Potrebbero piacerti anche
- Muestreo de aceptación: planes, curvas OC, riesgos y calidad mediaDocumento9 pagineMuestreo de aceptación: planes, curvas OC, riesgos y calidad mediaEduardo DiazgranadosNessuna valutazione finora
- TEMA2.4 Que Es Un Muestreo de Aceptacion CompressedDocumento6 pagineTEMA2.4 Que Es Un Muestreo de Aceptacion CompressedChelsito CH MNessuna valutazione finora
- Principios de Inspección22222Documento15 paginePrincipios de Inspección22222Victor Sosa FloresNessuna valutazione finora
- 7 Planes de Muestreo y Control de CalidadDocumento29 pagine7 Planes de Muestreo y Control de CalidadB6D4N0Nessuna valutazione finora
- Planes de Muestreo y Control de CalidadDocumento29 paginePlanes de Muestreo y Control de Calidadapi-2636010093% (14)
- Caso de AplicaciónDocumento13 pagineCaso de AplicaciónJosé javier Cipriano MolinaNessuna valutazione finora
- Muestreo de Aceptación PDFDocumento5 pagineMuestreo de Aceptación PDFJhomel Cueva FernandezNessuna valutazione finora
- Muestreo de Aceptación - OkDocumento26 pagineMuestreo de Aceptación - OkMaría Martínez MozombiteNessuna valutazione finora
- Cep Muestreo para AceptacionDocumento61 pagineCep Muestreo para AceptacionEzequielAlbanesNessuna valutazione finora
- Muestreo de Aceptación CargarDocumento33 pagineMuestreo de Aceptación CargarJuan Antonio LaraNessuna valutazione finora
- Muestreo 3Documento17 pagineMuestreo 3geneNessuna valutazione finora
- Muestreo de aceptación para inspección de calidadDocumento9 pagineMuestreo de aceptación para inspección de calidadChristian VelizNessuna valutazione finora
- Muestreo de Aceptacion SimpleDocumento14 pagineMuestreo de Aceptacion SimpleLaura CarriónNessuna valutazione finora
- MUESTREODocumento19 pagineMUESTREOLeonardo Fabio StekelenburgNessuna valutazione finora
- MuestreoDocumento20 pagineMuestreoCristhian RosarioNessuna valutazione finora
- Milstd 105e + CoDocumento16 pagineMilstd 105e + CoGabriela AlfaroNessuna valutazione finora
- Investigacion Planes de MuestreoDocumento18 pagineInvestigacion Planes de MuestreoMartin ReynagaNessuna valutazione finora
- Clase 2-Introducción y Conceptos Básicos Del Muestreo de AceptaciónDocumento19 pagineClase 2-Introducción y Conceptos Básicos Del Muestreo de AceptaciónmparrapNessuna valutazione finora
- Unidad 7 - Muestreo de AceptaciónDocumento29 pagineUnidad 7 - Muestreo de AceptaciónEDSON ALEXANDER JARA CANTUNessuna valutazione finora
- Muestreo de Aceptación Lote Por Lote Por Atributos PDFDocumento42 pagineMuestreo de Aceptación Lote Por Lote Por Atributos PDFJonathan Ramos VNessuna valutazione finora
- MUESTREO DE ACEPTACIÓN Control Estadistico de Calidad PDFDocumento29 pagineMUESTREO DE ACEPTACIÓN Control Estadistico de Calidad PDFElias VazquezNessuna valutazione finora
- Tabla de MuestroDocumento6 pagineTabla de MuestroMarco CortésNessuna valutazione finora
- MuestreoDocumento26 pagineMuestreototeNessuna valutazione finora
- Resumen Del Proyecto de LaDocumento8 pagineResumen Del Proyecto de LaGASTER MASTERNessuna valutazione finora
- Muestreo de AceptacionDocumento28 pagineMuestreo de AceptacionDeysi Atequipa CordovaNessuna valutazione finora
- ACEPTACIONDocumento29 pagineACEPTACIONVenezuela21.NNessuna valutazione finora
- Tarea Ejercicios de Unidad 4Documento23 pagineTarea Ejercicios de Unidad 4Axell Oseguera67% (3)
- Calidad de Los MaterialesDocumento27 pagineCalidad de Los MaterialesLR Nora100% (1)
- Apuntes de Muestreo de AceptaciónDocumento9 pagineApuntes de Muestreo de AceptaciónRosi GonzalesNessuna valutazione finora
