Potrebbero piacerti anche
- Cyntech Helical Piles BrochureDocumento4 pagineCyntech Helical Piles Brochurerahmat ilhamNessuna valutazione finora
- Itp V2 2015 PDFDocumento218 pagineItp V2 2015 PDFLynn Mail100% (1)
- Ita Report 16 WG2 BD - P PDFDocumento72 pagineIta Report 16 WG2 BD - P PDFmetropodikasNessuna valutazione finora
- Challenges To Quality Control in Bored Cast In-Situ Piling in Growing Urban Environment by Karandikar (PPR) PDFDocumento17 pagineChallenges To Quality Control in Bored Cast In-Situ Piling in Growing Urban Environment by Karandikar (PPR) PDFsandip0002Nessuna valutazione finora
- Precon Sewerage SystemDocumento10 paginePrecon Sewerage SystemArdiPratomoNessuna valutazione finora
- Rocla Jacking Pipe BrochureDocumento2 pagineRocla Jacking Pipe BrochureAndres ArguedasNessuna valutazione finora
- Brosur Concrete PipeDocumento20 pagineBrosur Concrete PipegneissetiagrahaNessuna valutazione finora
- A Seminar Report On: "Caisson Foundation"Documento20 pagineA Seminar Report On: "Caisson Foundation"vijay ayyanarNessuna valutazione finora
- Daily Piling Report-A1220 SiteDocumento1 paginaDaily Piling Report-A1220 SiteFarhan AhmedNessuna valutazione finora
- C M CES 151: Oncrete AterialsDocumento36 pagineC M CES 151: Oncrete AterialsRawan khaled salehNessuna valutazione finora
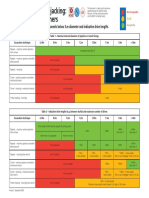
- Rules of Thumb Microtunneling Part 1Documento1 paginaRules of Thumb Microtunneling Part 1mahaprakash0% (1)
- Jacking Pipe BrochureDocumento8 pagineJacking Pipe BrochureCristian GiurgeaNessuna valutazione finora
- Richards Micro Pile Construction Methods and MaterialsDocumento29 pagineRichards Micro Pile Construction Methods and MaterialsAry RachmanNessuna valutazione finora
- Pressure Cells Types, Working Principle and ApplicationsDocumento20 paginePressure Cells Types, Working Principle and ApplicationsEncardio RiteNessuna valutazione finora
- Brochure - Ground Freezing, MoretrenchDocumento8 pagineBrochure - Ground Freezing, Moretrenchedward the iiiNessuna valutazione finora
- L2. Closure To Effect of Bentonite Slurry Pressure On Interface Friction of Pipe Jacking by Mucahit Namli and Erol GulerDocumento4 pagineL2. Closure To Effect of Bentonite Slurry Pressure On Interface Friction of Pipe Jacking by Mucahit Namli and Erol GulerAna Maria Garcia EscandonNessuna valutazione finora
- TTC - Segment Accessories BrochureDocumento8 pagineTTC - Segment Accessories Brochurefivehours5Nessuna valutazione finora
- Design and Construction of Anchored and Strutted Sheet Pile WallsDocumento37 pagineDesign and Construction of Anchored and Strutted Sheet Pile WallsphamducquangNessuna valutazione finora
- Schweiger (2002) Benchmarking - in - Geotechnics-1 - Part-I PDFDocumento26 pagineSchweiger (2002) Benchmarking - in - Geotechnics-1 - Part-I PDFjorge.jimenezNessuna valutazione finora
- Lec 06Documento18 pagineLec 06Ravindra JagadaleNessuna valutazione finora
- BS 1377-5 (1) - 1990Documento40 pagineBS 1377-5 (1) - 1990MarcielArturNessuna valutazione finora
- (Cezary Madryas, Andrzej Kolonko, Arkadiusz SzotDocumento335 pagine(Cezary Madryas, Andrzej Kolonko, Arkadiusz Szotjacknguyen11_2Nessuna valutazione finora
