Potrebbero piacerti anche
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessDa EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNessuna valutazione finora
- Strain Rate Effects in The Mechanical Response of Polymer Anchored Carbon Nanotube FoamsDocumento19 pagineStrain Rate Effects in The Mechanical Response of Polymer Anchored Carbon Nanotube FoamsDicky Pratama PutraNessuna valutazione finora
- Aguilar 2010Documento8 pagineAguilar 2010Prashanth HadiNessuna valutazione finora
- High-Speed Imaging of The Ultrasonic Deagglomeration of Carbon Nanotubes in WaterDocumento14 pagineHigh-Speed Imaging of The Ultrasonic Deagglomeration of Carbon Nanotubes in WaterPriya DasNessuna valutazione finora
- Effect Different Multi-Walled Carbon Nanotubes Mwcnts Type On Mechanical Properties of Epoxy Resin NanocompositesDocumento6 pagineEffect Different Multi-Walled Carbon Nanotubes Mwcnts Type On Mechanical Properties of Epoxy Resin NanocompositesInternational Journal of Application or Innovation in Engineering & ManagementNessuna valutazione finora
- Mechanical and Electrical Properties of A MWNT+Epoxy Composite - 2002Documento6 pagineMechanical and Electrical Properties of A MWNT+Epoxy Composite - 2002seelan15Nessuna valutazione finora
- J Desal 2013 10 005Documento7 pagineJ Desal 2013 10 005Bhanuka ThennakoonNessuna valutazione finora
- Nanomaterials 11 01469 v2Documento27 pagineNanomaterials 11 01469 v2Carlos SalasNessuna valutazione finora
- Ultrathin Anisotropic Films Assembled From Individual Single-Walled Carbon NanotubesDocumento6 pagineUltrathin Anisotropic Films Assembled From Individual Single-Walled Carbon NanotubesVicente CabreraNessuna valutazione finora
- Wang 2011Documento7 pagineWang 2011JackNessuna valutazione finora
- Strength and Behaviour of Carbon Nanotube Reinforced CementDocumento41 pagineStrength and Behaviour of Carbon Nanotube Reinforced CementSanjithRNairNessuna valutazione finora
- 08carbon FrictionDocumento8 pagine08carbon Frictionkannanmech87Nessuna valutazione finora
- CNT Abs PDFDocumento7 pagineCNT Abs PDFLaurentiu-Florin MosinoiuNessuna valutazione finora
- Composites Part B: P.-Y. Mechin, V. Keryvin, J.-C. GrandidierDocumento7 pagineComposites Part B: P.-Y. Mechin, V. Keryvin, J.-C. GrandidierPierre-Yves Harlé-MechinNessuna valutazione finora
- Friction - Towards Macroscale SuperlubricityDocumento2 pagineFriction - Towards Macroscale SuperlubricityismoyoNessuna valutazione finora
- Acta Materialia 2016 Toughening of Aluminum Matrix Nanocomposites Via Spatial Arrays of Boron Carbide Spherical NanoparticlesDocumento13 pagineActa Materialia 2016 Toughening of Aluminum Matrix Nanocomposites Via Spatial Arrays of Boron Carbide Spherical Nanoparticlesqwerty meNessuna valutazione finora
- Characteristics of Shear Strength at The Interface Between Two Soil Layers in Ring Shear ApparatusDocumento7 pagineCharacteristics of Shear Strength at The Interface Between Two Soil Layers in Ring Shear ApparatusDung2689Nessuna valutazione finora
- Materials and Design: Martin Hervy, Alba Santmarti, Panu Lahtinen, Tekla Tammelin, Koon-Yang LeeDocumento9 pagineMaterials and Design: Martin Hervy, Alba Santmarti, Panu Lahtinen, Tekla Tammelin, Koon-Yang Lee01fe18bme033Nessuna valutazione finora
- Keywords: Nanocomposites, Pro Duc Tion, Ep Oxy Ma Trix, Car Bon Nanotubes, Frac Ture Tough Ness, Elec Tri Cal ConDocumento12 pagineKeywords: Nanocomposites, Pro Duc Tion, Ep Oxy Ma Trix, Car Bon Nanotubes, Frac Ture Tough Ness, Elec Tri Cal ConAntonio BatataNessuna valutazione finora
