Volume 5, Issue 9, September – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Alignment Methods in Rotating Equipment
Isitro Trejo Moreno Yair de Jesús González Pérez
Tlaxcala University of Technology Tlaxcala University of Technology
City, Country Puebla, México City, Country Puebla, México
Oscar Hernández Hernández Aline Díaz Ramírez
Tlaxcala University of Technology Tlaxcala University of Technology
City, Country Tlaxcala, México City, Country Tlaxcala, México
José Luis Hernández Corona Ernesto Mendoza Vazquez
Tlaxcala University of Technology Tlaxcala University of Technology
City, Country Tlaxcala, México City, Country Tlaxcala, México
Abstract:- This research provides an analysis about the Alignment and misalignment
need to implement innovative alignment techniques and Machinery alignment refers to the fact that: “the
to diversify the methods to carry it out, if there is rotation axes of the machines must be collinear (one axis of
outdated equipment, misalignment becomes more rotation is the projection of the other), and the above is
recurrent and this causes the equipment to present considered under normal operating or working conditions
failures as high vibration, high temperature, product (that is, temperature, load, and speed)” (1). By what is
leaks, excessive energy consumption and wear of some understood to the alignment of shafts as the process that is
equipment components. carried out to achieve the exact union of the line of the axis
centers and the proper positioning of the rotating machines
In turn, this text exposes the methodologies of alignment that are mounted in series or in parallel position to avoid
of axes by straight edge, dial indicator, and by laser wear on flexible elements, in addition to eliminating
alignment, and makes a comparison of the advantages vibration and high temperatures that occur in machinery in
and disadvantages between these three methods to an irregular alignment.
conclude which of them brings greater benefits to the
industry today. Correct alignment results in good performance, better
operation and greater availability of the machinery, less
Keywords:- Alignment, Straight Edge, Dial Indicator, wear on the flexible coupling elements, forced labor on the
Laser Alignment, Misalignment. pumps and motors is reduced, the maintenance of the
machinery goes from being corrective to preventive, cost
I. INTRODUCTION reduction in repairs and spare parts and risky conditions are
avoided.
This research addresses the issue of axis alignment,
which can be defined as the process by which the rotating In turn, misalignment is defined as "the deviation of
axes are made to coincide with the fixed axes so that they the (physical) axis in relation to the position of a collinear
are on the same line. Likewise, this document deals with axis of rotation measured at the power transmission points
three different alignment methodologies, straight edge when the equipment is running under normal operating
method, dial indicator tool, and laser alignment are conditions" (2). It should be noted that misalignment can be
addressed. angular and parallel, viewed horizontally or vertically.
The main characteristic of the alignment is the Misalignment has negative consequences for mutually
difficulty in handling the measurement instruments, aligned pumps and motors, among the affected components
therefore, carrying it out becomes complex and requires a bearings, seals, shafts, couplings, and set screws can be
high level of knowledge. mentioned.
This research is presented due to the lack of Alignment methodologies and materials
implementation of cutting-edge equipment for alignment, There are different alignment methods and materials;
as well as the lack of knowledge about the advantages that in this article the alignments by straight edge, dial indicator,
laser alignment provides, resulting in considering it as a and laser alignment are described.
piece of expensive equipment, and not worthy and not
profitable to buy it. This is of great interest once the Straight edge alignment
characteristics of each method and their degree of This alignment method is the simplest and its results
profitability have been analyzed. Therefore, this article are considered as approximate or prior to a more precise
allows us to contrast information about which is the best alignment since its readings are direct. This method is the
method for shaft alignment. most limited of the three because it is only used with small
couplings of equal size and its shape is quite variable. In
order to do this, a straight edge is needed that includes a
IJISRT20SEP115 www.ijisrt.com 107
Volume 5, Issue 9, September – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
graduated scale divided into units of length such as
millimeters or inches and shims, which are sheets of
different thicknesses to measure the clearance between the
shafts.
The method by straight edge is detailed below:
Determine which will be the fixed machine and which
will be the mobile one.
Fig 4:- Positive angular
Once the horizontal misalignment has been corrected,
the straight edge is placed on the couplings of both
machines, to measure the parallel and angular vertical
misalignment. In the same way, the mobile equipment is
moved but now vertically, and if necessary, also
Fig 1:- Fixed machine and mobile machine inclined to also correct the vertical angular
misalignment and obtain an aligned measurement.
Establish the convention signs that will be worked on
during this method.
Uncouple mobile and fixed equipment.
