - Rev 1heri_prasetyadiNessuna valutazione finora
- (PCM) - Technical Specification - Actuated Isolation and Blowdown ValvesDocumento34 pagine(PCM) - Technical Specification - Actuated Isolation and Blowdown ValvesChrisNessuna valutazione finora
- 0591-8550-DS-03-0012 - F2 - Data Sheet For Pressure Gauges PDFDocumento70 pagine0591-8550-DS-03-0012 - F2 - Data Sheet For Pressure Gauges PDFSoumiyaNessuna valutazione finora
- NTF in DS LG 001 Data Sheet Level GaugeDocumento4 pagineNTF in DS LG 001 Data Sheet Level GaugeRicardo NapitupuluNessuna valutazione finora
- To HQ 02 042 00 Philosophy Civil Works OnshoreDocumento32 pagineTo HQ 02 042 00 Philosophy Civil Works Onshoremarin cristianNessuna valutazione finora
- GL005 PIPE ROUTING GUIDELINE Rev 2Documento22 pagineGL005 PIPE ROUTING GUIDELINE Rev 2MIlanNessuna valutazione finora
- Pages From ONGC-SPEC-02-MS-03Documento12 paginePages From ONGC-SPEC-02-MS-03Prathamesh OmtechNessuna valutazione finora
- SECTION 15670 Refrigerant Condensing Units Rev 0Documento24 pagineSECTION 15670 Refrigerant Condensing Units Rev 0Munir RasheedNessuna valutazione finora
- RFQ Line Pipe GTCLDocumento43 pagineRFQ Line Pipe GTCLAJAY PatilNessuna valutazione finora
- 220810DTST24002 Exde01Documento33 pagine220810DTST24002 Exde01Mikail Idris KartadipuraNessuna valutazione finora
- Pgca-Pi-Bod-1-002 - C2 - 2 Piping Design PremiseDocumento52 paginePgca-Pi-Bod-1-002 - C2 - 2 Piping Design PremiseAnil kumarNessuna valutazione finora
- SECTION 15730 Unitary Air Conditioning Equipment Rev 0Documento61 pagineSECTION 15730 Unitary Air Conditioning Equipment Rev 0Munir RasheedNessuna valutazione finora
- VV216A-109-A-801 - 1 Installation & Oper Main. Procedure PDFDocumento253 pagineVV216A-109-A-801 - 1 Installation & Oper Main. Procedure PDFLê Phước PhúNessuna valutazione finora
- Piping Engineering NotesDocumento46 paginePiping Engineering NoteslightsonsNessuna valutazione finora
- 50B10 Standard Assembly LibraryDocumento78 pagine50B10 Standard Assembly Libraryishu vohraNessuna valutazione finora
- Piping ClassDocumento15 paginePiping ClassCatalina BlancoNessuna valutazione finora
- NSRPDocumento19 pagineNSRPPhương PhạmNessuna valutazione finora
- PT - Mcci Document Register List Rev.B 110811Documento3 paginePT - Mcci Document Register List Rev.B 110811adityadhNessuna valutazione finora
- 007-Stand Post Type Fire HydrantDocumento6 pagine007-Stand Post Type Fire HydrantshabahatNessuna valutazione finora
- Ensuring LNG Liquefaction Facilities Sys PDFDocumento12 pagineEnsuring LNG Liquefaction Facilities Sys PDFdhurjatibhuteshNessuna valutazione finora
- SPC-0804.02-50.08 Rev D2 Pipe Stress AnalysisDocumento11 pagineSPC-0804.02-50.08 Rev D2 Pipe Stress Analysisrajabi_m100% (1)
- SP 41 05Documento14 pagineSP 41 05donyaNessuna valutazione finora
- E in 100 PDFDocumento87 pagineE in 100 PDFTae BangsenNessuna valutazione finora
- Part 1 - General: SECTION 21 13 13 Wet-Pipe Sprinkler SystemsDocumento16 paginePart 1 - General: SECTION 21 13 13 Wet-Pipe Sprinkler SystemsNelson VargasNessuna valutazione finora
- 0000 A0 060 Cal 0001Documento418 pagine0000 A0 060 Cal 0001vignesh558855Nessuna valutazione finora
- 26071-100-3DG-P50-00001 Specification For Piping Support 190418Documento18 pagine26071-100-3DG-P50-00001 Specification For Piping Support 190418Wahono Kris MantonoNessuna valutazione finora
- Revision Index Description and / or Revised Sheets: Technical Specification Un - Rio / Atp - Ro 1 of 73 75Documento255 pagineRevision Index Description and / or Revised Sheets: Technical Specification Un - Rio / Atp - Ro 1 of 73 75neivaprojetosNessuna valutazione finora