- Cementitious Material Reinforced by Carbon Nanotube-Nylon 66 Hybrid Nanofibers - Mechanical Strength and Microstructure AnalysisDocumento12 pagineCementitious Material Reinforced by Carbon Nanotube-Nylon 66 Hybrid Nanofibers - Mechanical Strength and Microstructure AnalysisWiwik Dwi PratiwiNessuna valutazione finora
- Communications: Ian O'Connor, Hugh Hayden, Jonathan N. Coleman, and Yurii K. Gun'koDocumento4 pagineCommunications: Ian O'Connor, Hugh Hayden, Jonathan N. Coleman, and Yurii K. Gun'koHeriberto OliveiraNessuna valutazione finora
- Intech-Nano Scale Reinforcing and Toughening Thermoplastics Processing Structure and Mechanical PropertiesDocumento28 pagineIntech-Nano Scale Reinforcing and Toughening Thermoplastics Processing Structure and Mechanical PropertiesGuilherme SousaNessuna valutazione finora
- The Effects of Interface and Matrix Reinforcements On Fracture ToughnessDocumento11 pagineThe Effects of Interface and Matrix Reinforcements On Fracture ToughnessgokselsaracogluNessuna valutazione finora
- Fan 2008Documento15 pagineFan 2008AnkushNessuna valutazione finora
- 1 s2.0 S2352573822000208 MainDocumento15 pagine1 s2.0 S2352573822000208 MainNishant VermaNessuna valutazione finora
- Artículo Ciencias de MaterialesDocumento11 pagineArtículo Ciencias de MaterialesJuan Antonio Lopez RubioNessuna valutazione finora
- Carbon Nanotubes Based Thin Films: Fabrication, Characterization and ApplicationsDocumento22 pagineCarbon Nanotubes Based Thin Films: Fabrication, Characterization and ApplicationsFebri RamdaniNessuna valutazione finora
- J Conbuildmat 2017 03 124Documento10 pagineJ Conbuildmat 2017 03 124Vandal RayNessuna valutazione finora
- Xu Etal 2004 JCM - 0Documento20 pagineXu Etal 2004 JCM - 0Vinoth KumarNessuna valutazione finora
- Sonication Amplitude and Processing Time InfluenceDocumento7 pagineSonication Amplitude and Processing Time Influenceazmanamir1995Nessuna valutazione finora
- Mechanical Characterization of Concrete Reinforced With Diferent Types of Carbon NanotubesDocumento16 pagineMechanical Characterization of Concrete Reinforced With Diferent Types of Carbon NanotubesfojegaNessuna valutazione finora
- Single-Step in Situ Synthesis of Polymer-Grafted Single-Wall Nanotube CompositesDocumento2 pagineSingle-Step in Situ Synthesis of Polymer-Grafted Single-Wall Nanotube CompositesGaruda Sastha ArunNessuna valutazione finora
- Wang 2010Documento6 pagineWang 2010mechatronics NITWNessuna valutazione finora
- Ultrathin Nanowires-A Materials Chemistry PerspectiveDocumento8 pagineUltrathin Nanowires-A Materials Chemistry PerspectiveBhabani Sankar SwainNessuna valutazione finora
- Tiraferri A Et Al DX - Doi.org:10.1021:am200536p - ACS Appl. Mater. Interfaces 2011, 3, 2869-2877Documento9 pagineTiraferri A Et Al DX - Doi.org:10.1021:am200536p - ACS Appl. Mater. Interfaces 2011, 3, 2869-2877parnaz88Nessuna valutazione finora
- Polymer: S.V. Ahir, Y.Y. Huang, E.M. TerentjevDocumento14 paginePolymer: S.V. Ahir, Y.Y. Huang, E.M. TerentjeverpandianNessuna valutazione finora
- Materials Chemistry and Physics: Jinchen Fan, Jialiang Wang, Zixing Shi, Shan Yu, Jie YinDocumento8 pagineMaterials Chemistry and Physics: Jinchen Fan, Jialiang Wang, Zixing Shi, Shan Yu, Jie YinSubramani PichandiNessuna valutazione finora
- 1 s2.0 S0958946516308435 MainDocumento15 pagine1 s2.0 S0958946516308435 MainPanosDanoglidisNessuna valutazione finora
- Carbon Nanotube Networks - Sensing of Distributed Strain and Damage For Life Prediction and Self-HealingDocumento5 pagineCarbon Nanotube Networks - Sensing of Distributed Strain and Damage For Life Prediction and Self-HealingCesar VasquesNessuna valutazione finora