Record the readings obtained when starting the
alignment to show current conditions.
Divide the couplings of the fixed and mobile machine
clockwise.
Fig 5:- Parallel misalignment
Fig 2:- Four positions: 12 o’clock, 3 o´clock, 6 o’clock and
9 o’clock.
The straight edge is placed on the couplings (mobile
and fixed), joining them to measure the parallel and
horizontal angular misalignment at the 12 o´clock and 6
o´clock positions, clockwise.
The correction is made by moving the mobile machine
horizontally, in such a way that the parallel horizontal
misalignment between them decreases and at the same
time, tilting the equipment to correct the horizontal
angular misalignment until the measurement is as less Fig 6:- Angular misalignment
erroneous as possible.
Final readings are recorded after alignment is performed
and compared to those recorded at the start of
alignment.
The fixed machine is coupled with the rotating machine.
Dial Indicator Alignment
“Dial indicator alignment is performed with a high
degree of precision in the quantitative evaluation of shaft
positions under static conditions. This instrument works
Fig 3:- Positive parallel through an axis called a spindle that is used to determine
the readings that are reflected in the indicator needle” (3).
IJISRT20SEP115 www.ijisrt.com 108
Volume 5, Issue 9, September – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
tape measure, two stainless steel chains, 3 m and 5 m cables
for the display, a 115 VAC - 6 VDC charger and a thermal
Epson printer.
Fig 7:- Dial indicator and its accessories
The steps to carry out a correct alignment by dial are
the following:
Define which of the machines will be fixed and which
will be mobile.
Set the gauges as shown in the figure. Fig 10:- The Combi-Laser Alignment System
To carry out the laser alignment method, the following
instructions are followed:
Place the magnetic bases and the stainless-steel chains
on both axes, since the alignment method of the
magnetic bases is by spirit level.
Once the alignment level is as accurate as possible,
secure the bases to the shafts by means of setscrews
fixed in the magnetic bases.
Couple the sensors and the steel bars, the TD-M sensor
is coupled to the moving shaft, which goes to the motor
Fig 8:- The positioning of indicator clocks and the TD-S sensor is coupled to the static shaft.
The bracket is installed on-axis “A”. Subsequently, by
means of the indicator, the sweep is carried out in the
circumference of the "B" axis coupling.
The clock probe should exert pressure against the
circumference of the coupling ensuring that the probe
stroke is lowered by half.
The indicator hands should be turned until zero is
reached.
Once the watch is set, four measurements are taken at
the following positions a) .- 0 °, b) .- 90 °, c) .- 180 °
and 270 °.
Fig 11:- Coupling of laser sensors
Immobilize the shafts by means of the stainless-steel
chains. If there is movement, the alignment will be
canceled.
Fig 9:- Measurements position Connect the sensors with the cables to the LCD display
module.
Laser alignment
As the sensors turn on, a beam of laser light emitted by
The equipment used to perform a laser alignment is
both sensors is observed.
The Combi-Laser Alignment System. This kit consists of a
carrying case, an LCD display module, a TD-S transmitter / When the laser light is reflected on both sensors, adjust
the height of the sensors so that it aligns with the marks
static sensor, a TD-M transmitter / mobile sensor, two
anodized aluminum V-brackets, a plastic rod bracket, two on each sensor.
brackets stainless steel, two magnetic bases, a spirit level, a
IJISRT20SEP115 www.ijisrt.com 109
Volume 5, Issue 9, September – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
The LCD module is turned on and it requests the Once the variables have been corrected, perform the
following data using the tape measure: alignment again from the point where the 0 ° 180 ° and
The distance between both sensors. 90 ° measurements are requested to be captured
The distance from the center of the coupling to the TD-
M sensor. You should proceed with the present methodology
The distance between the TD-M sensor and the first until the equipment tolerance becomes satisfactory.
engine nut.
The distance between the nuts that holds the motor.
Capture the data through the panel integrated into the
LCD module.
Fig 14:- Result of horizontal alignment
II. RESULTS AND DISCUSSION
Advantages and disadvantages of alignment types
In order to carry out the present analysis, a test bench
Fig 12:- LCD display module was designed that allowed the performance of alignment
practices by straight edge and by dial indicator, while, for
the laser alignment analysis, the corresponding
Again the LCD module requires the motor revolutions
authorization was requested from a maintenance company
to be captured, these are found on the data plate that is
(name omitted for legal reasons) to witness the operation of
on the upper motor casing.
the laser equipment.
