Potrebbero piacerti anche
- ASTM A352 18aDocumento7 pagineASTM A352 18aKelly BatesNessuna valutazione finora
- AWS Welding Journal October 2017Documento225 pagineAWS Welding Journal October 2017rony16novNessuna valutazione finora
- Ad 2000-Merkblatt W 13-2019 eDocumento8 pagineAd 2000-Merkblatt W 13-2019 eamit gajbhiyeNessuna valutazione finora
- Improve Evaluation of Brittle-Fracture Resistance For VesselsDocumento6 pagineImprove Evaluation of Brittle-Fracture Resistance For VesselsHieuNessuna valutazione finora
- Spot Welding GuidelinesDocumento5 pagineSpot Welding GuidelinesCaínCastilloNessuna valutazione finora
- 32 Samss 028Documento28 pagine32 Samss 028biplabpal2009Nessuna valutazione finora
- Alloy-Steel and Stainless Steel Bolting For Low-Temperature ServiceDocumento8 pagineAlloy-Steel and Stainless Steel Bolting For Low-Temperature ServiceGian SennaNessuna valutazione finora
- Staineless Steel Wire Flux Cored WireDocumento6 pagineStaineless Steel Wire Flux Cored Wiregazwang478Nessuna valutazione finora
- Lecture - 5 - Notes 5 - Fracture - Brittle Ductile Transition PDFDocumento100 pagineLecture - 5 - Notes 5 - Fracture - Brittle Ductile Transition PDFrony16nov100% (1)
- Materials System SpecificationDocumento11 pagineMaterials System Specificationliuyx866Nessuna valutazione finora
- 02 Samss 001Documento6 pagine02 Samss 001Florante NoblezaNessuna valutazione finora
- 58-0100 FRP - Process - Vessels PDFDocumento20 pagine58-0100 FRP - Process - Vessels PDFmayukhguha1988Nessuna valutazione finora
- D2092-95 (01) Preparation of Zinc-Coated (Galvanized) Steel Surfaces For Painting PDFDocumento3 pagineD2092-95 (01) Preparation of Zinc-Coated (Galvanized) Steel Surfaces For Painting PDFkyeong cheol leeNessuna valutazione finora
- 01 Samss 016Documento13 pagine01 Samss 016Jeck MaquitedNessuna valutazione finora
- 32 Samss 031 PDFDocumento9 pagine32 Samss 031 PDFFlorin Daniel AnghelNessuna valutazione finora
- 04 Samss 003 PDFDocumento4 pagine04 Samss 003 PDFnadeem shaikhNessuna valutazione finora
- GratingDocumento36 pagineGratingRay Gong100% (1)
- ENGINEERING STANDARD - Standard Piping Material SpecificationDocumento33 pagineENGINEERING STANDARD - Standard Piping Material SpecificationGanesh Eshwar100% (2)
- Improve Evaluation of Brittle Fracture Resistance For VesselsDocumento6 pagineImprove Evaluation of Brittle Fracture Resistance For VesselsAnonymous 1XHScfCINessuna valutazione finora
- Easy Guide For Valve Material SelectionDocumento17 pagineEasy Guide For Valve Material Selectionامجد عباس حاجم بريديNessuna valutazione finora
- In-42.3-5.1 STD Material Spec Low Alloyed Steels For Pressure VesselsDocumento17 pagineIn-42.3-5.1 STD Material Spec Low Alloyed Steels For Pressure VesselsMohsen Karimi100% (1)
- Good Construction Practices With TMT BarsDocumento47 pagineGood Construction Practices With TMT BarsNIBEDITA DEYNessuna valutazione finora
- Landing Gear Design LoadsDocumento282 pagineLanding Gear Design LoadsAwan AJaNessuna valutazione finora
- (DIN 28050 - 2009-09) - Behà Lter Und Apparate - Maximal Zulã Ssiger Druck - 1, 0 Bar Bis +0, 5 Bar - Technische Lieferbedingungen - 0001.de - enDocumento8 pagine(DIN 28050 - 2009-09) - Behà Lter Und Apparate - Maximal Zulã Ssiger Druck - 1, 0 Bar Bis +0, 5 Bar - Technische Lieferbedingungen - 0001.de - enNaveen Suresh KumarNessuna valutazione finora
- 32 Samss 028Documento28 pagine32 Samss 028naruto256Nessuna valutazione finora
- General Requirements For Welding of PipingDocumento8 pagineGeneral Requirements For Welding of PipingMuhammedHafisNessuna valutazione finora
