Potrebbero piacerti anche
- Questions on the Brewhouse in the Beer Brewing ProcessDa EverandQuestions on the Brewhouse in the Beer Brewing ProcessNessuna valutazione finora
- Rum PDFDocumento14 pagineRum PDFJojie-Ann Alabarca100% (2)
- Beer Filtration HarpoonDocumento7 pagineBeer Filtration HarpoonMai Văn Xuân HoàngNessuna valutazione finora
- The Main Fermentation in the Beer Brewing Process - Selected QuestionsDa EverandThe Main Fermentation in the Beer Brewing Process - Selected QuestionsValutazione: 5 su 5 stelle5/5 (1)
- Fermentation Media:Composition: BY Sreeremya.sDocumento26 pagineFermentation Media:Composition: BY Sreeremya.sMahmudatun NisaNessuna valutazione finora
- VinegarDocumento17 pagineVinegardeepikaNessuna valutazione finora
- Final PPT CADocumento90 pagineFinal PPT CAFatma M. BarakatNessuna valutazione finora
- My AssignmentDocumento6 pagineMy Assignmentmr enzymeNessuna valutazione finora
- Fermentation 04 00056 v2Documento7 pagineFermentation 04 00056 v2Leon Sacha Vieira OliverNessuna valutazione finora
- Jurnal Alkohol - Yusuf Farianto Dongoran - 180405149Documento9 pagineJurnal Alkohol - Yusuf Farianto Dongoran - 180405149Yusuf Farianto DongoranNessuna valutazione finora
- Fermentation Soy - SauceDocumento9 pagineFermentation Soy - SaucePham Thi Cam Tu100% (1)
- Flavor's Production in FermentedDocumento36 pagineFlavor's Production in FermentedIslam ImadNessuna valutazione finora
- The Role of Yeasts in Fermentation ProcessesDocumento8 pagineThe Role of Yeasts in Fermentation ProcessesSAKTHINessuna valutazione finora
- Niger, Aspergillus Awamori, Aspergillus Nidulans, AspergillusDocumento9 pagineNiger, Aspergillus Awamori, Aspergillus Nidulans, AspergillusjaiminNessuna valutazione finora
- Mead Production: Selection and Characterization Assays of Saccharomyces Cerevisiae StrainsDocumento7 pagineMead Production: Selection and Characterization Assays of Saccharomyces Cerevisiae StrainsVy NguyenNessuna valutazione finora
- About DistillationDocumento97 pagineAbout DistillationJo DaleyNessuna valutazione finora
- MCB 407 Lecture FiveDocumento10 pagineMCB 407 Lecture FivePopoola OlakunleNessuna valutazione finora
- Module 14: SanitationDocumento22 pagineModule 14: Sanitationsena100% (1)
- Industrially Important Bacteria For FermentationDocumento27 pagineIndustrially Important Bacteria For FermentationNaeem Ahmed Siddiqi100% (1)
- Type of Fermentation: Prepared By: Raha & Jana & CalvinDocumento12 pagineType of Fermentation: Prepared By: Raha & Jana & CalvinJiana NasirNessuna valutazione finora
- Ethyl Alcohol ProductionDocumento23 pagineEthyl Alcohol ProductionAhmed AboulmagdNessuna valutazione finora
- Biogenic Amines in Wines: Role of Lactic Acid Bacteria: MinireviewDocumento5 pagineBiogenic Amines in Wines: Role of Lactic Acid Bacteria: MinireviewFaruq YusuffNessuna valutazione finora
- Fahrasmane 2003Documento7 pagineFahrasmane 2003szabomark00Nessuna valutazione finora
- Molasses Types and Its Utilization1Documento16 pagineMolasses Types and Its Utilization1Nur AprilianiNessuna valutazione finora
- Foodmicrobial Chap6 Thầy Trịnh Khánh SơnDocumento92 pagineFoodmicrobial Chap6 Thầy Trịnh Khánh SơnQuân LêNessuna valutazione finora
- ART - Use-of-Schizosaccharomyces-pombe-and-Torulaspora-delbruecki - 2015 - Food-ResearDocumento9 pagineART - Use-of-Schizosaccharomyces-pombe-and-Torulaspora-delbruecki - 2015 - Food-ResearAntonio romero de avilaNessuna valutazione finora