- Typical Ball Valve Material SelectionDocumento12 pagineTypical Ball Valve Material SelectionabsherlockNessuna valutazione finora
- Functional Specification: Eni S.p.ADocumento24 pagineFunctional Specification: Eni S.p.AKthiri WaelNessuna valutazione finora
- 0468 Asom20 00TQ 0001 001 BDocumento14 pagine0468 Asom20 00TQ 0001 001 BDenny AgusNessuna valutazione finora
- Sick Tanker Unloading PumpDocumento3 pagineSick Tanker Unloading PumpSumantrra ChattopadhyayNessuna valutazione finora
- Process Piping Design & Construction As Per ASME B 31.3 PDFDocumento12 pagineProcess Piping Design & Construction As Per ASME B 31.3 PDFDRASTINessuna valutazione finora
- Pipe Hdpe Sdr11Documento3 paginePipe Hdpe Sdr11George_Wabag_20140% (1)
- GMS-SPT-013 Pneumatic On-Off Valve and Motor Operated Valve Specification - Rev 1Documento20 pagineGMS-SPT-013 Pneumatic On-Off Valve and Motor Operated Valve Specification - Rev 1prihartono_diasNessuna valutazione finora
- PSEC Standard Rev 02 (DRAFT) 16-09-2020Documento156 paginePSEC Standard Rev 02 (DRAFT) 16-09-2020Irf NavaneethNessuna valutazione finora
- Sanitary Waste and Vent Piping 15150Documento15 pagineSanitary Waste and Vent Piping 15150Munir RasheedNessuna valutazione finora
- GF-WPK-J-CA-2001 - WP-K Calculation Note For Piping Stress Analysis - Rev 1 - RDocumento32 pagineGF-WPK-J-CA-2001 - WP-K Calculation Note For Piping Stress Analysis - Rev 1 - RRami KsidaNessuna valutazione finora
- 96 CH Report DHI 96 2021-22 (LPG Bullet)Documento114 pagine96 CH Report DHI 96 2021-22 (LPG Bullet)Gilberto YoshidaNessuna valutazione finora
- C2 - RevADocumento16 pagineC2 - RevAChirag ShahNessuna valutazione finora
- 12 00 Me SPC 00019Documento7 pagine12 00 Me SPC 00019Erdal CanNessuna valutazione finora
- Att#20 - 7077T-000-PP-0000-108 - 00 List of Codes and StandardsDocumento62 pagineAtt#20 - 7077T-000-PP-0000-108 - 00 List of Codes and Standardsabdelmalek boudjemaaNessuna valutazione finora
- GLI Pro-P3 PH-OrP Transmitter Controller Operating ManualDocumento70 pagineGLI Pro-P3 PH-OrP Transmitter Controller Operating ManualDaniel Andres Silva AlvaradoNessuna valutazione finora
- Guideline For Preparing IPDS - Instrument Process Data SheetDocumento3 pagineGuideline For Preparing IPDS - Instrument Process Data Sheetbalaji krishnanNessuna valutazione finora
- 5.3. 402020-01391-08-PI-SPC-0002 Rev0 PDFDocumento136 pagine5.3. 402020-01391-08-PI-SPC-0002 Rev0 PDFsumit kumarNessuna valutazione finora
- Rev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 09/13/00 EJL TD DJ KM MWJ Issued For BidDocumento14 pagineRev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 09/13/00 EJL TD DJ KM MWJ Issued For BidThinh NguyenNessuna valutazione finora
- Indra: For ConstructionDocumento8 pagineIndra: For Constructionsumit kumarNessuna valutazione finora
- Appendix 2 - Example 3D Model PDFDocumento1 paginaAppendix 2 - Example 3D Model PDFsumit kumarNessuna valutazione finora
- Indra: For ConstructionDocumento25 pagineIndra: For Constructionsumit kumarNessuna valutazione finora
- Indra: For ConstructionDocumento48 pagineIndra: For Constructionsumit kumarNessuna valutazione finora
- S-000-1222-001 BeddDocumento30 pagineS-000-1222-001 Beddsumit kumarNessuna valutazione finora
- Indra: For ConstructionDocumento28 pagineIndra: For Constructionsumit kumarNessuna valutazione finora
- Appendix 3 - Priliminary PFDDocumento1 paginaAppendix 3 - Priliminary PFDsumit kumarNessuna valutazione finora
- Appendix 1 - Referenc ProjectsDocumento2 pagineAppendix 1 - Referenc Projectssumit kumarNessuna valutazione finora
