Potrebbero piacerti anche
- Saudi Aramco Test Report: Ultraviolet (UV) Light Intensity Log 24-Jul-18 NDEDocumento2 pagineSaudi Aramco Test Report: Ultraviolet (UV) Light Intensity Log 24-Jul-18 NDEnadeem shaikhNessuna valutazione finora
- MPT Procedure No:: Saudi Aramco Test ReportDocumento2 pagineMPT Procedure No:: Saudi Aramco Test Reportnadeem shaikhNessuna valutazione finora
- Saudi Aramco Test Report: Ultrasonic Test Report (Weld Overlay UT Examination) SATR-NDE-2006 24-Jul-18 NdeDocumento9 pagineSaudi Aramco Test Report: Ultrasonic Test Report (Weld Overlay UT Examination) SATR-NDE-2006 24-Jul-18 Ndenadeem shaikhNessuna valutazione finora
- Saudi Aramco Test Report: Radiography Interpretation (To Be Filled in by The Responsible RTFI)Documento4 pagineSaudi Aramco Test Report: Radiography Interpretation (To Be Filled in by The Responsible RTFI)nadeem shaikhNessuna valutazione finora
- Saudi Aramco Test Report: Ultrasonic Testing (SAEP-311 Hot Tap/Tie In) Report 24-Jul-18 NDEDocumento1 paginaSaudi Aramco Test Report: Ultrasonic Testing (SAEP-311 Hot Tap/Tie In) Report 24-Jul-18 NDEnadeem shaikhNessuna valutazione finora
- SAUDI ARAMCO ID/PIEU-24-July-2018 - REV.2018.06.00 (Standards Cutoff - June 30,2018)Documento2 pagineSAUDI ARAMCO ID/PIEU-24-July-2018 - REV.2018.06.00 (Standards Cutoff - June 30,2018)nadeem shaikhNessuna valutazione finora
- Saudi Aramco Test Report: Ultrasonic Test Report - TKY Joints SATR-NDE-2005 24-Jul-18 NdeDocumento3 pagineSaudi Aramco Test Report: Ultrasonic Test Report - TKY Joints SATR-NDE-2005 24-Jul-18 Ndenadeem shaikhNessuna valutazione finora
- Saes S 020Documento33 pagineSaes S 020nadeem shaikhNessuna valutazione finora
- Satr Nde 2002Documento1 paginaSatr Nde 2002nadeem shaikhNessuna valutazione finora
- Satr A 2010Documento2 pagineSatr A 2010nadeem shaikhNessuna valutazione finora
- Saes Q 004Documento25 pagineSaes Q 004nadeem shaikhNessuna valutazione finora
- Saes S 040Documento22 pagineSaes S 040nadeem shaikhNessuna valutazione finora
- Saes S 010Documento28 pagineSaes S 010nadeem shaikh0% (1)
- Saes T 101Documento6 pagineSaes T 101nadeem shaikhNessuna valutazione finora
- Saes R 004Documento8 pagineSaes R 004nadeem shaikh100% (1)
- Saes S 007Documento17 pagineSaes S 007nadeem shaikhNessuna valutazione finora
- Saes P 121Documento19 pagineSaes P 121nadeem shaikhNessuna valutazione finora
- Saep 306Documento15 pagineSaep 306nadeem shaikh100% (1)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Ansi B16.30 Asme FlangeDocumento22 pagineAnsi B16.30 Asme FlangePedro Nelvedir Barrera CelyNessuna valutazione finora
- Ower Iping: Charles Becht IVDocumento52 pagineOwer Iping: Charles Becht IVmiguel medina100% (1)
- Design Guidelines For Hydrogen Piping AnDocumento6 pagineDesign Guidelines For Hydrogen Piping AnWaseem HakeemNessuna valutazione finora
- Minera Yanacocha SRL Project Specification 000.250.50003 Yanacocha GSA - Project Date 03 Aug 2005 Contract 53229802 Page 1 of 12Documento360 pagineMinera Yanacocha SRL Project Specification 000.250.50003 Yanacocha GSA - Project Date 03 Aug 2005 Contract 53229802 Page 1 of 12juan BautistaNessuna valutazione finora