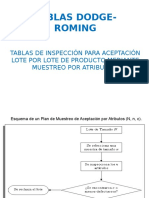
- Tablas Dodge RomingDocumento20 pagineTablas Dodge RomingManaslu Nepal0% (1)
- Unidad 2 Planes de Muestreo EstadisticoDocumento64 pagineUnidad 2 Planes de Muestreo EstadisticojackelineNessuna valutazione finora
- Planesdemuestreo 111109225712 Phpapp02Documento26 paginePlanesdemuestreo 111109225712 Phpapp02Americo Farfan VargasNessuna valutazione finora
- SEM2b GC Muestreo de Aceptación (JPCH)Documento27 pagineSEM2b GC Muestreo de Aceptación (JPCH)Edwar Jara AscateNessuna valutazione finora
- 2.-PPT MuestreoControlEstadisticoCalidadDocumento26 pagine2.-PPT MuestreoControlEstadisticoCalidadJoe GonzalezNessuna valutazione finora
- Formación de Un LoteDocumento14 pagineFormación de Un LoteLUZMORENO05Nessuna valutazione finora
- Planes de MuestreoDocumento8 paginePlanes de MuestreorogeNessuna valutazione finora
- Aspectos EstadísticosDocumento15 pagineAspectos EstadísticosSandro Cusihuaman0% (1)
- Muestreo de aceptación: tipos de planes, curvas OC y diseño de planesDocumento29 pagineMuestreo de aceptación: tipos de planes, curvas OC y diseño de planes1144028340Nessuna valutazione finora
- Plan de MuestreoDocumento35 paginePlan de MuestreoJhonJairoDiaz100% (1)
- Resumen Capítulo 12 Control de Calidad Humberto GutierresDocumento8 pagineResumen Capítulo 12 Control de Calidad Humberto GutierresMaac0% (2)
- s5 Muestreo Aceptacion OKDocumento25 pagines5 Muestreo Aceptacion OK10170126Nessuna valutazione finora
- Control de Calidad-Teoría General Muestreo AceptaciónDocumento21 pagineControl de Calidad-Teoría General Muestreo AceptaciónIsrael Santiago RodriguezNessuna valutazione finora
- Muestreo de AceptaciónDocumento37 pagineMuestreo de AceptaciónMarissa TorresNessuna valutazione finora
- Curvas características de operación y planes de muestreo (OC curves and sampling plansDocumento14 pagineCurvas características de operación y planes de muestreo (OC curves and sampling plansDaniel HerreraNessuna valutazione finora
- Muestreo de AceptacionDocumento31 pagineMuestreo de AceptacionCarlos A Gomez100% (1)
- Control de la calidad en la Universidad Ricardo PalmaDocumento17 pagineControl de la calidad en la Universidad Ricardo PalmaclaudiaNessuna valutazione finora
- TEMA 4 Planes de Muestreo de AceptaciónDocumento6 pagineTEMA 4 Planes de Muestreo de AceptaciónDaniela MrlNessuna valutazione finora
- Equipo 1. Ejercicios Capitulo 18Documento21 pagineEquipo 1. Ejercicios Capitulo 18Angel Perdomo100% (1)
- Curva Caracterísitca de OperaciónDocumento15 pagineCurva Caracterísitca de OperaciónERICK JOSUE MENDOZA SANDOVALNessuna valutazione finora
- Planes de Muestreo (Ejercicio Resueltos y Expo)Documento4 paginePlanes de Muestreo (Ejercicio Resueltos y Expo)Rodolfo Perez Piña50% (8)
- Taller Condecal UltimoDocumento10 pagineTaller Condecal UltimoMaacNessuna valutazione finora
- 4.1 Muestreo de AceptaciónDocumento14 pagine4.1 Muestreo de AceptaciónMaritsa Elizabeth Huerta ReyesNessuna valutazione finora
- Prob y Estadistica ResolucionDocumento30 pagineProb y Estadistica ResolucionpeniseenidNessuna valutazione finora
- Capitulo 17 PDFDocumento59 pagineCapitulo 17 PDFMariana Del MoralNessuna valutazione finora
- Práctica 8 Curvas Operativas v2Documento16 paginePráctica 8 Curvas Operativas v2FLOR ESTEFANIA KOHAYAGAWA MARTINEZ100% (1)
- Toma de muestras y análisis in-situ. QUIE0108: Operaciones básicas en planta químicaDa EverandToma de muestras y análisis in-situ. QUIE0108: Operaciones básicas en planta químicaNessuna valutazione finora
