Potrebbero piacerti anche
- E 3134 - 17Documento12 pagineE 3134 - 17Jacky LeongNessuna valutazione finora
- HDB BreakersDocumento89 pagineHDB BreakersJohn Louie Mazon100% (5)
- Acoples Jaure (Regilla - Grid, 3 Pág.)Documento3 pagineAcoples Jaure (Regilla - Grid, 3 Pág.)marcelo castilloNessuna valutazione finora
- Hydraulic Jack Final ProjectDocumento21 pagineHydraulic Jack Final ProjectArsalaan Waheed92% (12)
- Australian Steel Detailing ChartDocumento1 paginaAustralian Steel Detailing Chartvinodh100% (1)
- Astm A653 15 PDFDocumento13 pagineAstm A653 15 PDFDaniel Vasquez100% (2)
- Pulley DetailsDocumento2 paginePulley DetailsKristin FitzpatrickNessuna valutazione finora
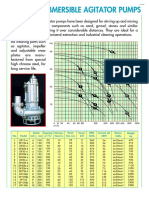
- Submersible Agitator Pumps: Toyo DPDocumento2 pagineSubmersible Agitator Pumps: Toyo DPBasit Edu0% (1)
- Dayamas Rotational Molded PE Tank Brochures-09Documento4 pagineDayamas Rotational Molded PE Tank Brochures-09Koay Chee WaiNessuna valutazione finora
- HDB BreakersDocumento88 pagineHDB Breakersmargotsilva96Nessuna valutazione finora
- Double Flange Direct Drive Wheels: JDN MonocraneDocumento2 pagineDouble Flange Direct Drive Wheels: JDN MonocraneShane PNessuna valutazione finora
- HDB Breakers ManualDocumento89 pagineHDB Breakers ManualJoseph Emmanuel ParedesNessuna valutazione finora
- Gerwah DiskDocumento4 pagineGerwah DiskThai TrangNessuna valutazione finora
- Cilindro de Foton VolquetasDocumento2 pagineCilindro de Foton VolquetasMoises Villero AguilarNessuna valutazione finora
- Fan Vanco CatalogueDocumento24 pagineFan Vanco CatalogueYizhar Bechamel MestokoNessuna valutazione finora
- Vanco - Broshur PDFDocumento5 pagineVanco - Broshur PDFFrido FaizalNessuna valutazione finora
- Beams & Columns & Slabs According To ECPDocumento15 pagineBeams & Columns & Slabs According To ECPmahmoud mahmoudNessuna valutazione finora
- TDDCAT035Documento408 pagineTDDCAT035Jack ElhaqNessuna valutazione finora
- Vad Series: Adjustable Blades Axial Flow FansDocumento3 pagineVad Series: Adjustable Blades Axial Flow FansTedi A MaulanaNessuna valutazione finora
- 05 Pump Sizing-ExerciseDocumento39 pagine05 Pump Sizing-ExerciserahulNessuna valutazione finora
- DD Series Guide Rod Diesel Pile Hammer D Series Diesel Pile HammerDocumento7 pagineDD Series Guide Rod Diesel Pile Hammer D Series Diesel Pile HammerMuqorobinNessuna valutazione finora
- DX225LCA-7M/DX200A-7M/DX220AF-7M: DWG No 1/46Documento46 pagineDX225LCA-7M/DX200A-7M/DX220AF-7M: DWG No 1/46Andrea T Filotto50% (2)
- Data Sheet - DHDA Test PumpDocumento2 pagineData Sheet - DHDA Test PumpDeepak DeepuNessuna valutazione finora
- WW C70 Product-PageDocumento1 paginaWW C70 Product-PageElvis RosarioNessuna valutazione finora
- ZF 85 IvDocumento4 pagineZF 85 IvAhmet GelişliNessuna valutazione finora
- Rfqr211351 - Enquiry For DriveDocumento34 pagineRfqr211351 - Enquiry For DriveyuwonoNessuna valutazione finora
- Advanced Demolition EquipmentDocumento4 pagineAdvanced Demolition EquipmentJose Andres Pari VilcaNessuna valutazione finora
- Natsteel RebarsDocumento12 pagineNatsteel RebarsjoebriffaNessuna valutazione finora
- Natsteel - Reinforcement BarsDocumento12 pagineNatsteel - Reinforcement BarsJianhua WuNessuna valutazione finora
- Sim Els74st5Documento9 pagineSim Els74st5AQUILES CARRERANessuna valutazione finora
- KARTY KATALOGOWE CZ-BDocumento1 paginaKARTY KATALOGOWE CZ-BIreneusz PłusaNessuna valutazione finora
