Potrebbero piacerti anche
- Secondary TreatmentDocumento14 pagineSecondary TreatmentNasirNessuna valutazione finora
- Edr 2 ElarmoDocumento15 pagineEdr 2 ElarmoArfel Marie FuentesNessuna valutazione finora
- Process Design Manual For Land Treatment of Municipal WastewaterDocumento488 pagineProcess Design Manual For Land Treatment of Municipal WastewaterihllhmNessuna valutazione finora
- An Assignment On Design and Performance Evaluation of Effluent Treatment Plant (ETP) For Textile IndustryDocumento28 pagineAn Assignment On Design and Performance Evaluation of Effluent Treatment Plant (ETP) For Textile IndustryRupiya Chakma100% (1)
- Ullmans PhenolDocumento18 pagineUllmans PhenolMaria PaulaNessuna valutazione finora
- Aerated Grit Chamber - Characteristic Dimension EquationDocumento9 pagineAerated Grit Chamber - Characteristic Dimension EquationRay LimNessuna valutazione finora
- DBDocumento25 pagineDBAbhijit MondalNessuna valutazione finora
- Aerated BiofiltersDocumento18 pagineAerated BiofiltersNataliaKNessuna valutazione finora
- Treatment and Reuse of Wastewater From Beverage IndustryDocumento7 pagineTreatment and Reuse of Wastewater From Beverage IndustryChaeyoung YooNessuna valutazione finora
- Proposal Tandale 1Documento24 pagineProposal Tandale 1Rajabu HatibuNessuna valutazione finora
- Package Type STPDocumento4 paginePackage Type STPjeykumar.BalannairNessuna valutazione finora
- Modeling of Activated Sludge With ASM1 Model, Case Study On Wastewater Treatment Plant of South of IsfahanDocumento10 pagineModeling of Activated Sludge With ASM1 Model, Case Study On Wastewater Treatment Plant of South of IsfahanAnish GhimireNessuna valutazione finora
- Treatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorDocumento8 pagineTreatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorIna SitaNessuna valutazione finora
- 2.principle and Design of Waste MinimizationDocumento27 pagine2.principle and Design of Waste MinimizationFx NiubieNessuna valutazione finora
- Treatment of Industrial Effluents Using BiofilmsDocumento9 pagineTreatment of Industrial Effluents Using BiofilmsAmit ChristianNessuna valutazione finora
- Nijhuis Water ConservationDocumento2 pagineNijhuis Water ConservationDaniel PérezNessuna valutazione finora
- Visit ReportDocumento9 pagineVisit Reportrohit Sharma100% (1)
- Manual On The Causes and Contril of Activated SludgeDocumento21 pagineManual On The Causes and Contril of Activated SludgeRiianti WidiiNessuna valutazione finora
- Waste Water TreatmentDocumento4 pagineWaste Water TreatmentIbrar ZahidNessuna valutazione finora
- Process Engineer Water and Wastewater or Design Manager Water AnDocumento4 pagineProcess Engineer Water and Wastewater or Design Manager Water Anapi-78891068Nessuna valutazione finora
- Waste Water TreatmentDocumento3 pagineWaste Water TreatmentSana Saleem100% (1)
- Liu Yi-Design and Construction of Biogas Digester 2017Documento74 pagineLiu Yi-Design and Construction of Biogas Digester 2017Stanley Wishmore MukuraNessuna valutazione finora
- Performance Evaluation of A Central WastewaterDocumento155 paginePerformance Evaluation of A Central WastewaterWayne HamiltonNessuna valutazione finora
- Pulsator - P ER 003 EN 1603 - v2 PDFDocumento2 paginePulsator - P ER 003 EN 1603 - v2 PDFpjrapanutNessuna valutazione finora
- CPI BrochureDocumento2 pagineCPI Brochuremashonk okNessuna valutazione finora
