Potrebbero piacerti anche
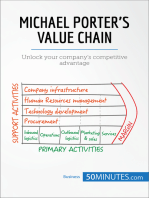
- Michael Porter's Value Chain: Unlock your company's competitive advantageDa EverandMichael Porter's Value Chain: Unlock your company's competitive advantageValutazione: 4 su 5 stelle4/5 (1)
- Operations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationDa EverandOperations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationNessuna valutazione finora
- The Internal Lean Dimensions Impact On The Manufacturing Based Product Quality of Food Processing Companies in JordanDocumento14 pagineThe Internal Lean Dimensions Impact On The Manufacturing Based Product Quality of Food Processing Companies in JordanJaved IqbalNessuna valutazione finora
- Benchmarking: An International Journal: Emerald Article: Kpis: A Critical Appraisal of Their Use in ConstructionDocumento26 pagineBenchmarking: An International Journal: Emerald Article: Kpis: A Critical Appraisal of Their Use in ConstructionJojo LamNessuna valutazione finora
- Effects of GlobalizationDocumento3 pagineEffects of GlobalizationVishesh BankarNessuna valutazione finora
- Synopsis: Especially Focusing On Productivity, Quality and Cost ParametersDocumento19 pagineSynopsis: Especially Focusing On Productivity, Quality and Cost Parametersashenafi solomonNessuna valutazione finora
- The Effects of Innovation On Firm Performance of Supporting Industries in Hanoi - VietnamDocumento19 pagineThe Effects of Innovation On Firm Performance of Supporting Industries in Hanoi - VietnamJoris YapNessuna valutazione finora
- Kardigap PDFDocumento16 pagineKardigap PDFasad ullahNessuna valutazione finora
- Applying Lean Management in Textile IndustryDocumento12 pagineApplying Lean Management in Textile IndustryZakria ArshadNessuna valutazione finora
- R10-Elnathan and LinDocumento19 pagineR10-Elnathan and LinArttikaNessuna valutazione finora
- Monitoring Cost of Multinational Companies An Agency Theory PerspectiveDocumento22 pagineMonitoring Cost of Multinational Companies An Agency Theory PerspectiveAris Wida BagaskaraNessuna valutazione finora
- Effect of E-Procurement On Supply Chain Performance in Manufacturing Industries (Case of Kenya Association of Manufacturers Firms Nairobi, Kenya)Documento6 pagineEffect of E-Procurement On Supply Chain Performance in Manufacturing Industries (Case of Kenya Association of Manufacturers Firms Nairobi, Kenya)Kiguru JeffyNessuna valutazione finora
- A Survey On Lean Manufacturing Implementation in Malaysian Automotive IndustryDocumento9 pagineA Survey On Lean Manufacturing Implementation in Malaysian Automotive IndustryMaria Jose Guevara CabreraNessuna valutazione finora
- Introduction and Design of The StudyDocumento47 pagineIntroduction and Design of The StudyKarthika ArvindNessuna valutazione finora
- The Impact of Strategic Innovation Management Practices On Firm Innovation PerformanceDocumento18 pagineThe Impact of Strategic Innovation Management Practices On Firm Innovation PerformanceFarid Faizul HaqNessuna valutazione finora
- Author's Original SubmissionDocumento21 pagineAuthor's Original SubmissionDrRashmiranjan PanigrahiNessuna valutazione finora
- 06 Amjad, Ghani, Din and Mahmood ED TTC 01102012Documento32 pagine06 Amjad, Ghani, Din and Mahmood ED TTC 01102012Tahir MehmoodNessuna valutazione finora
- KPI For Lean Implementation in Manufacturing PDFDocumento14 pagineKPI For Lean Implementation in Manufacturing PDFHadee SaberNessuna valutazione finora
- Key Performance Indicators MST NDocumento14 pagineKey Performance Indicators MST NmscarreraNessuna valutazione finora