- Terminación y expedición de tapones de corcho. MAMA0109Da EverandTerminación y expedición de tapones de corcho. MAMA0109Valutazione: 5 su 5 stelle5/5 (1)
- Mantenimiento de centros de transformación. ELEE0209Da EverandMantenimiento de centros de transformación. ELEE0209Nessuna valutazione finora
- Troubleshooting en Operaciones de Crudo y Gas, Volumen 1. Solución de Problemas en el Área de ProducciónDa EverandTroubleshooting en Operaciones de Crudo y Gas, Volumen 1. Solución de Problemas en el Área de ProducciónNessuna valutazione finora
- Orientaciones para la evaluación de riesgos y las reglas de decisión según la Norma ISO/IEC 17025Da EverandOrientaciones para la evaluación de riesgos y las reglas de decisión según la Norma ISO/IEC 17025Valutazione: 4.5 su 5 stelle4.5/5 (4)
- 2020-1 Uni CP Costos Abc TextilDocumento27 pagine2020-1 Uni CP Costos Abc TextilKenji MucchingNessuna valutazione finora
- Tabla 10-9Documento1 paginaTabla 10-9Alessandra Peña JaraNessuna valutazione finora
- 2021 2 CCP Solucionario Ex Parcial (6724)Documento36 pagine2021 2 CCP Solucionario Ex Parcial (6724)Alessandra Peña JaraNessuna valutazione finora
- TRABAJODocumento27 pagineTRABAJOWillyCarreraNessuna valutazione finora
- TemperDocumento6 pagineTemperKaren PadillaNessuna valutazione finora
- Tabla 10-11 Muestreo Doble Inspeccion NormalDocumento1 paginaTabla 10-11 Muestreo Doble Inspeccion NormalAlessandra Peña JaraNessuna valutazione finora
- 2020 1 Problemas de Aplicación Costos AbcDocumento11 pagine2020 1 Problemas de Aplicación Costos AbcKenji Mucching0% (1)
- 2015 Uni CP 12 Costos ABC Caso TextilDocumento6 pagine2015 Uni CP 12 Costos ABC Caso TextilCarlos Gerardo RosasNessuna valutazione finora
- Uni Costos ABC Conceptos BásicosDocumento19 pagineUni Costos ABC Conceptos BásicosCarlos Rodas BuendiaNessuna valutazione finora
- Tabla 10-8Documento1 paginaTabla 10-8Alessandra Peña JaraNessuna valutazione finora
- Tabla 10-10Documento1 paginaTabla 10-10Alessandra Peña JaraNessuna valutazione finora
- Informe 3 de FísicaDocumento2 pagineInforme 3 de FísicaAlessandra Peña JaraNessuna valutazione finora
- C10 Capacidad Del ProcesoDocumento31 pagineC10 Capacidad Del ProcesoAlessandra Peña JaraNessuna valutazione finora
- Teoría Del CaosDocumento4 pagineTeoría Del CaosAlessandra Peña JaraNessuna valutazione finora
- Primera Práctica 2012 IDocumento2 paginePrimera Práctica 2012 IÁlvaro Alvites RamosNessuna valutazione finora
- Primera Práctica Calificada 2012iiDocumento2 paginePrimera Práctica Calificada 2012iiAlessandra Peña JaraNessuna valutazione finora
- Soldadura, Medidas de Seguridad y ProcesosDocumento4 pagineSoldadura, Medidas de Seguridad y ProcesosAlessandra Peña JaraNessuna valutazione finora
- Plantilla IeeeDocumento2 paginePlantilla Ieeemarce_garzona_228898Nessuna valutazione finora
- Qué es una soldadura blandaDocumento1 paginaQué es una soldadura blandaAlessandra Peña JaraNessuna valutazione finora
- Taller de Recuperacon 2010Documento5 pagineTaller de Recuperacon 2010Alex BahamonNessuna valutazione finora
- Antología Evaluación de La InteligenciaDocumento29 pagineAntología Evaluación de La InteligenciaKarla Santos JoséNessuna valutazione finora
- Lia Goren DiversidadDocumento17 pagineLia Goren DiversidadLía GorenNessuna valutazione finora
- Flow Measurements Using A Sluice Gate Analysis of Applicability - En.es PDFDocumento14 pagineFlow Measurements Using A Sluice Gate Analysis of Applicability - En.es PDFDiego Orozco RodriguezNessuna valutazione finora