- Brandy de MelaoDocumento15 pagineBrandy de MelaoetyseNessuna valutazione finora
- Chemistry ProjectDocumento13 pagineChemistry ProjectSakthivelayudhamganesanNessuna valutazione finora
- Lectura 3 - Yeast Fermentation, The Pasteur EffectDocumento1 paginaLectura 3 - Yeast Fermentation, The Pasteur EffectvalentinaNessuna valutazione finora
- Roll of PH and Double Sulphitation Technique Used in Sugar Industry Sugar CaneDocumento55 pagineRoll of PH and Double Sulphitation Technique Used in Sugar Industry Sugar CaneNaresh KumarNessuna valutazione finora
- CoffeeDocumento32 pagineCoffeewilda100% (1)
- Yeast and Its Importance To Wine Aroma - A ReviewDocumento33 pagineYeast and Its Importance To Wine Aroma - A Reviewnhidinh97Nessuna valutazione finora
- Mead Production: Selection and Characterization Assays of Saccharomyces Cerevisiae StrainsDocumento7 pagineMead Production: Selection and Characterization Assays of Saccharomyces Cerevisiae StrainsMauricio A. KoochoiNessuna valutazione finora
- Acid Acetic Removal Vinuri LevuriDocumento4 pagineAcid Acetic Removal Vinuri LevuriRazvan FilimonNessuna valutazione finora
- Yeast-Based ProductsDocumento28 pagineYeast-Based ProductsRisal JojiNessuna valutazione finora
- Microbiology of Soft Drinks and Fruit JuicesDocumento38 pagineMicrobiology of Soft Drinks and Fruit JuicesAbdur RafeyNessuna valutazione finora
- Bakery SummaryDocumento65 pagineBakery SummaryHafiz Iqbal Maulana IPBNessuna valutazione finora
- Doherty2011 - Improved Sugar Cane Juice CL by Understanding CalciumOxide-Phosphate-Sucrose SysDocumento8 pagineDoherty2011 - Improved Sugar Cane Juice CL by Understanding CalciumOxide-Phosphate-Sucrose SysMolly0630Nessuna valutazione finora
- BAB 7. PERAN MIKROBA DALAM FERMENTASI PANGAN (Final)Documento50 pagineBAB 7. PERAN MIKROBA DALAM FERMENTASI PANGAN (Final)intan putriNessuna valutazione finora
- 2.0 Production of Primary Metabolites 2.1 Production of Organic Acids 2.1.1 Production of Citric AcidDocumento22 pagine2.0 Production of Primary Metabolites 2.1 Production of Organic Acids 2.1.1 Production of Citric AcidBharathiNessuna valutazione finora
- ShakiDocumento13 pagineShakiAnoshKhanNessuna valutazione finora
- Production of Heavy RumsDocumento13 pagineProduction of Heavy RumsNasetr WingerNessuna valutazione finora
- Fermentation and Process Equipment: Micro OrganismDocumento6 pagineFermentation and Process Equipment: Micro OrganismJacques SanzNessuna valutazione finora
- Media For FermentationDocumento7 pagineMedia For FermentationProtusha RakshitNessuna valutazione finora
- Industrial Alcohol ProductionDocumento4 pagineIndustrial Alcohol ProductionSheraz AliNessuna valutazione finora
- Primary Metabolite - An Overview ScienceDirect TopicsDocumento1 paginaPrimary Metabolite - An Overview ScienceDirect TopicsWahid MuthowalNessuna valutazione finora
- Saccharomyces Cerevisiae: Baker's YeastDocumento7 pagineSaccharomyces Cerevisiae: Baker's YeastMicro ShamimNessuna valutazione finora
- REPORT1Documento16 pagineREPORT1SAKTHINessuna valutazione finora
- Roles of Microbes in Coffee FermentationDocumento6 pagineRoles of Microbes in Coffee FermentationThảo Linh50% (2)
- Effect of Saccharomyces and Non-Saccharomyces Native Yeasts On BeerDocumento10 pagineEffect of Saccharomyces and Non-Saccharomyces Native Yeasts On BeerjmyNessuna valutazione finora