- A Hybrid Performance Evaluation System For Notebook Computer ODM CompaniesDocumento14 pagineA Hybrid Performance Evaluation System For Notebook Computer ODM CompaniesKharis FadillahNessuna valutazione finora
- The Impact of Environmental Turbulence On Organizational Learning PDFDocumento12 pagineThe Impact of Environmental Turbulence On Organizational Learning PDFSuharli MarbunNessuna valutazione finora
- Measuring Competitive Factors: A Perspective of Spanish Manufacturing FirmsDocumento8 pagineMeasuring Competitive Factors: A Perspective of Spanish Manufacturing FirmsDr alla talal yassinNessuna valutazione finora
- Leagile - Ran TQM - 26 - 03 - 20 RevisionDocumento21 pagineLeagile - Ran TQM - 26 - 03 - 20 RevisionaghowelNessuna valutazione finora
- Final MRPDocumento25 pagineFinal MRPGodwilNessuna valutazione finora
- Methods of Research - Term PaperDocumento6 pagineMethods of Research - Term PaperOLAOLUWANLESI ADANLAWO ELISHANessuna valutazione finora
- Knowledge Management, TQM and InnovationDocumento20 pagineKnowledge Management, TQM and InnovationKule89Nessuna valutazione finora
- Services Reform and Manufacturing Performance: Policy Research Working Paper 5948Documento59 pagineServices Reform and Manufacturing Performance: Policy Research Working Paper 5948Arvind ShuklaNessuna valutazione finora
- Noorulain Work ...........................Documento56 pagineNoorulain Work ...........................UME SALMANessuna valutazione finora
- Inventory Management Practice in Micro and Small Enterprise: The Case of Mses' Manufacturing Sub Sector Arsi Zone, EthiopiaDocumento8 pagineInventory Management Practice in Micro and Small Enterprise: The Case of Mses' Manufacturing Sub Sector Arsi Zone, EthiopiaHabteweld EdluNessuna valutazione finora
- Moderating Effect of Cluster On Firm's Innovation Capability and Business Performance: A Conceptual FrameworkDocumento6 pagineModerating Effect of Cluster On Firm's Innovation Capability and Business Performance: A Conceptual FrameworkShahnaz NadivaNessuna valutazione finora
- Research PaperDocumento14 pagineResearch Paperayesha iftikharNessuna valutazione finora
- Draft ReportDocumento18 pagineDraft ReportRUDRA PRAKASH DASNessuna valutazione finora
- GLC CompaniesDocumento39 pagineGLC Companiesrama175Nessuna valutazione finora
- Ownership, Technology and Buyers: Explaining Exporting in China and Sri LankaDocumento16 pagineOwnership, Technology and Buyers: Explaining Exporting in China and Sri LankaPooja Kulkarni NazareNessuna valutazione finora
- A Study On Electronic Sector QM Practices With Special Reference To North-IndiaDocumento12 pagineA Study On Electronic Sector QM Practices With Special Reference To North-IndiaVeekeshGuptaNessuna valutazione finora
- The Impact of Marketing Strategy On Profitability in Medical Jordanian CorporationsDocumento8 pagineThe Impact of Marketing Strategy On Profitability in Medical Jordanian CorporationsMbeeNessuna valutazione finora
- Benchmarking 7Documento3 pagineBenchmarking 7akbar02Nessuna valutazione finora
- Benchmarking As A Tool For Managers To Improve Planning and PerformanceDocumento5 pagineBenchmarking As A Tool For Managers To Improve Planning and PerformancejairtorresquinteroNessuna valutazione finora
- Chapter One 1.1 Background of The StudyDocumento30 pagineChapter One 1.1 Background of The StudyChidi EmmanuelNessuna valutazione finora
- Lean Philosophy in Aircraft Maintenance: Skolanjiappan@yahoo - Co.in Maran - Mba65@yahoo - Co.inDocumento15 pagineLean Philosophy in Aircraft Maintenance: Skolanjiappan@yahoo - Co.in Maran - Mba65@yahoo - Co.inMário MineiroNessuna valutazione finora
