Potrebbero piacerti anche
- International Thermodynamic Tables of the Fluid State Helium-4Da EverandInternational Thermodynamic Tables of the Fluid State Helium-4Nessuna valutazione finora
- Working Guide to Petroleum and Natural Gas Production EngineeringDa EverandWorking Guide to Petroleum and Natural Gas Production EngineeringValutazione: 5 su 5 stelle5/5 (2)
- UTM Propylene Production Plant Final ReportDocumento119 pagineUTM Propylene Production Plant Final ReportGrey DaveNessuna valutazione finora
- Full Report - Team 11 PDFDocumento615 pagineFull Report - Team 11 PDFsiti hajar bt abdul rahmanNessuna valutazione finora
- Volume 1 - Group 3Documento402 pagineVolume 1 - Group 3Nur SyarafanaNessuna valutazione finora
- Comparison of Biomass To Bio-Oils Reactor Systems Direct Conversion vs. Companion Coal GasificationDocumento148 pagineComparison of Biomass To Bio-Oils Reactor Systems Direct Conversion vs. Companion Coal GasificationFaRong Mnsw'PbsNessuna valutazione finora
- CPD 3334Documento131 pagineCPD 3334Yasmin KayeNessuna valutazione finora
- Table of Content: I II IIIDocumento5 pagineTable of Content: I II IIIAbhishek KumarNessuna valutazione finora
- SR 17Documento296 pagineSR 17Samuel AnandNessuna valutazione finora
- Final Evaluation Final DraftDocumento67 pagineFinal Evaluation Final DraftshubhNessuna valutazione finora
- Faculty of Chemical Engineering (Fche) : LecturerDocumento102 pagineFaculty of Chemical Engineering (Fche) : LecturermarioNessuna valutazione finora
- Acetone Latest Capstone 2018Documento93 pagineAcetone Latest Capstone 2018SanjeevNessuna valutazione finora
- Agarwal S Engineering Chemistry Fundamentals and Application PDFDocumento1.343 pagineAgarwal S Engineering Chemistry Fundamentals and Application PDFJ. Giroto92% (13)
- PRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFDocumento456 paginePRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFRitik Chaudhary100% (2)
- Faculty of Chemical Engineering (Fche) : LecturerDocumento104 pagineFaculty of Chemical Engineering (Fche) : LecturerCRISTHIAN NUÑEZ LIMACHENessuna valutazione finora
- TEAM 03 - Full Report PDFDocumento551 pagineTEAM 03 - Full Report PDFsiti hajar bt abdul rahmanNessuna valutazione finora
- Team 04 - Full Report PDFDocumento439 pagineTeam 04 - Full Report PDFsiti hajar bt abdul rahmanNessuna valutazione finora
- He Design Report Group 2Documento29 pagineHe Design Report Group 2Aji PratamaNessuna valutazione finora
- ShubhiDocumento132 pagineShubhiAmit SinghNessuna valutazione finora
- Dincer 2018Documento39 pagineDincer 2018UlikersSportNessuna valutazione finora
- Alumina PFR PDFDocumento309 pagineAlumina PFR PDFMudit KediaNessuna valutazione finora
- Faculty of Chemical Engineering (Fche)Documento114 pagineFaculty of Chemical Engineering (Fche)Divyansh Singh ChauhanNessuna valutazione finora
- Topics Page NoDocumento2 pagineTopics Page Noramya vattamwarNessuna valutazione finora
- Western Region PS 22 15704 Rev 3Documento79 pagineWestern Region PS 22 15704 Rev 3Fasil ENessuna valutazione finora
- Break Even Analysis of Mining ProjectsDocumento60 pagineBreak Even Analysis of Mining ProjectsAnil Kumar100% (1)
- 1st ISODC05-Ufrj TeamDocumento114 pagine1st ISODC05-Ufrj TeamIan Soares MunizNessuna valutazione finora
- Supervisory Operating Manual: UNIT NO.: 07 (Amine 2) Amine Regeneration Unit Cartagena Refinery Expansion ProjectDocumento113 pagineSupervisory Operating Manual: UNIT NO.: 07 (Amine 2) Amine Regeneration Unit Cartagena Refinery Expansion Project•It's Mari Cami•Nessuna valutazione finora
- Gfps Manual Welding Machine TM 160 250 315 Eco Eng Deu ItaDocumento112 pagineGfps Manual Welding Machine TM 160 250 315 Eco Eng Deu Itarazvan.pintilieNessuna valutazione finora