- Performance Evaluation of Effluent Treatment Plant of Dairy Industry PDFDocumento6 paginePerformance Evaluation of Effluent Treatment Plant of Dairy Industry PDFMortezaNessuna valutazione finora
- Calculation of Sludge Production From Aerobic ASP JanusDocumento8 pagineCalculation of Sludge Production From Aerobic ASP Janusكرم عمرو100% (1)
- A Review of Artificial Intelligence in ChemicalDocumento3 pagineA Review of Artificial Intelligence in ChemicalOsama AdlyNessuna valutazione finora
- Solution: Introduction To Solutions Group 5 Cornelia Espiritu Lumasag Mejorada OmbleroDocumento12 pagineSolution: Introduction To Solutions Group 5 Cornelia Espiritu Lumasag Mejorada OmbleroGezem GigantoNessuna valutazione finora
- Biological Nutrient RemovalDocumento23 pagineBiological Nutrient RemovalvijayendraNessuna valutazione finora
- Aeration Solutions Comparison Chart - VlightDocumento2 pagineAeration Solutions Comparison Chart - VlightprannoyNessuna valutazione finora
- Project Semester ReportDocumento60 pagineProject Semester ReportPrabhjot Singh TinnaNessuna valutazione finora
- Treatment of Softdrink Industry Wastewater Using An Integrated Anaerobicaerobic Membrane BioreactorDocumento154 pagineTreatment of Softdrink Industry Wastewater Using An Integrated Anaerobicaerobic Membrane BioreactorAbiodun Gbenga100% (1)
- Final-Front Pages-2011 PME CodeDocumento10 pagineFinal-Front Pages-2011 PME CodeJoseph R. F. DavidNessuna valutazione finora
- EE Notes FULLDocumento56 pagineEE Notes FULLAnonymous Q4MsQANessuna valutazione finora
- Mini Project ReportDocumento5 pagineMini Project ReportSaj BhaiNessuna valutazione finora
- Fig 1.1 Typical Particle Size: Bvcoeri Nashik (B.E. Mechanical) 1Documento54 pagineFig 1.1 Typical Particle Size: Bvcoeri Nashik (B.E. Mechanical) 1shailesh pansareNessuna valutazione finora
- CH2M HILL Wastewater Treatment Design OperationDocumento10 pagineCH2M HILL Wastewater Treatment Design OperationpennywiserNessuna valutazione finora
- Water EngineeringDocumento10 pagineWater EngineeringdandewjangerNessuna valutazione finora
- Natural Coagulant For Waste Water TreatmentDocumento5 pagineNatural Coagulant For Waste Water TreatmentDhiyyah Mardhiyyah100% (1)
- Iare Ce Iwwt Lecture Notes 2Documento101 pagineIare Ce Iwwt Lecture Notes 2SHEKHARNessuna valutazione finora
- Sewage Treatment: Water Treatment Describes Those Industrial-Scale Processes Used To MakeDocumento7 pagineSewage Treatment: Water Treatment Describes Those Industrial-Scale Processes Used To MakeJayesh NairNessuna valutazione finora
- MBBR Process ReportDocumento55 pagineMBBR Process ReportAbhisek BhattacharyaNessuna valutazione finora
- Microsoft Word - Festo Rain Water Harvesting Flow ChartDocumento5 pagineMicrosoft Word - Festo Rain Water Harvesting Flow Chartjeykumar.BalannairNessuna valutazione finora
- Sewage FacilitiesDocumento31 pagineSewage FacilitiesNataliaKNessuna valutazione finora
- Plant Design For Microbial Treatment of Waste Water With Advanced Oxidation ProcessDocumento46 paginePlant Design For Microbial Treatment of Waste Water With Advanced Oxidation ProcessFaisal MumtazNessuna valutazione finora
- Final Final Expt 3 - Part 1Documento6 pagineFinal Final Expt 3 - Part 1Florecita CabañogNessuna valutazione finora
- Sanitary Engineer II: Passbooks Study GuideDa EverandSanitary Engineer II: Passbooks Study GuideNessuna valutazione finora