- Competitiveness and Profitability Being Affected by The ConstantlyDocumento8 pagineCompetitiveness and Profitability Being Affected by The ConstantlyweipingchongNessuna valutazione finora
- A Fuzzy Methodology For Innovation Management MeasurementDocumento25 pagineA Fuzzy Methodology For Innovation Management MeasurementArte ZaragozaNessuna valutazione finora
- 10.1515 - Ethemes 2016 0026Documento18 pagine10.1515 - Ethemes 2016 0026Daryl Gustavo Rimachi CastroNessuna valutazione finora
- Project of Cost Managment 2Documento38 pagineProject of Cost Managment 2Chidi EmmanuelNessuna valutazione finora
- P - 16 - Farias - (2016) - Interorganizational Cost Management Study On Inhibitor - IBRDocumento11 pagineP - 16 - Farias - (2016) - Interorganizational Cost Management Study On Inhibitor - IBRRafael FariasNessuna valutazione finora
- Indusrial & Consumer - Sectors PDFDocumento10 pagineIndusrial & Consumer - Sectors PDFJayaprakasan TNessuna valutazione finora
- Critical Success Factors of New Product Development: Evidence From Select CasesDocumento11 pagineCritical Success Factors of New Product Development: Evidence From Select CasesRajeev DwivediNessuna valutazione finora
- Porter'S Five Forces Influence On Competitive Advantage in Telecommunication Industry in KenyaDocumento21 paginePorter'S Five Forces Influence On Competitive Advantage in Telecommunication Industry in KenyaGasitha SituruwanNessuna valutazione finora
- Automobile Industry in IndiaDocumento37 pagineAutomobile Industry in IndiaKiran DuggarajuNessuna valutazione finora
- Mba Project AssignmentDocumento30 pagineMba Project AssignmentDebebe DanielNessuna valutazione finora
- How Labour Market Policies Affect Innovation and Trade CompetitivenessDocumento50 pagineHow Labour Market Policies Affect Innovation and Trade CompetitivenessERIA: Economic Research Institute for ASEAN and East AsiaNessuna valutazione finora
- Industry Versus Firm Effects What Drives Firm PerfDocumento23 pagineIndustry Versus Firm Effects What Drives Firm PerfNurdahi GökcanNessuna valutazione finora
- The Impact of Technology Orientation and Customer Orientation On Firm Performance Evidence Form Chinese FirmsDocumento105 pagineThe Impact of Technology Orientation and Customer Orientation On Firm Performance Evidence Form Chinese Firmsrizki kurniawanNessuna valutazione finora
- Sources of New Product Ideas of The Readymade Clothing Enterprises in TurkeyDocumento10 pagineSources of New Product Ideas of The Readymade Clothing Enterprises in TurkeyNurgülNessuna valutazione finora
- 95-Harunnurrasyid Et Al. (pp.2060-2078)Documento19 pagine95-Harunnurrasyid Et Al. (pp.2060-2078)jamilkhannNessuna valutazione finora
- 16bme0920 VL2019201001233 DaDocumento9 pagine16bme0920 VL2019201001233 Dashiv wadhwaNessuna valutazione finora
- Operations Management IT O13Documento248 pagineOperations Management IT O13Jorge Cronwell Montaño Vásquez100% (1)
- Final ReportDocumento14 pagineFinal ReportRUDRA PRAKASH DASNessuna valutazione finora
- KEY JURNAL - Evolution of Operations Management PDFDocumento29 pagineKEY JURNAL - Evolution of Operations Management PDFDani Muhammad RamdhaniNessuna valutazione finora
- Innovation in Aviation - A Case Study of United AirlinesDa EverandInnovation in Aviation - A Case Study of United AirlinesNessuna valutazione finora
- The Consulting Services For PreparationDocumento50 pagineThe Consulting Services For PreparationJay PanitanNessuna valutazione finora
- Assignment Mid Nescafe 111173001Documento5 pagineAssignment Mid Nescafe 111173001afnan huqNessuna valutazione finora