The LCD module indicates to rotate the shaft along with
the sensors in 3 measurements which are 0 °, 180 °, and
Straight edge method
90 °.
Capture every move with the buttons built into the
Advantage
control panel.
One of the main advantages of straight edge alignment
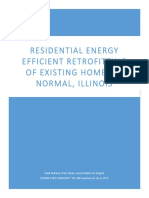
The LCD displays the two types of results, one vertical is that "this alignment tool is still used and commonly has
and the other horizontal. In the vertical result (figure 13) its place in the precision alignment process, in order to
the motor is seen in a lateral position and indicates that obtain an initial alignment" (4). Another privilege that this
alignment shims must be added or removed. When the method presents is its low cost since the investment
measurement returns a minus sign, shims are added, required for the used material is minimal.
when it returns a plus sign, they are removed. The value
of the shims is indicated on the LED display. These are Lastly, it can be stated that even personnel with
added or removed on both nuts, either front or back. minimal training can do it since it does not require great
precision or greater knowledge.
Disadvantages
The main disadvantage of this type of alignment is
that it has a very high degree of inaccuracy, which
generates high temperatures and vibrations in an initial
state, and if it is the only method used, it can fluctuate in
shaft twists and even total losses in mobile and fixed
equipment.
Due to the evolution in the machinery, the alignment
Fig 13:- Result of vertical alignment by straight edge is inefficient due to the high speeds that
this reach; for this reason, this type of alignment is only
In the horizontal measurement (figure 14) the motor is used in old machines that do not generate high revolutions.
viewed from the top and indicates how to adjust the
motor relative to the plates with set screws.
IJISRT20SEP115 www.ijisrt.com 110
Volume 5, Issue 9, September – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Dial indicator Laser systems are intuitive to use, so they require brief
Advantage training for their correct operation, and all systems have
One of the most outstanding advantages of dial guides for users.
indicator is that "they are used for measurements such as
flatness, circularity, cylindricity, sphericity, concentricity, Laser alignment presents different types of economic
deviation, displacement, and so on" (5). advantages, among the main ones, are time, maintenance,
and energy consumption, in turn, it increases the life of the
Teams operating at high speeds benefit from this type equipment.
of alignment because the indicators can measure
misalignment from different rotational angles, bringing Machinery failures are reduced due to alignment
them closer to a higher degree of accuracy. accuracy, so be it, vibration, equipment, and temperature.
At the time of installation of the dial indicator, it is The laser alignment system periodically generates an
easy to install them in different ways and, when carrying alignment status assessment.
out the alignment, the operators can have greater access to
the machinery and perform their tasks more easily. Taking laser alignment readings is always accurate, so
the likelihood of human error is minimal.
In dial alignment, measurements taken every 90 ° can
be made coincidentally both parallel and angular. Laser systems have the ability to repeat data and store
it for protection.
Disadvantages
It is a method that does not have the cutting-edge Misalignment in laser systems can be corrected due to
characteristics that are required for the machinery that the tolerance scale it contains.
companies have today.
The results of the laser alignment method are
Dial measurements are given in varying ranges and instantaneous and can be viewed in real-time.
for the accuracy required in dial alignment, this method
requires a greater investment of time. Disadvantages
The cost of laser equipment is very high and is usually
Operators who perform the dial alignment process not in stock of many suppliers, so it is very difficult to
must be experts; as otherwise, misalignment generates great acquire.
losses of time due to the lengthy process involved. In turn,
the operators of the machinery at the time of taking the It is important that at the time of acquiring the laser
readings make errors due to various factors. alignment equipment they have the corresponding
certification to be able to work in high temperatures, due to
Like the alignment by straight edge, it is an old- this; the cost of these types of equipment is even higher.
fashioned method and, if it presents some degree of Besides, whenever working with laser alignment equipment
imprecision, it can cause great losses of time and it is important to verify that it is an area free of explosive
machinery. gases.
Errors will always occur due to the rounding of each III. CONCLUSION
reading when calculating the results.
Once the different alignment methodologies have
The readings offered by the dial indicator are not been applied bench and analyzed in the test, as well as the
always real, as due to vibration the needles settle at wrong advantages and disadvantages of each of these has been
values, due to that "Small gaps may not be noticed, but they identified, it is concluded that the optimal method to carry
produce considerable errors in the results" (6). out this process is the laser alignment.