- The Art of Grouting and Ground TreatmentDocumento16 pagineThe Art of Grouting and Ground TreatmentJohn WT'FankNessuna valutazione finora
- Geotechnical and Construction EngineerinDocumento48 pagineGeotechnical and Construction EngineerinMohamed987100% (1)
- Soil Report PDFDocumento42 pagineSoil Report PDFNemat UllahNessuna valutazione finora
- MCI 2000/725 Mixing and Grouting Plant For Soil-Mixing, Bangkok, ThailandDocumento4 pagineMCI 2000/725 Mixing and Grouting Plant For Soil-Mixing, Bangkok, ThailandebsboliviaNessuna valutazione finora
- SPG PresentationDocumento22 pagineSPG PresentationhutuguoNessuna valutazione finora
- 2012 Microtunnel SuppDocumento36 pagine2012 Microtunnel SuppHua Hidari YangNessuna valutazione finora
- Evaluation of Cracks in StructureDocumento171 pagineEvaluation of Cracks in StructureSubashini JaganathanNessuna valutazione finora
- Chpater 82 Piling ProblemsDocumento12 pagineChpater 82 Piling ProblemsGan Khai SianNessuna valutazione finora
- Lecture Notes PDFDocumento73 pagineLecture Notes PDFBurhan KanjetaNessuna valutazione finora
- Trenchless TechnologyDocumento41 pagineTrenchless TechnologyESAM ALHASHEDINessuna valutazione finora
- Influence of Deep Excavations On Nearby Existing TunnelsDocumento11 pagineInfluence of Deep Excavations On Nearby Existing TunnelskrainajackaNessuna valutazione finora
- Seismic Assessment and Restoration Measures For A Historic Masonry MinareDocumento31 pagineSeismic Assessment and Restoration Measures For A Historic Masonry MinarenfaayedNessuna valutazione finora
- Soft StoryDocumento6 pagineSoft Storyzeel9999Nessuna valutazione finora
- Advances in Grouting TechnologyDocumento18 pagineAdvances in Grouting TechnologyletuananhbNessuna valutazione finora
- SBMA Technology: Single Bore Multiple AnchorDocumento2 pagineSBMA Technology: Single Bore Multiple AnchorAishwarya Prabhakaran100% (1)
- 01 HBSN Pullout Test ProgramDocumento59 pagine01 HBSN Pullout Test ProgramsiavashsaeediNessuna valutazione finora
- WT0802Documento27 pagineWT0802gzapasNessuna valutazione finora
- Performance of Soil Nailed Wall and Ground Anchor As Retaining Structure For A Drill & Blast Tunnel PortalDocumento4 paginePerformance of Soil Nailed Wall and Ground Anchor As Retaining Structure For A Drill & Blast Tunnel PortalGabby KenNessuna valutazione finora
- Design Issues Related To Jet Grouted Slabs at The Base of Excavations, 2000Documento6 pagineDesign Issues Related To Jet Grouted Slabs at The Base of Excavations, 2000freezefreezeNessuna valutazione finora
- Gannon - Primary Firm Secant Pile Concrete Specification - April 2016Documento11 pagineGannon - Primary Firm Secant Pile Concrete Specification - April 2016muhammad ismailNessuna valutazione finora
- Soil MixingDocumento7 pagineSoil MixingLuchiian CezarNessuna valutazione finora
- Earth Pressure Balance (Epb) Machines: Levent Ozdemir Tunneling ConsultantDocumento25 pagineEarth Pressure Balance (Epb) Machines: Levent Ozdemir Tunneling ConsultantSérgio BernardesNessuna valutazione finora
- Ground Improvement For Bored Tunnel in Reclaimed LandDocumento10 pagineGround Improvement For Bored Tunnel in Reclaimed LandSeng SiongNessuna valutazione finora