- Guerrero, Mary Justine A. - ChE 192 U - Heat Exchanger Design ProblemDocumento15 pagineGuerrero, Mary Justine A. - ChE 192 U - Heat Exchanger Design ProblemJustine GuerreroNessuna valutazione finora
- Sugar IndustryDocumento27 pagineSugar IndustryChali HaineNessuna valutazione finora
- Sand Filtration PDFDocumento2 pagineSand Filtration PDFBernadette Tumacder MaganaNessuna valutazione finora
- Sludge PollutantsDocumento273 pagineSludge PollutantsRod LondonNessuna valutazione finora
- ENVI Trickling FiltersDocumento23 pagineENVI Trickling FiltersbaBy daBy AnNetTeNessuna valutazione finora
- V3i4 Ijertv3is040786 PDFDocumento5 pagineV3i4 Ijertv3is040786 PDFsarikagNessuna valutazione finora
- Conventional Wastewater Treatment Process and Operation NAMPAPDocumento59 pagineConventional Wastewater Treatment Process and Operation NAMPAPRL SanNessuna valutazione finora
- 1.85 Water and Wastewater Treatment Engineering Homework 8Documento1 pagina1.85 Water and Wastewater Treatment Engineering Homework 8MuhammadUsmanNessuna valutazione finora
- A Study On Industrial Waste Effluents and Their Management at Selected Food and Beverage Industries of BangladeshDocumento5 pagineA Study On Industrial Waste Effluents and Their Management at Selected Food and Beverage Industries of BangladeshAbiodun GbengaNessuna valutazione finora
- Recomended Design Criteria Manual - Wastewater Collection and Treatment FacilitiesDocumento139 pagineRecomended Design Criteria Manual - Wastewater Collection and Treatment FacilitiesCarlos VegaNessuna valutazione finora
- Take Home Quiz NewtonDocumento1 paginaTake Home Quiz NewtonHatta AimanNessuna valutazione finora
- F (X) 2 X 1.75 X: Take Home Quiz Chapter 5 (GSS Max)Documento2 pagineF (X) 2 X 1.75 X: Take Home Quiz Chapter 5 (GSS Max)Hatta AimanNessuna valutazione finora
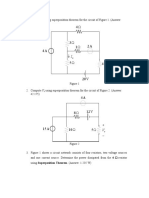
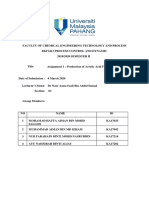
- SuperpositionDocumento4 pagineSuperpositionHatta AimanNessuna valutazione finora
- F (X) 2 X 1.75 X: Take Home Quiz Chapter 5 (GSS Max)Documento2 pagineF (X) 2 X 1.75 X: Take Home Quiz Chapter 5 (GSS Max)Hatta AimanNessuna valutazione finora
- Assignment 1 BKF2413 Sem 2 1819Documento1 paginaAssignment 1 BKF2413 Sem 2 1819Hatta AimanNessuna valutazione finora
- Take Home Quiz NewtonDocumento1 paginaTake Home Quiz NewtonHatta AimanNessuna valutazione finora
- Case Study PEM Section 2 - KA17015 KA17033 KA17042 PDFDocumento5 pagineCase Study PEM Section 2 - KA17015 KA17033 KA17042 PDFHatta AimanNessuna valutazione finora
- Project PeeDocumento38 pagineProject PeeHatta AimanNessuna valutazione finora
- Sepa ProjectDocumento13 pagineSepa ProjectHatta AimanNessuna valutazione finora
- (PCD) - Assingment 1Documento18 pagine(PCD) - Assingment 1Hatta AimanNessuna valutazione finora
- TH9 68000 TH9 Red Giant 67000 TH9: 66000 TH9 66000 TH9 66000 TH9 90210 66000 TH9 66000 TH9 66000 TH9 66000 TH9Documento3 pagineTH9 68000 TH9 Red Giant 67000 TH9: 66000 TH9 66000 TH9 66000 TH9 90210 66000 TH9 66000 TH9 66000 TH9 66000 TH9Hatta AimanNessuna valutazione finora
- Why Must We Maintain Distillation of Diesel 95Documento1 paginaWhy Must We Maintain Distillation of Diesel 95Anwar SadatNessuna valutazione finora
- Diagrama TernarioDocumento38 pagineDiagrama TernarioMoises Velasco LozanoNessuna valutazione finora
- Research Proposal TemplateDocumento19 pagineResearch Proposal TemplateLim si yingNessuna valutazione finora
- Energy BalancesDocumento16 pagineEnergy BalancesEliot Kh100% (1)