Laser alignment Despite having a very high cost, the profitability
offered by this equipment is that the entire alignment
Advantages procedure is optimized, this is reflected in a lower
It is the most modern method for shaft alignment investment of time by operating personnel when carrying
when compared to traditional methods (straight edge and out the alignment process, less wear of the machinery, the
dial indicators) it offers better alignment precision since corrective maintenance provided to the equipment is
everything is measured by sensors. reduced, human errors are reduced to a minimum, the
immediacy of the results is guaranteed and there is cutting
Laser alignment requires less investment in terms of edge equipment.
execution time and, as technological innovation, has a
higher degree of acceptance among operating personnel. Finally, the tasks can be implemented under this
methodology in spite of the disadvantages that it has, with
the necessary permissions and required security regulations.
IJISRT20SEP115 www.ijisrt.com 111
Volume 5, Issue 9, September – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
ACKNOWLEDGMENT
We are grateful for the support given by the professors
of the Tlaxcala University of Technology, who have served
as guide throughout this research process.
In the second instance, we appreciate the support of
all the members of our family, who are the main sense of
obtaining our achievements.
Finally, we appreciate every contribution made to
improve and achieve this goal.
REFERENCES
[1]. Santamaría R. Consideraciones prácticas y
económicas del alineamiento de maquinaría.
[Internet]. Querétaro: México; 2020 [Accessed 2020
July 24th]. Available at:
https://reliabilityweb.com/sp/articles/entry/consideraci
ones-practicas-y-economicas-del-alineamiento-de-
maquinaria
[2]. Torres A. Estudio del desalineamiento entre máquinas
acopladas y análisis de su respuesta vibratoria.
[Internet]. Concepción: Chile; 2013 [Accessed 2020
Aug 1st]. Available at:
http://webcache.googleusercontent.com/search?q=cac
he:lU2pEArxsjoJ:repobib.ubiobio.cl/jspui/bitstream/1
23456789/415/1/Torres_Cuevas_Ariel_Alexis.pdf+&
cd=2&hl=es&ct=clnk&gl=mx
[3]. Piotrowski J. Shaft Alignment Measuring Tools. In:
Faulkner L, editor. Shaft Alignment Handbook. 3rd ed.
Ohio: CRC Press; 2007. p. 225-226.
[4]. Amu E. Diseño e implementación de un banco
didáctico para alineación de elementos rotativos.
[Internet]. Santiago de Cali: Colombia; 2007
[Accessed 2020 Aug 2nd]. Available at:
https://red.uao.edu.co/bitstream/10614/6253/1/T04261
[5]. EcuRed. Indicador de carátula. [Internet]. 2019
[Accessed 2020 Ago 02nd]. Available at:
https://www.ecured.cu/Indicador_de_car%C3%A1tula
[6]. PRÜFTECHNIK. Porqué alinear las máquinas.
[Internet]. Ismaning: Alemania; 2011 [Accessed 2020
Jul 24th]. Available at:
http://www.mydmantenimientopredictivo.com/pdf/por
-que-alinear.pdf
IJISRT20SEP115 www.ijisrt.com 112
Potrebbero piacerti anche
- MET 204 Manufacturing ProcessDocumento8 pagineMET 204 Manufacturing Processrejeesh_rajendranNessuna valutazione finora
- Electrical-Electronic Engineering-EE2011 - Sep2019 PDFDocumento142 pagineElectrical-Electronic Engineering-EE2011 - Sep2019 PDFAn Ốm NhomNessuna valutazione finora
- Rotary JointDocumento7 pagineRotary JointGlobe Star Engineers Pvt LtdNessuna valutazione finora
- DGS in Phased Array ModeDocumento18 pagineDGS in Phased Array ModeOteloElMoroNessuna valutazione finora
- Copia de EPCDocumento32 pagineCopia de EPCPeter RodriguezNessuna valutazione finora
- BGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aDocumento44 pagineBGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aGururaj P Kundapur100% (1)
- Tori SphericalDocumento62 pagineTori SphericalWebsoft Tech-HydNessuna valutazione finora
- Work Scope - Francis Turbine Refurbishment WorkDocumento6 pagineWork Scope - Francis Turbine Refurbishment WorkmanikanthNessuna valutazione finora
- Piping Fabrication 5Documento4 paginePiping Fabrication 5godennyNessuna valutazione finora
- TCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerDocumento118 pagineTCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerNam NguyenNessuna valutazione finora