- Horizontal DrainDocumento8 pagineHorizontal DrainHariprasath TNessuna valutazione finora
- 1974 - CivilEng - Seminars - Reinforced Concrete PipeDocumento52 pagine1974 - CivilEng - Seminars - Reinforced Concrete PipeChen YishengNessuna valutazione finora
- Effect of Steam Curing Cycles On Strength and Durability of SCC A Case Study in Precast Concrete 2013 Construction and Building MaterialsDocumento7 pagineEffect of Steam Curing Cycles On Strength and Durability of SCC A Case Study in Precast Concrete 2013 Construction and Building MaterialsWilliam GossNessuna valutazione finora
- Heinke Tunnel Segment GasketsDocumento6 pagineHeinke Tunnel Segment GasketsChin Thau WuiNessuna valutazione finora
- TBM DetailsDocumento100 pagineTBM DetailswheyfrappeNessuna valutazione finora
- Sheet PileDocumento22 pagineSheet PileMuhammad HasifNessuna valutazione finora
- Eg Concrete Jacking PipeDocumento8 pagineEg Concrete Jacking PipeSandeep PatelNessuna valutazione finora
- Productivity Analysis of Diaphragm Wall Construction in Jurong FormationDocumento8 pagineProductivity Analysis of Diaphragm Wall Construction in Jurong FormationAdeLyNessuna valutazione finora
- A. PT. GEOTEKINDO - TS Geoharbour Presentation 2017-11-07Documento41 pagineA. PT. GEOTEKINDO - TS Geoharbour Presentation 2017-11-07Rajinda BintangNessuna valutazione finora
- EM 1110-1-2907 - Rock ReinforcementDocumento202 pagineEM 1110-1-2907 - Rock ReinforcementPDHLibraryNessuna valutazione finora
- High Strength PipelinesDocumento13 pagineHigh Strength Pipelinesjptl6477Nessuna valutazione finora
- KTC 00 09 SPR96 169Documento185 pagineKTC 00 09 SPR96 169JAGUNessuna valutazione finora
- AM BridgeDocumento386 pagineAM BridgeAnonymous LaUpxbxzFNessuna valutazione finora
- 05 GhanimA - kashwaniAdilK.al TamimiRamiAntounHawilehandJamalA - AbdallaDocumento8 pagine05 GhanimA - kashwaniAdilK.al TamimiRamiAntounHawilehandJamalA - AbdallaSājä Al MallakNessuna valutazione finora
- Tokyo Rope CFCC Post-Tensioned Maine February 2013Documento20 pagineTokyo Rope CFCC Post-Tensioned Maine February 2013ILya KryzhanovskyNessuna valutazione finora
- Behavior and Design of Trapezoidally Corrugated Web Girders for Bridge Construction: Recent AdvancesDa EverandBehavior and Design of Trapezoidally Corrugated Web Girders for Bridge Construction: Recent AdvancesNessuna valutazione finora
- PJA IntroDocumento24 paginePJA IntroAdam FredrikssonNessuna valutazione finora
- NRPJA Seminar Final Handout PDFDocumento217 pagineNRPJA Seminar Final Handout PDFjuan carlos silva ospinaNessuna valutazione finora
- Jacking Pipe DesignDocumento15 pagineJacking Pipe DesignEWheelerFKNessuna valutazione finora
- MethodselectionfortrenchlesstechnologyDocumento175 pagineMethodselectionfortrenchlesstechnologyjuan carlos silva ospinaNessuna valutazione finora
- HSEPJAGuidanceV2 PDFDocumento2 pagineHSEPJAGuidanceV2 PDFDeyvis MarquezNessuna valutazione finora
- NRPJA Seminar Final Handout PDFDocumento217 pagineNRPJA Seminar Final Handout PDFjuan carlos silva ospinaNessuna valutazione finora