- Organic AcidsDocumento25 pagineOrganic Acidssatti_indianNessuna valutazione finora
- Fermentation CicDocumento27 pagineFermentation CicFatimaNessuna valutazione finora
- Acetae Metabolism 2011 Mini ReviewDocumento10 pagineAcetae Metabolism 2011 Mini ReviewAlice VilelaNessuna valutazione finora
- Fermentation Media: Several Stages 1-2 - 3Documento30 pagineFermentation Media: Several Stages 1-2 - 3Majid Al-hachamiNessuna valutazione finora
- Fermentation Industrial K3Documento12 pagineFermentation Industrial K3rudi salamNessuna valutazione finora
- ZymologyDocumento45 pagineZymologyjantskieNessuna valutazione finora
- Fungal BeveragesDocumento12 pagineFungal Beveragesshilansami98Nessuna valutazione finora
- Dig. System-5Documento20 pagineDig. System-5Sahil SalluNessuna valutazione finora
- Beer ProductionDocumento8 pagineBeer ProductionArush SidanaNessuna valutazione finora
- Worldwide Refinery Hydrogen Production Capacities by Country Jan 2017Documento3 pagineWorldwide Refinery Hydrogen Production Capacities by Country Jan 2017Alejandra MorantesNessuna valutazione finora
- Directorio de Composición Nutricional de Ron Los-Alimentos/bebidas/bebidas-Alcoholicas/ron - HTMLDocumento4 pagineDirectorio de Composición Nutricional de Ron Los-Alimentos/bebidas/bebidas-Alcoholicas/ron - HTMLAlejandra MorantesNessuna valutazione finora
- 1 s2.0 S0039914018304922 MainDocumento9 pagine1 s2.0 S0039914018304922 MainAlejandra MorantesNessuna valutazione finora
- MATLAB TipsDocumento9 pagineMATLAB TipsAlejandra MorantesNessuna valutazione finora
- Egypt Volume 3 TridentDocumento2 pagineEgypt Volume 3 TridentAlejandra MorantesNessuna valutazione finora
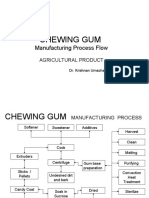
- Chewing Gum: Manufacturing Process FlowDocumento5 pagineChewing Gum: Manufacturing Process FlowAlejandra MorantesNessuna valutazione finora
- Zemoso - PM AssignmentDocumento3 pagineZemoso - PM AssignmentTushar Basakhtre (HBK)Nessuna valutazione finora
- Tool 10 Template Working Papers Cover SheetDocumento4 pagineTool 10 Template Working Papers Cover Sheet14. Đỗ Kiến Minh 6/5Nessuna valutazione finora
- Dosage Calculations, CH 10 ProblemsDocumento1 paginaDosage Calculations, CH 10 ProblemsJacqueline GreerNessuna valutazione finora
- PROJECT PROPOSAL AND PROJECT MANAGEMENT TOOLS GROUPWORK (Situation No. 3 - BSSW 3A)Documento21 paginePROJECT PROPOSAL AND PROJECT MANAGEMENT TOOLS GROUPWORK (Situation No. 3 - BSSW 3A)Hermida Julia AlexandreaNessuna valutazione finora
- Revised Man As A Biological BeingDocumento8 pagineRevised Man As A Biological Beingapi-3832208Nessuna valutazione finora
- Wax Depilation ManualDocumento17 pagineWax Depilation ManualAmit Sharma100% (1)
- Umali v. Estanislao (1992, 209 SCRA 446)Documento12 pagineUmali v. Estanislao (1992, 209 SCRA 446)KTNessuna valutazione finora
- Retrenchment in Malaysia Employers Right PDFDocumento8 pagineRetrenchment in Malaysia Employers Right PDFJeifan-Ira DizonNessuna valutazione finora
- Gpat Reference NotesDocumento9 pagineGpat Reference NotesPreethi KiranNessuna valutazione finora
- Cooking VocabularyDocumento2 pagineCooking VocabularyDANIELANessuna valutazione finora
- Primary Tooth Pulp Therapy - Dr. Elizabeth BerryDocumento52 paginePrimary Tooth Pulp Therapy - Dr. Elizabeth BerryMihaela TuculinaNessuna valutazione finora
