Potrebbero piacerti anche
- Color WheelDocumento8 pagineColor WheelRejeeHanneNiogNessuna valutazione finora
- The Essential Guide To Luminosity MaskingDocumento107 pagineThe Essential Guide To Luminosity Maskingpaul100% (1)
- Canon EOS 550D BrochureDocumento16 pagineCanon EOS 550D BrochureKiragu Wa NyokabiNessuna valutazione finora
- Optical Fibre CommunicationDocumento60 pagineOptical Fibre CommunicationN.ChanduNessuna valutazione finora
- Light Reflection Numericals - Part 1Documento1 paginaLight Reflection Numericals - Part 1pmagrawal69% (13)
- Mie ScatteringDocumento20 pagineMie Scatteringismake31Nessuna valutazione finora
- 10th Class Physics Notes Short Questions Mcqs English MediumDocumento32 pagine10th Class Physics Notes Short Questions Mcqs English MediumWasim KhanNessuna valutazione finora
- Laser CuttingDocumento25 pagineLaser Cuttingvineeth reddy100% (1)
- Laser Beam MachiningDocumento30 pagineLaser Beam MachiningcpamechaNessuna valutazione finora
- VASE BrochureDocumento12 pagineVASE BrochurealonsoNessuna valutazione finora
- Large Format CameraDocumento16 pagineLarge Format Cameraserradeaire840Nessuna valutazione finora
- Interference of Light & It's Applications (Interferometry)Documento24 pagineInterference of Light & It's Applications (Interferometry)Pranav Marathe100% (11)
- Solution Manual for 100 Genesys Design Examples: Second EditionDa EverandSolution Manual for 100 Genesys Design Examples: Second EditionNessuna valutazione finora
- Tugas Deformasi Dan Proses Pembentukan - Vicko Gestantyo Anugraha - 2710100054Documento17 pagineTugas Deformasi Dan Proses Pembentukan - Vicko Gestantyo Anugraha - 2710100054vgestantyoNessuna valutazione finora
- Laser Scribing of Grain Oriented Electrical SteelDocumento7 pagineLaser Scribing of Grain Oriented Electrical SteelsergeykrustevNessuna valutazione finora
- Tunablewavelengthgenerationinthe1umregionincorporatinga16 channelarrayedwaveguidegratingAWG LP PDFDocumento7 pagineTunablewavelengthgenerationinthe1umregionincorporatinga16 channelarrayedwaveguidegratingAWG LP PDFAbu Aisyah Yat SaaidalNessuna valutazione finora
- PHOTONIC FRONTIERS FIBER LASERS Fiber Lasers Ramp Up The PowerDocumento6 paginePHOTONIC FRONTIERS FIBER LASERS Fiber Lasers Ramp Up The PowerKanNessuna valutazione finora
- URO 458909 AA - AurigaXL BrochureDocumento4 pagineURO 458909 AA - AurigaXL BrochureAndres Armando Bonuccelli IbañezNessuna valutazione finora
- Experimental Study of 5 KW High StabilityDocumento7 pagineExperimental Study of 5 KW High Stabilityali2296Nessuna valutazione finora
- Ren Widely-Tunable All-Fiber TM Doped MOPA With 1 KW of Output PowerDocumento7 pagineRen Widely-Tunable All-Fiber TM Doped MOPA With 1 KW of Output PowerReza AmaniNessuna valutazione finora
- LIEv39n1 2p17 33markcoonsDocumento17 pagineLIEv39n1 2p17 33markcoonsAbhijeet DeshmukhNessuna valutazione finora
- File 376Documento6 pagineFile 376Anonymous 7lT8aK7rNessuna valutazione finora
- Assignment 3 - ECPE31 - 2023Documento1 paginaAssignment 3 - ECPE31 - 2023Kritika LavevanshiNessuna valutazione finora
- Titanium Sapphire Lasers and Femtosecond LasersDocumento25 pagineTitanium Sapphire Lasers and Femtosecond LasersaliflailasurumiNessuna valutazione finora
- A) Solid State LasersDocumento5 pagineA) Solid State Lasersrisku aliNessuna valutazione finora
- Recent Developments in New Laser Systems Used For ProcessingDocumento11 pagineRecent Developments in New Laser Systems Used For ProcessingDilli BabuNessuna valutazione finora
- Micro Forming & Welding: S.SaravananDocumento24 pagineMicro Forming & Welding: S.SaravananMuthu KumarNessuna valutazione finora
- Study On Characteristics of Distributed Feedback (DFB) LASER As Light Source For Optical Fiber Communication SystemDocumento7 pagineStudy On Characteristics of Distributed Feedback (DFB) LASER As Light Source For Optical Fiber Communication Systemmahfuz13bdNessuna valutazione finora
- FC s5Documento8 pagineFC s5silverarmourNessuna valutazione finora