- Team 06 - Wong Vi LynDocumento94 pagineTeam 06 - Wong Vi Lynsiti hajar bt abdul rahmanNessuna valutazione finora
- UntitledDocumento32 pagineUntitledAmir AbazaNessuna valutazione finora
- Eastern Region PS 02 11978 Rev3Documento71 pagineEastern Region PS 02 11978 Rev3Fasil ENessuna valutazione finora
- Gerrior Daniel MASc PEAS Dec 2020Documento170 pagineGerrior Daniel MASc PEAS Dec 2020Suraj Kumar SamalNessuna valutazione finora
- 002petroleum Refinery Design 20131120 PDFDocumento188 pagine002petroleum Refinery Design 20131120 PDFRaed AlbasraweNessuna valutazione finora
- Type: Cocon 26 Dra-Lp/Mp: Und Erground Gas Regulation StationDocumento25 pagineType: Cocon 26 Dra-Lp/Mp: Und Erground Gas Regulation StationAbraham Tellez FloresNessuna valutazione finora
- Eia Report DangoteDocumento234 pagineEia Report Dangotewaseemiqbal133100% (4)
- Dive Air Monitor CODAOM002 Diving 2 OpmanualDocumento18 pagineDive Air Monitor CODAOM002 Diving 2 OpmanualSAT VNessuna valutazione finora
- List of Tables 5 List of Figures 7 List of Plates 8 Nomenclature 9Documento170 pagineList of Tables 5 List of Figures 7 List of Plates 8 Nomenclature 9ethulasiNessuna valutazione finora
- DNV-CN 31.4 - Column Stabilized UnitsDocumento94 pagineDNV-CN 31.4 - Column Stabilized Unitsdjodje1Nessuna valutazione finora
- 2019 Plant Design and Economics-Phthalic Anhydride Design Report (Very Good PFD)Documento171 pagine2019 Plant Design and Economics-Phthalic Anhydride Design Report (Very Good PFD)daraj darajNessuna valutazione finora
- Western Region PS 24 15817 Rev 3Documento82 pagineWestern Region PS 24 15817 Rev 3Fasil ENessuna valutazione finora
- Design of A Drying Oil Production ProcessDocumento120 pagineDesign of A Drying Oil Production ProcessFaRong Mnsw'Pbs100% (2)
- Physical Chemistry CambridgeDocumento11 paginePhysical Chemistry CambridgeNehaNessuna valutazione finora
- Group 9 Chapters 1 - 6Documento231 pagineGroup 9 Chapters 1 - 6Chris DanielNessuna valutazione finora
- Design Report: Islamic Republic of Pakistan Government of Punjab City District Government RawalpindiDocumento39 pagineDesign Report: Islamic Republic of Pakistan Government of Punjab City District Government Rawalpindiakhtarkhan1962Nessuna valutazione finora
- TG54 TG56 UserManual ENDocumento29 pagineTG54 TG56 UserManual ENDanyini IniNessuna valutazione finora
- Design For Production of PropyleneDocumento168 pagineDesign For Production of PropyleneEmiliano Rohwein100% (1)
- PrefaceDocumento5 paginePrefaceSapna RanaNessuna valutazione finora
- Report - A06 - PD2 (Chapter 1 To 9) LatestDocumento611 pagineReport - A06 - PD2 (Chapter 1 To 9) LatestPuan MizilaNessuna valutazione finora
- Engeniero Methanol Task 1&2Documento61 pagineEngeniero Methanol Task 1&2sasi100% (1)
- HMAField ManualDocumento136 pagineHMAField ManualTomas JesusNessuna valutazione finora
- 8.table of ContentDocumento15 pagine8.table of ContentTengku AshrafNessuna valutazione finora
- AGA - Purging Principle and Practice PDFDocumento158 pagineAGA - Purging Principle and Practice PDFsml100% (1)
- Fire Service Manual - Volume 2 - Fire Service Operations - Petrochemical Incidents - 0 PDFDocumento72 pagineFire Service Manual - Volume 2 - Fire Service Operations - Petrochemical Incidents - 0 PDFFpe SygmaNessuna valutazione finora
- Principles and Applications of Thermal AnalysisDa EverandPrinciples and Applications of Thermal AnalysisPaul GabbottValutazione: 4 su 5 stelle4/5 (1)
- Statistical and Thermal Physics: With Computer Applications, Second EditionDa EverandStatistical and Thermal Physics: With Computer Applications, Second EditionNessuna valutazione finora