- Mechanical and Electrical Properties of Electrospun PVDF/MWCNT Ultrafine Fibers Using Rotating CollectorDocumento7 pagineMechanical and Electrical Properties of Electrospun PVDF/MWCNT Ultrafine Fibers Using Rotating CollectorRana Sabouni TabariNessuna valutazione finora
- (2021) On The Rheological Properties of Multi-WalledDocumento10 pagine(2021) On The Rheological Properties of Multi-WalledJufri ArdiNessuna valutazione finora
- Nanocellulose in Polymer Composites and Biomedical ApplicationsDocumento8 pagineNanocellulose in Polymer Composites and Biomedical ApplicationsMuhammad Fauzan LubisNessuna valutazione finora
- Dispersion and Alignment of Carbon Nanotubes in Polymer Matrix A ReviewDocumento24 pagineDispersion and Alignment of Carbon Nanotubes in Polymer Matrix A ReviewYovaraj Karunakaran0% (1)
- Research ArticleDocumento9 pagineResearch ArticlePankaj MunjalNessuna valutazione finora
- Controlling The Dispersion of Multi-Wall Carbon Nanotubes in Aqueous Surfactant SolutionDocumento6 pagineControlling The Dispersion of Multi-Wall Carbon Nanotubes in Aqueous Surfactant SolutionDrRoja A RNessuna valutazione finora
- 2004 - NG D NG CNTsDocumento7 pagine2004 - NG D NG CNTsTrâm NguyễnNessuna valutazione finora
- Composite Structures: Hui-Shen ShenDocumento11 pagineComposite Structures: Hui-Shen ShenAssia Ben AhmedNessuna valutazione finora
- Fast Permeation of Small Ions in Carbon NanotubesDocumento7 pagineFast Permeation of Small Ions in Carbon Nanotubessahar vahdatifarNessuna valutazione finora
- Advances in Polymeric Nanofiltration Membrane - A ReviewDocumento56 pagineAdvances in Polymeric Nanofiltration Membrane - A ReviewPolanqNessuna valutazione finora
- Sessional of Composite MaterialDocumento14 pagineSessional of Composite MaterialRajneesh PatelNessuna valutazione finora
- Polymer Testing: Masoud Yekani Fard, Brian Raji, Heidi PankretzDocumento9 paginePolymer Testing: Masoud Yekani Fard, Brian Raji, Heidi PankretzSiti AmirahNessuna valutazione finora
- Effect of Adhesive in Sandwich Panels Subjected To Low-Velocity ImpactDocumento11 pagineEffect of Adhesive in Sandwich Panels Subjected To Low-Velocity Impactimad derbalaNessuna valutazione finora
- Ihsanullah2019 PDFDocumento110 pagineIhsanullah2019 PDFMuhammad Arqam ZaheerNessuna valutazione finora
- 1 s2.0 S0043164816308572 MainDocumento7 pagine1 s2.0 S0043164816308572 MainmechanicalsrivasansNessuna valutazione finora
- Maria - MS Mech and Fracture Char and Early Age Strain Cap of HPCNTCDocumento6 pagineMaria - MS Mech and Fracture Char and Early Age Strain Cap of HPCNTCShan RatnayakeNessuna valutazione finora
- Maria - Highly Dispersed CNT RF Cement Based MaterialsDocumento8 pagineMaria - Highly Dispersed CNT RF Cement Based MaterialsShan RatnayakeNessuna valutazione finora
- 2013 - J.Documento10 pagine2013 - J.Sara TeixeiraNessuna valutazione finora
- Sonochemical Synthesis of Cellulose and Pani Based Nanocomposites For Supercapacitors ElectrodesDocumento5 pagineSonochemical Synthesis of Cellulose and Pani Based Nanocomposites For Supercapacitors Electrodesmayank saraswatNessuna valutazione finora
- High-Cycle Fatigue Life Extension of Glass Fiber/ Polymer Composites With Carbon NanotubesDocumento7 pagineHigh-Cycle Fatigue Life Extension of Glass Fiber/ Polymer Composites With Carbon Nanotubesemreguler71Nessuna valutazione finora
- Electrospinning Fabrication of High Strength and Toughness Polyimide NanofiberDocumento8 pagineElectrospinning Fabrication of High Strength and Toughness Polyimide NanofiberRonak VaghaniNessuna valutazione finora
- Nikki CV FormatedDocumento2 pagineNikki CV FormatedSaif AlamNessuna valutazione finora
- Paes 406Documento12 paginePaes 406Denver LangahinNessuna valutazione finora
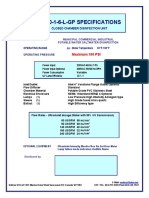