- Tugas Gizi Caesar Nurhadiono RDocumento2 pagineTugas Gizi Caesar Nurhadiono RCaesar 'nche' NurhadionoNessuna valutazione finora
- The Nursing ShortageDocumento6 pagineThe Nursing Shortageapi-455495817Nessuna valutazione finora
- Lenovo TAB 2 A8-50: Hardware Maintenance ManualDocumento69 pagineLenovo TAB 2 A8-50: Hardware Maintenance ManualGeorge KakoutNessuna valutazione finora
- PLAB 2 VISA Guidelines by Omar AlamDocumento18 paginePLAB 2 VISA Guidelines by Omar Alamrafew19Nessuna valutazione finora
- .. - Bcsbi - .Documento2 pagine.. - Bcsbi - .Varun GopalNessuna valutazione finora
- Dearcán Ó Donnghaile: ProfileDocumento2 pagineDearcán Ó Donnghaile: Profileapi-602752895Nessuna valutazione finora
- Network Access Control Quiz3 PDFDocumento2 pagineNetwork Access Control Quiz3 PDFDaljeet SinghNessuna valutazione finora
- Ens TecDocumento28 pagineEns TecBorja CanalsNessuna valutazione finora
- AD Oracle ManualDocumento18 pagineAD Oracle ManualAlexandru Octavian Popîrțac100% (2)
- Sim Medium 2 (English)Documento2 pagineSim Medium 2 (English)TheLobitoNessuna valutazione finora
- 6th Grade Spelling ListsDocumento10 pagine6th Grade Spelling Listsapi-326416336Nessuna valutazione finora
- A Walk in The Physical - Christian SundbergDocumento282 pagineA Walk in The Physical - Christian SundbergKatie MhNessuna valutazione finora
- SCI Fayette Greene..2007-2009 ViolationsDocumento10 pagineSCI Fayette Greene..2007-2009 ViolationsHRCFedUpNessuna valutazione finora
- Muet Topic 10 City Life Suggested Answer and IdiomsDocumento3 pagineMuet Topic 10 City Life Suggested Answer and IdiomsMUHAMAD FAHMI BIN SHAMSUDDIN MoeNessuna valutazione finora
- Topic: Going To and Coming From Place of WorkDocumento2 pagineTopic: Going To and Coming From Place of WorkSherry Jane GaspayNessuna valutazione finora
- Labor Case DigestDocumento2 pagineLabor Case DigestJhollinaNessuna valutazione finora
- An Agriculture Testament Albert HowardDocumento297 pagineAn Agriculture Testament Albert Howardjagadeeshsunkad100% (1)
- Io (Jupiter Moon)Documento2 pagineIo (Jupiter Moon)FatimaNessuna valutazione finora
- Fundamental Unit of Life 1-25Documento25 pagineFundamental Unit of Life 1-25Anisha PanditNessuna valutazione finora
- Mostly Plants: 101 Delicious Flexitarian Recipes from the Pollan FamilyDa EverandMostly Plants: 101 Delicious Flexitarian Recipes from the Pollan FamilyValutazione: 4 su 5 stelle4/5 (11)
- Surprise-Inside Cakes: Amazing Cakes for Every Occasion—with a Little Something Extra InsideDa EverandSurprise-Inside Cakes: Amazing Cakes for Every Occasion—with a Little Something Extra InsideValutazione: 4 su 5 stelle4/5 (6)
- Waiter Rant: Thanks for the Tip—Confessions of a Cynical WaiterDa EverandWaiter Rant: Thanks for the Tip—Confessions of a Cynical WaiterValutazione: 3.5 su 5 stelle3.5/5 (487)
- The Obesity Code: Unlocking the Secrets of Weight LossDa EverandThe Obesity Code: Unlocking the Secrets of Weight LossValutazione: 4 su 5 stelle4/5 (6)
- Magnolia Table, Volume 3: A Collection of Recipes for GatheringDa EverandMagnolia Table, Volume 3: A Collection of Recipes for GatheringValutazione: 4.5 su 5 stelle4.5/5 (4)
- The Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldDa EverandThe Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldValutazione: 3.5 su 5 stelle3.5/5 (5)
- Instant Loss On a Budget: Super-Affordable Recipes for the Health-Conscious CookDa EverandInstant Loss On a Budget: Super-Affordable Recipes for the Health-Conscious CookValutazione: 3.5 su 5 stelle3.5/5 (2)