- Epc For Rumaitha Thamama Zone B Phase Iii Expansion Development & Conversion of Ra Phase I/Ii Co2 Affected WellsDocumento1 paginaEpc For Rumaitha Thamama Zone B Phase Iii Expansion Development & Conversion of Ra Phase I/Ii Co2 Affected WellsBWQNessuna valutazione finora
- Pipe ScheduleDocumento33 paginePipe ScheduleDavid MacatangayNessuna valutazione finora
- CS 5200 SC01 Ope PRC 253007 - A - C2Documento78 pagineCS 5200 SC01 Ope PRC 253007 - A - C2chancele nguepdjopNessuna valutazione finora
- Itp PWHTDocumento1 paginaItp PWHTTridib DeyNessuna valutazione finora
- Basics On Piping LayoutDocumento11 pagineBasics On Piping Layoutpuru55980Nessuna valutazione finora
- Scope of Work For Prefab ContractorDocumento4 pagineScope of Work For Prefab ContractorgodennyNessuna valutazione finora
- Wel 13 HDocumento8 pagineWel 13 HWilly Uio100% (1)
- Bolt Tensioners CatalogDocumento8 pagineBolt Tensioners CatalogAdrian StoicescuNessuna valutazione finora
- ITP PipingDocumento15 pagineITP PipingMohammed Mostafa El HaddadNessuna valutazione finora
- FABRICATION and ERECTION of PIPING SYSTEMDocumento39 pagineFABRICATION and ERECTION of PIPING SYSTEMIj Ooo100% (1)
- ENG2068 SampleofcontentsDocumento10 pagineENG2068 SampleofcontentsKlich77Nessuna valutazione finora
- Questions & Answers: NDT Viernes, 15 de Septiembre de 2017Documento7 pagineQuestions & Answers: NDT Viernes, 15 de Septiembre de 2017Percy Junior Berrios MuñozNessuna valutazione finora
- Syed Usamn Shah - AY5581 Proposal PDFDocumento13 pagineSyed Usamn Shah - AY5581 Proposal PDFusmanNessuna valutazione finora
- TighteningofStructuralBolts 31-35Documento5 pagineTighteningofStructuralBolts 31-35masaud akhtarNessuna valutazione finora
- Purging Brochure PDFDocumento19 paginePurging Brochure PDFjustinctlNessuna valutazione finora
- Specification For FlangesDocumento16 pagineSpecification For FlangesMehdi NouriNessuna valutazione finora
- Itp For All MaterialsDocumento59 pagineItp For All MaterialsTauqueerAhmad100% (1)
- 00000-Hx-0001 - Pressure Vessels General SpecificationsDocumento8 pagine00000-Hx-0001 - Pressure Vessels General SpecificationsFernando SpinolaNessuna valutazione finora
- QC-A-F86 Rev0 J FormDocumento12 pagineQC-A-F86 Rev0 J FormMohd Soufian KamarudinNessuna valutazione finora
- Pipeline Stress Analysis With Caesar IiDocumento16 paginePipeline Stress Analysis With Caesar IiGohar ZamanNessuna valutazione finora
- List of en Standards: SR No Code/Standard DescriptionDocumento4 pagineList of en Standards: SR No Code/Standard DescriptionAnilNessuna valutazione finora
- Types of Flanges-Definition of FlangesDocumento4 pagineTypes of Flanges-Definition of FlangesindikumaNessuna valutazione finora
- Schematic Diagram For Hydrotest.Documento1 paginaSchematic Diagram For Hydrotest.vsNessuna valutazione finora
- L1 34258 en T Union S 2 - UV 418 TT en MDPK 5aDocumento2 pagineL1 34258 en T Union S 2 - UV 418 TT en MDPK 5aKrishna VachaNessuna valutazione finora
- Why InsulationDocumento13 pagineWhy InsulationnguyenNessuna valutazione finora
- Halliburton Multi Chem Batch Plant Project: Purchase Order/Contract NumberDocumento7 pagineHalliburton Multi Chem Batch Plant Project: Purchase Order/Contract NumberTahseen Ahmed100% (1)
- Applying Shielded Metal Arc Welding TechniquesDocumento134 pagineApplying Shielded Metal Arc Welding Techniquesgaspardo123Nessuna valutazione finora
- Piping - Mapress Installation GuidelinesDocumento144 paginePiping - Mapress Installation GuidelinesPetru VladeanuNessuna valutazione finora
- ITR-B (Piping) Witness Joint1Documento1 paginaITR-B (Piping) Witness Joint1Momo ItachiNessuna valutazione finora
- Arc StrikeDocumento9 pagineArc StrikeBulut YildizNessuna valutazione finora
- Test Pack ProcedureDocumento10 pagineTest Pack ProcedureDaengkulle Firmansyah PuteraNessuna valutazione finora
- v1.0 Rishabh Engineering CS 37 Piping Stress Analysis Horizontal HeaterDocumento4 paginev1.0 Rishabh Engineering CS 37 Piping Stress Analysis Horizontal HeaterJasonChong212Nessuna valutazione finora
- UDocumento1 paginaUmohd as shahiddin jafriNessuna valutazione finora
- COOLING TOWER FAN Erection Quality ChecklistsDocumento1 paginaCOOLING TOWER FAN Erection Quality ChecklistsBudoy SmithNessuna valutazione finora