- A-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuDocumento2 pagineA-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuwillgendemannNessuna valutazione finora
- Tarot Cards: Cheat SheetDocumento1 paginaTarot Cards: Cheat SheetDipti100% (7)
- MN - 2019 01 29Documento28 pagineMN - 2019 01 29mooraboolNessuna valutazione finora
- Module 5 The Teacher and The Community School Culture and Organizational LeadershipDocumento6 pagineModule 5 The Teacher and The Community School Culture and Organizational LeadershipHazeldiazasenas100% (6)
- Secondary 1 Express English Paper 1 & 2Documento15 pagineSecondary 1 Express English Paper 1 & 2Menon HariNessuna valutazione finora
- Sasol Polymers PP HNR100Documento3 pagineSasol Polymers PP HNR100Albert FortunatoNessuna valutazione finora
- Group Interative Art TherapyDocumento225 pagineGroup Interative Art TherapyRibeiro CatarinaNessuna valutazione finora
- MS 1979 2015Documento44 pagineMS 1979 2015SHARIFFAH KHAIRUNNISA BINTI SYED MUHAMMAD NASIR A19EE0151Nessuna valutazione finora
- 20BCEC1109, 20BCE1170, 20BCE1233 - IOT Final ReportDocumento40 pagine20BCEC1109, 20BCE1170, 20BCE1233 - IOT Final Reportharsh chauhanNessuna valutazione finora
- Ivon Neil Adams Form IV RedactedDocumento3 pagineIvon Neil Adams Form IV Redactedkc wildmoonNessuna valutazione finora
- Business Process Dashboard (Raj Mishra)Documento22 pagineBusiness Process Dashboard (Raj Mishra)Raj MishraNessuna valutazione finora
- Rifle Threat Performance Matrix: SeriesDocumento1 paginaRifle Threat Performance Matrix: SeriesKuhnNessuna valutazione finora
- Helicopter Logging Operations - ThesisDocumento7 pagineHelicopter Logging Operations - ThesisAleš ŠtimecNessuna valutazione finora
- Information HumaLyzer Primus Setting Update and Extension enDocumento3 pagineInformation HumaLyzer Primus Setting Update and Extension enluisoft88Nessuna valutazione finora
- Factors Associated With Early Pregnancies Among Adolescent Girls Attending Selected Health Facilities in Bushenyi District, UgandaDocumento12 pagineFactors Associated With Early Pregnancies Among Adolescent Girls Attending Selected Health Facilities in Bushenyi District, UgandaKIU PUBLICATION AND EXTENSIONNessuna valutazione finora
- Concrete and Its PropertiesDocumento24 pagineConcrete and Its PropertiesAmila LiyanaarachchiNessuna valutazione finora
- Review Dynamic Earth CoreScienceDocumento3 pagineReview Dynamic Earth CoreScienceVikram BologaneshNessuna valutazione finora
- Melancholic PersonalityDocumento5 pagineMelancholic PersonalityChris100% (1)
- Bonding and Adhesives in DentistryDocumento39 pagineBonding and Adhesives in DentistryZahn ÄrztinNessuna valutazione finora
- Week 2 - ValEdDocumento30 pagineWeek 2 - ValEdBernadette MacalindongNessuna valutazione finora
- Mrunal Handout 12 CSP20Documento84 pagineMrunal Handout 12 CSP20SREEKANTHNessuna valutazione finora
- MPSI OverviewDocumento15 pagineMPSI OverviewZaqee AlvaNessuna valutazione finora
- Dirty Dozen List of Endocrine DisruptorsDocumento4 pagineDirty Dozen List of Endocrine DisruptorsMariuszNessuna valutazione finora
- MCQ Cell InjuryDocumento19 pagineMCQ Cell InjuryMoaz EbrahimNessuna valutazione finora
- Uric Acid Mono SL: Clinical SignificanceDocumento2 pagineUric Acid Mono SL: Clinical SignificancexlkoNessuna valutazione finora
- Secrets of Sexual ExstasyDocumento63 pagineSecrets of Sexual Exstasy19LucianNessuna valutazione finora
- "Hiv and Aids Awareness of Junior and Senior High School Students" Part I: Profile of RespondentsDocumento1 pagina"Hiv and Aids Awareness of Junior and Senior High School Students" Part I: Profile of RespondentsDahl xxNessuna valutazione finora