- Pati's Mexican Table: The Secrets of Real Mexican Home CookingDa EverandPati's Mexican Table: The Secrets of Real Mexican Home CookingValutazione: 4 su 5 stelle4/5 (9)
- Authentic Mexican: Regional Cooking from the Heart of MexicoDa EverandAuthentic Mexican: Regional Cooking from the Heart of MexicoNessuna valutazione finora
- The Food Lover's Cleanse: 140 Delicious, Nourishing Recipes That Will Tempt You Back into Healthful EatingDa EverandThe Food Lover's Cleanse: 140 Delicious, Nourishing Recipes That Will Tempt You Back into Healthful EatingValutazione: 4 su 5 stelle4/5 (3)
- The Blue Apron Cookbook: 165 Essential Recipes & Lessons for a Lifetime of Home CookingDa EverandThe Blue Apron Cookbook: 165 Essential Recipes & Lessons for a Lifetime of Home CookingNessuna valutazione finora
- Instant Pot Miracle 6 Ingredients Or Less: 100 No-Fuss Recipes for Easy Meals Every DayDa EverandInstant Pot Miracle 6 Ingredients Or Less: 100 No-Fuss Recipes for Easy Meals Every DayValutazione: 4 su 5 stelle4/5 (4)
- Body Love Every Day: Choose Your Life-Changing 21-Day Path to Food FreedomDa EverandBody Love Every Day: Choose Your Life-Changing 21-Day Path to Food FreedomValutazione: 4 su 5 stelle4/5 (1)
- Mexican Today: New and Rediscovered Recipes for Contemporary KitchensDa EverandMexican Today: New and Rediscovered Recipes for Contemporary KitchensValutazione: 4 su 5 stelle4/5 (6)
- Eating Clean: The 21-Day Plan to Detox, Fight Inflammation, and Reset Your BodyDa EverandEating Clean: The 21-Day Plan to Detox, Fight Inflammation, and Reset Your BodyValutazione: 4 su 5 stelle4/5 (1)
- Chicano Eats: Recipes from My Mexican-American KitchenDa EverandChicano Eats: Recipes from My Mexican-American KitchenNessuna valutazione finora
- Eat Complete: The 21 Nutrients That Fuel Brainpower, Boost Weight Loss, and Transform Your HealthDa EverandEat Complete: The 21 Nutrients That Fuel Brainpower, Boost Weight Loss, and Transform Your HealthValutazione: 2 su 5 stelle2/5 (1)
- Poilâne: The Secrets of the World-Famous Bread BakeryDa EverandPoilâne: The Secrets of the World-Famous Bread BakeryNessuna valutazione finora
- Waiting: The True Confessions of a WaitressDa EverandWaiting: The True Confessions of a WaitressValutazione: 3 su 5 stelle3/5 (7)
- Trisha's Kitchen: Easy Comfort Food for Friends & FamilyDa EverandTrisha's Kitchen: Easy Comfort Food for Friends & FamilyValutazione: 4 su 5 stelle4/5 (5)
- In-N-Out Burger: A Behind-the-Counter Look at the Fast-Food Chain That Breaks All the RulesDa EverandIn-N-Out Burger: A Behind-the-Counter Look at the Fast-Food Chain That Breaks All the RulesValutazione: 3.5 su 5 stelle3.5/5 (28)
- Grape, Olive, Pig: Deep Travels Through Spain's Food CultureDa EverandGrape, Olive, Pig: Deep Travels Through Spain's Food CultureValutazione: 4.5 su 5 stelle4.5/5 (15)
- The Fresh Eggs Daily Cookbook: Over 100 Fabulous Recipes to Use Eggs in Unexpected WaysDa EverandThe Fresh Eggs Daily Cookbook: Over 100 Fabulous Recipes to Use Eggs in Unexpected WaysNessuna valutazione finora
- The Stark Naked 21-Day Metabolic Reset: Effortless Weight Loss, Rejuvenating Sleep, Limitless Energy, More MojoDa EverandThe Stark Naked 21-Day Metabolic Reset: Effortless Weight Loss, Rejuvenating Sleep, Limitless Energy, More MojoNessuna valutazione finora