- Computational Techniques for Chemical Engineers: International Series of Monographs in Chemical EngineeringDa EverandComputational Techniques for Chemical Engineers: International Series of Monographs in Chemical EngineeringNessuna valutazione finora
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)Da EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)Nessuna valutazione finora
- Personal NarrativeDocumento6 paginePersonal NarrativeBigNessuna valutazione finora
- RefregirationDocumento7 pagineRefregirationBigNessuna valutazione finora
- Analysis of Briefs & AssessmentsDocumento20 pagineAnalysis of Briefs & AssessmentsBigNessuna valutazione finora
- Practical Manual 2017 - Refrigeration (CT)Documento25 paginePractical Manual 2017 - Refrigeration (CT)BigNessuna valutazione finora
- Virtual Term 2 Teaching Timetable FT Diploma Version 1Documento4 pagineVirtual Term 2 Teaching Timetable FT Diploma Version 1BigNessuna valutazione finora
- Landscape Photography Night Landscape - Gaurav Kumar WankarDocumento1 paginaLandscape Photography Night Landscape - Gaurav Kumar WankarGaurav Kumar WankarNessuna valutazione finora
- Plagiarism Declaration Sample DocumentDocumento2 paginePlagiarism Declaration Sample DocumentBigNessuna valutazione finora
- FA T2 IndividualDocumento1 paginaFA T2 IndividualBigNessuna valutazione finora
- Personal Narrative by GeorgesDocumento6 paginePersonal Narrative by GeorgesBigNessuna valutazione finora
- Assessment 1 SolutionDocumento3 pagineAssessment 1 SolutionBigNessuna valutazione finora
- Least Squares TechniqueDocumento9 pagineLeast Squares TechniqueBigNessuna valutazione finora
- Polymath Tutorial On Non-Linear Equation SolverDocumento6 paginePolymath Tutorial On Non-Linear Equation SolverBigNessuna valutazione finora
- Non-Ideal Reactors: Residence Time Distribution (RTD)Documento10 pagineNon-Ideal Reactors: Residence Time Distribution (RTD)BigNessuna valutazione finora
- Homework: RTD: Determine The FollowingDocumento5 pagineHomework: RTD: Determine The FollowingBigNessuna valutazione finora
- Polymath Tutorial On Ordinary Differential Equation SolverDocumento10 paginePolymath Tutorial On Ordinary Differential Equation SolverBigNessuna valutazione finora
- Problem Fixed Volume Pressure DataDocumento4 pagineProblem Fixed Volume Pressure DataBigNessuna valutazione finora
- Polymath Tutorial On Non-Linear Regression (Example 7-4) : A Pco 2 1+ 2Documento10 paginePolymath Tutorial On Non-Linear Regression (Example 7-4) : A Pco 2 1+ 2BigNessuna valutazione finora
- Chemical Reaction Engineering Assessment 2Documento1 paginaChemical Reaction Engineering Assessment 2BigNessuna valutazione finora
- Chapter 3: Rate Laws: Example 3-1 Determination of The Activation EnergyDocumento5 pagineChapter 3: Rate Laws: Example 3-1 Determination of The Activation EnergyBigNessuna valutazione finora
- 6 RCM NotesDocumento2 pagine6 RCM NotesBigNessuna valutazione finora
- Analysis of Data New 1Documento5 pagineAnalysis of Data New 1BigNessuna valutazione finora
- Practical TitleDocumento16 paginePractical TitleBigNessuna valutazione finora
- Physical Sciences P1 Feb-March 2010 EngDocumento17 paginePhysical Sciences P1 Feb-March 2010 EngKershen MaharajNessuna valutazione finora
- Nassim Haramein - The Origin of SpinDocumento16 pagineNassim Haramein - The Origin of SpinBogdan Popa100% (1)
- Seismic Analysis of InterlockingBlocks in WallsDocumento4 pagineSeismic Analysis of InterlockingBlocks in WallsGayithri hNessuna valutazione finora
- 28 Flow Through A Venturi Flume Slice Gate 374s18Documento5 pagine28 Flow Through A Venturi Flume Slice Gate 374s18Ekala XuhalxNessuna valutazione finora