- Documento 11Documento3 pagineDocumento 11MAMANI CONDORI DANIEL MATEONessuna valutazione finora
- Fase 1 - Laura Mejia Castro.Documento5 pagineFase 1 - Laura Mejia Castro.Laura Mejia CastroNessuna valutazione finora
- Fase3 AlDocumento4 pagineFase3 AlAlvaroNessuna valutazione finora
- Asistente AdministrativoDocumento14 pagineAsistente AdministrativoSofia RestrepoNessuna valutazione finora
- Sujeto Ii ResumenDocumento43 pagineSujeto Ii ResumenFlorencia RiverosNessuna valutazione finora
- Formatos de TutoriaDocumento18 pagineFormatos de Tutoriacristian acuna mozonNessuna valutazione finora
- Portafolio de Edufi-RobertDocumento54 paginePortafolio de Edufi-RobertJose Rodriguez villanuevaNessuna valutazione finora
- Imperialismos. Con Cuadro Comparativo, Infografía y Reflexión PersonalDocumento10 pagineImperialismos. Con Cuadro Comparativo, Infografía y Reflexión PersonalAlfredo José Ramírez PerníaNessuna valutazione finora
- Lec - LIBRO P.SOCIAL - FINAL - IMPRIMIRDocumento119 pagineLec - LIBRO P.SOCIAL - FINAL - IMPRIMIRSary Karina Osorio PaladinesNessuna valutazione finora
- Puntos Centrales Del Plan de Estudio para La Nueva Escuela MexicanaDocumento12 paginePuntos Centrales Del Plan de Estudio para La Nueva Escuela MexicanaYesenia Martínez HernándezNessuna valutazione finora
- RASGOS DE LA NUEVA SOCIOLOGÍA URBANA - CompressedDocumento14 pagineRASGOS DE LA NUEVA SOCIOLOGÍA URBANA - Compressedtayler arseusNessuna valutazione finora
- Tarea 2 Inteligencia ArtificialDocumento7 pagineTarea 2 Inteligencia ArtificialWilber FloresNessuna valutazione finora
- RESUMEN UNIDAD 1 - Principios de AdministraciónDocumento9 pagineRESUMEN UNIDAD 1 - Principios de AdministraciónLuis VillagraNessuna valutazione finora
- Precursores de La Antropologia Criminal HoyDocumento15 paginePrecursores de La Antropologia Criminal HoyCINDY PAOLA MEZA HERAZONessuna valutazione finora
- Documento 142Documento2 pagineDocumento 142Yraiza SosaNessuna valutazione finora
- "República Bolivariana de Venezuela: " "Ministerio Del Poder Popular para La Educación"Documento3 pagine"República Bolivariana de Venezuela: " "Ministerio Del Poder Popular para La Educación"Hw HousesNessuna valutazione finora
- Plan de Trabajo Corredor EconomicoDocumento19 paginePlan de Trabajo Corredor EconomicoAnibeth CallallyNessuna valutazione finora
- Aplicaciones de La Psicología en El Proceso SaludDocumento8 pagineAplicaciones de La Psicología en El Proceso SaludKiti PitolNessuna valutazione finora
- Balaguer (1994) Platonismo PlenoDocumento10 pagineBalaguer (1994) Platonismo PlenoChi Kung MarceNessuna valutazione finora
- TESIS Alvaro Garcia SolerDocumento223 pagineTESIS Alvaro Garcia SolermarleimanNessuna valutazione finora
- Ejercicios Sobre La FPP (Frontera de Posibilidades de Producción)Documento35 pagineEjercicios Sobre La FPP (Frontera de Posibilidades de Producción)Andres RamonNessuna valutazione finora
- CLASe 1Documento16 pagineCLASe 1CeciliaGordilloNessuna valutazione finora
- Referente Pensamiento Eje 2Documento19 pagineReferente Pensamiento Eje 2juanNessuna valutazione finora
- 3°y4° - Planificacion Exp 5Documento5 pagine3°y4° - Planificacion Exp 5Jesus RedentorNessuna valutazione finora
- 2 Da Jornada at Socializacion Lineamientos DISCAPACIDAD - 21092022Documento4 pagine2 Da Jornada at Socializacion Lineamientos DISCAPACIDAD - 21092022Vigilancia CentinelaNessuna valutazione finora
- Teorías contemporáneas del aprendizajeDocumento11 pagineTeorías contemporáneas del aprendizajeCarla EleraNessuna valutazione finora