Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Cooling Water Sprinkler SystemDocumento38 pagineCooling Water Sprinkler SystemGladson Js100% (1)
- CM-S-010 Issue 01Documento13 pagineCM-S-010 Issue 01benNessuna valutazione finora
- Flared Separable FittingDocumento9 pagineFlared Separable FittingbenNessuna valutazione finora
- Corrosion Control - Chemical Conversion Coatings On Aluminum AlloysDocumento5 pagineCorrosion Control - Chemical Conversion Coatings On Aluminum AlloysbenNessuna valutazione finora
- CAAC Special Emphasis Items (SEI) For Small Airplane: Flight Subject DescriptionDocumento52 pagineCAAC Special Emphasis Items (SEI) For Small Airplane: Flight Subject DescriptionbenNessuna valutazione finora
- AMTS-Composite Design - 2Documento23 pagineAMTS-Composite Design - 2benNessuna valutazione finora
- AMTS-Composite Design - 1Documento31 pagineAMTS-Composite Design - 1benNessuna valutazione finora
- AMTS-Composite Design 3Documento10 pagineAMTS-Composite Design 3benNessuna valutazione finora
- Civil Aviation Remains Vulnerable To Terrorism: Terrorism Isn't Easily DefinedDocumento16 pagineCivil Aviation Remains Vulnerable To Terrorism: Terrorism Isn't Easily DefinedbenNessuna valutazione finora
- AMTS - Vacuum BaggingDocumento15 pagineAMTS - Vacuum BaggingbenNessuna valutazione finora
- AMTS Raw MaterialsDocumento17 pagineAMTS Raw MaterialsbenNessuna valutazione finora
- AMTS - Mixing of ResinsDocumento14 pagineAMTS - Mixing of ResinsbenNessuna valutazione finora
- AMTS - Bond DesignDocumento16 pagineAMTS - Bond DesignbenNessuna valutazione finora
- When A Rejected Takeoff Goes Bad: by John A. Pope Aviation ConsultantDocumento23 pagineWhen A Rejected Takeoff Goes Bad: by John A. Pope Aviation ConsultantbenNessuna valutazione finora
- Welcome To The World of TolerancesDocumento3 pagineWelcome To The World of TolerancesbenNessuna valutazione finora
- NASA - Learjet 25 Drag AnalysisDocumento11 pagineNASA - Learjet 25 Drag AnalysisbenNessuna valutazione finora
- AC 91-56B - Continuing Structural Integrity Program For Airplanes (SIDS)Documento12 pagineAC 91-56B - Continuing Structural Integrity Program For Airplanes (SIDS)benNessuna valutazione finora
- 3M 5.27 - Application Maintenance and Removal of Aircraft Exterior FilmsDocumento12 pagine3M 5.27 - Application Maintenance and Removal of Aircraft Exterior FilmsbenNessuna valutazione finora
- EN285 Parte8 PDFDocumento5 pagineEN285 Parte8 PDFNicolás VargasNessuna valutazione finora
- Installation Operation Maintenance: Light Commercial Split System 5-20 Tons TTH Model 50 HZDocumento16 pagineInstallation Operation Maintenance: Light Commercial Split System 5-20 Tons TTH Model 50 HZViệt Đặng XuânNessuna valutazione finora
- 01 Bdp2-Manual enDocumento16 pagine01 Bdp2-Manual enSalaheddine CherkaouiNessuna valutazione finora
- Design of Steam Piping System Including Stress AnalysisDocumento128 pagineDesign of Steam Piping System Including Stress Analysissaravootj100% (4)
- Nai 003Documento5 pagineNai 003JacquetNessuna valutazione finora
- Compressor 6 15-30 60hzmanual de Peças CCN 22083745 May 2002Documento29 pagineCompressor 6 15-30 60hzmanual de Peças CCN 22083745 May 2002EdmarBemvindoNessuna valutazione finora
- Foley Catalog PDFDocumento229 pagineFoley Catalog PDFmikea030Nessuna valutazione finora