- 5060 Piping and ValvesDocumento9 pagine5060 Piping and Valvesnmosilva100% (1)
- Steam Surface Condensers: ASME PTC 12.2-2010Documento1 paginaSteam Surface Condensers: ASME PTC 12.2-2010Amr AbdeinNessuna valutazione finora
- SweepoletDocumento1 paginaSweepolethamza laribiNessuna valutazione finora
- Asme B18.18.2M R1999Documento16 pagineAsme B18.18.2M R1999Gerardo Rivera100% (1)
- AITECH-NDT-MT-001 - Rev.01 - DDCDocumento14 pagineAITECH-NDT-MT-001 - Rev.01 - DDCANH TAI MAINessuna valutazione finora
- Asme A112.18.3Documento32 pagineAsme A112.18.3Damaso TaracenaNessuna valutazione finora
- 000 00 Pi Bod 0002 C PDFDocumento26 pagine000 00 Pi Bod 0002 C PDFsachin nagavkarNessuna valutazione finora
- Pip Vesst002-2018Documento14 paginePip Vesst002-2018d-fbuser-93320248Nessuna valutazione finora
- API 570 Exam Publications Effectivity Sheet: June 2021 and October 2021Documento1 paginaAPI 570 Exam Publications Effectivity Sheet: June 2021 and October 2021pmkarNessuna valutazione finora
- Itp Piping Rev 0Documento2 pagineItp Piping Rev 0Angel Rebollo100% (1)
- API 570 Certification PreparationDocumento1 paginaAPI 570 Certification Preparationmcjeff32Nessuna valutazione finora
- SPE 76-100 (2007) ASME B16.5 FlangesDocumento7 pagineSPE 76-100 (2007) ASME B16.5 Flanges김창배Nessuna valutazione finora
- ITP For PipingDocumento5 pagineITP For PipingAldeline SungahidNessuna valutazione finora
- Pip Vessp002-2014Documento9 paginePip Vessp002-2014d-fbuser-93320248Nessuna valutazione finora
- ASME PCC-2-2015 Repair of PressureDocumento1 paginaASME PCC-2-2015 Repair of PressureJohn17% (6)
- 32 Samss 028Documento28 pagine32 Samss 028naruto256Nessuna valutazione finora
- 12 00 Pi SPC 00022Documento12 pagine12 00 Pi SPC 00022Erdal CanNessuna valutazione finora
- Ansi B31.4Documento121 pagineAnsi B31.4Andres Antonio Moreno Castro100% (1)
- Asme A112.18.9-2011Documento16 pagineAsme A112.18.9-2011Faisal EbrahimNessuna valutazione finora
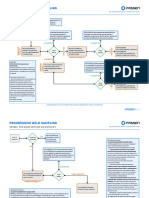
- 1.0 Progressive Weld Sampling For ASME Piping and VesselsDocumento2 pagine1.0 Progressive Weld Sampling For ASME Piping and VesselsAbdülHak ÖZkaraNessuna valutazione finora
- Mto Valve: CHKD Appd Appd Date DEC DSP/PPN REV Date Description BYDocumento4 pagineMto Valve: CHKD Appd Appd Date DEC DSP/PPN REV Date Description BYAnonymous 6S9tcbhNessuna valutazione finora
- ASME UET KSK Event ReportDocumento23 pagineASME UET KSK Event ReportAsad HafeezNessuna valutazione finora
- Overview ASME BPVC Section XIDocumento31 pagineOverview ASME BPVC Section XIsergioprybyszNessuna valutazione finora
- Torque Instruments: ASME B107.300-2010Documento32 pagineTorque Instruments: ASME B107.300-2010morad hamdani100% (1)
- P-QAC-PRO-200-38257 QCP For Cleaning, Gauging and HydrotestingDocumento48 pagineP-QAC-PRO-200-38257 QCP For Cleaning, Gauging and HydrotestingBadi100% (1)
- TUV India PIPING InspectionDocumento26 pagineTUV India PIPING InspectionParthiban NCNessuna valutazione finora