- 546 DatasheetDocumento11 pagine546 Datasheetwilfredo mercedesNessuna valutazione finora
- Monninghoff 546 - DatasheetDocumento11 pagineMonninghoff 546 - DatasheetirfannadineNessuna valutazione finora
- Compressor: PDS175 (S) PDS655 (S)Documento1 paginaCompressor: PDS175 (S) PDS655 (S)Kamal SemboyNessuna valutazione finora
- 16 BHA Tally FormatDocumento2 pagine16 BHA Tally FormatShraddhanand MoreNessuna valutazione finora
- Electromagnetic Water Meter CompressedDocumento4 pagineElectromagnetic Water Meter CompressedDavi RebouçasNessuna valutazione finora
- Ductile Iron Double Regulating Valve With Regulating and Isolating Functions (FODRV) - PN16Documento8 pagineDuctile Iron Double Regulating Valve With Regulating and Isolating Functions (FODRV) - PN16Dan FielderNessuna valutazione finora
- Fee A 05625 HivaDocumento2 pagineFee A 05625 HivaSemirremolques Adrian GomezNessuna valutazione finora
- Agitator Design 5 PDF FreeDocumento36 pagineAgitator Design 5 PDF FreeMeisam MomeniNessuna valutazione finora
- Elastomer Jaw Couplings Ringfeder GWE 5104: Servo-Insert Coupling With Clamping Hubs and Dual SlitsDocumento2 pagineElastomer Jaw Couplings Ringfeder GWE 5104: Servo-Insert Coupling With Clamping Hubs and Dual Slitsselva rajNessuna valutazione finora
- MODULES 1.5, 2.0, 2.5, 3.0, 4.0, 5.0, 6.0, 8.0, 10.0 PinionsDocumento8 pagineMODULES 1.5, 2.0, 2.5, 3.0, 4.0, 5.0, 6.0, 8.0, 10.0 PinionsROHAN SHENDENessuna valutazione finora
- Full Line Brochure 7-2021Documento32 pagineFull Line Brochure 7-2021PrudzNessuna valutazione finora
- 08 Acoplamientos Juboflex Con Tolerancia A Desalineaciones y Atenuación de IrregularidadesDocumento2 pagine08 Acoplamientos Juboflex Con Tolerancia A Desalineaciones y Atenuación de IrregularidadesAdriano MessiasNessuna valutazione finora
- Interspan PT DesignDocumento21 pagineInterspan PT DesignDương TrầnNessuna valutazione finora
- ZF 15 M Series: Product DetailsDocumento4 pagineZF 15 M Series: Product DetailsSabrina Graziela FerreiraNessuna valutazione finora
- DX PoolsDocumento1 paginaDX PoolsEjadu LuckyNessuna valutazione finora
- Pneumatic Torque MultiplierDocumento4 paginePneumatic Torque MultiplierTrung YalyNessuna valutazione finora
- Rittal - The SystemDocumento17 pagineRittal - The SystemrabloNessuna valutazione finora
- Disc Pack Coupling LP2Documento4 pagineDisc Pack Coupling LP2Rakesh B BalehosurNessuna valutazione finora
- ZF25ADocumento4 pagineZF25A1380485Nessuna valutazione finora
- Catalogue: Roller SieveDocumento5 pagineCatalogue: Roller SieveDeadpool FulgueraNessuna valutazione finora
- A51 A52 CylinderDocumento6 pagineA51 A52 CylinderBiswanath LenkaNessuna valutazione finora
- Direct Acting Pressure Relief Valve Model: DPR Description: A Polyhydron Group CompanyDocumento4 pagineDirect Acting Pressure Relief Valve Model: DPR Description: A Polyhydron Group Companyshamim khanNessuna valutazione finora
- Steel Fe 415 M20 Concrete: Lateral TiesDocumento12 pagineSteel Fe 415 M20 Concrete: Lateral TiesSurekha DeshpandeNessuna valutazione finora
- Tyre Coupling With Spacer UNEFLEX SD SeriesDocumento3 pagineTyre Coupling With Spacer UNEFLEX SD SeriesGabriel MoreiraNessuna valutazione finora
- Din Reactors CEDocumento3 pagineDin Reactors CEvallamreddyNessuna valutazione finora
- Hydraulic Shears For Thick and Long Plates: WWW - Adira.ptDocumento2 pagineHydraulic Shears For Thick and Long Plates: WWW - Adira.ptJohan SneiderNessuna valutazione finora
