Potrebbero piacerti anche
- 7 Hazards of Molten Sulfur Storage and Handling by J Johnson and N HatcherDocumento22 pagine7 Hazards of Molten Sulfur Storage and Handling by J Johnson and N HatcherAnonymous qPt2MHzXT100% (1)
- Molten Sulfur Storage Tank Review-2015Documento15 pagineMolten Sulfur Storage Tank Review-2015saverr100% (1)
- Flash Point of MixtureDocumento6 pagineFlash Point of MixtureRabya Sana100% (1)
- Introduction To Pressure Surge in Liquid SystemsDocumento46 pagineIntroduction To Pressure Surge in Liquid SystemspranjpatilNessuna valutazione finora
- PSM Moment - Valero Refinery Propane Fire AnniversaryDocumento9 paginePSM Moment - Valero Refinery Propane Fire AnniversaryPimol SuriyaprasitNessuna valutazione finora
- Engineers India Limited: Safety During Start-Up & CommissioningDocumento57 pagineEngineers India Limited: Safety During Start-Up & CommissioningJinadNessuna valutazione finora
- Sulfur Tank Case StudyDocumento18 pagineSulfur Tank Case StudyMajdi BelguithNessuna valutazione finora
- An Introduction To Air Pollution - Definitions, Classifications, and HistoryDocumento14 pagineAn Introduction To Air Pollution - Definitions, Classifications, and HistoryshreedharkolekarNessuna valutazione finora
- KNOWLEDGE FOR A BRIGHTER FUTURE: GUIDE TO NICKEL ALLOYS IN SULPHURIC ACIDDocumento12 pagineKNOWLEDGE FOR A BRIGHTER FUTURE: GUIDE TO NICKEL ALLOYS IN SULPHURIC ACIDjoseocsilvaNessuna valutazione finora
- Specification FOR Reciprocating Compressors: National Iranian South Oil-Fields Company (NISOC)Documento27 pagineSpecification FOR Reciprocating Compressors: National Iranian South Oil-Fields Company (NISOC)Mehrshad ShakibNessuna valutazione finora
- Sulfur Recovery Process Selection and CostsDocumento5 pagineSulfur Recovery Process Selection and Costsbakhtiari_afNessuna valutazione finora
- The Hazards of Fired Heater Flooding, Dig. Ref Q4-2020 JZinkHCDocumento6 pagineThe Hazards of Fired Heater Flooding, Dig. Ref Q4-2020 JZinkHCEsteban De Jesús Camargo100% (1)
- Sulphur Handling Terminal Alberta Environment 28102005Documento158 pagineSulphur Handling Terminal Alberta Environment 28102005Karthick DeivasagayamNessuna valutazione finora
- Amine Gas Sweetening Systems PsDocumento3 pagineAmine Gas Sweetening Systems Pscanada_198020008918Nessuna valutazione finora
- SRU Training ModuleDocumento161 pagineSRU Training ModuleArun Kumar PNessuna valutazione finora
- Method of Statement-Pipework Cleaning GuidelinesDocumento10 pagineMethod of Statement-Pipework Cleaning Guidelinesmissoum mohamedNessuna valutazione finora
- Pit Explosion ProtectionDocumento32 paginePit Explosion ProtectionVictor VazquezNessuna valutazione finora
- Mole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDocumento26 pagineMole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignBrijesh0% (1)
- Breathing Air and Supply SystemsDocumento16 pagineBreathing Air and Supply SystemsJacob PhilipNessuna valutazione finora
- H2S ScavengerDocumento5 pagineH2S ScavengeraswahNessuna valutazione finora
- Statistics for Process Control Engineers: A Practical ApproachDa EverandStatistics for Process Control Engineers: A Practical ApproachNessuna valutazione finora
- Practical Aspects of Condenser and Reboiler DesignDocumento11 paginePractical Aspects of Condenser and Reboiler DesignForcus on100% (1)