- Mitigating Coke Formation Hydrocarbon Engineering July2014 PDFDocumento3 pagineMitigating Coke Formation Hydrocarbon Engineering July2014 PDFghasem_726990287Nessuna valutazione finora
- Flash Distillation: All Rights Reserved. Armando B. Corripio, PHD, Pe. 2013Documento29 pagineFlash Distillation: All Rights Reserved. Armando B. Corripio, PHD, Pe. 2013beshoy naseefNessuna valutazione finora
- Reaction Reactants Products Conditions Mechanism Other: AlkanesDocumento3 pagineReaction Reactants Products Conditions Mechanism Other: AlkanesInzamam A HaqueNessuna valutazione finora
- Sop For Storage, Handling & Use of Gas CylindersDocumento8 pagineSop For Storage, Handling & Use of Gas Cylinderssuvojitroy2000Nessuna valutazione finora
- CCR - Dea - ReclaimingDocumento3 pagineCCR - Dea - ReclaimingANessuna valutazione finora
- Dalton's Law ApplicationsDocumento5 pagineDalton's Law ApplicationsREDISTICSNessuna valutazione finora
- WKST StoichDocumento4 pagineWKST StoichKristyne Olicia0% (1)
- Module 2-Covalent Bonding (Autosaved)Documento82 pagineModule 2-Covalent Bonding (Autosaved)Dan SamsonNessuna valutazione finora
- Oil& Gas SeparationDocumento9 pagineOil& Gas SeparationHomam MohammadNessuna valutazione finora
- ETBE Synthesis Via Reactive Distillation. 1. Steady-StateDocumento15 pagineETBE Synthesis Via Reactive Distillation. 1. Steady-StateSteve Ortiz NarvaezNessuna valutazione finora
- Resume-Process Engg (Abhay Bhoir)Documento4 pagineResume-Process Engg (Abhay Bhoir)Abhay BhoirNessuna valutazione finora
- Notes On LPG Process AuditDocumento2 pagineNotes On LPG Process AuditTitusIdrisNessuna valutazione finora
- Drying Systems BulletinDocumento12 pagineDrying Systems BulletinAmir RahbariNessuna valutazione finora
- SZ20017 enDocumento8 pagineSZ20017 enRafael Lino De SousaNessuna valutazione finora
- Alkene Chemical ReactionsDocumento3 pagineAlkene Chemical ReactionsDaNessuna valutazione finora
- Energy Performance Assessment of BoilersDocumento43 pagineEnergy Performance Assessment of BoilersPradyumna Dhamangaonkar100% (1)
- 2016good and ImportantDocumento4 pagine2016good and ImportantMahdi koolivandNessuna valutazione finora
- Chemical Equations and Reactions: Chapter 8 ReviewDocumento4 pagineChemical Equations and Reactions: Chapter 8 ReviewKevin Fries0% (1)
- Chemistry Viva-Voce PDFDocumento11 pagineChemistry Viva-Voce PDFAshish ShendeNessuna valutazione finora
- Investigation of Straight-Run Diesel Oil Fractions With Sulphur High Content Oxidative DesulphurizationDocumento8 pagineInvestigation of Straight-Run Diesel Oil Fractions With Sulphur High Content Oxidative DesulphurizationPhuc NguyenNessuna valutazione finora
- SHREE Class Islampur Alkanes) : Chemistry (MHT-CET 2021Documento3 pagineSHREE Class Islampur Alkanes) : Chemistry (MHT-CET 2021Archana MoreNessuna valutazione finora
- Automatic Dry Powder: PD Matic ModelsDocumento1 paginaAutomatic Dry Powder: PD Matic Modelsyamen-691904Nessuna valutazione finora
- Synthesis Gas ReformersDocumento9 pagineSynthesis Gas ReformersAlbert PowaNessuna valutazione finora
- Second Floor-Layout1Documento1 paginaSecond Floor-Layout1SK MONJUR RahamanNessuna valutazione finora
- Recrystallization and Manufacture of Aspirin: The Practicum of Organic ChemistryDocumento21 pagineRecrystallization and Manufacture of Aspirin: The Practicum of Organic ChemistryEra MelaniaNessuna valutazione finora