- Inspection Monthly Report - Oct 2014Documento1 paginaInspection Monthly Report - Oct 2014jose corrosionNessuna valutazione finora
- Pipeline Welding InspectionDocumento4 paginePipeline Welding InspectionRizky TrianandaNessuna valutazione finora
- Welding Upto Gas WeldingDocumento26 pagineWelding Upto Gas Weldingrams789Nessuna valutazione finora
- Fuel Gas Tree Project LPG Plant, Kurdistan, IraqDocumento5 pagineFuel Gas Tree Project LPG Plant, Kurdistan, Iraqgodenny100% (1)
- Pipe Fittings and Piping AuxiliariesDocumento38 paginePipe Fittings and Piping Auxiliariesmsaad2Nessuna valutazione finora
- 3 OEE 3 144 Mechanical Design Check ListsDocumento13 pagine3 OEE 3 144 Mechanical Design Check ListsAnonymous HDlK5cXc8Nessuna valutazione finora
- Piping ForemanDocumento3 paginePiping ForemanManoj MissileNessuna valutazione finora
- American Society of Mechanical Engineers (ASME) CodesDocumento11 pagineAmerican Society of Mechanical Engineers (ASME) CodesfrdnNessuna valutazione finora
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDocumento12 pagineSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- UT Inspection of WeldsDocumento2 pagineUT Inspection of WeldsPablo GonzalezNessuna valutazione finora
- Failure Behavior of 2D C SiC I Beam Under Bending Load 2015 Composite StructuresDocumento10 pagineFailure Behavior of 2D C SiC I Beam Under Bending Load 2015 Composite StructuresGECJNessuna valutazione finora
- Test Pack Clearance FormatDocumento2 pagineTest Pack Clearance FormatKarthikNessuna valutazione finora
- WWW Engineering Com Story How Traditional Machine Tool AlignDocumento8 pagineWWW Engineering Com Story How Traditional Machine Tool AlignDavid duranNessuna valutazione finora
- Belt Drive AllignmentDocumento3 pagineBelt Drive AllignmentMichaelNessuna valutazione finora
- Deformation Analysis of A 3-Axis Gantry System: AbstractDocumento4 pagineDeformation Analysis of A 3-Axis Gantry System: AbstractŽan PjerNessuna valutazione finora
- Impact of Stress and Emotional Reactions due to the Covid-19 Pandemic in IndiaDocumento6 pagineImpact of Stress and Emotional Reactions due to the Covid-19 Pandemic in IndiaInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- An Overview of Lung CancerDocumento6 pagineAn Overview of Lung CancerInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Entrepreneurial Creative Thinking and Venture Performance: Reviewing the Influence of Psychomotor Education on the Profitability of Small and Medium Scale Firms in Port Harcourt MetropolisDocumento10 pagineEntrepreneurial Creative Thinking and Venture Performance: Reviewing the Influence of Psychomotor Education on the Profitability of Small and Medium Scale Firms in Port Harcourt MetropolisInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Ambulance Booking SystemDocumento7 pagineAmbulance Booking SystemInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Designing Cost-Effective SMS based Irrigation System using GSM ModuleDocumento8 pagineDesigning Cost-Effective SMS based Irrigation System using GSM ModuleInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Detection and Counting of Fake Currency & Genuine Currency Using Image ProcessingDocumento6 pagineDetection and Counting of Fake Currency & Genuine Currency Using Image ProcessingInternational Journal of Innovative Science and Research Technology100% (9)
- Utilization of Waste Heat Emitted by the KilnDocumento2 pagineUtilization of Waste Heat Emitted by the KilnInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Forensic Advantages and Disadvantages of Raman Spectroscopy Methods in Various Banknotes Analysis and The Observed Discordant ResultsDocumento12 pagineForensic Advantages and Disadvantages of Raman Spectroscopy Methods in Various Banknotes Analysis and The Observed Discordant ResultsInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Digital Finance-Fintech and it’s Impact on Financial Inclusion in IndiaDocumento10 pagineDigital Finance-Fintech and it’s Impact on Financial Inclusion in IndiaInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Computer Vision Gestures Recognition System Using