- Sulphur RecoveryDocumento8 pagineSulphur RecoveryprthrNessuna valutazione finora
- Flare Gas Recovery Using Gas EjectorDocumento8 pagineFlare Gas Recovery Using Gas Ejectoremmanuel limaNessuna valutazione finora
- Thermal Oxidiser HazardsDocumento14 pagineThermal Oxidiser HazardsMohammed AlShammasiNessuna valutazione finora
- PDO-Hydrogen Sulphide Mapping of Existing FacilitiesDocumento11 paginePDO-Hydrogen Sulphide Mapping of Existing FacilitiesluttermanNessuna valutazione finora
- HIPPS and ESD Valves Closing Time StudyDocumento25 pagineHIPPS and ESD Valves Closing Time StudyBudiman -Nessuna valutazione finora
- Six-Causes-Of-Heat-Exchanger-Tube FailureDocumento7 pagineSix-Causes-Of-Heat-Exchanger-Tube Failuresaverr100% (1)
- H2S Removal Study PDFDocumento136 pagineH2S Removal Study PDFPappu JaniNessuna valutazione finora
- AIGA 047 - 08 Safe Preparation of Gas MixturesDocumento25 pagineAIGA 047 - 08 Safe Preparation of Gas Mixturesfrapa070Nessuna valutazione finora
- Gas Treating Technologies and ServicesDocumento16 pagineGas Treating Technologies and Services13201940Nessuna valutazione finora
- Process STD 1104 PDFDocumento37 pagineProcess STD 1104 PDFAugusto ManuelNessuna valutazione finora
- Flare Pilot System SafetyDocumento5 pagineFlare Pilot System SafetyBehnam HosseinzadehNessuna valutazione finora
- Effects of Abnormal Conditions On Accuracy of Orifice MeasurementDocumento7 pagineEffects of Abnormal Conditions On Accuracy of Orifice MeasurementCRT ServicesNessuna valutazione finora
- Environment Impact Assessment CommentDocumento4 pagineEnvironment Impact Assessment Commentyoga nayagi punichelvanaNessuna valutazione finora
- Sumandak Hypo Site Visit FindingsDocumento35 pagineSumandak Hypo Site Visit Findingsmuhamadrafie1975Nessuna valutazione finora
- HAZIDDocumento2 pagineHAZIDAnonymous zwSP5gvNessuna valutazione finora
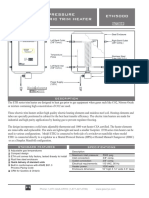
- Trim Heater PDFDocumento2 pagineTrim Heater PDFsaadashfaq100% (1)
- Technip Separations PDFDocumento49 pagineTechnip Separations PDFProcess EngineerNessuna valutazione finora
- LINE SIZING CRITERIA PHILOSOPHY - Petroleum Corner PDFDocumento16 pagineLINE SIZING CRITERIA PHILOSOPHY - Petroleum Corner PDFChowdhury FatemaNessuna valutazione finora
- Reactor Loading - Dense or Sock Loading PDFDocumento11 pagineReactor Loading - Dense or Sock Loading PDFvictorvikramNessuna valutazione finora
- Safety of Oil Installations Standing Committee ReportDocumento96 pagineSafety of Oil Installations Standing Committee ReportVaishnavi Jayakumar100% (1)
- Mercaptans Removal From Gases by Absorption Into Amines and CausticDocumento8 pagineMercaptans Removal From Gases by Absorption Into Amines and Causticgopal100% (1)
- Thermal Ox PDFDocumento8 pagineThermal Ox PDFHeri SetyantoNessuna valutazione finora
- Pyrophoric Ignition Hazards in Typical Refinery OperationsDocumento16 paginePyrophoric Ignition Hazards in Typical Refinery Operationssb309uchNessuna valutazione finora
- 208 17 Safety in Storage and Handling and Distribution of Cryogenic EthyleneDocumento24 pagine208 17 Safety in Storage and Handling and Distribution of Cryogenic EthyleneArieWBNessuna valutazione finora
- Guidelines For The Safe and Optimum Design ofDocumento9 pagineGuidelines For The Safe and Optimum Design ofMoca PhoenixNessuna valutazione finora