- Optical Electronics and Laser Instrumentation Unit 1Documento14 pagineOptical Electronics and Laser Instrumentation Unit 1srikanthNessuna valutazione finora
- Laser Walsh ReviewDocumento21 pagineLaser Walsh ReviewZahoor KhaniNessuna valutazione finora
- 2.4-W Narrow-Linewidth Q-Switched TM - Doped Double-Clad Fiber LaserDocumento7 pagine2.4-W Narrow-Linewidth Q-Switched TM - Doped Double-Clad Fiber LaserMahedi HasanNessuna valutazione finora
- Medıcal Laser ApplıcatıonsDocumento20 pagineMedıcal Laser ApplıcatıonsUğur Berkay ÇalışkanNessuna valutazione finora
- Module 2 - Laser and Electron BeamDocumento53 pagineModule 2 - Laser and Electron BeamVivek KumarNessuna valutazione finora
- Bp0385 PDFDocumento4 pagineBp0385 PDFjhon vargasNessuna valutazione finora
- Paper 13-Design and Performance Analysis of Microstrip Array Antennas With Optimum Parameters For X-Band AppliDocumento7 paginePaper 13-Design and Performance Analysis of Microstrip Array Antennas With Optimum Parameters For X-Band Applihieu_cvnuNessuna valutazione finora
- Laser LaboratoryDocumento36 pagineLaser Laboratorydebanjan.aryaNessuna valutazione finora
- Ultralow Noise Miniature External Cavity Semiconductor LaserDocumento19 pagineUltralow Noise Miniature External Cavity Semiconductor LaserVEENA K THOMAS VLSI20-22Nessuna valutazione finora
- 1 STTTDocumento3 pagine1 STTTMoti BeyeneNessuna valutazione finora
- OC Unit 3 Without 2 Marks and ProblemsDocumento66 pagineOC Unit 3 Without 2 Marks and Problemsnithin premkumarNessuna valutazione finora
- Extension: Using Ethernet With Fiber Optic CablingDocumento4 pagineExtension: Using Ethernet With Fiber Optic CablingsjmpakNessuna valutazione finora
- Femtosecond Fiber Laser Micro and Nano ProcessingDocumento9 pagineFemtosecond Fiber Laser Micro and Nano Processingmuffinmule4Nessuna valutazione finora
- Travish 2003 0522Documento2 pagineTravish 2003 0522Particle Beam Physics LabNessuna valutazione finora
- MIT X-Ray Laser ProjectDocumento47 pagineMIT X-Ray Laser ProjectWiji AstutiNessuna valutazione finora
- Use of Fiber Lasers For Micro Cutting Applications in The Medical Device IndustryDocumento11 pagineUse of Fiber Lasers For Micro Cutting Applications in The Medical Device IndustryStroie MihaiNessuna valutazione finora
- Laser Power-Meter Employing Neutral Density FiltersDocumento4 pagineLaser Power-Meter Employing Neutral Density Filtersoscar_sm77Nessuna valutazione finora
- Light Sources Used in Fiber Optical CommunicationDocumento9 pagineLight Sources Used in Fiber Optical CommunicationthatoneJgd100% (1)
- CNC Leaser Technology ResarchDocumento6 pagineCNC Leaser Technology Resarchsurya tejaNessuna valutazione finora
- Characteristics of Actively Mode-Locked Erbium Doped Fiber Laser Utilizing Ring CavityDocumento5 pagineCharacteristics of Actively Mode-Locked Erbium Doped Fiber Laser Utilizing Ring CavityVastavikta SinghNessuna valutazione finora
- Tunable Wavelength, Tunable Linewidth, High Power Ytterbium Doped Fiber LaserDocumento3 pagineTunable Wavelength, Tunable Linewidth, High Power Ytterbium Doped Fiber LaserbaluvelpNessuna valutazione finora
- MaterialDocumento16 pagineMaterialnhan1999.ntNessuna valutazione finora
- Optical Fibre CommunicationDocumento60 pagineOptical Fibre CommunicationashjunghareNessuna valutazione finora
- FiberDocumento3 pagineFiberJoecon EulaliaNessuna valutazione finora
- Micro Machining of Metals, Ceramics, Silicon and Polymers Using Nanosecond LasersDocumento11 pagineMicro Machining of Metals, Ceramics, Silicon and Polymers Using Nanosecond LasersglzrNessuna valutazione finora
- 2010 RRP62 - 594 - 609Documento16 pagine2010 RRP62 - 594 - 609marian_zamfirescuNessuna valutazione finora
- Nlight Presentation at SPIEDocumento13 pagineNlight Presentation at SPIEJack58Nessuna valutazione finora
- Brochure Quanta LithoDocumento6 pagineBrochure Quanta LithoAbeselom lemmaNessuna valutazione finora
- Biophy 7Documento6 pagineBiophy 7mohammedNessuna valutazione finora