- Jak1 Aur El DWG A 0 9000 (E)Documento1 paginaJak1 Aur El DWG A 0 9000 (E)Budi HahnNessuna valutazione finora
- Review On Behavior of Foot Over BridgeDocumento4 pagineReview On Behavior of Foot Over BridgeMD. ASIKUR RAHMANNessuna valutazione finora
- Civil Work QuantitiesDocumento6 pagineCivil Work QuantitiesashokNessuna valutazione finora
- Multibasement Casestudy - Cardinal Hirnandani EstateDocumento1 paginaMultibasement Casestudy - Cardinal Hirnandani EstateDimpleNessuna valutazione finora
- Is 5563 1985Documento16 pagineIs 5563 1985Kamal RajuNessuna valutazione finora
- Agra Fort: Architectural ConservationDocumento26 pagineAgra Fort: Architectural ConservationRaj DarwinNessuna valutazione finora
- Job Safety Analysis: Page 1 of 4Documento4 pagineJob Safety Analysis: Page 1 of 4RakeshkasarlaNessuna valutazione finora
- 2019 DPWH Department OrdersDocumento1.201 pagine2019 DPWH Department OrdersFlash WingNessuna valutazione finora
- Steps BuildingDocumento4 pagineSteps BuildingIJGamingNessuna valutazione finora
- Canalis KDP-KBA-KBB-KNA-KSA-20-1000A-2014Documento324 pagineCanalis KDP-KBA-KBB-KNA-KSA-20-1000A-2014Rubén González CabreraNessuna valutazione finora
- Sec 25Documento12 pagineSec 25pukhrajNessuna valutazione finora
- Hexagonal Woven Gabion: (Bronjong Kawat Anyaman Mesin)Documento8 pagineHexagonal Woven Gabion: (Bronjong Kawat Anyaman Mesin)Fikri HarisNessuna valutazione finora
- UPS ACDB Dimensional DrawingDocumento2 pagineUPS ACDB Dimensional DrawingsubudhiprasannaNessuna valutazione finora
- Framing ConstructionDocumento12 pagineFraming ConstructionTruculent TrinoyNessuna valutazione finora
- 扶梯控制柜(插件英文) 2Documento26 pagine扶梯控制柜(插件英文) 2Alejandro León SandovalNessuna valutazione finora
- SWMS Sample - Safe Work MethodDocumento8 pagineSWMS Sample - Safe Work Methodsupasart100% (1)
- HSE Alert-39 Fire Prevention and Protection 22. 04. 13Documento1 paginaHSE Alert-39 Fire Prevention and Protection 22. 04. 13ajeet kumar singhNessuna valutazione finora
- Format PileDocumento1 paginaFormat PileVijay KumarNessuna valutazione finora
- 22 11 16 Domestic Water Supply Piping CopperDocumento3 pagine22 11 16 Domestic Water Supply Piping CopperLangzkie NalipaNessuna valutazione finora
- Metropol Parasol VsioDocumento40 pagineMetropol Parasol VsioMarina GujabidzeNessuna valutazione finora
- Metal Hose Installation GuideDocumento4 pagineMetal Hose Installation GuideDkdkkdNessuna valutazione finora
- Aashto CatalogDocumento45 pagineAashto CatalogMark RamnarineNessuna valutazione finora
- Building SOR 01.12.2020 Volume 1Documento437 pagineBuilding SOR 01.12.2020 Volume 1Shiv Shankar Shukla82% (11)
- Dbe Directory IndotDocumento28 pagineDbe Directory IndotJAGUAR GAMINGNessuna valutazione finora
- PacKing 2023Documento2 paginePacKing 2023إبراهيم فراجNessuna valutazione finora
- Tablaturas Masaaki KishibeDocumento307 pagineTablaturas Masaaki KishibeDara ViruegaNessuna valutazione finora
- Front Idler and Recoil Spring - RemoveDocumento3 pagineFront Idler and Recoil Spring - Removeeshopmanual limaNessuna valutazione finora
- Wauu (MKW) - RendaniDocumento3 pagineWauu (MKW) - RendaniAbang FayyadNessuna valutazione finora