- Sulphur Line ExperiencesDocumento17 pagineSulphur Line ExperiencesscaranoNessuna valutazione finora
- Rigid Polyisocyanurate foam insulation for low temperature applicationsDocumento1 paginaRigid Polyisocyanurate foam insulation for low temperature applicationsSatish SonawaneNessuna valutazione finora
- NGL Fractionation TrainDocumento18 pagineNGL Fractionation TrainRickNessuna valutazione finora
- NGL1 V1 Sec 4Documento218 pagineNGL1 V1 Sec 4varatharajan g rNessuna valutazione finora
- Non-exhaustive structural design criteriaDocumento22 pagineNon-exhaustive structural design criteriamarin cristian100% (1)
- OG&C 01 Plot Layout and Design For Air Circulation in LNG PlantsDocumento10 pagineOG&C 01 Plot Layout and Design For Air Circulation in LNG Plantsธนพล มณีมัยNessuna valutazione finora
- Pages From Research Report Dispersion Modelling and Calculation in Support of EI MCoSP Part 15 Mar 2008Documento11 paginePages From Research Report Dispersion Modelling and Calculation in Support of EI MCoSP Part 15 Mar 2008Blake White0% (2)
- Engineering Solutions: KLM Technology GroupDocumento22 pagineEngineering Solutions: KLM Technology GroupShradhhaNessuna valutazione finora
- Study of Dry Ice Formation During Blowdown of CO - CH From CryogenicDocumento9 pagineStudy of Dry Ice Formation During Blowdown of CO - CH From CryogenicAbul HassanNessuna valutazione finora
- Engineeringpractice July2018 MinDocumento30 pagineEngineeringpractice July2018 MinYadav Shweta100% (1)
- EC1000ADocumento11 pagineEC1000AorxanmehNessuna valutazione finora
- PRV SizingDocumento28 paginePRV Sizingjithin.rjn4055Nessuna valutazione finora
- Packed Beds Safety IssuesDocumento4 paginePacked Beds Safety IssuesrmaganNessuna valutazione finora
- Cyclonic Wellhead DesanderDocumento2 pagineCyclonic Wellhead DesanderKapwell LimitedNessuna valutazione finora
- Feedstock Recycling and Pyrolysis of Waste Plastics - IndexDocumento30 pagineFeedstock Recycling and Pyrolysis of Waste Plastics - Indexprem101Nessuna valutazione finora
- Marine Vapor Emission Control SystemsDocumento6 pagineMarine Vapor Emission Control SystemsShaikh JavedNessuna valutazione finora
- Design Sour Water Stripping Systems to Remove H2S & NH3Documento23 pagineDesign Sour Water Stripping Systems to Remove H2S & NH3loie anthony nudaloNessuna valutazione finora
- Design of Sour Water Stripping System: February 2009Documento23 pagineDesign of Sour Water Stripping System: February 2009ririn dwi novitasariNessuna valutazione finora
- Design Sour Water Stripping Systems for RefineriesDocumento23 pagineDesign Sour Water Stripping Systems for Refineriesmohsen ranjbarNessuna valutazione finora
- Environmental Regulations and Their Impact on Coal Power PlantsDocumento18 pagineEnvironmental Regulations and Their Impact on Coal Power Plantsnelson escuderoNessuna valutazione finora
- Transient Analysis of Point Arguello Gas PipelineDocumento26 pagineTransient Analysis of Point Arguello Gas Pipelinermm99rmm99Nessuna valutazione finora
- Tkis Star Process PDFDocumento24 pagineTkis Star Process PDFsaverr100% (1)
- Especificacion de Tuberia para SoloairesDocumento4 pagineEspecificacion de Tuberia para SoloairesPoncho RmzNessuna valutazione finora
- Vapour Pressure of MixturesDocumento15 pagineVapour Pressure of MixturessaverrNessuna valutazione finora