Centralized Cloud ServerDocumento9 pagineComputer Vision Gestures Recognition System Using Centralized Cloud ServerInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Study Assessing Viability of Installing 20kw Solar Power For The Electrical & Electronic Engineering Department Rufus Giwa Polytechnic OwoDocumento6 pagineStudy Assessing Viability of Installing 20kw Solar Power For The Electrical & Electronic Engineering Department Rufus Giwa Polytechnic OwoInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Predictive Analytics for Motorcycle Theft Detection and RecoveryDocumento5 paginePredictive Analytics for Motorcycle Theft Detection and RecoveryInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Auto Tix: Automated Bus Ticket SolutionDocumento5 pagineAuto Tix: Automated Bus Ticket SolutionInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Effect of Solid Waste Management on Socio-Economic Development of Urban Area: A Case of Kicukiro DistrictDocumento13 pagineEffect of Solid Waste Management on Socio-Economic Development of Urban Area: A Case of Kicukiro DistrictInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Smart Health Care SystemDocumento8 pagineSmart Health Care SystemInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Blockchain Based Decentralized ApplicationDocumento7 pagineBlockchain Based Decentralized ApplicationInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Factors Influencing The Use of Improved Maize Seed and Participation in The Seed Demonstration Program by Smallholder Farmers in Kwali Area Council Abuja, NigeriaDocumento6 pagineFactors Influencing The Use of Improved Maize Seed and Participation in The Seed Demonstration Program by Smallholder Farmers in Kwali Area Council Abuja, NigeriaInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Cyber Security Awareness and Educational Outcomes of Grade 4 LearnersDocumento33 pagineCyber Security Awareness and Educational Outcomes of Grade 4 LearnersInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Visual Water: An Integration of App and Web To Understand Chemical ElementsDocumento5 pagineVisual Water: An Integration of App and Web To Understand Chemical ElementsInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Unmasking Phishing Threats Through Cutting-Edge Machine LearningDocumento8 pagineUnmasking Phishing Threats Through Cutting-Edge Machine LearningInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Compact and Wearable Ventilator System For Enhanced Patient CareDocumento4 pagineCompact and Wearable Ventilator System For Enhanced Patient CareInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- An Industry That Capitalizes Off of Women's Insecurities?Documento8 pagineAn Industry That Capitalizes Off of Women's Insecurities?International Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Implications of Adnexal Invasions in Primary Extramammary Paget's Disease: A Systematic ReviewDocumento6 pagineImplications of Adnexal Invasions in Primary Extramammary Paget's Disease: A Systematic ReviewInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Smart Cities: Boosting Economic Growth Through Innovation and EfficiencyDocumento19 pagineSmart Cities: Boosting Economic Growth Through Innovation and EfficiencyInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Insights Into Nipah Virus: A Review of Epidemiology, Pathogenesis, and Therapeutic AdvancesDocumento8 pagineInsights Into Nipah Virus: A Review of Epidemiology, Pathogenesis, and Therapeutic AdvancesInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Air Quality Index Prediction Using Bi-LSTMDocumento8 pagineAir Quality Index Prediction Using Bi-LSTMInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Parastomal Hernia: A Case Report, Repaired by Modified Laparascopic Sugarbaker TechniqueDocumento2 pagineParastomal Hernia: A Case Report, Repaired by Modified Laparascopic Sugarbaker TechniqueInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Impact of Silver Nanoparticles Infused in Blood in A Stenosed Artery Under The Effect of Magnetic Field Imp. of Silver Nano. Inf. in Blood in A Sten. Art. Under The Eff. of Mag. FieldDocumento6 pagineImpact