- Optical Characterization of Ultra-High Diffraction Efficiency GratingsDocumento8 pagineOptical Characterization of Ultra-High Diffraction Efficiency Gratingscaroluna8007Nessuna valutazione finora
- Types of Laser and Operating PrincipleDocumento10 pagineTypes of Laser and Operating Principlepriya544829Nessuna valutazione finora
- Laboratory Work No. 2: Optical Fibers and ComponentsDocumento8 pagineLaboratory Work No. 2: Optical Fibers and Componentsuser_iuliNessuna valutazione finora
- DTS0016Documento5 pagineDTS0016tkcow519Nessuna valutazione finora
- 592 970 1 PBDocumento5 pagine592 970 1 PBDevasis HNessuna valutazione finora
- Upconversion Fiber Laser PptsDocumento83 pagineUpconversion Fiber Laser Pptsdpiehler@alphion.comNessuna valutazione finora
- 1994.11.03 - IEEE-LEOS - 1994 - Boston - Compact Blue Green Lasers For The OEM Marketplace 19941 PDFDocumento41 pagine1994.11.03 - IEEE-LEOS - 1994 - Boston - Compact Blue Green Lasers For The OEM Marketplace 19941 PDFdpiehler@alphion.comNessuna valutazione finora
- HA2 Feb24Documento1 paginaHA2 Feb24Nikam Jayeshkumar JairamNessuna valutazione finora
- Shielding of Electromagnetic Waves: Theory and PracticeDa EverandShielding of Electromagnetic Waves: Theory and PracticeNessuna valutazione finora
- ONS Sample Question PaperDocumento4 pagineONS Sample Question PaperRaashidNessuna valutazione finora
- Syllabus EXTC Sem 6 NewDocumento21 pagineSyllabus EXTC Sem 6 Newudhayakumar_cNessuna valutazione finora
- Phototransistor-Ired Data BookDocumento72 paginePhototransistor-Ired Data BookvishunjeetNessuna valutazione finora
- Science Q2-Parts and Functions of The EyesDocumento31 pagineScience Q2-Parts and Functions of The EyesRovi ChellNessuna valutazione finora
- Question Bank Ii Puc ChapterwiseDocumento38 pagineQuestion Bank Ii Puc ChapterwiseRishi KeshNessuna valutazione finora
- QP LightDocumento7 pagineQP LightRohaan GopinathNessuna valutazione finora
- Radar Remote SensingDocumento66 pagineRadar Remote Sensingrajat pandeyNessuna valutazione finora
- Lecture 1 CDocumento29 pagineLecture 1 CLohith NNessuna valutazione finora
- 15 Filipino Words You Didn't Know ExistsDocumento8 pagine15 Filipino Words You Didn't Know ExistsAndre Maurice ReyNessuna valutazione finora
- Amphenol Antel LPA LPD AntennasDocumento79 pagineAmphenol Antel LPA LPD AntennasJuan C LeonNessuna valutazione finora
- Antenna Designs For CubeSats A ReviewDocumento36 pagineAntenna Designs For CubeSats A ReviewAnonymous zBSE9MNessuna valutazione finora
- ch32 PDFDocumento14 paginech32 PDFRodrigo S QuirinoNessuna valutazione finora
- BS en Iso 00105-J02-2000Documento16 pagineBS en Iso 00105-J02-2000alfredoNessuna valutazione finora
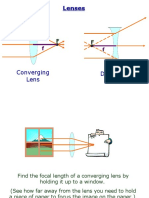
- Lenses: Converging Lens Diverging LensDocumento38 pagineLenses: Converging Lens Diverging LensShanta Harford100% (1)
- Lesson 2 MEASUREMENT OF DISTANCE, ERRORS IN MEASUREMENTDocumento26 pagineLesson 2 MEASUREMENT OF DISTANCE, ERRORS IN MEASUREMENTJohn Andrei PorrasNessuna valutazione finora
- LF0125A - Package Insert - Comfilcon A - Biofinity - Sphere Toric MultifocalDocumento5 pagineLF0125A - Package Insert - Comfilcon A - Biofinity - Sphere Toric MultifocalSanela BajramovicNessuna valutazione finora
- S2Q2 PhysicsDocumento9 pagineS2Q2 PhysicsJillian BautistaNessuna valutazione finora
- PWE 26-2 - Compton ScatteringDocumento1 paginaPWE 26-2 - Compton ScatteringmulatNessuna valutazione finora
- A Ku Band Circularly Polarized 2x2 Microstrip Antenna Array For Remote Sensing ApplicationsDocumento2 pagineA Ku Band Circularly Polarized 2x2 Microstrip Antenna Array For Remote Sensing ApplicationsChristopher ChrisNessuna valutazione finora
- ColorimetryDocumento39 pagineColorimetryJhey Jesus Peñaranda AguirreNessuna valutazione finora
- Final Exam Questions #2 - Spherical MirrorsDocumento2 pagineFinal Exam Questions #2 - Spherical Mirrorsanonslu2012Nessuna valutazione finora
- Merging Result (OCN)Documento52 pagineMerging Result (OCN)Atul SahNessuna valutazione finora