- 2012 11 BeaconDocumento1 pagina2012 11 BeaconTriod jacksonNessuna valutazione finora
- Pe Che Jan 2018 CBT 1Documento3 paginePe Che Jan 2018 CBT 1dtmgoNessuna valutazione finora
- 6870-FiltrationArticle 5Documento6 pagine6870-FiltrationArticle 5saverr100% (1)
- 6870-Pumping Tips 1Documento3 pagine6870-Pumping Tips 1saverrNessuna valutazione finora
- Distgroupnewsone PDFDocumento9 pagineDistgroupnewsone PDFmohammadhadiNessuna valutazione finora
- Ringleman Chart FlareDocumento12 pagineRingleman Chart FlareguhadebasisNessuna valutazione finora
- Armstrong Solving StallDocumento9 pagineArmstrong Solving StallsaverrNessuna valutazione finora
- Installation Tips For Steam Traps On Steam MainsDocumento4 pagineInstallation Tips For Steam Traps On Steam MainssaverrNessuna valutazione finora
- Out of More Than 340 Oil Refineries, A Half-Dozen That Stand Out From The CrowdDocumento3 pagineOut of More Than 340 Oil Refineries, A Half-Dozen That Stand Out From The CrowdsaverrNessuna valutazione finora
- BWG Chart: Wire Gauge Sizes in Inches and MillimetersDocumento1 paginaBWG Chart: Wire Gauge Sizes in Inches and Millimeterssaverr100% (1)
- Combine AirDocumento2 pagineCombine AirsaverrNessuna valutazione finora
- The Operating Experience of Nitrophosphate Plant PDFDocumento6 pagineThe Operating Experience of Nitrophosphate Plant PDFasad100% (1)
- Condition Monitoring Air CoolersDocumento2 pagineCondition Monitoring Air CoolerssaverrNessuna valutazione finora
- HTFS ACOL - Switch Off FansDocumento4 pagineHTFS ACOL - Switch Off FanssaverrNessuna valutazione finora
- Ascot Chart 2015Documento1 paginaAscot Chart 2015saverr100% (1)
- ACHE ThermopediaDocumento9 pagineACHE ThermopediasaverrNessuna valutazione finora
- Become A Good Chemical Engineer-BonemDocumento15 pagineBecome A Good Chemical Engineer-BonemsaverrNessuna valutazione finora
- Bartlesville Energy Research CenterDocumento123 pagineBartlesville Energy Research CentersaverrNessuna valutazione finora
- Cansolv CO Capture: The Value of Integration: Energy ProcediaDocumento10 pagineCansolv CO Capture: The Value of Integration: Energy ProcediasaverrNessuna valutazione finora
- ACHE ThermopediaDocumento9 pagineACHE ThermopediasaverrNessuna valutazione finora
- Little Tikes First Trampoline: 7' Hexagon Trampoline With Safety EnclosureDocumento6 pagineLittle Tikes First Trampoline: 7' Hexagon Trampoline With Safety EnclosuresaverrNessuna valutazione finora
- ISI Definition For Air Pollution IS-4167 (1966) : Notes4free - inDocumento98 pagineISI Definition For Air Pollution IS-4167 (1966) : Notes4free - inMohammed Abdul QuddusNessuna valutazione finora
- Cambridge Assessment International Education: Chemistry 0971/42 October/November 2018Documento9 pagineCambridge Assessment International Education: Chemistry 0971/42 October/November 2018Khairun nissaNessuna valutazione finora
- Technical Note 128 - Formaldehyde (HCHO) Sensor in RAE Systems Instruments - 02 14 PDFDocumento2 pagineTechnical Note 128 - Formaldehyde (HCHO) Sensor in RAE Systems Instruments - 02 14 PDFRdw PartaNessuna valutazione finora
- Unit 5Documento17 pagineUnit 5JokerNessuna valutazione finora
- Final Chemistry ProjectDocumento20 pagineFinal Chemistry ProjectA wild MartianNessuna valutazione finora