- PIPING VIBRATION Final Year ReportDocumento44 paginePIPING VIBRATION Final Year ReportnamrathaNessuna valutazione finora
- Catálogo de Flujometros Industriales Spirax SarcoDocumento152 pagineCatálogo de Flujometros Industriales Spirax SarcosaconaconacaNessuna valutazione finora
- Teknikal ReportDocumento6 pagineTeknikal ReportFaeez ZainNessuna valutazione finora
- Installation & Service Instructions: META LNG1 ModelDocumento32 pagineInstallation & Service Instructions: META LNG1 ModelAlex AbakumovNessuna valutazione finora
- Design of Evaporator Cooling Coil For Cooling Load Abhijeet Samal1 Mechanical Engineering B.M.S College of Engineering, BengaluruDocumento4 pagineDesign of Evaporator Cooling Coil For Cooling Load Abhijeet Samal1 Mechanical Engineering B.M.S College of Engineering, BengaluruPT VeritasNessuna valutazione finora
- ECLIPSE MANUAL Ba - RatioMatic - USADocumento30 pagineECLIPSE MANUAL Ba - RatioMatic - USAAudasisNessuna valutazione finora
- Colebrook-White Roughness ValuesDocumento3 pagineColebrook-White Roughness ValuesOvidiu BucurNessuna valutazione finora
- Divisione Adduzione e Riscaldamento INGDocumento76 pagineDivisione Adduzione e Riscaldamento INGCristi NechiforNessuna valutazione finora
- BS 4607-5Documento18 pagineBS 4607-5Jeff Anderson CollinsNessuna valutazione finora
- PML Pipa, Fitting, Valve MedcoDocumento5 paginePML Pipa, Fitting, Valve Medcoprihartono_dias0% (1)
- PETROPBTech686072rWorrPr - Fracturing Equipment - Boyun Guo PDFDocumento6 paginePETROPBTech686072rWorrPr - Fracturing Equipment - Boyun Guo PDFJit MukherheeNessuna valutazione finora
- LoctiteDocumento60 pagineLoctiteAndreas KuhnNessuna valutazione finora
- Calorifier Data SheetDocumento4 pagineCalorifier Data SheetgksakthiNessuna valutazione finora
- Sypris Ancor Flange BrochureDocumento2 pagineSypris Ancor Flange BrochureHector MejiaNessuna valutazione finora
- API 570 Practise Exam QuestionsDocumento7 pagineAPI 570 Practise Exam Questionsjasmineamma100% (1)
- Testing 7-Wire Strand For PDFDocumento22 pagineTesting 7-Wire Strand For PDFeltopo2Nessuna valutazione finora
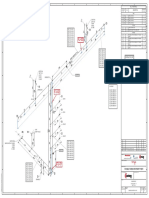
- 270 S.J. S.J.: ID QTY DN Description Sch/Cla SSDocumento2 pagine270 S.J. S.J.: ID QTY DN Description Sch/Cla SSABAID ULLAHNessuna valutazione finora
- ESV - ASNZS5601 Road Show Presentation 2014Documento48 pagineESV - ASNZS5601 Road Show Presentation 2014IanNessuna valutazione finora
- Horse Power (H.P.) Selection: Calculation of Discharge Rate of Bore Well, Water Level, Friction Loss in Pipes, Valves & Fittings, H.P. Selection For Submersible Pump Sets, Unit ConversionDocumento12 pagineHorse Power (H.P.) Selection: Calculation of Discharge Rate of Bore Well, Water Level, Friction Loss in Pipes, Valves & Fittings, H.P. Selection For Submersible Pump Sets, Unit ConversionSantosh Kumar93% (14)
- Section 19: Plumbing Work 02: Water Distribution: 2.6.2 Drain TapsDocumento3 pagineSection 19: Plumbing Work 02: Water Distribution: 2.6.2 Drain TapsAfnanMuhammadNessuna valutazione finora
- Core Cat 09 Revised2009Documento223 pagineCore Cat 09 Revised2009eltatengueNessuna valutazione finora
- S5-1-2 - Typical Steel Beam DetailsDocumento1 paginaS5-1-2 - Typical Steel Beam DetailsTony PedaNessuna valutazione finora