- A16 A17 CylinderDocumento7 pagineA16 A17 CylinderkarthikNessuna valutazione finora
- ENG RS Drum Screen Data SheetDocumento5 pagineENG RS Drum Screen Data Sheetflorencio medina pumaNessuna valutazione finora
- Daikin Ducable Unit 5 5tr To 16 7trDocumento2 pagineDaikin Ducable Unit 5 5tr To 16 7trరాజా రావు చామర్తిNessuna valutazione finora
- Tool MẫuDocumento31 pagineTool MẫuPhước TânNessuna valutazione finora
- Data Sheet: Valid From: 5/19/20Documento1 paginaData Sheet: Valid From: 5/19/20Angel Francisco NavarroNessuna valutazione finora
- Our Vision: WWW - Peoplemechanics.inDocumento4 pagineOur Vision: WWW - Peoplemechanics.inPuneeth KumarNessuna valutazione finora
- Lakshmi Machine ToolsDocumento8 pagineLakshmi Machine ToolsPuneeth KumarNessuna valutazione finora
- Vansa Die Castings Private LimitedDocumento5 pagineVansa Die Castings Private LimitedPuneeth KumarNessuna valutazione finora
- Automobile & Auto ComponentsDocumento5 pagineAutomobile & Auto ComponentsPuneeth KumarNessuna valutazione finora
- In Case of Any Query, Please Contact Any of The FollowingDocumento2 pagineIn Case of Any Query, Please Contact Any of The FollowingPuneeth KumarNessuna valutazione finora
- NEWS 02 - 2020.docx 1 / 3Documento3 pagineNEWS 02 - 2020.docx 1 / 3Puneeth KumarNessuna valutazione finora
- Alcoa Aerospace CatalogueDocumento15 pagineAlcoa Aerospace CataloguePuneeth KumarNessuna valutazione finora
- Drilling Boring Reaming and TappingDocumento24 pagineDrilling Boring Reaming and TappingPuneeth KumarNessuna valutazione finora
- MET 49 4 313 316 Hires PDFDocumento4 pagineMET 49 4 313 316 Hires PDFPuneeth KumarNessuna valutazione finora
- (List of Director) : 00002008 Dharmendar Nath Davar 00100801 Jayant DavarDocumento1 pagina(List of Director) : 00002008 Dharmendar Nath Davar 00100801 Jayant DavarPuneeth KumarNessuna valutazione finora
- Facility Name Address Switch Board PhoneDocumento4 pagineFacility Name Address Switch Board PhonePuneeth KumarNessuna valutazione finora
- Account Statement From 22 Dec 2019 To 22 Jun 2020Documento4 pagineAccount Statement From 22 Dec 2019 To 22 Jun 2020Puneeth KumarNessuna valutazione finora
- Frequently Asked Questions - PassportDocumento2 pagineFrequently Asked Questions - PassportPuneeth KumarNessuna valutazione finora
- Drilling Machines - : Steel Iron Alumi Num LeadDocumento9 pagineDrilling Machines - : Steel Iron Alumi Num LeadPuneeth KumarNessuna valutazione finora
- Boring 7.1 Boring ToolsDocumento4 pagineBoring 7.1 Boring ToolsPuneeth KumarNessuna valutazione finora
- Advancedexcelexamples 000Documento45 pagineAdvancedexcelexamples 000Puneeth KumarNessuna valutazione finora
- The Lathe 6. Drilling and Reaming 6.1 Drilling: Tailstock SetupDocumento9 pagineThe Lathe 6. Drilling and Reaming 6.1 Drilling: Tailstock SetupPuneeth KumarNessuna valutazione finora
- Technical Seminar To Be Held in Pune Territory in 3 / 4 Week of May 05 Budget For The Seminar: Rs.85,000Documento1 paginaTechnical Seminar To Be Held in Pune Territory in 3 / 4 Week of May 05 Budget For The Seminar: Rs.85,000Puneeth KumarNessuna valutazione finora
- ReamersDocumento2 pagineReamersPuneeth KumarNessuna valutazione finora
- Keyboard Shortcuts: Common Microsoft Office Picture Manager TasksDocumento5 pagineKeyboard Shortcuts: Common Microsoft Office Picture Manager TasksPuneeth KumarNessuna valutazione finora