of Silver Nanoparticles Infused in Blood in A Stenosed Artery Under The Effect of Magnetic Field Imp. of Silver Nano. Inf. in Blood in A Sten. Art. Under The Eff. of Mag. FieldInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Predict The Heart Attack Possibilities Using Machine LearningDocumento2 paginePredict The Heart Attack Possibilities Using Machine LearningInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Parkinson's Detection Using Voice Features and Spiral DrawingsDocumento5 pagineParkinson's Detection Using Voice Features and Spiral DrawingsInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- 13 Years BITSAT Past PapersDocumento304 pagine13 Years BITSAT Past PapersEdu VsatNessuna valutazione finora
- Quid 2005Documento85 pagineQuid 2005mayan73Nessuna valutazione finora
- An Ecient Uniform-Cost Normalized Edit Distance AlgorithmDocumento12 pagineAn Ecient Uniform-Cost Normalized Edit Distance Algorithmanon-75650Nessuna valutazione finora
- Just in Time AlgebraDocumento289 pagineJust in Time AlgebraamaiscNessuna valutazione finora
- Joining ProcessDocumento122 pagineJoining ProcessJackson ..Nessuna valutazione finora
- Afghan SnowflakeDocumento3 pagineAfghan SnowflakekiwibeasNessuna valutazione finora
- Properties of Solutions: Electrolytes and Non-Electrolytes by Dan HolmquistDocumento4 pagineProperties of Solutions: Electrolytes and Non-Electrolytes by Dan HolmquistPaul Schumann50% (2)
- Data Sheet Cummins BT5,9-G6Documento4 pagineData Sheet Cummins BT5,9-G6acere18100% (1)
- Sap Query Procedure (Sqvi)Documento8 pagineSap Query Procedure (Sqvi)nona_rose218Nessuna valutazione finora
- Part 01 - Review of EN ISO 9606-1Documento26 paginePart 01 - Review of EN ISO 9606-1Turbo Snail RNessuna valutazione finora
- Electronic Devices & Practice: InstructorDocumento23 pagineElectronic Devices & Practice: Instructorjavaid musaNessuna valutazione finora
- Planets and Solar System The Complete Manual 2016Documento132 paginePlanets and Solar System The Complete Manual 2016Sonechka Sonya100% (3)
- Hydrogen Production From Water Electrolysis: Role of CatalystsDocumento23 pagineHydrogen Production From Water Electrolysis: Role of CatalystsFreddy Negron HuamaniNessuna valutazione finora
- Weebly ReportDocumento15 pagineWeebly Reportapi-316004735Nessuna valutazione finora
- 1B MotionDocumento20 pagine1B MotionghalyaNessuna valutazione finora
- Din 2095Documento42 pagineDin 2095Eduardo ValenciaNessuna valutazione finora
- Staircase Preliminary Design Based On NBC and IS CodeDocumento10 pagineStaircase Preliminary Design Based On NBC and IS CodeEducation. HubNessuna valutazione finora
- Assignments CHSSCDocumento7 pagineAssignments CHSSCphani12_chem5672Nessuna valutazione finora
- S1Agile EN RN I.1 PDFDocumento10 pagineS1Agile EN RN I.1 PDFCorey PorterNessuna valutazione finora
- How Can Dust Make Planets More Suitable For Life?: Authors: Associate EditorDocumento4 pagineHow Can Dust Make Planets More Suitable For Life?: Authors: Associate EditorLucien GbezeNessuna valutazione finora
- Curved Path of Electron A B: ST Mary's College 1Documento5 pagineCurved Path of Electron A B: ST Mary's College 1elsie limNessuna valutazione finora
- DREHMO Matic-C ENDocumento36 pagineDREHMO Matic-C ENsimbamikeNessuna valutazione finora
- Atomic Structure ActivityDocumento4 pagineAtomic Structure ActivityClarisse BonaobraNessuna valutazione finora
- RiddleDocumento3 pagineRiddleCRISTAN ALONZONessuna valutazione finora
- Calculate Quantities of Materials For Concrete - Cement, Sand, AggregatesDocumento7 pagineCalculate Quantities of Materials For Concrete - Cement, Sand, Aggregatesvenkateswara rao pothinaNessuna valutazione finora
- Virtual Memory & Demand PagingDocumento22 pagineVirtual Memory & Demand PagingAli AhmadNessuna valutazione finora
- Completation Inteligent RevistaDocumento9 pagineCompletation Inteligent RevistaGabriel Castellon HinojosaNessuna valutazione finora
- Angle DesignDocumento245 pagineAngle DesignGian CarloNessuna valutazione finora
- His To GramsDocumento15 pagineHis To GramsMaryam HasanNessuna valutazione finora
- Money ComponentsDocumento10 pagineMoney ComponentsArifa AkterNessuna valutazione finora