- Summary of ASME BPVC Section VIII Div 1 (Part 1) - Welding & NDTDocumento11 pagineSummary of ASME BPVC Section VIII Div 1 (Part 1) - Welding & NDTTin Aung KyiNessuna valutazione finora
- 32 Samss 019Documento17 pagine32 Samss 019Moustafa BayoumiNessuna valutazione finora
- Material and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Documento17 pagineMaterial and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Javeed A. KhanNessuna valutazione finora
- 01 Samss 016 PDFDocumento15 pagine01 Samss 016 PDFFlorin Daniel AnghelNessuna valutazione finora
- As 4041Documento22 pagineAs 4041vivek_pandey100% (2)
- Table K-1 Allowable Stresses in Tension For Metals For Chapter IXDocumento2 pagineTable K-1 Allowable Stresses in Tension For Metals For Chapter IXricardoNessuna valutazione finora
- Saes L 130Documento5 pagineSaes L 130Ahmed Kabel100% (1)
- Castings, Austenitic, For Pressure-Containing PartsDocumento7 pagineCastings, Austenitic, For Pressure-Containing Partsist93993100% (1)
- Materials System SpecificationDocumento5 pagineMaterials System SpecificationJeck MaquitedNessuna valutazione finora
- Materials System SpecificationDocumento6 pagineMaterials System SpecificationAwais CheemaNessuna valutazione finora
- (DIN 28050 - 2009-09) - Behà Lter Und Apparate - Maximal Zulã Ssiger Druck - 1, 0 Bar Bis +0, 5 Bar - Technische Lieferbedingungen - 0001.de - enDocumento8 pagine(DIN 28050 - 2009-09) - Behà Lter Und Apparate - Maximal Zulã Ssiger Druck - 1, 0 Bar Bis +0, 5 Bar - Technische Lieferbedingungen - 0001.de - enNaveen Suresh KumarNessuna valutazione finora
- E 9604Documento4 pagineE 9604dimdaliak_985662241Nessuna valutazione finora
- ASTM A 320 - 21aDocumento8 pagineASTM A 320 - 21aLucas Lucci CostaNessuna valutazione finora
- ES-20.02 Quality Requirements PTT Public Co., LTD OF 23 For Pressure Vessel Engineering Standard REV: 01Documento23 pagineES-20.02 Quality Requirements PTT Public Co., LTD OF 23 For Pressure Vessel Engineering Standard REV: 01Nikki RobertsNessuna valutazione finora
- LS 048-6XX: Technical Purchase SpecificationsDocumento5 pagineLS 048-6XX: Technical Purchase Specificationsrony16novNessuna valutazione finora
- Alloy-Steel and Stainless Steel Bolting For Low-Temperature ServiceDocumento8 pagineAlloy-Steel and Stainless Steel Bolting For Low-Temperature ServiceGonzaloNessuna valutazione finora
- 11 Astm A320 A320m-2018Documento8 pagine11 Astm A320 A320m-2018FYNessuna valutazione finora
- ASTM A320 - A320M-22aDocumento8 pagineASTM A320 - A320M-22a1965karanfil6Nessuna valutazione finora
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocumento5 pagineSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceKamal ThummarNessuna valutazione finora
- CEMS A 6 Part IIDocumento7 pagineCEMS A 6 Part IIEngenharia APedroNessuna valutazione finora
- Astm A320mDocumento4 pagineAstm A320mSHYAM SINGHNessuna valutazione finora
- E0909Documento6 pagineE0909ahmedbeaetNessuna valutazione finora
- Material Requirements For Machine Parts: ProcurementstandardDocumento7 pagineMaterial Requirements For Machine Parts: ProcurementstandardtomognNessuna valutazione finora
- Part A: Basic Information: Ref: Current Spec. NoDocumento17 paginePart A: Basic Information: Ref: Current Spec. NoAbhey DograNessuna valutazione finora
- Abschn 04Documento52 pagineAbschn 04dongwook712Nessuna valutazione finora
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocumento5 pagineSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceJoelCristobalNessuna valutazione finora
- Steel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceDocumento7 pagineSteel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature Serviceist93993Nessuna valutazione finora