- Pace 349 ScheduleDocumento3 paginePace 349 Schedulesaxman011100% (1)
- Slope Stability Analysis Using FlacDocumento17 pagineSlope Stability Analysis Using FlacSudarshan Barole100% (1)
- Assignment of Killamsetty Rasmita Scam 1992Documento8 pagineAssignment of Killamsetty Rasmita Scam 1992rkillamsettyNessuna valutazione finora
- Iso 269-2022-014 Rotary Table NDT Cat IV - Rev1Documento1 paginaIso 269-2022-014 Rotary Table NDT Cat IV - Rev1Durgham Adel EscanderNessuna valutazione finora
- DRPL Data Record Output SDP Version 4.17Documento143 pagineDRPL Data Record Output SDP Version 4.17rickebvNessuna valutazione finora
- Manual Honda CivicDocumento469 pagineManual Honda CivicshikinNessuna valutazione finora
- OCDI 2009 EnglishDocumento1.025 pagineOCDI 2009 EnglishCUONG DINHNessuna valutazione finora
- Impact of Carding Segments On Quality of Card Sliver: Practical HintsDocumento1 paginaImpact of Carding Segments On Quality of Card Sliver: Practical HintsAqeel AhmedNessuna valutazione finora
- The Application of 1,2,3-PropanetriolDocumento2 pagineThe Application of 1,2,3-PropanetriolAlisameimeiNessuna valutazione finora
- Times Leader 02-06-2012Documento36 pagineTimes Leader 02-06-2012The Times LeaderNessuna valutazione finora
- Anklet - Google SearchDocumento1 paginaAnklet - Google SearchManu KhannaNessuna valutazione finora
- Siemens Power Engineering Guide 7E 223Documento1 paginaSiemens Power Engineering Guide 7E 223mydearteacherNessuna valutazione finora
- BS351: Financial Reporting: Learning ObjectivesDocumento3 pagineBS351: Financial Reporting: Learning ObjectivesMajeed Ullah KhanNessuna valutazione finora
- Parts Price ListDocumento5.325 pagineParts Price ListAlva100% (1)
- Manual Teclado GK - 340Documento24 pagineManual Teclado GK - 340gciamissNessuna valutazione finora
- Manual de Parts ES16D6Documento36 pagineManual de Parts ES16D6Eduardo CortezNessuna valutazione finora
- Republic vs. CA (G.R. No. 139592, October 5, 2000)Documento11 pagineRepublic vs. CA (G.R. No. 139592, October 5, 2000)Alexandra Mae GenorgaNessuna valutazione finora
- DOLE Vacancies As of 01 - 10 - 13Documento17 pagineDOLE Vacancies As of 01 - 10 - 13sumaychengNessuna valutazione finora
- Research On The Marketing Communication Strategy of Tesla Motors in China Under The Background of New MediaDocumento5 pagineResearch On The Marketing Communication Strategy of Tesla Motors in China Under The Background of New MediaSiddharth ChaudharyNessuna valutazione finora
- Enhancing LAN Using CryptographyDocumento2 pagineEnhancing LAN Using CryptographyMonim Moni100% (1)
- QuartzDocumento5 pagineQuartzKannaTaniyaNessuna valutazione finora
- Microstrip Antennas: How Do They Work?Documento2 pagineMicrostrip Antennas: How Do They Work?Tebogo SekgwamaNessuna valutazione finora
- Plasticizers For CPE ElastomersDocumento8 paginePlasticizers For CPE Elastomersbatur42Nessuna valutazione finora
- 73-87 Chevy Truck 09 WebDocumento132 pagine73-87 Chevy Truck 09 WebBlaster Web Services100% (2)
- Architectural Challenges in Agile PracticeDocumento4 pagineArchitectural Challenges in Agile PracticePranab PyneNessuna valutazione finora
- Raport de Incercare TL 82 Engleza 2015 MasticDocumento3 pagineRaport de Incercare TL 82 Engleza 2015 MasticRoxana IoanaNessuna valutazione finora
- Bill (Law) : Jump To Navigation Jump To SearchDocumento9 pagineBill (Law) : Jump To Navigation Jump To SearchPunitNessuna valutazione finora
- Module 8 - Simple Interest and Compound InterestDocumento11 pagineModule 8 - Simple Interest and Compound InterestDawn Juliana AranNessuna valutazione finora