- GPRS Line Sizes Velocity Max 25 M-SDocumento1 paginaGPRS Line Sizes Velocity Max 25 M-Ssumit kumarNessuna valutazione finora
- Indra: For ConstructionDocumento25 pagineIndra: For Constructionsumit kumarNessuna valutazione finora
- 7-12-0037 Rev4 (SR Nozzle Neck)Documento1 pagina7-12-0037 Rev4 (SR Nozzle Neck)sumit kumarNessuna valutazione finora
- 7-12-0006 Rev6 (Angle Leg Support)Documento2 pagine7-12-0006 Rev6 (Angle Leg Support)sumit kumarNessuna valutazione finora
- 7-12-0026 Rev6 (Earthing Lug)Documento1 pagina7-12-0026 Rev6 (Earthing Lug)sumit kumarNessuna valutazione finora
- 7-12-0020 Rev6 (Inlet Deflector Baffles) PDFDocumento1 pagina7-12-0020 Rev6 (Inlet Deflector Baffles) PDFsumit kumarNessuna valutazione finora
- 7-12-0015 Rev6 (Standard Bolt Hole Orientation)Documento1 pagina7-12-0015 Rev6 (Standard Bolt Hole Orientation)sumit kumarNessuna valutazione finora
- Improved Spectrometric Analysis For Positive Material Identification (PMI)Documento14 pagineImproved Spectrometric Analysis For Positive Material Identification (PMI)sumit kumarNessuna valutazione finora
- Untitled2 PDFDocumento1 paginaUntitled2 PDFsumit kumarNessuna valutazione finora
- 7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFDocumento1 pagina7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFsumit kumar100% (1)
- Inspection and Test Plan FOR Filter Separator/CoalescerDocumento6 pagineInspection and Test Plan FOR Filter Separator/Coalescersumit kumarNessuna valutazione finora
- 7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFDocumento1 pagina7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFsumit kumarNessuna valutazione finora
- 7-12-0005 Rev6 (Skirt Opening Details)Documento2 pagine7-12-0005 Rev6 (Skirt Opening Details)sumit kumarNessuna valutazione finora
- 7-12-0007 Rev6 (Pipe Leg Support)Documento1 pagina7-12-0007 Rev6 (Pipe Leg Support)sumit kumar100% (1)
- 134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "Documento2 pagine134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "sumit kumarNessuna valutazione finora
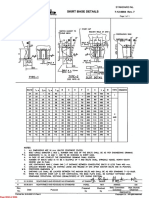
- 7-12-0004 Rev7 (Skirt Base Details)Documento1 pagina7-12-0004 Rev7 (Skirt Base Details)sumit kumarNessuna valutazione finora
- Onshore Terminal For KG DWN 98/2 Development Project: B.Sunil PrasadDocumento7 pagineOnshore Terminal For KG DWN 98/2 Development Project: B.Sunil Prasadsumit kumar100% (1)
- Inter Office Memo: S.NO. Item Offered (SCH/THK) MOC Heat No. & PL No Po/Job No. MRR No. Stock Ref RemarksDocumento1 paginaInter Office Memo: S.NO. Item Offered (SCH/THK) MOC Heat No. & PL No Po/Job No. MRR No. Stock Ref Remarkssumit kumarNessuna valutazione finora
- KG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.0Documento6 pagineKG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.0sumit kumar100% (1)
- KG 98-2-ONT-ME-OGT-DS-00001 - Data Sheet For Gas Separator (V-N78152 AB) Rev.0Documento7 pagineKG 98-2-ONT-ME-OGT-DS-00001 - Data Sheet For Gas Separator (V-N78152 AB) Rev.0sumit kumarNessuna valutazione finora
- KG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.ADocumento5 pagineKG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.Asumit kumarNessuna valutazione finora
- Onshore Terminal For KG DWN 98/2 Development Project: Pramod KhotDocumento7 pagineOnshore Terminal For KG DWN 98/2 Development Project: Pramod Khotsumit kumarNessuna valutazione finora
- White Outdoor Parts Manual 13CO616G190 LT 1650 Year 2002Documento17 pagineWhite Outdoor Parts Manual 13CO616G190 LT 1650 Year 2002Anonymous cPSmlINA30% (1)