- Summary of ASME BPVC Section VIII Div 1 (Part 2) - Welding & NDTDocumento14 pagineSummary of ASME BPVC Section VIII Div 1 (Part 2) - Welding & NDTTin Aung KyiNessuna valutazione finora
- Castings, Austenitic, For Pressure-Containing PartsDocumento7 pagineCastings, Austenitic, For Pressure-Containing PartsRodolfoNessuna valutazione finora
- Materials System SpecificationDocumento8 pagineMaterials System Specificationnadeem shaikhNessuna valutazione finora
- 04 Samss 003Documento4 pagine04 Samss 003Awais CheemaNessuna valutazione finora
- Mil DTL 24211CDocumento8 pagineMil DTL 24211CmurphygtNessuna valutazione finora
- Final SS Specification 18 12 2020Documento10 pagineFinal SS Specification 18 12 2020Amit NG AmitNessuna valutazione finora
- Hot-Rolled Flat Products For Cold Forming From Low-Pearlite Fine Grained SteelsDocumento3 pagineHot-Rolled Flat Products For Cold Forming From Low-Pearlite Fine Grained SteelsBielXDNessuna valutazione finora
- Pressure Vessel Plates, Carbon Steel, High Strength, For Moderate and Lower Temperature ServiceDocumento3 paginePressure Vessel Plates, Carbon Steel, High Strength, For Moderate and Lower Temperature ServiceSama UmateNessuna valutazione finora
- Alloy/Steel Bolting Materials For Low-Temperature ServiceDocumento7 pagineAlloy/Steel Bolting Materials For Low-Temperature ServiceJosé Ramón GutierrezNessuna valutazione finora
- SECTION 23 22 13 Steam and Condensate Heating PipingDocumento33 pagineSECTION 23 22 13 Steam and Condensate Heating PipingLILISNessuna valutazione finora
- 02 Samss 011Documento31 pagine02 Samss 011Nicu Man100% (1)
- ECS 3-12-5 Compact and Extended Body Steel Gate and Globe ValvesDocumento8 pagineECS 3-12-5 Compact and Extended Body Steel Gate and Globe ValvesFlorin Daniel AnghelNessuna valutazione finora
- General Specification: Welding - MaterialsDocumento14 pagineGeneral Specification: Welding - MaterialsGil-Alain EgnakouNessuna valutazione finora
- LS 142-05.T02 - 3 Cold Bending of Pipes, Manufacture and Testing (EN)Documento5 pagineLS 142-05.T02 - 3 Cold Bending of Pipes, Manufacture and Testing (EN)Kreshna Wisnu BrataNessuna valutazione finora
- Astm A299 A299m 17 2022Documento2 pagineAstm A299 A299m 17 2022عبد المالك بن شليغمNessuna valutazione finora
- Code Case 2304-2 - Alloy Uns35045Documento2 pagineCode Case 2304-2 - Alloy Uns35045uvarajmecheriNessuna valutazione finora
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysDa EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNessuna valutazione finora
- Gen Neral Tole Rances: Content TsDocumento9 pagineGen Neral Tole Rances: Content Tsrony16novNessuna valutazione finora
- LS 048-6XX: Technical Purchase SpecificationsDocumento5 pagineLS 048-6XX: Technical Purchase Specificationsrony16novNessuna valutazione finora
- General Legal and Quality Requirements For Pressure Equipment in Machine Units or Package UnitsDocumento12 pagineGeneral Legal and Quality Requirements For Pressure Equipment in Machine Units or Package Unitsrony16novNessuna valutazione finora
- LS 492-07 EN 2.0 0900412a8003df7dDocumento2 pagineLS 492-07 EN 2.0 0900412a8003df7drony16novNessuna valutazione finora
- General Noise Specification: IssueDocumento6 pagineGeneral Noise Specification: Issuerony16novNessuna valutazione finora
- Lecture 6 Notes 6.1 FatigueDocumento82 pagineLecture 6 Notes 6.1 Fatiguerony16novNessuna valutazione finora
- NDE TABLE For HEADER BOX - R0 Modified With Type 1 Joint ofDocumento9 pagineNDE TABLE For HEADER BOX - R0 Modified With Type 1 Joint ofrony16novNessuna valutazione finora