- BRX210 Mechanical Blueprint Reading'Documento16 pagineBRX210 Mechanical Blueprint Reading'Puneeth KumarNessuna valutazione finora
- Drilling MachineDocumento30 pagineDrilling MachinePuneeth KumarNessuna valutazione finora
- Carburetor Adjustment and Its Importance in Bike Engine PerformanceDocumento3 pagineCarburetor Adjustment and Its Importance in Bike Engine PerformancePuneeth KumarNessuna valutazione finora
- Engineering Material SpecificationDocumento6 pagineEngineering Material SpecificationaldairlopesNessuna valutazione finora
- M1A322Documento5 pagineM1A322Muthu GaneshNessuna valutazione finora
- BS en 10028-5-2009Documento19 pagineBS en 10028-5-2009anupsharma2522_98756Nessuna valutazione finora
- F& B Notes - BasicsDocumento36 pagineF& B Notes - BasicsHemant JaluthriaNessuna valutazione finora
- Filler Metals Chemical Industry enDocumento16 pagineFiller Metals Chemical Industry enrakeshbablooNessuna valutazione finora
- Aashto / Aws D1.5-Field Welding Plan: SpecificationsDocumento2 pagineAashto / Aws D1.5-Field Welding Plan: SpecificationsRWAKIZ GROUPNessuna valutazione finora
- Introduction To Iron Metallurgy PDFDocumento90 pagineIntroduction To Iron Metallurgy PDFDrTrinath TalapaneniNessuna valutazione finora
- Thermodynamic Analysis of Zinc Ferrite ZnFe2O4 Formation InsideDocumento16 pagineThermodynamic Analysis of Zinc Ferrite ZnFe2O4 Formation InsideFatemeh RezaeiNessuna valutazione finora
- API 6A RequirementsDocumento34 pagineAPI 6A RequirementsAmol100% (1)
- EngineeringHandbook 2014 GLHuyett PDFDocumento144 pagineEngineeringHandbook 2014 GLHuyett PDFSumod kumarNessuna valutazione finora
- 18me34 MSDocumento173 pagine18me34 MSArjun AjoozNessuna valutazione finora
- Original Kalyani ReportDocumento70 pagineOriginal Kalyani ReportRahul Yargattikar100% (1)
- Titanium and Titanium AlloysDocumento30 pagineTitanium and Titanium AlloysJay VoraNessuna valutazione finora
- MS 1705-2023Documento5 pagineMS 1705-2023LAVOSNessuna valutazione finora
- CES EdupackDocumento18 pagineCES EdupackShaheer MirzaNessuna valutazione finora
- Metallic-Coated Steel Wire For Chain-Link Fence FabricDocumento3 pagineMetallic-Coated Steel Wire For Chain-Link Fence FabricDoug WilsonNessuna valutazione finora
- Performance AppraisalDocumento100 paginePerformance AppraisalSahil Goutham100% (1)
- Hand ToolsDocumento273 pagineHand ToolsTone Ratanalert100% (1)
- Welding Summary Control Sheet - MASTER UP To 30-Aug-2019Documento1.774 pagineWelding Summary Control Sheet - MASTER UP To 30-Aug-2019Anas PratamaNessuna valutazione finora
- Electrical Steel Product BrochourDocumento34 pagineElectrical Steel Product Brochourarvi_vinNessuna valutazione finora
- Welding Electrode ChinesseDocumento1 paginaWelding Electrode ChinesseDenny SaputraNessuna valutazione finora
- Is 1367 Part 1Documento3 pagineIs 1367 Part 1Otavio123100% (1)
- X210CR12 GradeDocumento3 pagineX210CR12 GradekartsoftNessuna valutazione finora
- YE-DD15 Dream Drill NEW PDFDocumento52 pagineYE-DD15 Dream Drill NEW PDFdrazaanNessuna valutazione finora
- Tech - Values SFS PDFDocumento88 pagineTech - Values SFS PDFLuis MartinsNessuna valutazione finora
- PitampurDocumento68 paginePitampurUday kumar100% (1)
- 2012 DNV Academy GC Training Catalogue - tcm142-484160Documento59 pagine2012 DNV Academy GC Training Catalogue - tcm142-484160darth_78Nessuna valutazione finora