- PM 12610Documento60 paginePM 12610MiltonThitswaloNessuna valutazione finora
- Prabhakar 2014Documento5 paginePrabhakar 2014Nicolas MossoNessuna valutazione finora
- Total Sulfur in Hydrocarbons Determination According To ASTM D5453 Using The TS 3000Documento3 pagineTotal Sulfur in Hydrocarbons Determination According To ASTM D5453 Using The TS 3000Pedro AluaNessuna valutazione finora
- Air Pollution: Lecture Week 8 ECH3501 Pollution Control EngineeringDocumento59 pagineAir Pollution: Lecture Week 8 ECH3501 Pollution Control EngineeringDivyashini MohanNessuna valutazione finora
- What Is DesulfurizationDocumento20 pagineWhat Is DesulfurizationYash NandurkarNessuna valutazione finora
- Uses of Sulphuric Acid: SulphurDocumento6 pagineUses of Sulphuric Acid: SulphurHumphrey JinuinNessuna valutazione finora
- Product Safety Summary: Sodium Bisulfite SolutionDocumento5 pagineProduct Safety Summary: Sodium Bisulfite SolutioncastasoftNessuna valutazione finora
- Air Pollution: Dr. Rajesh Roshan DashDocumento62 pagineAir Pollution: Dr. Rajesh Roshan DashKunjan ShrivastavaNessuna valutazione finora
- SOx Control During Combustion of Coal by Adding LimeStoneDocumento3 pagineSOx Control During Combustion of Coal by Adding LimeStoneIshvar RathodNessuna valutazione finora
- Selina Sol Concise Chem Class 10 CH 11Documento7 pagineSelina Sol Concise Chem Class 10 CH 11StNessuna valutazione finora
- Acs Local Exam 1990Documento10 pagineAcs Local Exam 1990kateexdNessuna valutazione finora
- SMTI Yogyakarta International Exam Chemical Analyst REMEDIAL 2015 PDFDocumento12 pagineSMTI Yogyakarta International Exam Chemical Analyst REMEDIAL 2015 PDFFaurinnisa MahendaruNessuna valutazione finora
- Apm - Lec-Notes 2 - BY Civildatas - Blogspot.in PDFDocumento41 pagineApm - Lec-Notes 2 - BY Civildatas - Blogspot.in PDFsaniv guptaNessuna valutazione finora
- MTC Chem of Air PollutionDocumento15 pagineMTC Chem of Air Pollutionupendra1616Nessuna valutazione finora
- 310 SRU Thermal Reactor Chemistry and Design SRU Buenos Aires 2018Documento27 pagine310 SRU Thermal Reactor Chemistry and Design SRU Buenos Aires 2018Nastaran BagheriNessuna valutazione finora
- 3.5 Sulphur and Its CompoundsDocumento27 pagine3.5 Sulphur and Its CompoundsCharles OtienoNessuna valutazione finora
- Upsurge of Money Ritual Among Youths in Nigeria and National SecurityDocumento7 pagineUpsurge of Money Ritual Among Youths in Nigeria and National SecurityEditor IJTSRDNessuna valutazione finora
- Atmospheric pollution solutionsDocumento12 pagineAtmospheric pollution solutionsHirakjyoti SarkarNessuna valutazione finora
- The Elements of A Chemistry Case: Teaching Chemistry Using The Case Discussion MethodDocumento22 pagineThe Elements of A Chemistry Case: Teaching Chemistry Using The Case Discussion MethodJonathanNessuna valutazione finora
- Reaction Rates: What Is Reaction Rate?Documento4 pagineReaction Rates: What Is Reaction Rate?Jankirk Aaron PaladNessuna valutazione finora
- Management of Detached Plumes in Cement PlantsDocumento11 pagineManagement of Detached Plumes in Cement PlantsRohit GadekarNessuna valutazione finora
- H CL C H CL: HCI Sec 4 EOY Examination Chemistry Marking Scheme 2008 Paper 1Documento11 pagineH CL C H CL: HCI Sec 4 EOY Examination Chemistry Marking Scheme 2008 Paper 1Chen XieNessuna valutazione finora