- Lecture 3 Notes 3 Strengthening MechanismDocumento89 pagineLecture 3 Notes 3 Strengthening Mechanismrony16novNessuna valutazione finora
- Past Midterm ExamDocumento12 paginePast Midterm Examrony16novNessuna valutazione finora
- Product Development Organizations - Organizational StructuesDocumento1 paginaProduct Development Organizations - Organizational Structuesrony16novNessuna valutazione finora
- MECH 453 Course Outline Winter 2017Documento2 pagineMECH 453 Course Outline Winter 2017rony16novNessuna valutazione finora
- Welding Aluminum Alloy 6061 PDFDocumento5 pagineWelding Aluminum Alloy 6061 PDFtazzorroNessuna valutazione finora
- Profile-LF303W-EM#75-303W REV.B IV - Lead Free Wire Sn99.3Cu0.7Documento4 pagineProfile-LF303W-EM#75-303W REV.B IV - Lead Free Wire Sn99.3Cu0.7Phung Cam VanNessuna valutazione finora
- DSMTS-Metco 8450 - 8622 - 8625Documento4 pagineDSMTS-Metco 8450 - 8622 - 8625Gonzalo Guerrero Cáceres0% (1)
- Astm A148Documento4 pagineAstm A148Leo AislanNessuna valutazione finora
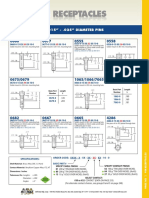
- Receptacles: FOR .015" - .025" DIAMETER PINSDocumento1 paginaReceptacles: FOR .015" - .025" DIAMETER PINSlorgi vanegas cardonaNessuna valutazione finora
- Activity 5 ScienceDocumento2 pagineActivity 5 Sciencedanica cyrah gastilo red100% (2)
- ASTM A47-A47M - Spec For Ferritic Malleable Iron Castings PDFDocumento5 pagineASTM A47-A47M - Spec For Ferritic Malleable Iron Castings PDFLuis Albanes100% (3)
- Solder Alloy ChartDocumento2 pagineSolder Alloy ChartDiane PaceNessuna valutazione finora
- What Is Soil Corrosion - Definition From CorrosionpediaDocumento1 paginaWhat Is Soil Corrosion - Definition From CorrosionpediadownloadNessuna valutazione finora
- KITZ Ball Valve SeatDocumento4 pagineKITZ Ball Valve Seatarachman297988Nessuna valutazione finora
- Reinforced Aluminum PDFDocumento5 pagineReinforced Aluminum PDFsmani170Nessuna valutazione finora
- Metallography Heat Treatment: MW-343 For D.A.E Metallurgy and Welding Third YearDocumento7 pagineMetallography Heat Treatment: MW-343 For D.A.E Metallurgy and Welding Third YearM.Khaliq u zaman 151100% (1)
- Centrifugal Castings BrochureDocumento4 pagineCentrifugal Castings BrochureasndmpNessuna valutazione finora
- International Journal of Fatigue: SciencedirectDocumento12 pagineInternational Journal of Fatigue: SciencedirectKurra SrikanthNessuna valutazione finora
- Aalco Metals LTD - Copper and Copper Alloys EN Standards For Copper Alloys - 245Documento4 pagineAalco Metals LTD - Copper and Copper Alloys EN Standards For Copper Alloys - 245dkffNessuna valutazione finora
- Welding Electrodes SelectionDocumento19 pagineWelding Electrodes SelectionjerickNessuna valutazione finora
- 5754 Almg3 5754 Almg3 Almg3 Almg3 5754 Almg3 Almg3 Almg3 Almg3Documento3 pagine5754 Almg3 5754 Almg3 Almg3 Almg3 5754 Almg3 Almg3 Almg3 Almg3InfoNessuna valutazione finora
- PERFORMANCE TASK 2 ScienceDocumento5 paginePERFORMANCE TASK 2 ScienceCUIZON, GEORDETTE DIVINENessuna valutazione finora
- Appendix 1 Part 2 Magnetic Particle Inspection 5th Edition February 2016Documento12 pagineAppendix 1 Part 2 Magnetic Particle Inspection 5th Edition February 2016Alireza ZiaeddiniNessuna valutazione finora
- Saep 1105 PDFDocumento7 pagineSaep 1105 PDFbalajiNessuna valutazione finora
- New Bainitic Steels by DesignDocumento10 pagineNew Bainitic Steels by DesignS RamakrishnaNessuna valutazione finora
- Hydrometallurgy 12Documento7 pagineHydrometallurgy 12mohamaddaneshvarNessuna valutazione finora
- STD 103 Rev.0 August, 1993Documento26 pagineSTD 103 Rev.0 August, 1993Kiran Babu KandulaNessuna valutazione finora