- 5.3 Effective Moduli of CFRP LaminaDocumento20 pagine5.3 Effective Moduli of CFRP LaminaGanesh.MahendraNessuna valutazione finora
- Packing MachineDocumento9 paginePacking Machinemiha3la33Nessuna valutazione finora
- Battery Ignition System - PPTDocumento14 pagineBattery Ignition System - PPTchetan0% (1)
- Fuel System With Unit Injector PDE and EDC MS6: Issue 2Documento60 pagineFuel System With Unit Injector PDE and EDC MS6: Issue 2Musharraf KhanNessuna valutazione finora
- Brake SystemDocumento200 pagineBrake SystemLacatusu MirceaNessuna valutazione finora
- Brittle Fracture and Reporting OverviewDocumento38 pagineBrittle Fracture and Reporting OverviewRaja HoneNessuna valutazione finora
- Balkumari Higher Sec. School: 2. Answer, in Brief, Any Two QuestionsDocumento3 pagineBalkumari Higher Sec. School: 2. Answer, in Brief, Any Two QuestionsRabindra Raj BistaNessuna valutazione finora
- Formula RioDocumento11 pagineFormula RioMoad BouzidaNessuna valutazione finora
- Star Core 6Documento2 pagineStar Core 6jmur10Nessuna valutazione finora
- Connecting Rod Force Analysis and Weight OptimizationDocumento18 pagineConnecting Rod Force Analysis and Weight OptimizationSukhamMichaelNessuna valutazione finora
- A4vg125hwdl232r-Nzf02f021s-S R902189541 StaraDocumento34 pagineA4vg125hwdl232r-Nzf02f021s-S R902189541 StaraRodrigues de OliveiraNessuna valutazione finora
- Parts Catalogue For Pramac gx1009 - v1Documento20 pagineParts Catalogue For Pramac gx1009 - v1ПетрNessuna valutazione finora
- Lechler Airnozzles Series 600 383 35Documento2 pagineLechler Airnozzles Series 600 383 35eka jimmyNessuna valutazione finora
- Training Report Loco WorkshopDocumento57 pagineTraining Report Loco WorkshopKartica ChouhanNessuna valutazione finora
- ERIKS - Techniki UszczelnienDocumento28 pagineERIKS - Techniki UszczelnienAdrian BożykNessuna valutazione finora
- TOTAL TOWER ANALYSIS REPORT SST 150 M PDFDocumento74 pagineTOTAL TOWER ANALYSIS REPORT SST 150 M PDFErpanBeanTarpoNessuna valutazione finora
- Renr5059!14!00 Manuals Service Modules Troubleshooting CeterpilarDocumento364 pagineRenr5059!14!00 Manuals Service Modules Troubleshooting CeterpilarRuben100% (1)
- Sy 129 201920Documento9 pagineSy 129 201920anirudh patelNessuna valutazione finora
- Universal Machining CentersDocumento4 pagineUniversal Machining CentersAdhiraj SinghNessuna valutazione finora
- Mini-Plus R410-ADocumento96 pagineMini-Plus R410-Amrashid286Nessuna valutazione finora
- ASMDMDocumento2 pagineASMDMJhundel Factor PajarillagaNessuna valutazione finora
- AQA AS Physics A Chapter 11 Textbook AnswersDocumento3 pagineAQA AS Physics A Chapter 11 Textbook AnswerscathylisterNessuna valutazione finora
- Citroen 2CVDocumento100 pagineCitroen 2CVmihajloviczoranNessuna valutazione finora
- OrcaFlex Training Syllabus v10.3 PDFDocumento4 pagineOrcaFlex Training Syllabus v10.3 PDFtrueman44Nessuna valutazione finora
- Parts Manual Ec210d-75-100Documento26 pagineParts Manual Ec210d-75-100Suharto Zuhri100% (1)
- NISSAN 997PE-53000 1F1 - 1F2 Pneumatic LP EFI K21 - GK21 For North America - 01-2020Documento533 pagineNISSAN 997PE-53000 1F1 - 1F2 Pneumatic LP EFI K21 - GK21 For North America - 01-2020Socma Reachstackers100% (5)
- High Performance in Tough Industrial ServiceDocumento35 pagineHigh Performance in Tough Industrial ServiceRuan Mendes PereiraNessuna valutazione finora
- Brake Shoe Replacement PDFDocumento8 pagineBrake Shoe Replacement PDFY. VásquezNessuna valutazione finora
- Norma MIL-T-83830Documento32 pagineNorma MIL-T-83830Marcelo MkpNessuna valutazione finora