- Baseplate & Bolt-Guide-Type-IDocumento7 pagineBaseplate & Bolt-Guide-Type-IAsaru DeenNessuna valutazione finora
- Hysteretic DampingDocumento20 pagineHysteretic DampingShivaprasad.P100% (9)
- SEMI-circular ArchDocumento5 pagineSEMI-circular ArchQeemi QeemiNessuna valutazione finora
- Q3 ST 1 GR.6 Science With TosDocumento4 pagineQ3 ST 1 GR.6 Science With TosRed MariposaNessuna valutazione finora
- Stability Analysis and Structural Design of Counterfort Retaining WallsDocumento26 pagineStability Analysis and Structural Design of Counterfort Retaining WallsShivendra KumarNessuna valutazione finora
- Modelling and Analysis of Reinforced Concrete Structures For Dynamic Loading - (1998) PDFDocumento257 pagineModelling and Analysis of Reinforced Concrete Structures For Dynamic Loading - (1998) PDFR T.I50% (2)
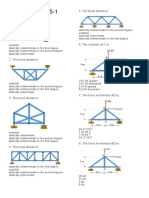
- Practice Exam 5-1: - 1.the Truss Shown Is: 5. The Truss Shown IsDocumento9 paginePractice Exam 5-1: - 1.the Truss Shown Is: 5. The Truss Shown IsChrislet VaelNessuna valutazione finora
- Chapter 29-Magnetic FieldsDocumento43 pagineChapter 29-Magnetic FieldsGled HysiNessuna valutazione finora
- Effect of Hydroplane Profile On Hydrodynamic Coefficients of An Autonomous Underwater Vehicle PDFDocumento23 pagineEffect of Hydroplane Profile On Hydrodynamic Coefficients of An Autonomous Underwater Vehicle PDFMol MolNessuna valutazione finora
- Research On Key Technologies of Four-Rotor UAV Flight Control System Based On STM32 MicrocontrollerDocumento7 pagineResearch On Key Technologies of Four-Rotor UAV Flight Control System Based On STM32 MicrocontrollerSiddhesh PalodNessuna valutazione finora
- Composite Deck DesignDocumento16 pagineComposite Deck Designvejanidb100% (1)
- IME Module 1 Ktunotes - in MinDocumento31 pagineIME Module 1 Ktunotes - in MinAnonymous DiVgfNNessuna valutazione finora
- LECTURE (NOTE) - Module 01 - MeasurementDocumento86 pagineLECTURE (NOTE) - Module 01 - Measurement821A 45RajNessuna valutazione finora
- Kinematics FDocumento83 pagineKinematics F蒋欢欢Nessuna valutazione finora
- (ABU) Reinforced Concrete I - L2 Introduction PDFDocumento29 pagine(ABU) Reinforced Concrete I - L2 Introduction PDFEmre ÖzkatNessuna valutazione finora
- A Correlation For Pool Entrainment PhenomenonDocumento12 pagineA Correlation For Pool Entrainment PhenomenonBotao QiaoNessuna valutazione finora
- Design of Machine Elements: Muhammad Ilyas, PHDDocumento60 pagineDesign of Machine Elements: Muhammad Ilyas, PHDumer JuttNessuna valutazione finora
- 4.1-4.3 SHM Resonance HW Study PacketDocumento9 pagine4.1-4.3 SHM Resonance HW Study PacketMalak AlqaidoomNessuna valutazione finora
- Conveyor Belt TestingDocumento6 pagineConveyor Belt TestingNorberto A. GhiggiNessuna valutazione finora
- Programme Name & Branch: B.Tech Chemical Engineering Course Name & Code: Momentum Transfer (CHE1005)Documento1 paginaProgramme Name & Branch: B.Tech Chemical Engineering Course Name & Code: Momentum Transfer (CHE1005)ermiasNessuna valutazione finora
- Inverted-T Capacity Calculation@Phase1v2Documento11 pagineInverted-T Capacity Calculation@Phase1v2satyaNessuna valutazione finora
- Omni-Directional Drive and Mecanum PresentationDocumento22 pagineOmni-Directional Drive and Mecanum PresentationRafael Ramírez Medina100% (1)
- BASF Design Solution GuideDocumento86 pagineBASF Design Solution Guideomerscheen80% (5)
- Lecture 5-Electric Properties of MatterDocumento15 pagineLecture 5-Electric Properties of Matterana carolina aristizabalNessuna valutazione finora
- POLEDocumento18 paginePOLEJosue HasbunNessuna valutazione finora
- Chapter No 2 Energy AnalysisDocumento46 pagineChapter No 2 Energy AnalysisMuhammad OmarNessuna valutazione finora